Патенты с меткой «листов»
Устройство для укладки листов в стопу

Номер патента: 1224065
Опубликовано: 15.04.1986
Автор: Рохлин
МПК: B21D 43/22
...3, Конвейер 2 состоит из четырех звездочек 7, попарно установленных на осях 8, в подшипниковых опорах 9. Звездочки 7 охватываются двумя бесконечными цепями 10. На цепях 10 установлены оси 11, на которых шарнирно закреплены кронштейны 12. Кронштейны 12 выполнены шарнирно складывающимися в одном направлении и состоят из двух планок 13 и 14, соединенных осью 15. Планка 14 имеет выступ 16 для поддержания движущегося листа и упор 17. На осях 15 установлены ролики 18, взаимодействующие с неподвижными направляющими 19 на участке укладки листов.Устройство для укладки листов в стопу работает следующим образом.Лист 20 подается, например, от листоправильной машины на механизм 1 выдачи листов и далее до соприкосновения с выступом 16 кронштейна 12...
Поточная линия для сборки и сварки листов с планками

Номер патента: 1224129
Опубликовано: 15.04.1986
Авторы: Альтман, Дегтярев, Дундуа, Савукова, Слоним, Стерин
МПК: B23K 37/04
Метки: линия, листов, планками, поточная, сборки, сварки
...12 готовой продукции (стрелками на фиг. 2 показано направление перемещения изделия в процессе сборки) Транспортер 7 содержит убирающиеся подпружиненные храповые собачки 13, смонтированные на штанге 14.Транспортер 7 выполнен с возможностью возвратно-поступательного горизонтального перемещения относительно рольганга 6 и стенда 8 с помощью привала и реечного механизма (не поазаиы),В стаяине. 15 стенда 8 предва 1.тельной сборки установлен привоп 1 ь,на штоке 17 которого установлен и дьемный стол 18 с регулируемыми у рами 19, ограничителями 20 и откидными скобами 21. Стенд 8 содержитакже боковые упоры 22 и прижимы,выполненные в виде шарнирно закрепленных кронштейнов 23, соединенныхс приводами 24, откидные фиксаторы25, подпружиненные...
Устройство для подачи листов в печатной машине

Номер патента: 1225800
Опубликовано: 23.04.1986
Авторы: Вернер, Фолкер, Хеннер
МПК: B41F 33/00
Метки: листов, машине, печатной, подачи
...образуется выключателем "Вкл." самонаклада 46, а второй вход - вторым выходом узла 6. Первый выход первого триггерного каскада 42 связан с первым входом второго триггерного каскада 47, выход которого связан с приспособлением самонаклада 9, приспособлением блока 15. Блок 12 содержит также схему И 48. Выход последней соединен с второй схемой И 44 и входом третьей схемы ИЛИ 49. Второй вход последней образуется вторым выходом узла 6, а третий вход - выходом второй схемы И 50, которая включена за первым триг герным каскадом 42 и соединена с тактовым выходом узла 16. Выход третьей схемы ИЛИ 49 соединен с вторым входом второго триггерного каскада 47.Приспособление самонаклада 9 (фиг.6) содержит схему ИЛИ 51, входы которой образуются блоком 12...
Устройство для счета листов

Номер патента: 1228131
Опубликовано: 30.04.1986
Автор: Эпимахов
МПК: G06M 9/02
Метки: листов, счета
...клапан 15,Бункер 16 с листами 17 устанавливается по касательной барабана 1с одной стороны, с другой стороныбарабана 1 размещен склиз 18, накотором установлен фотодатчик 19 систочником 20 света.Устройство работает следующим образом. 1 О15го2530354045 паз 5 передается на листы 17, пер вый из которых присасывается к продольному пазу 5 и увлекается со скоростью вращения барабана 1. При этом лист 17 изгибается так, что обеспечивает надежное отделение первого листа от остальных листов в пакете. При вращении барабана до совмещения паза 5 со склизом 18 поршень 3 через шток 4,. ось 10 и подшипник 11 получает движение в обратную сторону, при этом в объеме между крышкой 14 и поршнем 3 образуется избыточное давление воздуха, который вытекает через...
Способ производства листов

Номер патента: 1228932
Опубликовано: 07.05.1986
Автор: Бровман
МПК: B21B 1/24
Метки: листов, производства
...концов листа, где уширение выше, чем по длине, поскольку при стационарной прокатке уширение уменьшают две внешних зоны, а вблизи концов сказывается влияние только одной внешней зоны (либс только задней внешней зоны - для переднего конца листа, либо только передней зоныдля концевого участка листа). Влияние внешней зоны характерно на длине., равной (0,5 - 1,0)1, где 1длина зоны деформации при прокатке. Такой следует е 1 ь 1 полнять и длину перемычек. Если их размер при резке оставить большим, чем , то придется удалять после окончания прокатки при резке листов большое количество металла.Если толшину перемычки нри выполнении операции прерывистого реза выполнить мень 1 пей, чем (0,5), то ее влияние на степень стесненности уширения очень...
Копирное устройство для машин термической резки крупногабаритных листов и заготовок

Номер патента: 1230770
Опубликовано: 15.05.1986
Авторы: Лукьяненко, Пилипенко, Ромадин
МПК: B23K 7/10
Метки: заготовок, копирное, крупногабаритных, листов, машин, резки, термической
...12 закреплены поперечины 13, которые являются опорными, аналогичными опорным балкам 3 и имеют ряд отверстий, предназначенных для установки в них сразу двумя штырями 14 стыковочной площадки 15. Последняя имеет отверстия 16 (Фиг, 5), в которые могут вставляться штыри 8 П-образных головок, Все прямые копирные элементы имеют на краях отверстия для прохождения через них отверстий 16 осей 17 с опорными фланцами. Каждая такая ось располагается своим опорным фланцем между стыковочной площадкой и нижней плоскостью копирного элемента.Копириое устройство расчитано на работу с машинами, имеющими два вэа 25 30 35 40 имоперпендикулярных перемещения исполнительного органа и у которых резак 18 (фиг. 1) устанавливается накаретку 19 поперечного...
Устройство для соединения листов шпона

Номер патента: 1230826
Опубликовано: 15.05.1986
Авторы: Кобыльских, Полищук, Янченко
МПК: B27D 1/10
Метки: листов, соединения, шпона
...механизма, а выступы 5 верхнего вальца 3 - напротив впадин 6 верхнего вальца 3 противолежащего механизма. За механизмами клеенанесения и отгибания шипов установлены механизмы 7 подачи листов шпона и механизм формирования шипов, выполненные в виде пуансонов 8 и матриц 9. Пуансон 8 выполнен с закругленными задними кромками 10, а матрица имеет такую же закругленную кромку 11. Закругленные кромки 1 О и 11 при образовании шипа в листе шпона прорезают пазы с закругленными задними стенками, это снижает концентрацию напряжений и увеличивает размер проушины, полученной при отгибании шипов. Режущие кромки 12 пуансона 8 выполнены скошенными, Под нижними вальцами 4 механизма клеенанесения и отгибания шипов расположены ванночки 13 с...
Способ прокатки листов

Номер патента: 1232305
Опубликовано: 23.05.1986
Авторы: Воропаев, Горелик, Клименко, Налча, Руднев
МПК: B21B 1/38
Метки: листов, прокатки
...рабочих валков.На чертеже показан процесс прокатки.На чертеже обозначены верхний рабочийвалок 1, нижний рабочий валок 2, поверхность 3 раската со стороны ведомого валка,поверхность 4 раската со стороны ведущеговалка, душирующая установка 5.Пример 1, Заготовку нагревают в печи до1150 С, прокатывают черновой клети за 1пропусков, после чего верхняя 3 и нижняя 4поверхности раската охлаждаются соответственно до 900 и 800 С с помощью душирующей установки 5 (температурный градиент 100 С). Затем раскат обжимается рабочими валками 1 и 2 в чистовой клети за7 пропусков таким образом, чтобы ведущийвалок контактировал с поверхностью раската, имеющей более низкую температуру. В табл. 1 приведены данные по изменению служебных свойств листов со стороны...
Способ изготовления толстых листов

Номер патента: 1232306
Опубликовано: 23.05.1986
Авторы: Клочко, Кочетков, Мифтахов, Носенко, Смирнов, Трахтенгерц, Щербаков
МПК: B21B 1/38
Метки: листов, толстых
...стане при условии, что при начальных 25 - 45% абсолютного обжатия заготовку задают в стан таким образом, чтобы дефектная часть сляба (с неполностью удаленной донной утяжкой) находилась в передней части по ходу прокатки, длина торцовой обрези листового раската с полным удалением утяжки с донной стороны составляет соответственно 98,8;97,7; 99,0% от длины раската, сформированного соответственно из неотрезных 35, 30 и 25% дефектной части с донной утяжкой.В таблице приведены данные, обосновывающие необходимость при прокатке на реверсивном толстолистовом стане начальные 25 - 45% абсолютного обжатия производить таким образом, чтобы дефектная часть слябной заготовки с неполностью удаленной донной утяжкой находилась в ее передней...
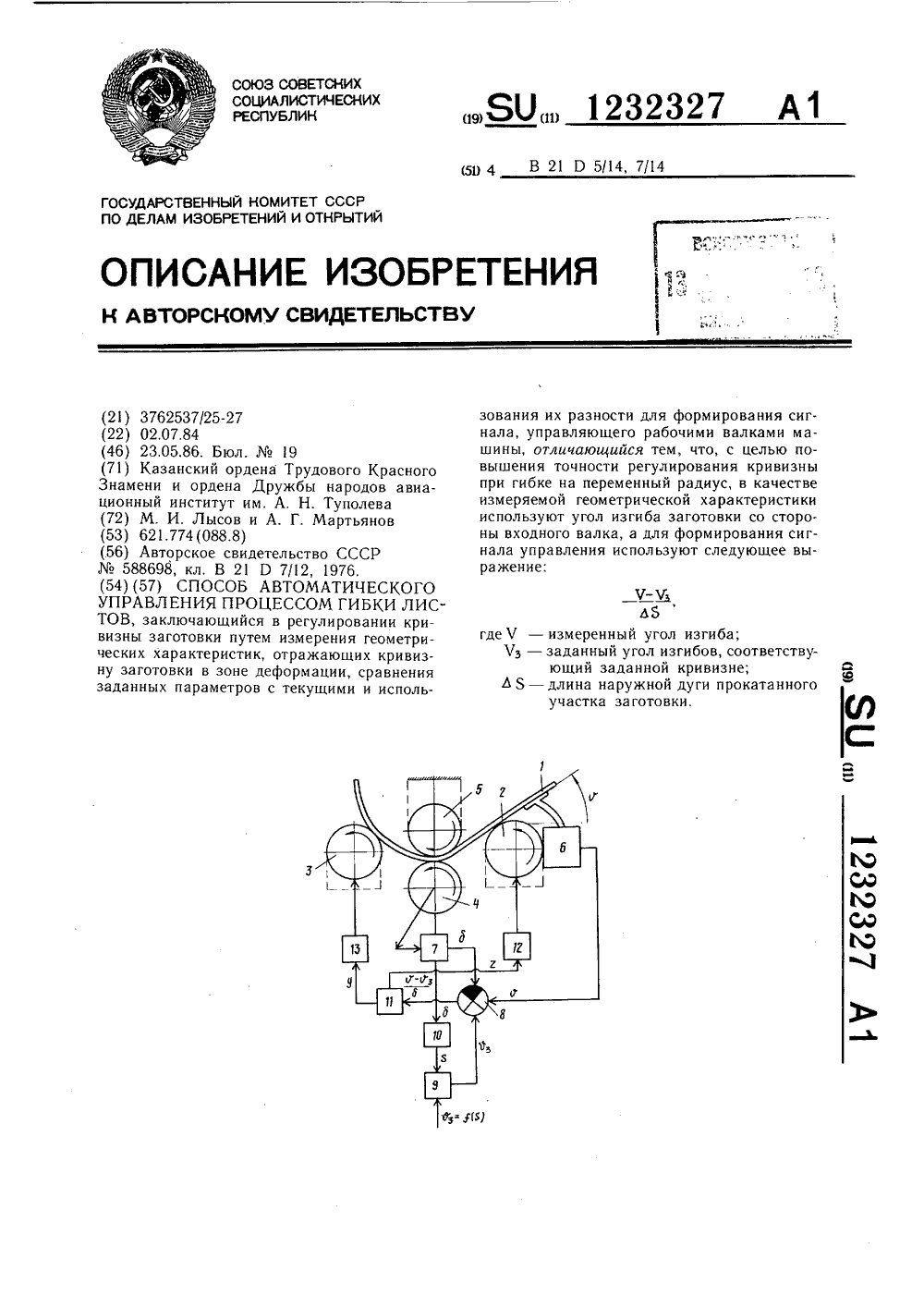
Способ автоматического управления процессом гибки листов
Номер патента: 1232327
Опубликовано: 23.05.1986
Метки: гибки, листов, процессом
...- повышение точности регулирования кривизны при гибке на переменный радиус.На чертеже изображена система автоматического управления процессом гибки-прокатки на четырехвалковой машине.При гибке заготовки 1 между валками 2 - 5 датчик 6 измеряет угловые отклонения поверхности заготовки на входном валке 2 от горизонтальной плоскости первоначального положения заготовки перед гибкой и преобразует измеренные величины в сигнал У, а датчик 7 измеряет длину наружной дуги прокатанного между валками 4 и 5 участка изогнутой заготовки и преобразует ее в сигнал о .В сравнивающее устройство 8 поступают сигналы У, о и сигнал Уа из блока 9 памяти, соответствующий заданному углу загиба для конца данного прокатанного участка. Одновременно от датчика 7...
Машина для гибки листов

Номер патента: 1233984
Опубликовано: 30.05.1986
Авторы: Закиров, Лысов, Мартьянов
МПК: B21D 5/14
Метки: гибки, листов
...31 и зубчатой переЗО дачи вращения посредством зубчатойцилиндрической шестерни 32, насаженной на вал двигателя 31, колеса 33и шестерни 34, насаженных на вал 35,вмонтированный вертикально в подшипниках салазок 28 так, что ось егорасположена в одной вертикальнойплоскости, в которой расположеныоси валкови 18.Шестерни 34 зацеплены с зубчатыми40 рейками 27 стола 25.в местах условного прохождения вертикальной плоскости расположения осей валков 7и 18. Для плотного зацепления шестерен 34 с зубчатыми рейками 275 О 15 20 25 30 40 45 50 стола 25 и перемещения салазок 28 вслед за столом вдоль вертикальной плоскости расположения осей валков 7 и 18 по горизонтали при возможном смещении стола 25 в процессе гибки - прокатки на штоках -...
Способ изготовления рессорных листов из стали с регламентированной прокаливаемостью

Номер патента: 1237714
Опубликовано: 15.06.1986
Авторы: Безуглый, Вишневецкий, Латышкова, Недорезов, Савченко, Сытник, Ушаков, Шепеляковский
Метки: листов, прокаливаемостью, регламентированной, рессорных, стали
...ццже ЧР и обеспечивает получение трооститцой струк-. туры. Таким образом, для того, чтобы 25 в середине участка контакта штампа с листом (точка Л) це образовался троостит, отрезок АБ должен бытьменьше или равен БВ, т.е, глубине закаленного слоя. Исходя из этого 30 ширина участка контакта штампа с листом должна быть меньше или равна удвоенной глубине закаленного слоя.Способ бып проверен при иэготовленки коренных листов автомобиля КамАЗ 5511, Рессора состояла их двух коренных и шести несущих листов. Коренные листы 18 90 1420 мм, изготовленные из сталей РЛ подвергали индукционому нагреву, закалке в штам ц пах с различной шириной контакта иоотпуску при 200 С. Несуьшьо листы из 714 3стали бОХГС обрабатывали по...
Механизированная линия обработки листов

Номер патента: 1238861
Опубликовано: 23.06.1986
Автор: Сорокин
МПК: B21D 43/00
Метки: линия, листов, механизированная
...25. Дополнительная гибкая нить 25 проходит под основанием 1, являющимся приемно-распаковочным столом для стопы листов 26, через систему блоков 27, закрепленных на основании 1, и свободным концом соединена с основной гибкой нитью 23.Линия содержит также листоукладчик 28(листоперекладчик) с вакуумными присосками 29, кантователь 30, механизм 31 расконсервации, сушильную камеру 32, механизм 33 протирки, рольганги 34 и 35, кантователь 36, расположенный между рольгангами 34 и 35, рольганги 37 и 38, транспортер 39 с роликами 40, машину 41 маркировки. Листы 26Включают листоукладчик 28, вакуумныеприсоски 29 опускаются на верхний лист 26, Включают привод 19, который приводит во вращение вал 21 с барабанами 22 и 24.Основная гибкая нить 23...
Узел соединения кромок листов

Номер патента: 1245493
Опубликовано: 23.07.1986
Авторы: Босый, Видин, Волошко, Корниенко
Метки: кромок, листов, соединения, узел
...элементы обоих отбортованных краев кромок листов сопряжены по торцам и расположены в одной плоскости.1245493 витель В. ДолИ. Верес22 Сост й Тех ред Тираж ВНИИ ПИ Государе по делам изоб 113035, Москва, Ж -лиал ППП Патент, Корректор А. ОПодписноеета СССРрытий,на 6., д. 4/5Проектная, 4 Редактор ПЗаказ 3953 оссе твенного комитретений и от35, Раушскаяг. Ужгород, у 1Изобретение относится к судостроению, в частности к зашивке судовых помещений, а также может быть использовано при изготовлении мебели и предметов оборудования.Целью изобретения является сокращение трудоемкости монтажных работ и повышение надежности соединения.На фиг. 1 изображен узел соединения кромок листов с лицевой стороны; на фиг. 2 - сечение А - А на фиг. 1.Узел...
Способ горячей прокатки толстых листов

Номер патента: 1250334
Опубликовано: 15.08.1986
Авторы: Бабицкий, Горобец, Коновалов, Парамошин, Савранский, Харченко, Чуманов, Шичков, Шмаков, Ябко
МПК: B21B 1/38
Метки: горячей, листов, прокатки, толстых
...вытяжку по высоте раската. Способ состоит в следующем.После разворота раската для прокатки с разбивкой ширины его транс портируют через средства подстуживания, например гидросбив, со скоростью Ч . По мере прохождения концевого участка и создания подстуженных зон скорость транспортирования увели чивают до Ч , а при подходе заданного концевого участка снижают до Ч . При этом длину подстуженных участков выбирают в диапазоне 1,2-2 длины очага деформации 1 й.Подстуживание производят по меньшей мере перед первым пропуском приразбивке ширины. Глубина зоны подстуживания зависит от условий охлажденияи скорости транспортирования. Расчетэтой величины производят известнымиметодами расчета режимов охлаждения.После окончания процесса разбивки ширины...
Пенообразователь для изготовления гипсокартонных листов

Номер патента: 1250542
Опубликовано: 15.08.1986
Авторы: Байрамов, Гусейнов, Мамедов, Оруджев, Халилов
МПК: C04B 28/02
Метки: гипсокартонных, листов, пенообразователь
...= 1500; х:у:г= 27:22;1,Разветвленная структура продуктаобеспечивает повьппение стойкости пены. Состав приготавливают обычнымсмешиванием расчетного количества1водсго раствора натриевой соли алкиларилбензосульфокислоты, выпускаемой по ТУ 13302-77, водным раствором,продукта щелочного гидролиэа акрилнитрилбутадиенстирольного сополимерав обычньх условиях до получения однородной системы,Вода соответствует требованиюГОСТ 10922-75. Затем с конкретногосоставл пенообразователя берут 100 млраствора и помещают в цилиндр объемом1 л и перемешивают путем интенсивноговэбивания пены одну минуту с помощью Компоненты и показатели Натриевая соль алкилбензосульфокислоты Карбоксилметипцеллюлоза количество 5-67.-ного водного раствора активатора. Компонентами...
Сырьевая смесь для изготовления гипсокартонных листов

Номер патента: 1250544
Опубликовано: 15.08.1986
Авторы: Бортников, Буданов, Ванифатьев, Долгополов, Иваницкий, Козловский, Кузнецова, Лазарев, Наметкина, Суханов, Тарасов, Храпов, Шахмаметова
МПК: C04B 28/14
Метки: гипсокартонных, листов, смесь, сырьевая
...Дж Гвоздеудержнвдющдя способность, КГс :цеплецие картонагипсовым сердечником, кг/м 43,912,6 43,0 12,7 34,09,3 35,8 10,0 41,7 12,8 40,4 12,6 40,5 10,3 41,6 12,5 20,7 20,1 28,5 27,0 18,1 17,5 25,7 19,3 44 42 28 30 41 22 24 Составы 7 и Ы даны за пределами предлагаемого соотношения компонентов. Изобретение относится к промышленности строительных материалов,а именно к производству гипсокартонных листов.Це:ь изобретения - повышениесцепления картона с гипсовым сердечником и гвоздеудерживдющей способности гипсокартоццых листов,Для достижения поставленной целииспользуют следующие материалы.Гипсовое вяжущее, ялкилсупьфоцаты, стекловолокно и карбамидцая смола, модифицированная гидроксидомкальцияПроцесс получения последней провоПят...
Стан для горячей прокатки полос и листов

Номер патента: 1089818
Опубликовано: 15.08.1986
Авторы: Гринчук, Долженков, Коновалов, Матаев, Остапенко, Пинчук, Пономарев, Розенталь, Федоров
МПК: B21B 1/26
Метки: горячей, листов, полос, прокатки, стан
...горячей прокатки полос имеет следующие достоинства.Существенно уменьшена общая длина стана.Повышен коэффициент использования общей площади, занимаемой станом, за счет использования свободных площадей у промежуточного рольганга.Снижены эксплуатационные расходы, поскольку новое расположение нагревательных печей позволяет прокатывать слябдо заданнойтолщины в тандем-ревер" сивной группе с одним реверсом, что снижает тепловые потерив черновыхклетях, а следовательно,и расходы на нагрев слябов, повышает эффективность использования электроэнергии.1089818 4я рольгангом 6 и работает как чистоваяклеть толстолистового стана, А приследующей последовательности операций: загрузка слябов в одну из группнагревательных печей 1 по загрузочному рольгангу 5,...
Кантователь листов

Номер патента: 1252269
Опубликовано: 23.08.1986
Авторы: Аввакумов, Гофунг, Грудин, Захаров, Кривошлыков
МПК: B65H 15/00
Метки: кантователь, листов
...На платфор му 9 опирается поворотная рама 11, которая прикреплена к платформе 9 посредством осей 12 и 13 поворота, каждая из которых соединена с автономным гидроцилиндром 14 или 15. Между осями 12 и 13 расположены силовые цилиндры 16 привода поворота рамы 11, шарнирно прикрепленные к платформе посредством осей 17 и к раме посредством осей 18. На поворотной раме1 закреплены захватные органы н виде планающих электромагнитов 19 для захвата листов 20 с правого 21 и левого 22 стеллажей, расположенных по боковым сторонам рольганга 1. Каждый из электромагнитов 19 подпружинен относительно рамы 11 пружиной 23 и оснащен кольцевым буртиком 24, контактирующим с внутренней поверх 5 0 15 20 25 30 35 40 45 иостьк стакана 25. Для питания и управления...
Механизированная линия для очистки плоских листов

Номер патента: 1252388
Опубликовано: 23.08.1986
Авторы: Бейлинсон, Бухрунова, Верещагин, Захаров, Куркин, Новгородцев, Усачев
МПК: C23G 3/00
Метки: линия, листов, механизированная, плоских
...в устройство 2 дляжидкостной очистки листов от прокатных смазок, затем листы попадаютв люминесцентный прибор 4 контролякачества очистки, с которого выдается сигнал на блок 5 управцения. Если45листы достаточно чистые, блок 5управления выдает сигнал на устройство 6 и оно пропускает листы для дальнейших технологических операций.Если качество очистки низкое, блок 5управления выдает сигнал на устройство 6, которое возврашает листы на повторную очистку, После повторной очистки опять контролируется степень чистоты поверхности листа микроцинка и он направляется ю грунтовочный станок 7;55где его верхняя поверхность покрывается эашцтцой эмалью, затем эмальсушится в сушильной печи 9, в канто 88 1вателе 11 лист переворачивается поверхностью,...
Механизированная линия для очистки плоских листов

Номер патента: 1252389
Опубликовано: 23.08.1986
Авторы: Бейлинсон, Бухрунова, Верещагин, Захаров, Куркин, Новгородцев, Усачев, Царев
МПК: C23G 3/00
Метки: линия, листов, механизированная, плоских
...листов, где листы переворачиваются стороной, покрытой эмалью, вниз, группушлифовальных станков 8, где поверхность листа шлиугтся, узел 9 окончательной жидкостной обработки, где 20 25 ЭО 35 40 45 50 55.игть очищаются,от смдзок, попавшихцд цих в ре зуьтатс шлифовки, машину 10 лля промывки - пдгсивдции,в которой проигходит прсмывкд поверхцо ти листов раствором хромпикас целью уменьшения окисляемости поверхногти цинка и нейтрализацииостатков обезжиривдющего раствора,люмицесцецтный прибор 11, в которомпроисходит контроль качества очистки, гцуцтовочный станок 4, в которомна эту поверхность наносится защитная эмаль, сушипьцую печь 6, в которой эмаль г.ушитгя. Затем с помощьюмеханизма 23 для разгрузки листы сцимаютгя с линии.Одновременно г этим...
Устройство для изготовления большеформатных листов шпона

Номер патента: 1253786
Опубликовано: 30.08.1986
МПК: B27D 1/10
Метки: большеформатных, листов, шпона
...8 - разрез Б-Б на фиг. 7, на фиг. 9 - разрез З-Б на фиг. 7, на фиг. 10 - разрез Г-Га фиг. 7; на фиг. 11 - узел 11 фиг, 3 (схема расположения контрножей, вид сбоку),Устройства для изготовления большеформатного шпана включает станинус расположенными на ней узлами пав дачи 2 и переворота 3 листов шпана 4, узел формирования 5 шипов 6 на торцовых кромках 7 лис:.ов юнона 4 с направляющими 8 и привод 9, при этом узел формлрсвания 5 выполнен в виде размещенных друг над другом приводных валов 10 с блочно установленными формирующими дисками 11, на наружных кромках 12 которых выполнены переменного по высоте сечения клиновидные выступы 13, и горизонтально смонтированных верхнего 14 и нижнего 15 кинематическч связанных с приводом 9 контрножей с...
Устройство для съема и укладки листов шпона

Номер патента: 1253795
Опубликовано: 30.08.1986
Авторы: Апостол, Киселев, Филонов
МПК: B27L 5/06
Метки: листов, съема, укладки, шпона
...съема и укладки листов шпона,общий вид 1 на фиг. 2 - то же, поперечный разрез момент формированинкнолей),Устройство для съема и укладки листов шпона включает суппорт 1 со спаренными ленточньмн конвейерами 2, приемный стол 3 с выносным рольгангом ч и механизм 5 укладки листов шпона 6 в кноли 7, причем механизм укладки 5 снабжен узлом 8 ориентирования листов шпона 6, выполненным в виде смонтированной над приемным столом 3 рамы 3 с жестко установленными на ней поперечными элементами 10, на каялом нз которых с помощью шарниров 11 последовательно установлены ластиы 12,при этом поперечные элементы 1 О влпалнены с выступами 13.Устройство работает следующим обря:ЗомаСрезанный шпон 6 одают на спаренные ленточные конвейеры 2. Поокончании...
Узел клепаного соединения листов судовых конструкций его варианты

Номер патента: 1253873
Опубликовано: 30.08.1986
Авторы: Гриценко, Иванов, Климова, Кохан, Олещук
МПК: B63B 59/00
Метки: варианты, клепаного, конструкций, листов, соединения, судовых, узел
...прокладка 10, герметично прилегающая к их поверхностям. Крепеж узла осуществлен с помощью алюминиевых заклепок 11, расклепанные головки 12 которых прилегают к поверхностям планок 4. Выступ 6 и лист 9 могут быть соединены внакрой посредством двух сварных швов 13 и 14 (фиг. 2). Кроме того, лист 9 может быть приварен встык непосредственно к торцу 5 профиля 3.Монтаж клепаного соединения осуществляют следующим образом.В изготовленных ранее в виде отдельных элементов стальном комингсе 1, профиле 3 и прокладке 10 осуществляют зачистку (промывку) герметично контактирующих 5 10 15 20 25 положена герметизирующая прокладка, причем на наружные поверхности участков листа надстройки и алюминиевой полосы, а также головок заклепок нанесено...
Способ производства листов

Номер патента: 1255224
Опубликовано: 07.09.1986
Авторы: Баранов, Грищенко, Мехед, Пименов, Сосковец, Трайно
МПК: B21B 1/38
Метки: листов, производства
...с шероховатостью поверхности 1,2- 1,8 мкм К полностью прорабатывают и обновляют поверхностный слой полосы, закатывают мелкие риски, царапины, наследственную шероховатость после холодной прокатки. Увеличение обжатия и шероховатости поверхности валков в первом проходе до указанных величин приводит к росту контактного скольжения в очаге деформации, разрушению иудалению загрязнений поверхности полосы, Последующей дрессировкой во 25 втором проходе с обжатием 0,5-0,77в валках с шероховатостью поверхности0,01-0,03 мкм Кс, обеспечивается выглаживание микронеровностей поверхности (фиг.2). Для гальванизации такого З 0 листа требуется минимальный расходпокрытия толщиной НЭкспериментально установлено, чтопри обжатии в первом проходе более,чем...
Способ горячей прокатки листов и полос с подстуженной поверхностью

Номер патента: 1258522
Опубликовано: 23.09.1986
Авторы: Алюшин, Горелик, Зинин, Каракин, Коновалов, Меденков, Орнатский, Парамошин, Савранский, Тишков
МПК: B21B 1/38
Метки: горячей, листов, поверхностью, подстуженной, полос, прокатки
...проходе с целью приближения определяемой температуры к моменту начала прокатки в следующем пропуске.В результате обработки опытных данных, полученных при прокатке низколегированных и углеродистых марок сталей на толстолистовом стане, получают зависимости6 Ь С; - 535ВК(-),: - 1 ф (5)М,-1 д, 35 522 414,6 МН и,М,.= 1,3 МНм в момент прохождения заднего конца раската, Поскольку для первого прОпуска вели" чина параметра в= 0,481 в/качестве параметра нагружения при назначении обжатия во втором пропуске принимают момент прокатки.Определяют среднемассовую температуру раската во втором пропуске по формуле (1):г = а 1 ВК( )1 + 535 1120 СМТемпература поверхности раската, за-фиксированная оптическим пирометром,1082 С,Прокатку во втором пропуске...
Устройство для кантования листов

Номер патента: 1258545
Опубликовано: 23.09.1986
Автор: Устюжанин
МПК: B21B 39/32
Метки: кантования, листов
...5 н 8установлены в пазах, выполненных восновании 13. Каждый иэ пазов состоит иэ двух дугообразных участков14 и 15. Радиус участка 14 равен рас"стоянию между осями 5 и 8, соединяющими рычаги со штоками б и 9 при нхнижнем положении, а радиус участка15 равен расстоянию между одной иэосей 5 или 8 и осью 3, соединяющейрычаги между собой т.е. длине коротких плеч кантующих рычагов. Кантуемый лист 16 установлен на роликах 17 рольганга (не показан). Рычаги 1 и 2 снабжены упорами 18, установленными ниже подающей поверхности роликов 17 рольгангаУстройство работает следующим образом.В исходном положении длинные плечи кантующих рычагов 1 и 2 находятся в вертикальном положении и образуют кассету в которую (также в вертикальном положении) роликами 17...
Устройство для разделения листов

Номер патента: 1258571
Опубликовано: 23.09.1986
Автор: Сорокин
МПК: B21D 43/00
Метки: листов, разделения
...нить7 (канат), проходящую под столоми через блоки 8, одним концом намотанную на центральный барабан 5, адругим соединенную с гибкой разделительной нитью 6 в точке В, равноудаленной от боковых барабановрычаги 9, закрепленные на стойках10 с возможностью взаимодействия сгибкой нитью б (для исключения повреждения гибкой нити об острые углы стопы листов), привод 11, реверсивные устройства, например обгонные муфты 12, передающие вращательное движение боковым барабанам4 при намотке гибкой разделительнойнити 6, и муфты 13, передающие врашательное движение центральному барабану 5 при намотке тянущей нити7, и стопу листов 14,Устройство работает следующимобразом,После снятия со стопы листов 14,предварительно уложенной на столе1,...
Станок для гибки листов из термопластичного материала

Номер патента: 1260233
Опубликовано: 30.09.1986
Авторы: Грацерштейн, Оленкевич
МПК: B29C 53/02
Метки: гибки, листов, станок, термопластичного
...4на необходимую длину гибки, листа, зажимное устройство 6 с пневмоцилиндрами 7 дляего перемещения, поворотную траверсу 8 спневмоприводами 9 для ее перемещения,нагреватель 1 О, находящиеся в зацеплениисектора 11 и 12, причем траверса 8 жесткосвязана с осью вращения зубчатого сектора 11, а нагреватель 10 жестко связан сосью вращения зубчатого сектора 12. Станок имеет систему охлаждения, выполненную в виде щелевого сопла 13, расположенного вдоль линии гиба, и пульт 14 управления, с помощью которого задается автоматически необходимое время нагрева иохлаждения в зависимости от толщины сгибаемого листа 15.Станок работает следующим образом,Лист 15, подлежащий гибке, укладывают на стол 2 таким образом, чтобы его торцевая поверхность,...
Устройство для формирования стопы листов

Номер патента: 1261876
Опубликовано: 07.10.1986
Авторы: Лебедев, Поликанов, Фунштейн
МПК: B65H 31/00, B65H 31/20
Метки: листов, стопы, формирования
...включает электродвигатель 15, шкивы 16, пассики 17 и карданы 18. Нижние концы карданов 18 соединены со шкивами 16, а верхние - с цапфами приводных валиков 13. На нижнем конце одной из направляющих штанг 12 каждой пары закреплен ограничительный стержень 19, конец которого отогнут параллельно образующей конической части приводного направляющего валика 13 и образует с ней зазор 20.Устройство имеет средство регулирования размеров приемника по формату листов. Средство включает ползуны 21, установленные на основании 1 и на которых закреплены опорные стойки 11 с элементами приемника. 5 10 15 20 25 30 35 40 45 50 55 Кроме того, для тонкой регулировки имеются регулировочные винты 22.Устройство работает следующим образом.Предварительно с помощью...