Способ автоматического управления процессом гибки листов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
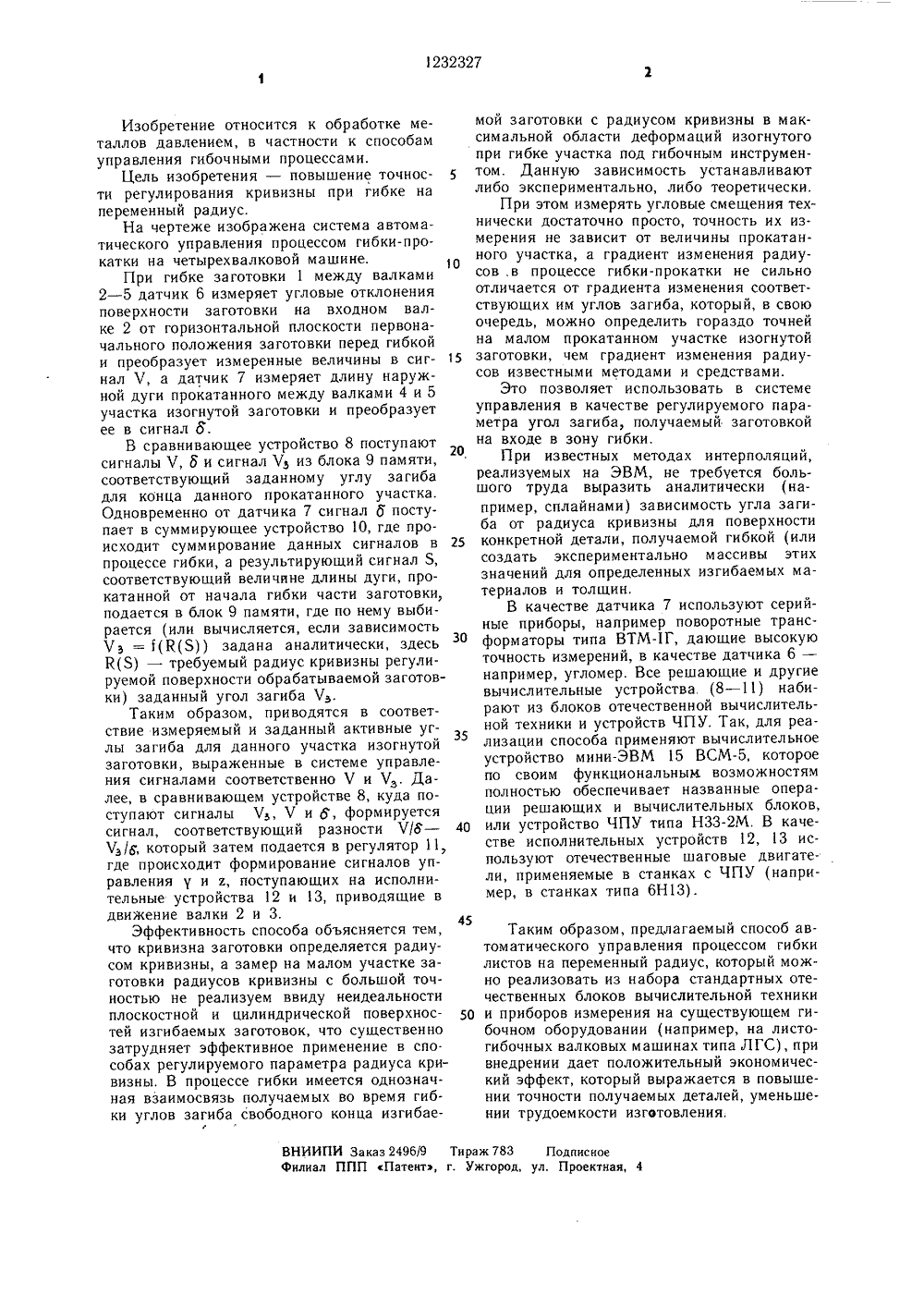
,ЯО 1232327 А 1 14, 7/14 ИСАНИЕ ИЗОБРЕТЕНИ АВТОРСМОМЪ( СВИДЕТЕЛЬСТВУ ЧЧ - измереннь Чз - заданный ующий зад й угол изгиба; гол изгибов, соответствуанной кривизне;ужной дуги проката нного готовки,длина нар участка з СО ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Казанский ордена Трудового КрасногоЗнамени и ордена Дружбы народов авиационный институт им. А. Н. Туполева(54) (57) СПОСОБ АВТОМАТИЧЕСКОГОУПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ ЛИСТОВ, заключающийся в регулировании кривизны заготовки путем измерения геометрических характеристик, отражающих кривизну заготовки в зоне деформации, сравнениязаданных параметров с текущими и использовани нала, у шины, вышен при ги измеря исполь ны вхо нала у ра жени я их разности для формирования сигправляющего рабочими валками маотличающийся тем, что, с целью поия точности регулирования кривизны бке на переменный радиус, в качестве емой геометрической характеристики зуют угол изгиба заготовки со стородного валка, а для формирования сигправления используют следующее вые:1232327 5 1 О 15 20 25 подается в блок 9 памяти, где по нему выбирается (или вычисляется, если зависимость у э = 1(К(Ь) ) задана аналитически, здесь К(Я) - требуемый радиус кривизны регулируемой поверхности обрабатываемой заготовки) заданный угол загиба Ча.Таким образом, приводятся в соответствие измеряемый и заданный активные углы загиба для данного участка изогнутой заготовки, выраженные в системе управления сигналами соответственно Ч и У . Далее, в сравнивающем устройстве 8, куда поступают сигналы Ч, у и б, формируется сигнал, соответствующий разности Ч/8 - 40 з 6; который затем подается в регулятор 11, где происходит формирование сигналов управления у и г, поступающих на исполнительные устройства 12 и 13, приводящие в движение валки 2 и 3.Эффективность способа объясняется тем, что кривизна заготовки определяется радиусом кривизны, а замер на малом участке заготовки радиусов кривизны с большой точностью не реализуем ввиду неидеальности плоскостной и цилиндрической поверхнос тей изгибаемых заготовок, что существенно затрудняет эффективное применение в способах регулируемого параметра радиуса кривизны. В процессе гибки имеется однозначная взаимосвязь получаемых во время гибки углов загиба свободного конца изгибаеР ВНИИПИ Заказ 2496/9Филиал ППП Патент,Тираж 783 Подписноег. Ужгород, ул. Проектная, 4 Изобретение относится к обработке металлов давлением, в частности к способам управления гибочными процессами.Цель изобретения - повышение точности регулирования кривизны при гибке на переменный радиус.На чертеже изображена система автоматического управления процессом гибки-прокатки на четырехвалковой машине.При гибке заготовки 1 между валками 2 - 5 датчик 6 измеряет угловые отклонения поверхности заготовки на входном валке 2 от горизонтальной плоскости первоначального положения заготовки перед гибкой и преобразует измеренные величины в сигнал У, а датчик 7 измеряет длину наружной дуги прокатанного между валками 4 и 5 участка изогнутой заготовки и преобразует ее в сигнал о .В сравнивающее устройство 8 поступают сигналы У, о и сигнал Уа из блока 9 памяти, соответствующий заданному углу загиба для конца данного прокатанного участка. Одновременно от датчика 7 сигнал 0 поступает в суммирующее устройство 10, где происходит суммирование данных сигналов в процессе гибки, а результирующий сигнал 8, соответствующий величине длины дуги, прокатанной от начала гибки части заготовки,мой заготовки с радиусом кривизны в максимальной области деформаций изогнутого при гибке участка под гибочным инструментом. Данную зависимость устанавливают либо экспериментально, либо теоретически.При этом измерять угловые смешения технически достаточно просто, точность их измерения не зависит от величины прокатанного участка, а градиент изменения радиусов.в процессе гибки-прокатки не сильно отличается от градиента изменения соответствующих им углов загиба, который, в свою очередь, можно определить гораздо точней на малом прокатанном участке изогнутой заготовки, чем градиент изменения радиусов известными методами и средствами.Это позволяет использовать в системе управления в качестве регулируемого параметра угол загиба, получаемый заготовкой на входе в зону гибки.При известных методах интерполяций, реализуемых на ЭВМ, не требуется большого труда выразить аналитически (например, сплайнами) зависимость угла загиба от радиуса кривизны для поверхности конкретной детали, получаемой гибкой (или создать экспериментально массивы этих значений для определенных изгибаемых материалов и толщин,В качестве датчика 7 используют серийные приборы, например поворотные трансформаторы типа ВТМГ, дающие высокую точность измерений, в качестве датчика 6 - например, угломер, Все решающие и другие вычислительные устройства. (8 - 11) набирают из блоков отечественной вычислительной техники и устройств ЧПУ. Так, для реализации способа применяют вычислительное устройство мини-ЭВМ 15 ВСМ, которое по своим функциональным возможностям полностью обеспечивает названные операции решающих и вычислительных блоков, или устройство ЧПУ типа Н 33-2 М, В качестве исполнительных устройств 12, 13 используют отечественные шаговые двигатели, применяемые в станках с ЧПУ (например, в станках типа 6 Н 13). Таким образом, предлагаемый способ автоматического управления процессом гибки листов на переменный радиус, который можно реализовать из набора стандартных отечественных блоков вычислительной техники и приборов измерения на существующем гибочном оборудовании (например, на листогибочных валковых машинах типа ЛГС), при внедрении дает положительный экономический эффект, который выражается в повышении точности получаемых деталей, уменьшении трудоемкости изготовления,
СмотретьЗаявка
3762537, 02.07.1984
КАЗАНСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ И ОРДЕНА ДРУЖБЫ НАРОДОВ АВИАЦИОННЫЙ ИНСТИТУТ ИМ. А. Н. ТУПОЛЕВА
ЛЫСОВ МИХАИЛ ИВАНОВИЧ, МАРТЬЯНОВ АЛЕКСАНДР ГЕННАДЬЕВИЧ
МПК / Метки
Метки: гибки, листов, процессом
Опубликовано: 23.05.1986
Код ссылки
<a href="https://patents.su/2-1232327-sposob-avtomaticheskogo-upravleniya-processom-gibki-listov.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом гибки листов</a>
Станок для изготовления гибкой ленты двойной кривизны

Номер патента: 685384
Опубликовано: 15.09.1979
Автор: Павлов
МПК: B21D 11/20
Метки: гибкой, двойной, кривизны, ленты, станок
...формы и промежуточногоформующего переходной формы.Направляющая оправка имеет профиль,соответствующий форме ленточной заготов 5ки, а профильная калибруюшая оправкапрофиль, соответствующий заданной формеленты двоякой кривизны с учетом поправкина упругую деформацию ее после выходаиз щели.Рабочие поверхности направляющей и1 о калибрующей - матричной стенки имеютантифрикционные свойства, а рабочие поверхности направляющей и профильной калибрующей оправок имеют возможно большие фрикционные свойства.Необходимое для предотвращения складкообразования зажимающее усилие ленточной заготовки в щели обеспечивается пневмоцилиндром 10 и маховичками с гайками 4,Станок работает следующим образом.Рулон ленточной заготовки из любого2 о...
Штамп для гибки и калибровки угловых участков п-образных изделий

Номер патента: 1488065
Опубликовано: 23.06.1989
МПК: B21D 22/02
Метки: гибки, калибровки, п-образных, угловых, участков, штамп
...в шибере 5, сообщает последнемувозвратно-поступательное движениепри помощи, например, гидроцилиндра,Верхний инструмент выполнен в виде закрепленной на верхней плите 4обоймы 12 с осью 13, размещенной вполости обоймы 12 параллельно оси 8и закрепленной на ее стенках, и осей14, размещенных вертикально, симметрично направлению подачи и закрепленных консольно, а также роликов 15и 16, установленных с возможностьюсвободного вращения на осях 13 и 14Обойма крепится к плите 4 с помощью винтов 17, регулируется с помощью установочных винтов 18. Ролики 16имеют опорные бурты 19.Штамп работает следующим образом.Гидроцилиндр при помощи плунжераперемещает шибер 5 и установленный внем на оси 8 ролик 6. При своем движении шибер захватывает...
Способ оценки качества канала передачи речевого сигнала

Номер патента: 1322486
Опубликовано: 07.07.1987
Авторы: Бром, Галунов, Данилов, Коваль
МПК: H04B 3/46
Метки: канала, качества, оценки, передачи, речевого, сигнала
...устройства нелинейного выравнивания длины совокунностей параметров (например, этоможет быть специализированная микроЭВМ).В нем производят нелинейное выравнивание масштабов времени каждого 20входного тестового сигнала и каждогосигнала на выходе оцениваемого каналас помощью процедуры динамическогопрограммирования,Процедура состоит в следующем, 25Пусть набор входного тестового сигнала описывается переменнойА =А(1), А(1), А(М),где А - вектор значений характеристических параметров для -й части 30входного тестового сигнала, причемчасти входного сигнала расположены впорядке их следования во времени.Пусть таких частей И,Пусть наборпараметров сигналана выходе КПР 4описывается переменнойВ = В(1),В(З), В(М)где В(1) - вектор значений...
Автомат для заготовки гибких проводов

Номер патента: 135934
Опубликовано: 01.01.1961
Авторы: Дробинин, Прахов, Фофанов, Хованец
МПК: B23K 35/02, H02G 1/14
Метки: автомат, гибких, заготовки, проводов
...зубчатой рейки 11, ограничителем хода которой является регулируемый упор 21.В крайнем левом положении зубчатая рейка 11 нажимает на клапан8, который переключает пневмозолотник б и подает воздух в левую полость пневмоцилиндра 7, перемещая тем самым рейку слева направо.При этом муфта обгона, помещенная во втулке 22 реечнои шестерниотключает механизм подачи провода 18.Кулачок 23 через подпружиненный рычаг 24 подает левые губки 25слева направо и сжимает пружину 2 б, а кулачок 27 через подпружинен.135934 ный рычаг 28 зажимает провод 18 в губках 25 захвата (на чертеже условно губки захвата показаны 11 о стрелке А). После зажатия провода 18 губками 25 рычаг 24 сходит с кулачка 28, освобождая левую подвижную губку 2 д, а рычаг 28 при своем...
Способ определения изгибной жесткости гибких образцов

Номер патента: 1196726
Опубликовано: 07.12.1985
Авторы: Левченко, Малиновский
МПК: G01N 3/20
Метки: гибких, жесткости, изгибной, образцов
...делам изоб осква, Ж -Патент, тор А. ЗимокосовноеР Редактор Р. ЦиникаЗаказ 7556/40ВНИИПпо113035,филиал ПП Коррек Подпис итета ССС открытий я наб д, ул. Проек венного комретений и35, Раушскаг Ужгород,4/5ная, 4 Изобретение относится к испытательнойтехнике, в частности к способам определения изгибной жесткости гибких образцов,Цель изобретения - повышение точности определения изгибной жесткости путем исключения влияния трения,На фиг. 1 изображена схема осуществления описываемого способа; на фиг. 2 -то же, при использовании в качестве опорнойповерхности блока со съемной сегментнойчастью; на фиг. 3 - то же, после удалениясъемной части блока.Способ осуществляется следующим образом.Образец 1 растягивают заданным усилием в прямолинейном...
Предыдущий патент: Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты
Следующий патент: Устройство для гибки труб
Случайный патент: Компаратор