Архив за 1993 год
Электропаяльник для демонтажа

Номер патента: 1803283
Опубликовано: 23.03.1993
Авторы: Киселев, Кунаев, Олейник, Панова, Толочек
МПК: B23K 3/02
Метки: демонтажа, электропаяльник
...насос (на фиг, не показано), В стакане 17 выполнены отверстия 23, которые соосны винтам 16 и диаметр которых больше диаметра шляпок винтов. 16, Во втулке 10 выполнены пазы 24. Фланец 25 накопителя 4 снабжен кольцевым уплотнением 26. Крышка 6 выполнена с ручкой 27 ивертикальными выступами 28, на которыхвыполнены радиальные выступы 8,Другой вариант выполнения электропа 5 яльника для демонтажа представлен нафиг,4, 5 и 6, в котором втулка 10 выполненас радиальными выступами 8 и взаимодействует с крышкой б, а наклонные дорожки 9, скоторыми взаимодействуют радиальные выступы 8, выполнены на нижней поверхностифланца 25 накопителя 4, при этом во фланце25 выполнены прорези 14. Радиальные выступы 8 выполнены на втулке 10 вместе свертикальными...
Способ оплавления напыленных самофлюсующимся сплавом кольцевых покрытий

Номер патента: 1803284
Опубликовано: 23.03.1993
Авторы: Атаманов, Машков, Тарасенко, Чупринский
МПК: B23K 5/18
Метки: кольцевых, напыленных, оплавления, покрытий, самофлюсующимся, сплавом
...одновременный нагрев и покрытия и детали, вследствие чего возможны отслоения покрытия,Если же угол наклона пламени к плоскостидетали больше 55, то при вертикальномподъеме устройства не происходит оплавле ния края покрытия.Способ оплавления напыленных самофлюсующимся сплавом кольцевых покрытий заключается в следующем, Вначалеосуществляют предварительный прогревдетали с покрытием до 800 - 900 С путем одновременного нагрева всей кольцевой зоны, середина которой отстоит от началапокрытия на 3-10.мм пламенем, угол наклона которого к плоскости детали равен 3555, а затем оплавляют покрытие путемперемещения устройства вертикальновверх, При этом за счет наклонного расположения сопел происходит перемещениезоны нагрева от начала покрытия к...
Устройство для газопламенной резки борта и отверстий в днище резервуара

Номер патента: 1803285
Опубликовано: 23.03.1993
Автор: Башкатов
МПК: B23K 7/00
Метки: борта, газопламенной, днище, отверстий, резервуара, резки
...на угол до 90, и втулочной муфтой 18, При этом часть 14 трансмиссии выполняет роль одной из полумуфт шарнирной муфты 17, которая кинематически связана с кареткой 4 рычагом 11,Полумуфты втулочной муфты 18 соединены пальцем 19, закрепленным в одной из полумуфт, Во второй полумуфте выполнен продольный паз 20, с которым. палец 19 сопряжен с возможностью перемещения в нем,Часть 16 трансмиссии. выполнена телескопической, ее удлиненная втулка размещена с возможностью вращения в ползушке 15, а верхняя торцовая часть этой втулки жестко связана с втулочной муфтой 18, В удлиненной втулке установлен стержень 21. выполненный в виде реечного штока и контактирующий с зубчатым колесом 22. На конце стержня 21 размещены штанга 23 с хомутом 24 и...
Захват для импульсной подачи электродной проволоки

Номер патента: 1803286
Опубликовано: 23.03.1993
Авторы: Бобровницкая, Бучинский, Павлов, Тищенко
МПК: B23K 9/12
Метки: захват, импульсной, подачи, проволоки, электродной
...15. Затем срабатывает фиксатор 10 и удерживает конечное положение диска 9 относительно корпуса 1 захвата, Таким образом 50 включается положение заправки проволоки. Для подачи проволоки диск 9 возвраща.ют в первоначальное положение,55Подача проволоки осуществляется присовершении захватом возвратно-поступательного перемещения вдоль оси подачи,Использование предложенного захвата позволяет быстро заправлять проволоку в подающие каналы с низкой соосностью, путем возвратно-поступательного перемещения заправляемой проволоки. Высокая скорость заправки достигается благодаря отсутствию переключения реверса подачи, т.к. именно на операции переключения реверса происходят основные нерациональные потери времени, до 50.При сравнении предложенного...
Устройство для сварки местным контактным плавлением

Номер патента: 1803287
Опубликовано: 23.03.1993
Авторы: Берестян, Горбунов, Кононец, Маноха
МПК: B23K 11/00
Метки: контактным, местным, плавлением, сварки
...На одном конце рычага 8 установлена сварочная головка 11, а на дру-.гом - противовес 12, Рабочая кромка Р электрода сварочной головки и ось 6 расположены в плоскости приближающейся к плоскости сварного шва Ж или совпадающей с ней. Рычаг 3 снабжен приводом поворота относительно вертикальной оси (на чертеже не показано), а штанга 5 подпружинена к мему(пружина 13) с возможностью относительного перемещения в горизонтальной плоскости. Изображенное на чертежах взаимное расположейие элементов устройства соответствует моменту. сварки; копирный ролик 7 упирается в боковую повеохность корпуса пенала, определяя совмещение кромки Р электрода и свэриваемых кромок по вертикали; пружина 10 обеспечивает их прижатие с требуемым потехнологии усилием....
Индуктор для высокочастотной сварки

Номер патента: 1803288
Опубликовано: 23.03.1993
Авторы: Балаганский, Дедков, Иванайский
МПК: B23K 13/01
Метки: высокочастотной, индуктор, сварки
...токопровод 1 таким образом, чтобы имелся зазор между дном токопровода индуктора и поверхностью свариваемых кромок. В индуктор подают импульс. высокочастотного тока, который разогревает кромки до оплавления и образования ваннь 1 жидкого металла. Во время импульса происходит равномерный нагрев свариваемых кромок, как нарукных так и внутренних на значительном удалении от места образования расплава, так как за счет разной высоты ребер происходит частичное вытеснение плотности тока, как от верхней границы свариваемых кромок в глубь, так и от внутренней кромки к наружной, Нагрев кромок на значительном удалении от верхнего торца создает тепловой подпор. Тепло в меньшей степени отводится от верхнего торца вглубь кромок, вследствие чего...
Способ изготовления слоистой ячеистой панели

Номер патента: 1803289
Опубликовано: 23.03.1993
МПК: B23K 20/02, B23K 31/02
Метки: панели, слоистой, ячеистой
...Ш-образных пластин присоединены к наружным листам 1, 2, образуя деформируемые зоны 8, Гофры 5, 6, 7 образованы деформируемыми зонами 8 внутренних листов 3, 4. Широкая часть гоф ра 5 одной части панели находится междугофрами 6 и 7 другой части, образуя механические соединения типа ласточкина хвоста.Участки 9 между деформируемыми зонами 8 в Ш-образной пластине, присоединенной к "0 одной части панели заполнены гофрами 6.7, образованными деформируемыми зонами 8 противолежащей части, К наружным листам 1, 2 присоединен штуцер 10.. Предварительно изготавливают внут ренние листы 3, 4 заготовок панели разрезанием цельного листа на две Ш-образные пластины 3, 4 таким образом, что участки листа, соответствующие недеформируемым зонам одной из...
Многослойный пакет

Номер патента: 1803290
Опубликовано: 23.03.1993
Авторы: Белкин, Богданов, Борисов, Ким, Лукашкин, Чухин
МПК: B23K 20/04
Метки: многослойный, пакет
...при применении заявляемогостигается лучшее соединение сло.Составитель Н.ЛукашТехред М.Моргентал Редакт ректор Н Кешеля ванова аз 1026 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва,Ж, Раушская наб., 4/5 оизводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 П р и м е р 1.За основу берется алюминий марки АД 1 толщиной 1 см. В качестве прослойки используется цинк ЦО толщиной 0,5 мм. В качестве плакировки используется сталь 12 Х 18 Н 10 Т толщиной 0,6 мм с нанесенным алюминиевым слоем из алюминия АДО толщиной 0,2 мм. Длины основы, прослойки и плакировки одинаковы и равны 40 см, Плакировку с нанесенным слоем алюминия изгибают и собирают пакет (см. фиг,2)....
Способ раскроя листового материала путем его резки высококонцентрированным источником энергии

Номер патента: 1803291
Опубликовано: 23.03.1993
Авторы: Кравцова, Микульшин, Скоромник, Фомина
МПК: B23K 26/00
Метки: высококонцентрированным, источником, листового, путем, раскроя, резки, энергии
...производительность при лазерной резке листовых материалов, 2 з,п,ф, 1 табл., 2 ил. уменьшения расстояния холостых перехбдов,Поставленная цель достигается тем, что обработку начинают от начальной точки на контуре обрабатываемой детали и ведут до той точки на вырезаемом контуре, от которой расстояние до следующей обрабатываемой детали минимально, После этого выполняется холостой переход к этой детали и начинается ее вырезка. Вырезку производят до той точки, когда расстояние от нее до следующей детали минимально. Затем производят переход по кратчайшему расстоянию до следующей детали и т.д. до по 1803291следней детали. Последняя деталь обрабатывается полностью. От нее резак перемещается по кратчайшему расстоянию к предпоследней детали и...
Способ изготовления образца для испытаний на трещиностойкость

Номер патента: 1803292
Опубликовано: 23.03.1993
Автор: Молочная
МПК: B23K 31/12
Метки: испытаний, образца, трещиностойкость
...торцов 2 пластически де 10 формируется вверх с образованием наружного грата 5, а нижняя - в противоположнуюсторону с образованием внутреннего гратаб(направление движения показано на рис.2стрелками). Если раскатанное загрязнение15 располагается в нижней половине свариваемого торца, то загрязнение также меняетсвое расположение и принимает вид, представленный на рис,З, При расположениираскатаного загрязнения в верхней части,.20 картина изменения расположения раскатанного загрязнения (ликвации) противо-положная, В случае расположенияраскатанного загрязнения (ликвации) посередине толщины свариваемого элементапосле сварки оно также меняет свое направление аналогично вышеописанному, но в конечном итоге, располагается в...
Установка для сварки трубчатого изделия с фланцем

Номер патента: 1803293
Опубликовано: 23.03.1993
МПК: B23K 37/04, B23Q 16/02
Метки: изделия, сварки, трубчатого, фланцем
...53 и на оси 54 опорныйролик 55.Установка для сварки трубчатого изделия с фланцем работает следующим образом.Перед сваркой необходимо установитьсварочную горелку 44 для сварки наружногошва на необходимый угол, отрегулироватьзазор электрода относительно изделия 39.Отрегулировать контакт датчика 45 для отключения привода 20 после центровки изделия 39. Отрегулировать контакт, датчика 56для отключения привода 20 после полногоразмыкания траверс 3 и 4, Установить сварочную головку 51 для сварки внутреннегошва, отрегулировать зазор электрода отйосительно иэделия 39. Отрегулировать датчи. ки 24 и 37. После подготовки установки к работерольгангом 1 подается иэделие 39 в зонусварки 2 до упора в датчик 12, Включаетсяпривод 20 одновременно верхняя...
Кондуктор для сборки и сварки кузовных элементов транспортного средства

Номер патента: 1803294
Опубликовано: 23.03.1993
МПК: B23K 37/047
Метки: кондуктор, кузовных, сборки, сварки, средства, транспортного, элементов
...7 установлены фиксаторы 22, прижимы 23, два манипулятора 24 со сварочным инструментом 25 для полуавтоматической дуговой сварки, блок сварочный 26 с установленными на нем шагающими каретками 27, перемещающимися в перпендикулярном направлении относительно5 10 15 20 25 35 45 50 55 продольной оси кондуктора в горизонтальной плоскости, с автоматическими сварочными клещами 28 для сварки горизонтального Шва крыши с задней панелью. Установка портальной рамы в рабочее положение и отвод в исходное положение осуществляется приводом, выполненным в виде силового цилиндра 29, корпус которого закреплен на основании 1, а шток связан с портальной рамой, Прижимы, фиксаторы, приводы, сварочный инструмент кондуктора обслуживаются системой управления 30 и...
Установка для сборки и сварки изделий

Номер патента: 1803295
Опубликовано: 23.03.1993
МПК: B23K 37/047
...в виде паза.Установка работает следующим образом,На позиции сборки опорный ролик 19 тяги 15 находится в пазу копира 36, при этом регулируемая тяга 20 удерживает поворотное сборочное приспособление 4 в горизонтальном положении относительно планшайбы 3 поворотного стола 2. Укладывают собираемые детали в сборочное приспособление 4 и включают привод 5 поворота стола 2, Силовым цилиндром 11, рейкой 12 через шестерню 13 поворачивают планшайбу 3 на 180 и устанавливают собранное изделие на позицию сварки, При этом ролик 19, выходя из дополнительного копира 36, освобождает тягу 15 и под действием пружины 23 сборочное приспособление 4 наклоняется в исходное положение для сварки. При подходе планшайбы 3 к позиции сварки ролик 19 тяги 15...
Устройство для удаления грата с листовых заготовок после газотермической резки

Номер патента: 1803296
Опубликовано: 23.03.1993
Авторы: Овчинников, Решетникова
МПК: B23K 37/08
Метки: газотермической, грата, заготовок, листовых, после, резки, удаления
...массы механизма зачистки на угол й к горизонтали, равный 10-20.На одном иэ полэунов 7 снаружи размещенпривод 19 вращения вала 12, а на нижнихкронштейнах 20 - боковые фиксаторы 215 начального положения стоек 4, 5.Устройство работает следующим образом,Заготовку 22 укладывают на транспортный рольганг 2 гратом 23 вверх и подают к10 механизму зачистки. При подходе заготовки22 к механизму зачистки транспортныйрольганг 2 останавливают и включают пневмокамеры 6 поворота стоек 4, 5 на осях 3, врезультате чего стойки 4, 5 поворачиваютсяво внутрь рамы 1 на угол а, равный 5 - 10 квертикали, а упругий вал 12, провисающийнад поверхностью заготовки 22, под действием боковых сил Е , Б (ор), К упруго изгибается вниз к заготовке 22 (где 5 - площадь20...
Устройство для регистрации световых импульсов

Номер патента: 1605865
Опубликовано: 23.03.1993
Авторы: Андреев, Гавриловский, Зуев
МПК: H01J 40/14
Метки: импульсов, регистрации, световых
...коэффициенты усиления ФЭУ 1 и 2 поддерживаются постоянными.Фильтр не пропускает импульсное напряжение с нагрузки 9, пропорциональное преобразованному импульсному анодному току от падающего на фотокатод" измерительного ФЭУ 1, светового импульса, что обеспечивает устойчивую работу регулируемого источника питания 11 при регистрации импульсных сигналов.Преобразованный анодный ток опорного ФЗУ 2 от опорного источника 5 излучения снимается с нагрузки 17 в виде постоянного напряжения и поступает на первый вход делителя 6, где происходит нормирование опорного напряжения источника 7 опорного напряжения на постоянное 10 напряжение. Световые импульсы падают нафотокатод 15 измерительного ФЭУ 1, который преобразует его в импульс тока, при этом...
Устройство для электроэрозионного легирования

Номер патента: 1803297
Опубликовано: 23.03.1993
Автор: Борисов
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...электрод тиристора 14 и на коллектор транзистора 38, а через делитель на резисторах39, 42 и диод 41 на базу транзистора 38.Транзистор 38 открывается. Например, снимаемое с эмиттера транзистора 38, черезрезистор 44 подается на управляющий электрод тиристора 10Тиристоры 8, 10, 12,.14 отпираются,При разомкнутом межэлектродном промежутке 17 - 18 по цепи: "плюс" выпрямите 30 ля 5, ограничительный резистор 7, тиристор8, обкладки накопительного конденсатора9, тиристор 10, общий "минус" выпрямителей 4, 5, 6 происходит заряд накопительногоконденсатора 9. После заряда накопитель 35 ного конденсатора 9 до потенциала источ. ника тиристор 10 запирается,Аналогично заряжается накопительныйконденсатор 13 по цепи; "плюс" выпрямителя 6,...
Способ восстановления зубчатых колес

Номер патента: 1803298
Опубликовано: 23.03.1993
Авторы: Лакосник, Ляшенко, Тищенко, Чудновский
МПК: B23P 6/00
Метки: восстановления, зубчатых, колес
...расходуется меньшее количество наплавочногоматериала, так как часть компенсирующегоизнос металла перемещается иэ подложки 10зубчатого венца,У заявляемого способа появляютсясвойства, не совпадающие со свойствамиизвестных решений, а именно- исключениевозможности продольного изгиба зубьев 15для колес с широким зубчатым венцом,На фиг.1 представлена схема, поясняющая предлагаемый способ и показаны этапы формообразования; на. фиг.2 дан разрезА-А на фиг.1, 20На поверхность подложки зубчатоговенца со стороны изношенных торцев зубьев наплавляют материал 1 кольцевым швом,Затем зубчатый венец нагревают до температуры пластической деформации в индукторе среднечастотной установки иукладывают в беззубчатый штамп, Штампсостоит из корпуса, в...
Способ обработки

Номер патента: 1803299
Опубликовано: 23.03.1993
Авторы: Богомолов, Гринберг, Левин
МПК: B23P 15/28
...На передней грани 1 выполняют вдоль режущей кромки наростообразующий элемент 2 для взаимодействия с обрабатываемым материалом на длине ), Наростообазующий элемент выполняют в виде окрытия толщиной "В" из материала, облааюЩего сродством с обрабатываемым материалом. Длину покрытия на передней поверхности ограничивают стружкозавивающим уступом 3 глубиной "В",В процессе резания деформированный металл сцепляется со с родственным ему материалом покрытия и затормаживается, образуя нарост на длину ) участка наростообразующего элемента.Ж 1803299 П р и м е р. Обрабатывались прутки иэ стали 40 Х с диапазоном режимов Ч = 100 - 200 м/мин (в этом диапазоне скоростей резания при известных способах обработки нарост не образуется), Я = 0,4 - 0,8...
Стенд-кантователь для сборки рамы универсального энергосредства

Номер патента: 1803300
Опубликовано: 23.03.1993
МПК: B23P 19/00
Метки: рамы, сборки, стенд-кантователь, универсального, энергосредства
...следующимобразом,В исходном положении кантователяверхние и нижние пневмозахваты 3,6 поворотных устройств 2,5 выдвинуты, Включением кнопки на пульте управления втягиваютверхние пневмозахваты 3, Шасси устанавливают на выдвинутые нижние пневмозахваты 6 поворотных устройств кантователя,Включением кнопки на пульте управлениявыдвигают верхние пневмозахваты 3, изделие фиксируется в кантователе, затемвключают электродвигатель 7, который через редуктор 8, открытую зубчатую передачу 10 приводит в движение поворотноеустройство 2 передней стойки кантователя1. Посредством цепной передачи 11, одна иззвездочек которой установлена на оси поворотного устройства 2 передней стойки 1,через карданные передачи 12, промежуточ ный вал 13, цепную передачу 11...
Автомат для изготовления деталей из ленты

Номер патента: 1803301
Опубликовано: 23.03.1993
Автор: Шумаков
МПК: B23P 19/00, H01H 11/04
...6, катушка с лентой 7, установленная на кронштейне 8, прижимные ролики 9, перфорирующий штамп 10, который в ленте 7 пробивает отверстие 11 для взаимодействия с колесом синхронизации 12, установленным на валу 13, а отверстие 14 для взаимодействия с колесом поштучной выдачи 15, установленным на валу 16 и взаимодействующим с биметаллическим контактом (фиг,4), имеющим ножку 17 и серебряный слой 18, коническая пара 19, вибробункер 20, наклонный желоб 21, вакуумный присос 22, закрепленный на подпружиненном рычаге 23, силовая формующая головка 24 и вырубной штамп 25 для вырубки контактных пластин 26.Автомат работает следующим образом.Электродвигатель 2 через систему шестерен. 3 приводит во вращение кулачок 4, который взаимодействия с...
Устройство для запрессовки и распрессовки осей колес

Номер патента: 1803302
Опубликовано: 23.03.1993
МПК: B23P 19/02
Метки: запрессовки, колес, осей, распрессовки
...Колесо 16 с осью 18 упирают внутренним торцом ступицы в станину 17. Ось соединяют с поршень-штоком 2 при помощивтулки 19 в правом крайнем положении последнего относительно втулки 1 при вывернутой заглушке 21, Выдвигают плунжер 14,прижимают колесо на прокладке 12 (приэтом поршень смещается влево), Подают через штуцер 15 масло высокого давления 15(100,200 МПа) внутрь втулки 1 для создания гидрораспора между поверхностямиконтакта оси и колеса, Одновременно масло, дросселируясь в калиброванном отверстии втулки 23, поступает в поршневую 20полость втулки 3 силового цилиндра, Такимобразом выполняют относительный сдвигоси 18 по масляной прослойке в зоне контакта с колесом, Для снижения сдвигающего усилия создают давление в штоковой...
Устройство для установки детали

Номер патента: 1803303
Опубликовано: 23.03.1993
Авторы: Алаутдинов, Суровцев
МПК: B23Q 3/00
...находится в основании 6 в исходном положении, определяемом пружиной 41. С рабочим элементом 39 взаимодействует подпружиненный толкатель 5.Устройство работает следующим образом.35 40 45 50 5 10 15 20 25 30 Деталь 20 устанавливается на платики 21. Упор 4 подходит к зажимному звену 7 и останавливается, Гайка 10, перемещаясь поступательно в основании 6 с помощью вала 11, вращаемого электромеханическим ключом 1, наталкивается своим пальцем 15, имеющим выступ "б", на упор 4, выставленный заранее, От торца гайки 10 в этом положении при помощи пружин 14, и штырей 13, размещенных в ступенчатых отверстиях 12, отодвигается каретка 9, вследствие чего упор 16 взаимодействует с концом рычага 17, который, вращаясь относительно неподвижной оси 18,...
Инструментальный магазин

Номер патента: 1803304
Опубликовано: 23.03.1993
Автор: Архаров
МПК: B23Q 3/155
Метки: инструментальный, магазин
...звездочка 6 смонтирована вместе с зубчатым колесом 8 на общей оси 9 с воэможностью вращения. Зубчатое колесо 8 находится в зацеплении с колесом 10 редуктора 11, приводимого во вращение от гидромотора 12 (фиг,З).,редуктор 11 снабжен механизмом останова цепи, который содержит гидроцилиндр 13, поршень-фиксатор 14 с флажком 15, взаимодействующим с бесконтактными выключателями 16 и 17, Шестерня 18 редуктора 11 на торце имеет два диаметрально противоположных паза 19, с которыми взаимодействует поршень-фиксатор 14. Инструментальные гнезда 4 снабженычетырьмя винтами 20, контактирующими с20 упругими элементами (пружинами) 21, закрепленными через скобы 22 на цепи 5.В позиции взаимодействия руки автооператора 23 с инструментальным магазином...
Устройство для загрузки длинномерных заготовок

Номер патента: 1803305
Опубликовано: 23.03.1993
Автор: Зотов
МПК: B23Q 7/10
Метки: длинномерных, заготовок, загрузки
...к основанию 1 со стороны установки наклонного склиза 10, К валу 30 прикреплены консольно два рычага 33, механизма перегрузки, связанные между собой для обеспечения жесткости конструкции стержнем 34, На концах рычагов 33 установлены с возможностью поворота на оси захваты 35, выполненные в виде ломающихся рычагов,Устройство работает следующим образом. В исходном положении цилиндрические заготовки расположены в ряд на выходном наклонном лотке 36 магазина, рычаги 33 находятся в нижнем положении Оператор включае 1 привод 6, воздействуя 35 40 45 50 55 на рукоятку 22, перемещает тягу 19 с поводком 18 в положение загрузки. Поводок 18 перемещает по шлицам выходного вала 12 шестерню 13 до зацепления с зубьями шестерни 25, Дополнительный вал...
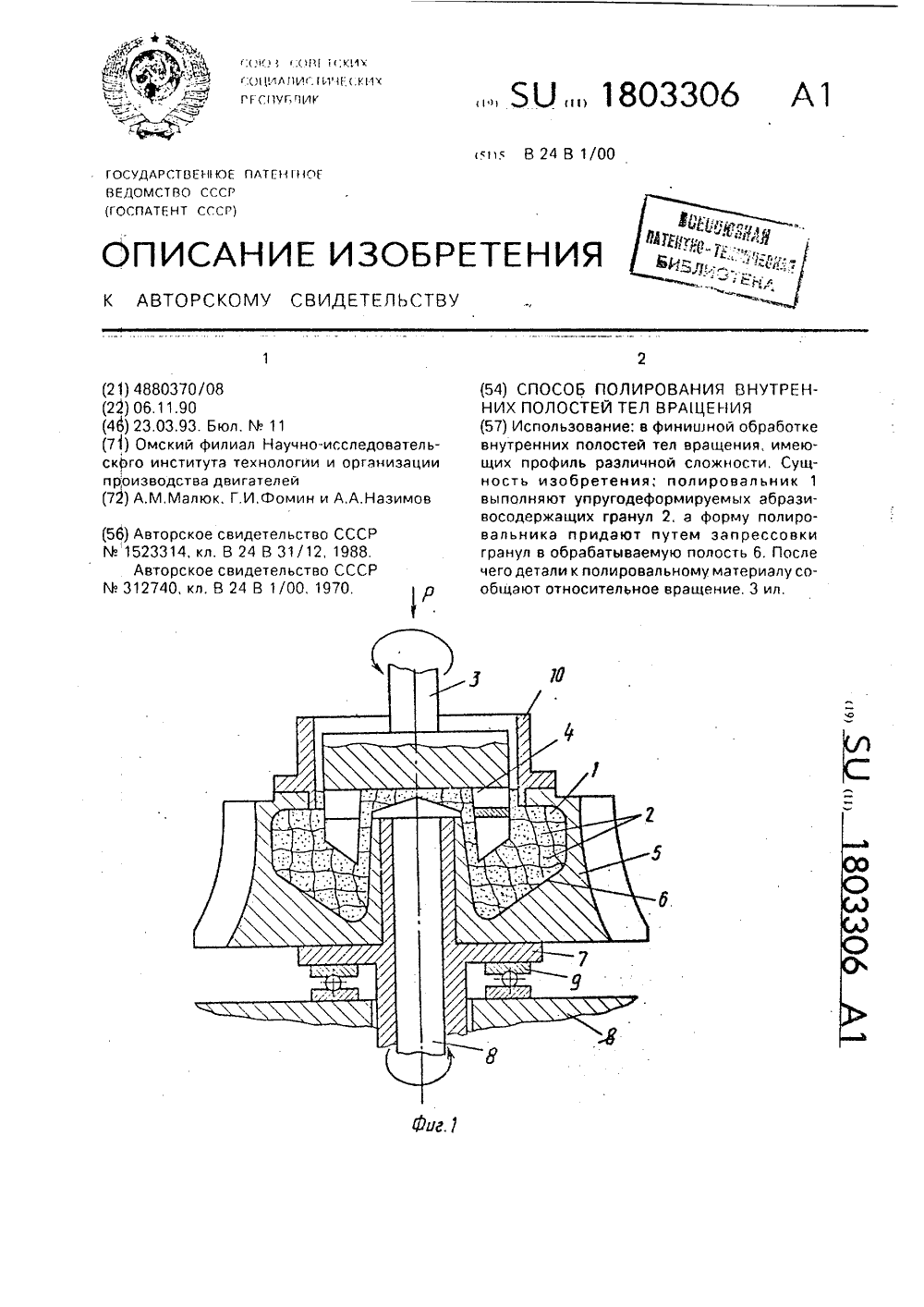
Способ полирования внутренних полостей тел вращения
Номер патента: 1803306
Опубликовано: 23.03.1993
МПК: B24B 1/00
Метки: внутренних, вращения, полирования, полостей, тел
...на шпинделе 7 при помощи тяги 8. Упорный подшипник 9 воспринимает рпбочее усилие "Р поддерживающее форму попировальника. Направляющая втулка 10 предназначена дпя заполнения обрабатываемой полости 6 гранулами 2 и дпя процесса формирования полировальника 1,Способ осуществляют следующим образом, Обрабатываемую деталь 5 устанавливают на шпинделе 1 и крепят тягой 8, На обрабатываемой детали 5 закрепляют направляющую втулку 10, через которую в обрабатываемую внутреннюю полость б засыпают упругодеформируемые абразивосодержащие гранулы 2. Затем, оправкой 3, под рабочим давлением Р формируют иэ этих гранул полировальник 1, После этого включают приводы вращения шпинделя 1 и инструмента, который связан с оправкой 3. При этом рабочее давление Р...
Ленточно-шлифовальный станок

Номер патента: 1803307
Опубликовано: 23.03.1993
Авторы: Агеев, Густов, Остсемин
МПК: B24B 21/00
Метки: ленточно-шлифовальный, станок
...с установленными на ней между стационарными опорами 8 взаимно подвижными по торцам дисками 10, например, с помощью подвижного шпоночного соединения; длина набора дисков, образующих бочку направляющего ролика, превышает ширину шлифуемой полосы, набор дисков закреплен от осевого смещения по торцам. например, с помощью гаек 11, а хвостовики оси, выступающие эа стационарные опоры 8, шарнирно посредством узла вращения 9 связаны с устройством для изгиба оси, например, однополостными гидроцилиндрами 6.Ленточно-шлифовальный станок работает следующим образом,Полоса 7 (фиг.1,2) задается между опорным роликом 3 и направляющим роликом 1, создается натяжение на моталке 12 и размывателе 13, включается привод вращения шлифовальной ленты, движение...
Способ обработки деталей

Номер патента: 1803308
Опубликовано: 23.03.1993
Авторы: Лемин, Мартынов, Скрябин, Сытников, Федосеев
МПК: B24B 31/104
...поверхности формируется большая, по сравнению с другими участками, шероховатость, Т.е, при боль шой скорости полирования деталей типа кулачков качество обработки снижается.Эксперименты на деталях с большими отклонениями от круглости (детали типа кулачков) показали, что ударный характер вза имодействия поверхности кулачка с уплотненной абразивной средой не проявляется при его угловой скорости вращения вокруг центральной оси ротора меньше, либо равной 10 рад/с. На чертеже приведена принципиальная схема устройства, реализующего способ обработки деталей.Обработка деталей предлагаемым способом осуществляется следующим образом, Проверяется выполнение условия - межцентровое расстояние между осями вращения ротора и оправки для закрепления...
Гранула наполнителя для вибрационной обработки

Номер патента: 1803309
Опубликовано: 23.03.1993
МПК: B24B 31/14
Метки: вибрационной, гранула, наполнителя
...при этом величина криволинейности стержней 2 назначается из условия обеспечения максимального контакта с обрабатываемыми поверхностями, Стержни 2 могут быть изготовлены, например, из стали У 7 А. Диаметр радиального отверстия 3 назначается из условия обеспечения возможности поворота стержня 2 относительно сердцевины 1, а также из условия обеспечения размещения нэ втулке стержня 2 максимального количестварадиальных отверстий 3, Окончательное скреп- ление посадочного места 4 после сборки гранулы может быть выполнено, например, сваркой. Стержни 2, размещенные нэ сердцевине, могут быть выполнены разной конфигурации и размеров,Например, гранула состоит из сердцевины 1, выполненной в виде втулки с гэба ритами: Ор - 20 мм, б - 16 мм, = 10 мм,...
Способ обработки отверстий

Номер патента: 1803310
Опубликовано: 23.03.1993
Авторы: Ахматов, Лысенко, Прилуцкий, Четаев
МПК: B24B 33/02
Метки: отверстий
...на расстоя 30 нии радиуса Кс от оси вращения И-И. Силарезания различна для нижнего и верхнегоположения подвижного бруска, Она равнаГ = Ги - Гм - Гп.ж. (3) - для верхнегоположения,Г = Еи + Гу - Гп.ж, (4) - для нижнегоположения.Очевидно, что она минимальна для верхнего положения. Определяют это минимальное значение иэ условий обеспечения40 требуемого съема материала в единицу времени, т.е, требуемой производительности,Отсюда определяется и минимально допустимая скорость и частота вращения подвижных брусков 5.45 Уравнение равновесия (3) для верхнегоположения подвижных брусков имеет вид.7 г пп,)п10 а.,з=М.( 30- Ми 9 - Гп.ж.где пппп - минимально допустимая частотавращения инструмента.Она равнапап =55 = (10 Осрпп Я+ми 9+оп ж ) 900 (5)ми 7 г...
Деформирующий инструмент

Номер патента: 1803311
Опубликовано: 23.03.1993
Автор: Черноземов
МПК: B24B 39/00, B24B 39/02
Метки: деформирующий, инструмент
...или пневмосистемы, обеспечивая небольшую производительность подачи упругого элемента, Последний через канал 2 входит в ступени 4 радиальных каналов и, воздействуя нэ шары-поршни 5, смещает их по направлению к торцевым стенкам 8 до соприкосновения с деформирующими шариками 6, которые в свою очередь входят в контакт с обрабатываемой.поверхностью. Полностью открывают кран и включают подачу инструмента. Упругий элемент воздействуя на каждый поршень 5 создает на нем усил:ге, равное произведению поперечного сечения поршня нэ давление, которое, и передается нашарик Б, Последний перекатываясь по обрабатываемой поверхности и, приминая микронеровности. вращается в своей ступени 7, которая может быть оформлена в виде сепараторной втулки иэ...