Патенты опубликованные 07.02.1993
Устройство для измельчения

Номер патента: 1793962
Опубликовано: 07.02.1993
Авторы: Егоров, Кольцова, Сорокин
МПК: B02C 13/10
Метки: измельчения
...производить ее замену 25 апаэон применения мелющих тел от 0,5 допри износе, а также замену ротора штыре- . 3 мм в одном измельчающем устройстве,вого на дисковый и обратно. Установленная на втулке торцового упМежду ротором 3 и блоком торцового лотнения 10 крыльчатка 11 обеспечиваетотуплотнения 10 устанавливают механизм 6 сос суспензии готового продукта ототделения, выполненный щелевым с выпу ближней к размольной камере пары трения,скным отверстием 8 в виде щели. Разгрузоч- также отсос от оси вала ротора с наружнойная щель 12 для выпуска продукта имеет части корпуса торцового уплотнения, чтовозможность регулирования зазора беэ улучшает условия работы пары трения, встуснятия раэмольной камеры 1. . пающей в непосредственный контакт с абЧерез...
Мельница для измельчения сыпучих материалов

Номер патента: 1793963
Опубликовано: 07.02.1993
Авторы: Абрамин, Басалаев, Кошельников, Лесников, Люленков, Сазонов, Шинкаренко
МПК: B02C 13/18
Метки: измельчения, мельница, сыпучих
...их вращения навстречу друг другу. На внутренней поверхности роторов размещен воздуховод 8, соединяющий полости валов 7 через полость "Б" с кольцевым зазором Г",образованным между краями чаш роторов и клиновой вставкой, Кроме того, на внутренней поверхности чаш роторов 6 равномерно по периферии установлены полые элементы 9,отверстия которых соединяют воздухопровод 8 и рабочую камеру "А" мельницы.20 Валы 7 установлены под углом друг к другу в подшипниках 10 и приводятся во вращение автономно друг от друга через зубчатые пары 11, соединенные с двигателями (на чертеже не показаны).Между роторами и клиновой вставкой установлены уплотнители 12.Устройство работает следующим образо.м,Измельчаемый материал по полому патрубку 3 клиновой...
Футеровка барабана шаровых мельниц

Номер патента: 1793964
Опубликовано: 07.02.1993
Автор: Ли
МПК: B02C 17/22
Метки: барабана, мельниц, футеровка, шаровых
...достигается тем, что в фбарабана шаровых мельниц, сост ие: в измельчении мине Сущность изобретения: в ана шаровой мельницы вь образованы путем выпол чей поверхности овальной ий; днища которых имеют лы,З ил. набора плит прямоугольной формы с выступами на его рабочей поверхности, выступыобразованы путем выполненияна рабочейповерхности плиты овальной формы углублений, днища которых имеют выборку, а набоковой стороне плиты выйолнен порог,На фиг.1 изображена футеровка барабана шаровых мельниц, вид сверху на рабочуюповерхность; на фиг,2 - ее разрез по А-А; нафиг,З - разрез Б-Б толщины плиты по канавкам.Футеровка состоит из прямоугольнойплиты 1, полусферических канавок 2, выполненных под углом на", пустотелого про- )странства - . выемки 3,...
Устройство для измельчения металлоотходов

Номер патента: 1793965
Опубликовано: 07.02.1993
Авторы: Барбуль, Завицкий, Стовба
МПК: B02C 18/02
Метки: измельчения, металлоотходов
...к корпусу. Перед стенкой 24 установлены зубчатые рассекатели 26 и 27, причем передний рассекатель 27 своей средней частью закреплен к корпусу 1 шарнирно, Нижний конец его связан с корпусом пружиной растяжения 28. Между стенкой 24 и неподвижным ножом 19 установлена перемычка 29, закрепленная к стенке 24 шарнирно. К нижней поверхности неподвижного ножа 19 прикреплен наклонный желоб 30. Противоположная его сторона через пластинчатуюпружину 31 закреплена к корпусу, На каждой ступеньке установлены сменные режущие элементы 32,Устройство работает следующим образом,Металлоотходы (витая стружка, тонколистовая обрезь и т.д.) подают в загрузочный бункер 22. При поступлении жидкости в поршневую полость гидроцилиндра 2 шток 6 перемещается вверх, а...
Устройство для измельчения материалов

Номер патента: 1793966
Опубликовано: 07.02.1993
МПК: B02C 18/06
Метки: измельчения
...полым конусом с радиальными ребрами на внутренней поверхности, а лопасти ротора выполнены в продольном сечении в виде треугольника и расположены наклонно к вертикали.На фиг.1 представлен продольный разрез устройства по вертикальной оси; на фиг,2 - сечение А-А на фиг.1; на фиг,З - участок внутренней поверхности цилиндрического ножа.Устройство для измельчения материалов содержит корпус .1, неподвижно установленный на подставке 2, По оси корпуса 1 на его наружной поверхности смонтирован ротор 3 с равномерно расположенными на его горизонтальном диске лопастями 4,ограничительным кольцом 5 и приводом 6,Лопасти 4 выполнены в продольном сечении в виде треугольника и расположены наклонно к вертикали. Привод 6 ротора 3 защищен от попадания частиц...
Устройство для диспергирования кускового материала

Номер патента: 1793967
Опубликовано: 07.02.1993
Авторы: Безбородов, Гришин, Гришина, Трифсик, Усов
МПК: B02C 18/40, F23K 1/00
Метки: диспергирования, кускового
...продуктов диспергирования, например в виде угольной пыли 6, из упомянутой рабочей зоны. Из 20 мельчающий ротор составлен из абразивных дисков 7 и установлен на опорах 8 вращения, расположенных с двух сторон корпуса вне рабочей зоны. В нижней части корпуса установлен воздушный патрубок 9, а внутри него шнековый ворошитель 10, По периферийной поверхности ротора в центре выполнена кольцевая проточка.11, в ко 25 торую и входит шнековый ворошитель 30 Опоры вращения ротора изготовлены с полостью 12, заполненной рессорой 13 обратного действия, несущей сферомассой или шарами 14 и трибопластиной 15 с угле- пластиковыми лепестками 16, расположенными внахлест по направлению вращения 17 ротора, Кроме того, опоры снабжены зле 35 ментами...
Мельница

Номер патента: 1793968
Опубликовано: 07.02.1993
Автор: Огиенко
МПК: B02C 19/08
Метки: мельница
...постоянный автоматический зажимпестика 3 при его указанных выше переме10 15 20 30 40 4550 щениях, при завершении перекатывания пестика через гранулы и возникновении свободного пространствамежду поверхностями пестика 3 и ступки 2 под действием упругих элементов 16, рычаги с прокладками 17 двуплечих рычагов 15 поворачиваются относительно осей 14 и, воздействуя на нерабочую часть штока пестика 3, возвращают его в исходное равновесное положение, когда прокладки 17 сопрягаются с поверхностью нерабочей части штока пестика 3 и ориентируют пестик 3 соосно оси 4, Таким образом пестик 3 совершает колебательные перемещения на величину в зависимости от перепадов размеров гранул в плоскостях, перпендикулярных и наклонных его оси и вдоль...
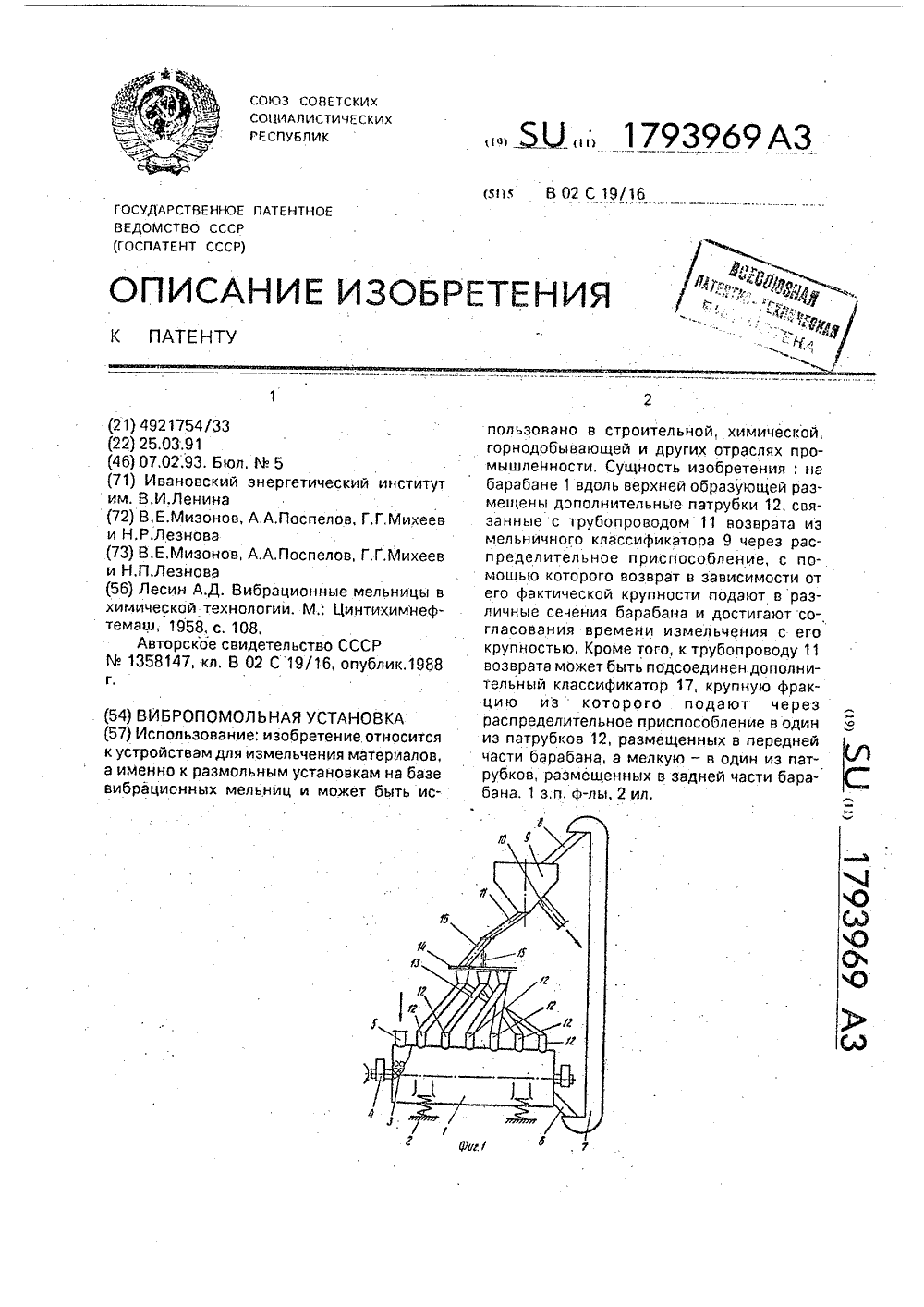
Вибропомольная установка
Номер патента: 1793969
Опубликовано: 07.02.1993
Авторы: Лезнова, Мизонов, Михеев, Поспелов
МПК: B02C 19/16
Метки: вибропомольная
...и трубопроводомвозврата, барабан снабжен размещеннымивдоль верхней образующей дополнительными патрубками, соединенными через ряд соединительных труб и распределительноеприспособление с трубопроводом возврата.Кроме того, дополнительные патрубкимогут быть соединены с двумя распределительными приспособлениями, с соединительными трубами, а между ними итрубопроводом возврата размещен дополнительный классификатор с патрубкамикрупной и мелкой фракции, причем патрубок крупной фракции связан с распределительным приспособлением, соединенным сдополнительными патрубками, размещенными в передней части барабана, а патрубок мелкой фракции - с другим,распределительным приспособлением.На фиг,.1 схематично показана вибропомольная установка; на фиг.2...
Резиновая футеровка спиральных классификаторов

Номер патента: 1793970
Опубликовано: 07.02.1993
Авторы: Баскаев, Карачабан, Пенкин, Сербин
МПК: B03B 5/52
Метки: классификаторов, резиновая, спиральных, футеровка
...с известными, новые признаки придают заявляемому объекту новый, не суммарный положительный эффект, т,к. позволяют повысить долговечность футеровки. Таким образом, отличительные признаки заявляемого объекта существенны и полезны.На Фиг, 1 изображен сектор резиновойФутеровки, прикрепленный к ленте спирали; на Фиг. 2 - его сечение по А-А на Фиг. 1; на фиг. 3 - схема взаимодействия поверхности футеровки с перемещаемым абразивным материалом.Резиновая футеровка спиральных классификаторов состоит из набора прикрепленных к ленте спирали 1 пластин 2 с контуром в виде кольцевых секторов, Секторы крепятся к ленте спирали с помощью закладных деталей 3, выполненных в виде металлической полосы с отверстиями и болтов 4. Головки болтов для...
Магнитный сепаратор

Номер патента: 1793971
Опубликовано: 07.02.1993
Авторы: Зайцев, Кабаченко, Кравченко
МПК: B03C 1/02
...ряда к другому и большей амплитуды перемагничивания прядей магнитных флокулвследствие интенсивного высвобождениянемагнитных частиц из флокул,5 Выполнение шага между рядами магнитов менее 0,6 ширины блока постоянныхмагнитов снижает массовую долю железа вхвостах, т.к, глубина поля недостаточна дляудержания магнитных прядей на поверхно 10 сти барабана,При выполнении шага более 0,8 величина магнитного поля велика, что ведет к механическому захвату немагнитной фракциимагнитным продуктом,18 Выполнение смещения геометрическихосей менее 0,1 снижает качество магнитного продукта из-за амплитуды движения магнитных прядей, которой недостаточно дляполного высвобождения магнитных частиц.20 Выполнение смещения более 0,2 длиныблока повышает потери...
Сепаратор для разделения тонкозернистых сыпучих материалов

Номер патента: 1793972
Опубликовано: 07.02.1993
Автор: Задорожный
МПК: B07B 4/08
Метки: разделения, сепаратор, сыпучих, тонкозернистых
...по плотности, крупности или форме, При этом болФ плотные, крупные или шарообразныеконцентрируются в нижних слоях потока,равномерно располагаясь по ширине г 1 оверхности желоба 1, а менее плотные, мелкие или плоские - в верхних слоях,Материал на поверхности желоба 1, начиная с половины расстояния от начала движения, движется с некоторым ускорением, 0ив +2 н)где 0 - расход потока, смэЧ - средняя скорость потока в сечении,см/с;вЬН(3) - живое сечение потока, см;г,Ь - ширина потока в сечении, см;Н - средняя высота потока в сечении,см;Ч - кинематическая вязкость воздуха,см /с;Ве - число Рейнольдса, безразм. велич.Например, для желоба Ь х а х б = 390 хх 60 х 950 мм,где Ь - ширина загрузочной части, мм;а - ширина разгрузочной части, мм;д -...
Летучий обжимной пресс

Номер патента: 1793973
Опубликовано: 07.02.1993
Автор: Вольфганг
МПК: B21B 1/00, B21B 15/00, B21J 9/06 ...
Метки: летучий, обжимной, пресс
...привод с кривошипно-шатунным механизмом для параллельных тяг и 10 привод подачи с кривошипно-шатун ным механизмом; на фиг. 3 - привод подачи с гидравлическим цилиндропоршневым механизмом, на фиг, 4 - привод подачи с направляющим роликом и направляющей, 15 Описываемый обжимной пресс 1 используется для уменьшения ширины слябов 2 в линии горячей прокатки полос, причем слябы почти непрерывно подаются из расположенной перед обжимным прессом раз ливочной установки, Перед прессом 1 и заним установлены ведущие ролики 3 и 4.Сляб 2 проходит обжимную клеть в направлении 5, Пресс имеет станину 6, траверсу 7.Перемещение траверсы 7 производится с 25 помощью механического установочного устройства 8. Однако в качестве установочного устройства можно...
Способ производства рельсов

Номер патента: 1793974
Опубликовано: 07.02.1993
Авторы: Нагорнов, Панов, Рынков
МПК: B21B 1/08
Метки: производства, рельсов
...техно- готовку 2. С помощью привалковой арматулогических возможностей и обеспечение 30 ры, обеспечивающий беззазорноевозможности получения высокоточных сопряжение заготовок 1 составную заготоврельсов для детской железной дороги иэ ку 2 задают в общий четырехвалковый кано еформируемых сплавов. либр 3 (см, фиг, 2), в котором осуществляетсятруднодеформиру ыПоставленная цель достигается тем, что формирование головки, стенки, ос 1 овав известном способе производства рельсов, З 5 (толщины) и высоты каждой из заготовок 1,включающем чистовую прокатку предвари- с размерами указанных элементов, превытельно сформированных заготовок в уни- шающими максимальные одноименные раэверсальных калибрах с поэтапным меры готового рельса (см. фиг. 1)...
Способ производства анизотропной электротехнической стали

Номер патента: 1793975
Опубликовано: 07.02.1993
Авторы: Гончаров, Груздев, Заверюха, Казаджан, Калинин, Рындин, Тищенко
Метки: анизотропной, производства, стали, электротехнической
...осуществля 4 от до 12401320 С, а вторую прокатку проводят с ат 40 сительным абжатием 86 - 90%, причем опоследнем проходе с абжатием не менее40%.Известно, что текстура и структура горячекатаных полос контролирует оторич 44 у 40рекристаллизаци 4 о и уровень магнитныхсвойств Готовой са, При гореЙ прокатке формируются текстура и структура с закономерной неоднородностью по толщлнепОлОс. Поверхностные слОи имеОт ста 5/ктурус рекристаллизаоанным раонаасным зерном размером от 15 до 30 мкм, Внутренниеслои представляют собой вытянутые вдольнаправления прокатки часично полигонизооаннь 48 зерна толщиной от 25 да 60 мкм идоЙ да 2000 мкм, После пооклтки до 0440 межутач 540 Й галщинь структура хара.тери зуется равноосным зерном, размер...
Устройство для изготовления прямоугольных труб

Номер патента: 1793976
Опубликовано: 07.02.1993
Авторы: Дедков, Дмитриев, Могилевкин, Ровинский, Яковлев
МПК: B21B 13/10, B21B 17/02, B21C 3/08 ...
Метки: прямоугольных, труб
...калибрак заданному,Заявляемое устройство содержит отличительные существенные признаки; а именно, валки клетей, образующие черновой ичистОВОЙ калибры, устаноВлены с воэможностью попарного перемещения для измснения их геометрических параметров, При 45этом валки черновой клети состоя из цилиндрической части и бура и взаимосвязаны друг с другом так, что торец буртапредыдущего валка сопряжены с цилиндрической частью бочки последуощего валка, 50При переходе на другой размер труб припопарном перемещении валков всегда сохраняется арочная форма калибра, что обеспечивает устойчивость полок трубы, полноезаполнение чистового калибра, стабильность процесса. При переходе на другойразмер прямоугольных труб параметры чернового калибра...
Способ упрочнения металлической поверхности

Номер патента: 1793977
Опубликовано: 07.02.1993
Авторы: Анцупов, Белевский, Досманов, Мордвинцев, Стариков, Фиркович
МПК: B21B 28/02
Метки: металлической, поверхности, упрочнения
...металлической поверхности (в частности прокатного валка).Упрочнение валка 1 осуществляют обработкой его упругой щеткой 2, которая одновременно упрочняет (наклепывает) поверхность и наносит алюминиевое покрытие. Позицией 3 обозначен металл, Щетку устанавливают со стороны вь 1 хода металла из очага деформации, в зоне, где его температура поверхности становится равной 100-200 О С.В процессе прокатки металла в валках 1, 4 происходит разогрев последних. От вращения упругой щетки происходит разогрев алюминиевого слитка 5, в результате чего алюминий стекает и покрывает валок 1.Чтобы достигнуть стабильности способа, задают натяг, т.е, величину сближения осей щетки 2 и калибра валка 1 поддерживают постоянной, Для этого устанавливают механизм 6,...
Установка для кантовки и транспортировки при отделке многогранных труб

Номер патента: 1793978
Опубликовано: 07.02.1993
Авторы: Бедняков, Новиков, Соловьев, Трубкин
МПК: B21B 39/20
Метки: кантовки, многогранных, отделке, транспортировки, труб
...перемещения относительно роликов 1 и 2 в вертикальной плоскости. выполненным в виде ползуна 29, несущего корпус 16 и установленного в вертикальной направляющей 30 на стойке 31, На ползуне 29 шарнирно закреплен пневмопривод 32, взаимодействующий со скалкой 17 посредством штока 33 для обеспечения ее поворота на определенный технологический угол. Механизм возвратно-поступательного перемещения устройства для зажима и поворота трубы кинематически связан с приводом 15 подьема опорного элемента 5 через размещенные на ползуне 29 направляющие 34, взаимодействующие с роликом 35, смонтированные на одном конце двуплечего рычага 36, шарнирно установленного на оси 37, закрепленной на стойке 31, второй конец которого посредством...
Устройство для кантовки проката прямоугольного сечения

Номер патента: 1793979
Опубликовано: 07.02.1993
МПК: B21B 39/22
Метки: кантовки, проката, прямоугольного, сечения
...цель достигается тем, чтов устройстве для кантовки проката прямоугольного сечения, содержащем приводные 25поворотные рычаги и стол с роликами, установленный с уклоном в сторону рычагов,согласно изобретению, стол снабжен беско нечными гибкими элементами, охватывающими ролики, а поворотные рычаги 30выполнены с упорами на концах,Такое конструктивное выполнение устройства для кантовки проката прямоугольного сечения позволяет повыситьнадежность в работе кантавателя,Это достигается за счет того, что прикаждом повороте приводных рычагов прокат поворачивается вместе с ними и укладывается другой гранью на опорнуюповерхность гибкого элемента, Геремещение проката и гибких элементов происходитат горизонтальной гравитационной составляющей массы...
Устройство для волочения труб

Номер патента: 1793980
Опубликовано: 07.02.1993
Авторы: Медведев, Одуд, Солодовников, Тюменева
МПК: B21C 1/24
...1 дана схема заявляемого устройства; на фиг, 2 - устройство в работе, т,е. вместе с протягиваемой трубой.Устройство содержит волоку 1 (фиг. 1 и 2) с рабочим каналом, установленную в волокодержателе 2. Со стороны входа в волоку на волокодеркателе расположена одна часть 3 электромагнита, а со стороны выхода расположена другая часть 4 электромагнита, Эти части электромагнита прикреплены соосно оси рабочего каналаволоки. В волоке установлена деформируе 20 мая труба 5, в которой размещена магнитная жидкость б, образующая оправку.Магнитная жидкость заполняет только частьтрубы, находящейся в волоке, т,е. в ее рабочем канале. Части электромагнита установ 25 лены так, что их одноименные полюсанаправлены навстречу друг к другу,Система подачи...
Установка для клеймения изделий

Номер патента: 1793981
Опубликовано: 07.02.1993
Авторы: Дроханов, Картамышев, Милованова, Сметанникова, Шевцова
МПК: B21C 5/00
Метки: клеймения
...перемещения приводной платформой 4, на которойустановлен механизм клеймения, Устройство содеркит также средство определенияположения изделия упор).5 и механизм егозажима. 45Механизм клеймения выполнен в видеустановленной на платформе 4 в роликовыхопорах 6 с возмокностью горизонтальноговозвратно-поступательного перемещениякаретки 7 от привода 8 с закрепленными на 50ней на осях 9 клеймовочной головкой 10 склеймами 11 и опорными ооликом 12, связанных между собой зубчатой передачей 13,и зубчагой рейки 14 с направляющей 15,неподвижно установленной на платформе 4 55с возможностью взаимодействия с опорнымроликом 12, механизм зажима изделия выполнен в виде двух рычагов 16, один изкоторых связан с приводом его поворота 17,шарнирно...
Многоочковая матрица для прессования изделий

Номер патента: 1793982
Опубликовано: 07.02.1993
МПК: B21C 25/02
Метки: матрица, многоочковая, прессования
...поверхности споверхностью очка матрицы, максимальноудаленной ат оси симметрии матрицы, а напротивоположном рабочем торце латрицыв периферийной ее части выполнены саасносоответствующим очкам матрицы проточкив виде полукалец.На чертеже изображена предлагаемаяматрица, осевой разрез,Рабочий торец мнагоочканай матрицы, выполнен в центральной 1 ее части о нидепирамиды, на каждой грани которой размещено очко 2 матрицы. Вершина пирамидырасположена на оси симметрии матрлцы.Периферийная 3 поверхность рабочего торца матрицы наклонена к плоскости, перпендикулярной оси симметрии матрицы пад10 15 углом 10-12 с вершиной, обращенной в сторону, противоположнуа размещению оси симметрии матрицьь Периферийная 3поверхность сопряжена с образующей пооерхнасти...
Устройство для сбора витков проволоки в бухту

Номер патента: 1793983
Опубликовано: 07.02.1993
МПК: B21C 47/00
Метки: бухту, витков, проволоки, сбора
...6, в которой установлена каретка 7, Всборной шахте 1 расположен вспомогательный дорн 8, нижняя часть которого выполнена в виде конусообразного элемента снаправляющими выемками 9 на нижнемторце и опорными ступенями 10 для улавливающих рычагов 11, Стойки 12 вспомогательного дорна 8 неподвижно закрепленына каретке 7, выполнены с заостреннымивершинами 13 и располокены по вершинамуглов контура квадрата, Ребра 4 приемногодорна симметрично расположены относительно его продольной оси, а стойки 11вспомогательного дорна смонтированы свозможностью симметричного размещениямежду ребрами 4 и образования вместе сними вершин углов правильного многоугольника.Устройство работает следующим образом,По роликовому транспортеру 2 подаются поддоны 3 с...
Устройство для изготовления сложных профилированных листовых деталей

Номер патента: 1793984
Опубликовано: 07.02.1993
Автор: Покровский
МПК: B21D 5/06
Метки: листовых, профилированных, сложных
...быть смеще 55 о один относительно другого, например, на диаметр сферы, Процесс формирования профиля происходит в 30 условиях равномерного силового воздействия на заготовку со стероны верхнего валка,Перед началом прокатки валки захватасводятся на расстояние не более толщины листовой заготовки относительно диаметЗ 5 ров больцзих полуцилиндров), Вь 5 пол 5 ленн 5 яе из двух полуцилиндров валки захвата позволя 5 от определить момент подачи заготовки в устройство и оптимально изготовлять сложныЙ периодический профиль по 40 длине детали, Начало подачи листа осуществляется с момента контактного захвата (точка С, фиг, 1) Валками 1. на полуокружнбсти большегодиаметра. До момента захвата заготовка упирается с контактным скольже нием) В Валки...
Способ изготовления гнутых коробчатых профилей

Номер патента: 1793985
Опубликовано: 07.02.1993
Авторы: Антипанов, Гридневский, Пахарев, Рашников
МПК: B21D 5/06
Метки: гнутых, коробчатых, профилей
...той совокупности признаков способа, которая отличает заявленное техническое решение от прототипа, Поэтому можно сделать вывод, что отличительные признаки изобретения обладают существенными отличиями,Сущность заявленного технического решения заключается в том, что в чистом проходе производят подгибку смыкающихся полок профиля на угол 2433, что сокращает количество проходов, Кроме того, это сводит до минимума вероятность "переформовки" мест изгиба между смыкающимися и боковыми полками (центры радиусов не смещаются), что улучшает геометрию готовых профилей, в частности стабилизирует ширину щели между смыкающимися полками.Уменьшение радиусов изгиба между боковыми полками и стенкой профиля (в известных способах их величины находятся в...
Пуансон для горячей гибки листового материала

Номер патента: 1793986
Опубликовано: 07.02.1993
Авторы: Кубрин, Макаров, Марин, Мельников, Фролов
МПК: B21D 22/02, B21D 5/01
Метки: гибки, горячей, листового, пуансон
...что с, ибки листового ма- О рпус с рабочеи час формообразующей дящие элементы и золяционную прон с угловым пазом О" ей части, рабочаяустановленного в диэлектрическими онтированными с и на корпусе, а диразмещена между стержня. предлагаемое устез А-А на Фиг. 2; на1793986 Пуансон состоит из корпуса 1 с пазом в нижней части, в который уста ювлена сменная рабочая часть в виде цилиндрического стержня 2, Стержень зафиксирован в диэлектрических втулках 3 по краям с помощью 5 гаек 4 и пружин 5, Втулки 3 установлены в, боковых пластинах б, прикрепленных к торцам корпуса 1 с помощью винтов 7, Концевые части стержня 2, являются клеммами для подвода электрического тока, Стержень 10 изолирован от корпуса с помощью диэгектрической теплозащитной...
Устройство для надрезки и гибки повторяющихся участков на полосовом материале

Номер патента: 1793987
Опубликовано: 07.02.1993
Авторы: Антипанов, Кочубеев, Пахарев, Пахомов, Плеснецов, Янчинский
МПК: B21D 28/36
Метки: гибки, материале, надрезки, повторяющихся, полосовом, участков
...состоят из50 диаметры дисков О 1 = 801 мм, О .= 611 мм, материалст,45,В пззэх дискоз глубиной Ь .=- 0,85 О .0,85.30 -. 25,5 мм установлены ступенчатые ролики иэ ст, 9 хсб =.128= 12,2,5=-30 мм и г=0,880.,8.2,5: 2,0 мм, Ролики крепятся к дискам торцом меньшего диаметра с помощью винтов через резиновые шайбы, Размеры Ь .= =23,5 мм, Ь = 8 мм, Диаметр д =- б " 48 -30 - 4,2,5 = 20 мм, Ролики цилиндров больгаего сг =-(12,16)5 и меньцгего сг =- О - 43 диаметров, между которымрасположен усеченный конус, причем, участок между ступенью с дизметам б и кону 5 сом ограничен поверхностью врзщения сОбрззующей в ВиДе Дуги Окружности с рддиусом г = (0,8.1,0)Я,Ролики 7 крепятся к дискам 4 винтзми8, э между торцом с диаметром б и плоско"0 стью диска...
Способ обработки давлением заготовок, имеющих сечение правильного многоугольника

Номер патента: 1793988
Опубликовано: 07.02.1993
МПК: B21D 37/02
Метки: давлением, заготовок, имеющих, многоугольника, правильного, сечение
...по граням Гн, Г 6, 6 Н, что абеспечиоает прочое соединение Отдельных участков профиля и его высокого качество.Пасл 8 ээВершения отарой Операции выполняю гретою В 1 ечение которол отреза" от, если он образуется, пресс-остаток и разрезают профиль 5 па длине нэ несколько частей рэонай длины, иэ каторьх формируот нову 0 сходну 0 заГотооку, устанавливая се пер 8 Д мэтрицей 1 эпрмеГ), о контейнер При необходимости онаоь подогреваот заготовки до 400-550" С - для алом 1 ниеоцх Сплавов или 1150-1250" С для сталей. Четвертая операция состоит о реализации ьтог)ого прохода, поотарял деФормацию с фарми)овэнием такого же сечения Р 6 Н фиг, 4) как и в первом проходе, НО теперь структура профиля иэмель эется: сечение Г 6 Н нэ фг, 3, нэ фиг. 4...
Газовый баллон и способ его изготовления

Номер патента: 1793989
Опубликовано: 07.02.1993
МПК: B21D 51/24
...резьбу, Производят обточку наружной поверхности горловины таким образом, чтобы между горловиной и колпаком был бы небольшой зазор, который бы обеспечивал свободное одевание колпака на горловину. На наружной поверхности горловины выполняют кольцевой паз, размеры поперечного сечения которого сопоставимы с размерами поперечного сечения пружинного кольца, чтобы кольцо пружинное могло свободно располагаться в пазу.Отдельно изготовляют пружинное кольцо путем навивки проволоки и рубки ее на кольца.Отдельно изготовляют предохранительный колпак, на внутренней поверхности которого ближе к торцу выполняют кольцевой паз глубиной, равной половине высоты диаметра проволоки пружинного кольца.Пружинное кольцо вставляют в паз на горловине,...
Инструмент для накатывания на изделии по меньшей мере двух профилей

Номер патента: 1793990
Опубликовано: 07.02.1993
МПК: B21H 3/04
Метки: двух, изделии, инструмент, меньшей, мере, накатывания, профилей
...в контакт с изделием каждого элемента поочередно.На фиг.1 изображен предлагаемый инструмент, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - сегменты, общий вид; на фиг,4 - державка, общий вид.Инструмент выполнен в виде сборной конструкции, основой которой является державка 1. Вдоль оси вращения инструмента на державке 1 последовательно друг другу в параллельных плоскостях, расположенных перпендикулярно оси державки, установлены деформирующие элементы 2, например два, выполненные в виде обьемных сегментов. Каждый элемент 2 имеет рабочую поверхность с формообразующим участком 3 и калибрующим участком 4, соответствующую одному из накатываемых профилей, номенклатурой которых в изделии определяется необходимое число элементов 2 в...
Устройство для формовки внутренних резьб деталей

Номер патента: 1793991
Опубликовано: 07.02.1993
Авторы: Белозуб, Коваленко, Криворучко
Метки: внутренних, резьб, формовки
...снижает сопротивление де- ЗО нуса(фиг.З),формированию, а следовательно вероят- Устройство работает следующим абраность образования заусенцев. Их зам.эквидистантное размещение относительноХвостовик 2 корпуса 1 вставляют в отформуемой резьбы и сегментная форма ис- верстие с внутренними шлицами или шпон-.ключают переполнение резьбы стружкой 35 кой шпинделя 3, предварительно ввернувзаусенцев, что по совокупности снижает как . ега па резьбовым направляющим в гайку 5.расход энергии привода вращения, так и В случае выполнения гайки разъемной корповышаетнадекностьинструмента. Вместепус 1 просто укладывают резьбовыми нас тем заборный конус задан углом наклона правляющими 7 в резьбу гайки 5, после чего35.40 О, дифференциация значений которо...