Архив за 1985 год
Устройство для съема рулонов с барабана моталки

Номер патента: 1181734
Опубликовано: 30.09.1985
МПК: B21C 47/24
Метки: барабана, моталки, рулонов, съема
...1 выведена из под барабана 21.Устройство работает следующим 50 образом,Разрезанные концы полосы 24 укрепляют в барабане 21 и включают ножницы 23 и барабан 21 в рабочий режим. Одновременно на платформу 7 устанавливают кассету 11 с откинутым прижимом 18 и подают тележку 1 под барабан 21 до упора 3. Пред окончанием резки полосы 24ножницы 23 и барабан 21 останавливают и включают подъем стола 5. Установка кассет 11 по ловителям 10и остановка тележки 1 по упору 3обеспечивают попадание ребер 12 кассеты 11 в щели между бунтами 22 приподъеме стола 5. Ролики 15 контактируют с бунтами 22, а продолжающийподъем стол 5 сжимает пружины Я.Шаровые головки пальцев 9 выходятиз конусов платформы 7, в результате чего последняя приобретает способность...
Барабан разматывающего устройства

Номер патента: 1181735
Опубликовано: 30.09.1985
Авторы: Древаль, Запара, Иванов
МПК: B21C 47/28
Метки: барабан, разматывающего, устройства
...возможное увеличение длины клиновых плоскостей сегментов 3 и ва ла 1 за счет продолжения врезок вала в сторону выступов без увеличения длины врезок в сторону вала. С этой целью ширина Ъ выступов7 выполняется больше ширины В врезок (Ьиг. 7 и 9), а высота Ъ выступов выбирается больше толщинысегментов 3 на величину зазора дмежду валом 1 и сегментом 3 в положении сжатого барабана (фиг, 6),Остальные элементы конфигурации выступов 7 выбираются конструктивно изусловия сопряжения с сегментом: передняя грань выступов наклонена подуглом о(, а задняя - под прямымуглом к оси вала 1 ( фиг, 8), Соответственно форме выступов 7 выполняются размеры и Йорма окон в сегментах 3, при этом обеспечиваютсянеобходимые для нормальной работызазоры с -...
Устройство для крепления пильного диска на правильной машине

Номер патента: 1181736
Опубликовано: 30.09.1985
Авторы: Гришко, Ищенко, Комиссарчук, Корчагин, Кравченко, Крохмалев, Тельбизов
МПК: B21D 1/02
Метки: диска, крепления, машине, пильного, правильной
...машине; на Аиг, 2 - разрез А-А на Аиг. "1; на Аиг. 3 - разрез Б"Б. на 15 фиг. 1.Устройство для крепления диска па,правильной машине состоит из вала 1, неподвижно закрепленного с помощью стойки 2 на суппорте 320 правильной машины. С валом жестко связаны планшайбы 4 и 5, выполнен-ные в виде сегментов с высотой, превышающей его радиус. Между планшайбами 4 и 5 размещена центральная шайба 6, установленная с помощью подшипника 7 на валу 1, Между план- шайбами 4 и 5 и шайбой 7 выполнен зазор 2-3 мм, Внешняя планшайба 5 выполнена составной и имеет пери Аерийное съемное кольцо 8, соединяющееся с планшайбой с.помощью замка, выполненного .в виде ласточкиного хвоста. На съемной части имеются две рукоятки 9 и стопор 10, предотвращающий произвольный...
Устройство для правки круглого проката

Номер патента: 1181737
Опубликовано: 30.09.1985
Авторы: Демаков, Ивахненко, Конев, Никитюк, Ситников, Старостин, Фридман
МПК: B21D 3/02
Метки: круглого, правки, проката
...менением угла наклона-88ад ощэтой же вел где И Пминрношений,другие границы эчто дает е мн = агсМ е 2 ЗО трубруб нефной маши= 0,05. характеризу тношение К т -Км вог ти пра 4 ется коэффициен вильного калибр валкоах идля м ся в пр нахо вых маш 0,05-0,валка(1,35-2)1сти (Е )ля различтся в шир ина из этих новь макси Емедь (т ное - о енн управлять величиной дополнительного изгиба проката,Плоскость действия дополнительного изгиба расположена под углом к горизонтальной плоскости и его можно разложить на вертикальную и горизонтальную составляющие (Фиг, 1 и 2). При смещении средней пары валков возникает основной изгибающий момент, который суммируется с дополнительным, и общий изгибающий момент определяется выражением(8 - горизонтальная и...
Валок профилегибочного стана

Номер патента: 1181738
Опубликовано: 30.09.1985
Авторы: Антипанов, Кириллов, Кирьянова, Кочубеев, Поляков, Хмель
МПК: B21D 5/06
Метки: валок, профилегибочного, стана
...изобретения - улучшение 5геометрии профилей и повышения производительности путем продления срокаслужбы валков,На чертеже показан верхний валокпредчистовой клети профилегибочного 1 Остана для формовки равноплечногоуголка.Валок состоит из центральногоформующего элемента 1 с образующейв виде дуги окружности радиуса К,ширина которого равна д", двух промежуточных конических элементов 2и двух крайних конических элементов 3 Ъ . Все эти элементы насаженына вал 4. Образующая элементов 3совпадает с прямой 001 и касаетсярабочей поверхности элемента 1 в точке Я ; угол р, наклона образующейэлементов 2 к .горизонтали меньше,чем аналогичный угол с элементов 3, 2при этом отношение ф с= 0,82-0,89.Величина радиуса К равна внутреннемурадиусу гиба...
Способ изготовления трубчатых шаблонов

Номер патента: 1181739
Опубликовано: 30.09.1985
Авторы: Елисеев, Матюшин, Махов, Самохвалов, Царев, Черников
МПК: B21D 7/00
...в следующей последовательности. 10 Составитель И. Ковригина Редактор Т. Парфенова Техред С.Мигунова Корректор М. МаксимишинецТираж 774 Заказ 6031/9 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 На заготовке 1 со стороны предполагаемого выпуклого участка гиба выполняют пазы 2 перпендикулярные оси заготовки, Глубина пазов 2 составляет 0,8-0,9 диаметра трубной заготов" ки 1.Затем заготовку 1 с пазами 2 изгибают в соответствии с требуемой геометрией и закрепляют на ней вдоль образующих по наружному радиусу гиба фиксирующие накладки 3. Фиксирующие накладки могут быть изготовлены из материала трубной заготовки и...
Устройство для гибки труб

Номер патента: 1181740
Опубликовано: 30.09.1985
Авторы: Гончаренко, Деулин, Куликов
МПК: B21D 7/00, B21D 7/02, B21D 9/07 ...
...с пальцем 2 кронштейнами 6 и 7 с секторами 8 и 9, пружины 10 для удержания роликов 3 в исходном положении, 20Силовой привод устройства выполнен в виде смонтированных на рукоятке 11 посредством оси 12 неподвижного блока 13, установленного с воэможностью поворота, и подвижного блока 14, закрепленного на оси 15 с возможностью возвратно-поступательного перемещения. К оси 15 прикреплена гибкая связь 16, концы которой закреплены на секторах 8 и 9, Блок 13 состоит из закрепленных на оси 12 барабана 17 с храповым механизмом 1.8 и блока 19. Блок 13 кинематически связан с блоком 14 посредством гибкой связи 20. Для передачи движения35 силовому приводу используют съемную ручку 21. Устройство работает следующимобразом,Иэгибаемую трубку 22 вводят...
Гидропривод станка для холодной гибки труб

Номер патента: 1181741
Опубликовано: 30.09.1985
МПК: B21D 11/00
Метки: гибки, гидропривод, станка, труб, холодной
...труб.Цель изобретения - расширения технологических возможностей путем повышения точности фреации исходного положения трубы.На чертеже представлена принципиальная схема гидропривоЬа.ГМдропривод содержит насос 1, соединенный напорной магисгралью с трехпозицйонным шестнходовым распределителем 2, предохранительный клапан 3 с управляющей полостью, фильтр 4, бак 5 и установленный на всасывающей магистрали насоса вен-. тиль 6. Два из пяти выходов распределителя 2 соединены со сливной магистралью, третий выход - с управляющей полостью предохранительного клапана 3, четвертый выход соединен гидролинией 7 со штоковым полостями прижимных гидравлических цилиндров 8 . и 9 и гидролинией 10 с поршневыми полостями гибочных гидравлических цилиндров 11...
Способ изготовления изделий с продольными гофрами

Номер патента: 1181742
Опубликовано: 30.09.1985
Авторы: Гесслер, Классен, Климов, Кузьменко, Макеев, Панкин, Щербаков
МПК: B21D 13/04
Метки: гофрами, продольными
...25П - периметр сечения профиля;В - ширина профиля,- конечная длина листа;Ь - начальная длина листа,ьПосле чего лист формуют в паре ЗО профилированных в соответствии с конечной Аормой гофров валков. Полоса, попадая в .валки, на участке между сечениями А-А и Б-Б находит 35 ся в контакте с профильными валками только на выступах калибра, и под действием деАормирующего усилия начинает гнуться и растягиваться в поперечном направлении, заполняя калибр. На участке между сечением Б-Б и сечением, проходящим через плоскость симметрии пазов валков, где полоса находится в контакте с профильными валками по всему периметРу профиля, 45 под действием деАормирующего усилия происходит обжатие полок профиля до заданной толщины, при этом исправляется...
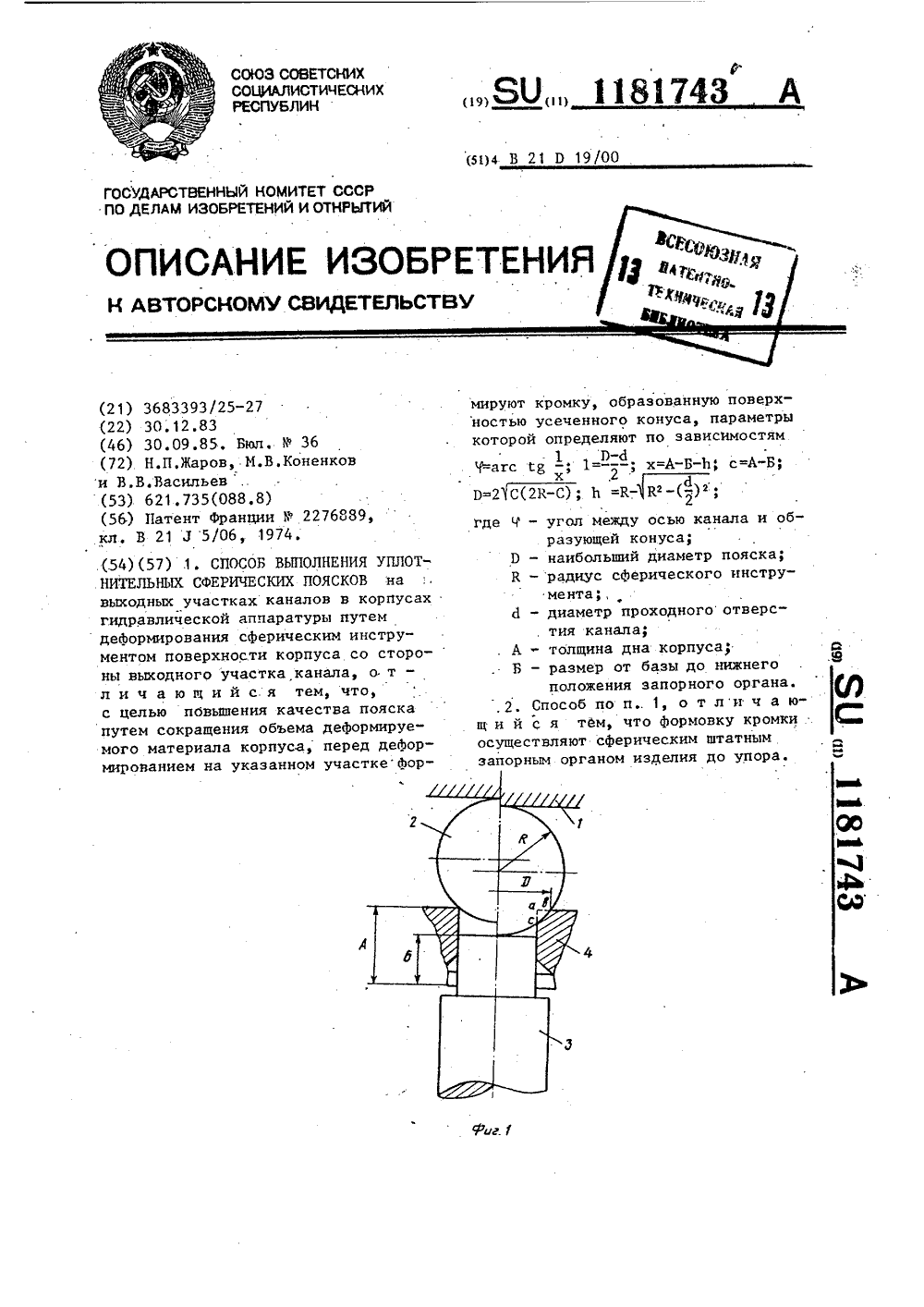
Способ выполнения уплотнительных сферических поясков
Номер патента: 1181743
Опубликовано: 30.09.1985
Авторы: Васильев, Жаров, Коненков
МПК: B21D 19/00
Метки: выполнения, поясков, сферических, уплотнительных
...иэделия, до.упора 3, на выходном участке канала 20корпуса гидравлической аппаратуры 4происходят значительные. деформации,вызванные смещением металла, заклю ченного в кольцевой области с сечением аЬс, что может привести к появлению трещин. Поэтому перед деформированием необходимо срезать большую часть этого объема, что сокращает объем деформируемого.материалаи уменьшает степень его деформации, 30т.е. повышает качество получаемогопояска.Параметры Формируемой в результате срезания кромки, образованной .поверхностью усеченного конуса, опре-З 5деляют по зависимостям1 0"дасс й 8 - , 1= - ; х=А-Б-Ь С.=А-Б;и 21 с(2-с); ьтр-у Дггде М - угол между осью канала иобразующей конуса;Э - наибольший диаметр пояска;К - радиус сферического...
Устройство для изготовления горловин на трубах

Номер патента: 1181744
Опубликовано: 30.09.1985
Авторы: Губин, Демченко, Домонтович, Кислицын, Трошкин
МПК: B21D 22/02
...9 и режущиеэлементы 10 и 11.Пластины 6 зубчатыми секторами 12 40входят в зацепление с червячнымивалами 13, установленными в оправке 7 на подшипниках скольжения 14и 15, На концах червячных валов 13нарезаны шестерни 16, входящие в зацепление с регулировочным зубчатымколесом 17, расположенным на оправке 7 Регулировочное колесо 17 и червяч ные валы 13 Аиксируются от осевогосмещения крышкой 18, расположеннойна оправке 7,Нижняя часть оправки 7 выполненав виде кольцевого сверла 19 с механи ческим креплением режущих пластин 20.Позицией 21 на чертежах обозначена обрабатываемая труба,2Устройство работает следующимобразом.Опоры 4 и 5 устанавливаются и закрепляются на столе станка. Обрабатываемая труба 21 с помощью средствпримыкающей механизации...
Комбинированный штамп последовательного действия для изготовления деталей типа втулок

Номер патента: 1181745
Опубликовано: 30.09.1985
Автор: Бондаренко
МПК: B21D 22/02
Метки: втулок, действия, комбинированный, последовательного, типа, штамп
...имеющему резьбовое соединение с винтом 30 и жестко соединенно- З 5 му с пластиной 31, входящей в прорезь бесконтактного датчика 32, Винт 30 может поступательно перемещаться в отверстии кронштейна 33 и связан посредством штифма 34 с клином 35, 40 контактирующим с нижней частью калибрующей матрицы 24,.На неподвижной плите 16 установлен также механизм контроля внутреннего диаметра втулки состоящий из 45 корпуса 36, перемецающегося поступа. тельно в направляющих 37, и стержня 38 с закрепленной в немкойтрольной иглой 39,Стержень 38 поджат к корпусу Зб 50 пружиной 40 и гайкой 41 и имеет запрессованный контактный штифт 42.К корпусу Зб крепятся на изоляционных прокладках 43 контактные пластины 44 и 45, а также возвратная 55 пружина 46. Блок...
Способ изготовления коробчатых деталей поэлементной штамповкой

Номер патента: 1181746
Опубликовано: 30.09.1985
Авторы: Лепихов, Лисовой, Ломов
МПК: B21D 22/02
Метки: коробчатых, поэлементной, штамповкой
...производят гибку прямых участков.1181746 1 О ФагГ Составитель В.МуслимовРедактор Т.Парфенова Техред С.Мигунова Корректор Л.Пилипенко Заказ 6031/9 Тираж 774 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, И, Раушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Изобретение относится к обработке металлов давлением и относится к способам изготовления коробчатых деталей поэлементной штамповкой,Цель изобретения - повышение качества за счет предотвращения потери устойчивости в угловых зонах.На Лиг. 1 изображен полуфабрикат после вытяжки угловых зон и их обрезки, на фиг. 2 - готовая деталь. На чертежах приняты следующиеобозначения: плоская заготовка 1,угловые зоны 2 детали,...
Штамп для листовой штамповки

Номер патента: 1181747
Опубликовано: 30.09.1985
Авторы: Ефимов, Комаров, Моисеев, Скобляков
МПК: B21D 22/10
Метки: листовой, штамп, штамповки
...правых - в конце рабочего хода) . 15Предлагаемый штамп состоит из двух смонтированных друг в друге стаканов 1 и 2, установленных донными частями в противоположные стороны и с возможностью относительного 20осевого перемещения, один из которых - внутренний стакан 2 выполнен со стенками, имеющими небольшую толщину, допускающую возможность значительной упругой деформации 25 стенок эластичной средой. Такой толщиной является толщина, составляющая не более О, 1 диаметра внутренне- го стакана.Во внутренний стакан 2 установ- З 0 лена эластичная среда 3, на которой размещаются заготовка 4 и сменная оснастка 5.Внутренний стакан 2 оснащен толкателем 6 и пружиной 7. Размер пружи- З 5 ны выбирается из условия деформирования ее на величину не...
Способ штамповки деталей из листового металла с технологическими прокладками

Номер патента: 1181748
Опубликовано: 30.09.1985
Авторы: Васильев, Головин, Мельников
МПК: B21D 22/20
Метки: листового, металла, прокладками, технологическими, штамповки
...например жидким азотом.1181748 оставитель О.Матвееваехред С Мигунова Корректор Л.Пилипенко ктор И,П в По нного комитета тений и открыт Раушская наб.,Тираж 774 ВНИИПИ Государств по делам изобр 113035, Москва, Ж, аз 6031/ писноеСССРйд. 4/5. Филиал ППП "Патент", г. Ужгород, ул, Проектная, 4 Изобретение относится к обработкеметаллов давлением и относится кспособам штамповки деталей из листового металла с технологическими прокладками.Цель изобретения - повышение качества путем предотврацения смятияготовой детали при отсоединении отнее технологических прокладок.На фиг. 1 изображен собранныйпакет; на фиг. 2 -отштампованныйпакет.Собранный пакет, состоит из листовой заготовки 1, и технологическихпрокладок 2 и 3,Сйособ осушествляется...
Способ изготовления оболочек

Номер патента: 1181749
Опубликовано: 30.09.1985
Авторы: Анищенко, Африкантов, Грановский, Графов, Макарова, Маршалкин, Поляков, Семенко, Судник, Цепин
МПК: B21D 26/02
Метки: оболочек
...вариант:технологии, при котором деформацияшва 2 вдоль образуюц 1 ей 3 (в меридиальном направлении) отсутствует следующий,Сварной шов 2 располагают под углома(, равным Ы= аагссоз в , где а и Ьдлина образующей 3 соответственно дои после деформирования. В этом случаепервоначальная длина шва 2 равна длине образующей отформованного изделия.Закручивание трубы производят нафа .г с/угол 73, равный ф =, гдеФЕ - радиус трубы 1 в плоскости кручения.В этом случае сварной шов 2 в конце деформирования совпадает с образуюцей, так как агд с - расстояниепо периметру от верхней точки шва 2до верхней точки образующей 3, и,таким образом, шов 2 не растянетсявдоль образующей 3 при меньшем илибольшем угле /3, Чтобы сварной шов2 в процессе деформирования...
Устройство для ломки

Номер патента: 1181750
Опубликовано: 30.09.1985
Автор: Павлов
МПК: B23D 27/00
Метки: ломки
...а, ( а ( а, ЗО где а - ширина внутреннего канала1тРУбки, а - ширина трубки.Штанга 1 установлена с возможностью продольного перемещения в эксцентричном отверстии эксцентрика 4, который жестко связан с поворотным стаканом 5. Поворотный стакан 5 через рычаг 6 шарнирно связан со штоком цилИндра привода поворотного стакана 5 (цилиндр не показан), На торце по- о воротного стакана 5 установлен цилиндр 7, шток которого жестко связан со штангой 1.Устройство для ломки трубок в сборе закреплено на станине 8 с направ ляющими 9, которые ориентируют трубку 10 в процессе ее подачи.Устройство работает следующим образом.Плоская многоканальная трубка 10 подается в направляющие 9, которые ее ориентируют так, что продольная плоскость симметрии трубки...
Способ последовательной штамповки

Номер патента: 1181751
Опубликовано: 30.09.1985
МПК: B21D 28/00
Метки: последовательной, штамповки
...ны расстояния между параллельными сторонами, путем исключения образования заусениц в точках пересечения передней по ходу штамповки и боковых сторон, 5На фиг. 1 показана последовательность штамповки пластин с выпуклыми боковыми сторонами на Фиг. 2 - последовательность штамповки пластин с вогнутыми боковыми сторонами, на 20 Фиг. 3 - узел 1 на Фиг. 1, на Фиг. 4- узел 11 на фиг, 2,Способ осуществляют следуюцим образом. ,25Листовой материал 1 подают до упора 2 и вырубают прямолинейную заднюю (по ходу штамповки) сторону 3 пластины и боковые дугообразные стороны 4 и 5 (или боковые стороны с дугообраз- ЗО ными участками) с радиусом дуги, превышаюцим половину расстояния между боковыми сторонами 4 и 5. Затем ма" териал 1 кромкой, образованной при...
Штамп для обработки листового материала

Номер патента: 1181752
Опубликовано: 30.09.1985
Авторы: Мирошниченко, Мойсиюк
МПК: B21D 28/14, B21D 43/00
...цель достигается тем, что в штампе, имеющем шаговый упор с защелкой, этот упор снабжен ползушкой расположенной с возможностью переме щения параллельно оси давления штампа, а защелка установлена в ползушке.На фиг. 1 изображена рабочая эона штампа с упором (в рабочем положении); на фиг, 2 - вид А вид на фиг. 1 на 15 фиг. 3 - рабочая зона штампа с упором ( в момент вырубки и опускания упора); на Фиг, 4 - разрез Б-Б на фиг,3, на фиг.5 - рабочая зона штампа с упором (в момент начала взаимодействия 20 листового материала с защелкой).Штамп содержит нижнюю плиту 1 с подвижным съемником 2, верхнюю плиту (не показана) с матрицей 3, в которой установлен стержень-толкатель 4. В 25 съемнике 2 установлены упор 5, подпружиненный в осевом...
Штамп для обработки участков боковой поверхности изделий

Номер патента: 1181753
Опубликовано: 30.09.1985
Авторы: Гаранов, Мозгов, Парфенов
МПК: B21D 28/28
Метки: боковой, поверхности, участков, штамп
...24,закрепленным на верхней плите 4.Тормозная собачка 19 установлена с возможностью возвратно-посту 181753 Э 5 55 Включается пресс (не показан), фиксатор 6 по мере движения полэуна утапливает Фиксатор 36, который стопорится в нижнем положении защелкой 38, занимает его место и сам фиксирует кольцо 3. Одновременно пуансон 11, жестко связанный с пуансонодержателем 10 прижимом-съемником 12, перемещается вниз по направляющим планкам 9. Дойдя до поверхности изделия прижим-съемник 12, преодолевая сопротивление эластичных втулок 33 за счет усилия пружин 13, начинает пательного движения в направлении,параллельном оси давления штампа,в державке 25, смонтированной настойке 2. На стойке 2 расположены также ролики 26 и 27 и ось 28,в которой с...
Устройство для пробивки отверстий

Номер патента: 1181754
Опубликовано: 30.09.1985
Авторы: Зайцев, Угланов, Цейроф
МПК: B21D 28/30, B30B 15/00
...25, зубчатое колесо 26,свободно сидящее на валу 23 и связанноесо шкивом 24 при помощи подпружиненнойхраповой собачки 27 с пальцами 28,входящими в зацепление с тормозом25, зубчатую рейку 29, находящуюсяв зацеплении с зубчатым колесом 26и закрепленную на тяге 30, связывающей зубчатое колесо 26 с планшайбой11. Средство перемещения муфты 18выполнено в виде вильчатого рычага31, установленного на оси 32, концыкоторой размещены в кронштейнах33, закрепленных на основании 1Рычаг 31 состоит иэ частей, связанныхмежду собой с возможностью. относительного поворота вокруг оси 34, идля размещения одной из этих частей при повороте в основаниивыполнен паз. Средством фиксациирычага 31 и муфты 18 служит защелка 35. Устройство работает следующим...
Штампы для вырубки деталей из листовых заготовок

Номер патента: 1181755
Опубликовано: 30.09.1985
Авторы: Горовая, Джуменко, Коляда, Марчук
МПК: B21D 37/00
Метки: вырубки, заготовок, листовых, штампы
...относится к обработке металлов давлением, в частности к штампам для вырубки деталей иэ листовых заготовок.Цель изобретения - повышение 5 производительности штамповки.На фиг. 1 изображен штамп в момент вырубки, общий видф на фиг, 2 - разрез А-А на фиг. 1 (шаговый упор взаимодействует с междетальной пере мычкой)1 на фиг. 3 - то же (шаговый упор находится в исходном состоянии)", на фиг. 4 - разрез Б-Б на фиг. 2.Штамп содержит подвижную плиту 1, пуансон 2, закрепленный в.этой 15 плите, неподвижную плиту 3, смонтированные на ней матрицу 4, съемник 5, направляющие планки 6, рычаг 7,подпружиненный пружиной 8 и установленный с возможностью качения на 20 оси 9. Шаговый упор 10 закреплен на рычаге 7. Ограничители 11 и 12 установлены с...
Способ изготовления дисков торцовой раскаткой

Номер патента: 1181756
Опубликовано: 30.09.1985
Авторы: Авдеев, Андрюков, Наговицын
МПК: B21D 37/12
Метки: дисков, раскаткой, торцовой
...(с указанием зоны деформирования на второй стадии деформирования).Способ изготовления дисков торцовой раскаткой осуществляют следующим образом.Цилиндрическую заготовку 1 устанавливаютна инструмент 2 с плоской рабочей поверхностью, затем воздействуют на нее с усилием осадки инструментом 3 с конической рабочей поверхностью, который совершает движение навстречу инструменту 2 и дополнительное сложное колебательное движение вокруг оси осадки. Укаэанным образом заготовку осаживают до высоты в центральной части, равной высоте готового диска. Затем полученный полуфабрикат 4 чашеобразной формы обкатывают между инструментами 5 и 6 с коническими рабочими поверхностями причем инструменты установлены таким образом, что в зоне обработки образующая...
Устройство для отделения листа от стопы

Номер патента: 1181757
Опубликовано: 30.09.1985
Авторы: Жучков, Кубеев, Сивориновский, Федоров
МПК: B21D 43/24
Метки: листа, отделения, стопы
...- повышение надежности отделения единичного листа от стопы.На чертеже изображено устройство для отделения листа от стопы.Устройство для отделения листа от стопы содержит направляющие планки 1, подвижную каретку 2, на которой посредством привода подъема 3, размещена траверса, выполненная в виде балки 4 и коромысла 5. Балка 4 и коромысло 5 соединены посредством цилиндрического шарнира 6возможностью поворота пружиной 7 и приводом 8. Угол поворота коромысла 5 ограничен величиной хода привода 8 и упором 9Коромысло выполнено составным из двух частей, соединенных посредством шарнира 10. На коромысле 5 установлены вакуумные захваты 11 единичного листа 12. Стопа 13 листов размещена на подъемном столе 14. Балка 4 и коромысло 5 соединены...
Горизонтальный гидравлический пресс для формования ободьев колес

Номер патента: 1181758
Опубликовано: 30.09.1985
Авторы: Винник, Лысенко, Ситников, Скляренко-Степанов, Троян
МПК: B21D 53/30
Метки: гидравлический, горизонтальный, колес, ободьев, пресс, формования
...инструменты 12, состоящие из пирамидальных оправок 13 и 5кулаков-секторов 14. Кулаки-секторы14, взаимодействующие с пирамидальными оправками, расположены на плитах 15 в радиальных направляющих иподпружинены. Гидротолкатель 16 вы- З 0полнен в виде гидроцилиндров смонтированных на подвижных траверсах,Плунжеры 17 скреплены с подвижнымитраверсами, а цилиндры 18 контак -тируют с плитами 15 посредствомнаправляющих штырей 19. П 1 айбы 20,35скрепленные с цилиндрами 18, предназначены для обслуживания заданного диапазона диаметров ободьев.Обод колеса 21 выставляется по осипрессования в загрузочном устройстве 22.Пресс работает следующим образом.Цеховые средства механизациидоставляют обод 21 в загрузочное устройство 22. Ускорительные цилиндры 9...
Устройство для подачи длинномерного материала

Номер патента: 1181759
Опубликовано: 30.09.1985
Авторы: Ильченко, Кармазь, Кучерявый, Ямпольская
МПК: B21F 23/00
Метки: длинномерного, подачи
...промежуточная опора 23 с направляющими элементами 24 и верхним прижимом 25 для предотвращения сбоя материала 2 в сторону, обратную подаче при холостом ходе штока 11 (слева направо, Лиг, 1). Прижим 25 имеет привод от одностороннего силового цилиндра 26 с порш нем 27, нагруженным пружиной 28 в сторону разжима материала 2, причем штоковая полость цилиндра 26 при помощи трубопроводов 29, снабженных кранами 30, соединена с полостями 13 (с левой при подаче материала 2 справа налево, фиг. 1).Подвижная часть 4 опоры 1 может быть выполнена съемной в виде эластичного прижима из полиуретана, что позволяет. более точно копировать наружную поверхность зажимаемого материала 2 любой формы. При этом подвижный эластичный прижим 4 становит- ся...
Способ восстановления зубчатых колес

Номер патента: 1181760
Опубликовано: 30.09.1985
Авторы: Горбенко, Карабанов, Кузьменков, Кушнер
МПК: B21H 5/00
Метки: восстановления, зубчатых, колес
...Л. Веселовская Техред З.Палий Корректор А. Обручар Заказ 6033/ 10 Тираж 646 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д, 4/5Подписное Филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 Изобретение относится к обработке металлов давлением, а именно к восстановлению зубчатых колес.Цель изобретения - повышение качества обрабатываемого зубчатого колеса.Способ осуществляется следующим образом.После нанесения обмазки производят гидроизоляцию пластийикатора для придания слою требуемой прочности при 110-120 С, Затем зубчатое колесо устанавливают в зубопрокатное устройство, нагревают токами высокой частоты до 1000-1050 С с одновременным приложением усилия накатывания 0,5-1...
Устройство для смазки штампов

Номер патента: 1181761
Опубликовано: 30.09.1985
Авторы: Даничкин, Мазурец, Мельничук, Синякевич
МПК: B21D 37/18, B21J 3/00
...10 прикреплен кривошип 15,шарнирно сочлененный со штоком цилиндра 16, установленного на баке 2.Выполнение резьбовых стержнейГ-образными необходимо для того,чтобы связать установленную на крыш"ке 11 гайку 6, ось резьбы которойперпендикулярна крышке, со штокомпоршня 4, ось которого перпендикулярна крьппке 11.Устройство для смазки штампов работает следующим образом.После окончания штамповки по команде системы управления от системы 13 подготовки воздуха через отверстие в крьппке 11, полости 14отсекателя 10 сжатый воздух поступает на поверхность инструменташтампа (см. фиг. 1), сдувая окалинус него. Затем от системы 13 подго товки воздуха сжатый воздух подается к пневмоцилиндру 16, в результате чего отсекатель 10 поворачивается вокруг своей...
Способ ковки поковки типа диска

Номер патента: 1181762
Опубликовано: 30.09.1985
Авторы: Веретенников, Калъченко, Онищенко, Сташук, Чепело
МПК: B21J 5/00
Метки: диска, ковки, поковки, типа
...и энергетическом машиностроении при ковке поковок типа дисков. 5Целью изобретения является повыше ние качества поковки путем устранения расплющивания неметаллических включений, что гарантирует равномерный уровень механических свойств.На фиг. 1 изображена ссаженная заготовка; на фиг. 2 - заготовка после прожима центральной части; на фиг, 3 " поковка диска после прожима периферийной части, промежуточное 15 положение; на фиг. 4 - то же, после прожима периферийной части до поковочных размеров.Способ реализуется следующим образом. 20Заготовку осаживают до отношения размеров Н/Р = 0,5, где Н и П - соот ветственно высота и диаметр заготовки (фиг. 1), Далее прожимают центральную часть заготовки диаметром 25 й на величину ЬО,ЗН (фиг. 2). После...
Способ изготовления изделий типа колес

Номер патента: 1181763
Опубликовано: 30.09.1985
Авторы: Валетов, Каблуков, Третьяков, Тубольцев, Шестак
МПК: B21J 5/00
...11Изобретение относится к обработке металлов давлением и может быть использовано при изготовленииизделий типа колес.Целью изобретения является повышение стойкости конической оправки.На фиг, 1 изображена заготовка иэделия; на фиг. 2 - инструмент для калибровки отверстия колеса, на фиг. 3 - сечение А-А на фиг. 2.Способ осуществляют следующим .образом.Цилиндрическую заготовку осажи" вают, разгоняют, прошивают централь. ное отверстие правильной многоугольной формы, при этом длина периметра отверстия равна среднеарифметическому значению периметров максимального и минимального отверстий ступицы колеса. Окончательное отверстие формуют путем напрессовки заготовки 1 на коническую оправку 2.Процесс калибровки центрального отверстия...