Способ выполнения уплотнительных сферических поясков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
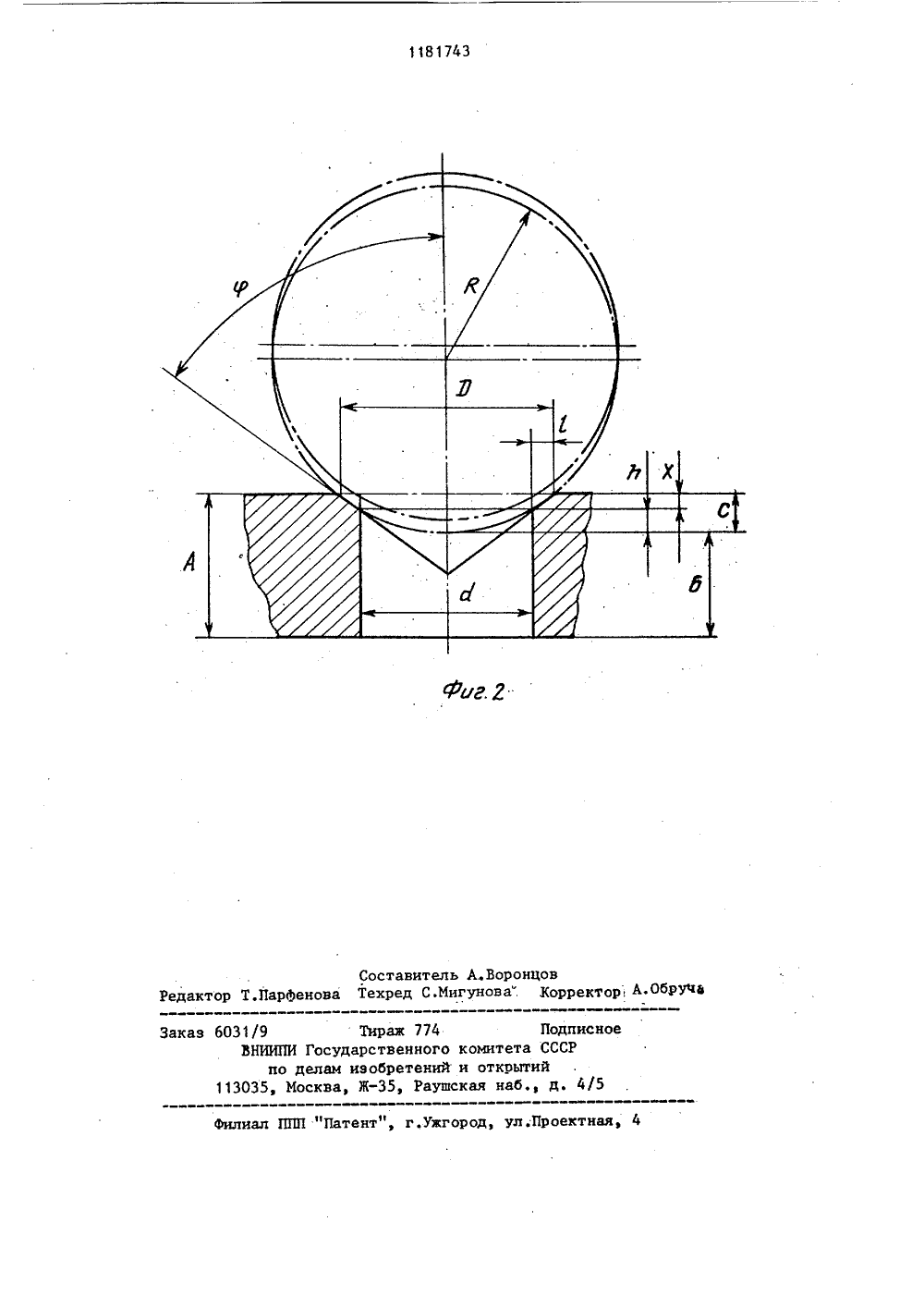
(51) 4 В ерх- етры а мируют кро ностью усе которой оп уса, пара з ависимо ог м деляют пой-с 1Д а. (.5 НИТЕ 00 ГОСУДАРСТНЕККЫЙ КОМИТЕТ СИй И ОТКР(21) 3683393/25-27 (22) 30.12.83 (46) 30.09.85, Бюл. Кд 36 (72) Н.П,Жаров, М.В,Коненков и В.В.Васильев(53) 621.735(088,8) (56) Патент Франции Р 2276889, кл. В 21 д 5/06, 1974. 4)(57) .1. СПОСОБ ВЫПОЛНЕНИЯ УПЛОТЛЪНЫХ СФЕРИЧЕСКИХ ПОЯСКОВ на выходных участках каналов в корпусах гидравлической аппаратуры путем деформирования сферическим инструментом поверхности корпуса со стороны выходного участка канала, о, т - л и ч а ю щ и й с я тем, что, с целью повышения качества пояска путем сокращения объема деформируемого материала корпуса, перед деформированием на указанном участкефорагс р - ; - Д=А-Б-Ь; А хо э-гас(г) -с); ь -(-); где Ч - угол между осью канала и образующей конуса; Д) - наибольший диаметр пояска; К - радкус сферического инструмента;, Й - диаметр проходного отверс. тия канала; А - толщина дна корпуса йЯ Б - размер от базы до нижнегоположения запорного органа.,2. Способ по п 1, о т л и ч а ющ и й с я там, что формовку кромки осуществляют сферическим штатным запорным органом изделия до упора.1.181743 1Изобретение относится к способам .и устройствам для образования уплот"нительного сферического пояска наторце запираемого отверстия в корпусе гидравлической аппаратуры с шариковым запорным органом,Цель изобретения " повышениекачества пояска путем сокращенияобъема деформируемого материала корпуса, ОНа фиг. 1 показана схема деформирования уплотнительйого сферическо"го пояска; на Фиг. 2 -, расчетнаясхема для определения параметров.кромки.."15При вдавливании пуансоном 1сферического инструмента 2, в качестве которого может быть использованштатный запорный орган иэделия, до.упора 3, на выходном участке канала 20корпуса гидравлической аппаратуры 4происходят значительные. деформации,вызванные смещением металла, заклю ченного в кольцевой области с сечением аЬс, что может привести к появлению трещин. Поэтому перед деформированием необходимо срезать большую часть этого объема, что сокращает объем деформируемого.материалаи уменьшает степень его деформации, 30т.е. повышает качество получаемогопояска.Параметры Формируемой в результате срезания кромки, образованной .поверхностью усеченного конуса, опре-З 5деляют по зависимостям1 0"дасс й 8 - , 1= - ; х=А-Б-Ь С.=А-Б;и 21 с(2-с); ьтр-у Дггде М - угол между осью канала иобразующей конуса;Э - наибольший диаметр пояска;К - радиус сферического инструмента;Й " диаметр проходного отверс 45тия канала; А - .толщина дна корпуса;Б - размер от базы до нижнегоположения запорного органа.П р и м е р. Выполняли уплотнительный сферический поясок на корпу" се из стали Х 16 Н 6 Ш 4 МТУ-285-66 со следующими заданными параметрами: с 1=4 мм; А=3,25 мм; Б= 2,55 мм;К-"3,97 мм.Корпус закрепляли в зажимающее устройство токарного станка, сверлили и развертывали отверстие диаметром 4 мм, подрезали обжимаемый торец, выдерживая размер А= 3,25 мм. Затем подрезали острую кромку до получения конической, угол и диаметр которой определяли по приведенным зависимостям,Выполнение кромки с параметрами: с=0,7 мм; Ъ=4,5 мм; 1=0,25 мм;В=0,54 мм; х= О, 16 мм, У=5620, осуществляли не снимая деталь со станка после подрезки торца. Далее деталь помещали на специальное устройство, базируя ее на проходное отверстие и базовый торец посредством упора, настроенного на заданный размер Б, на кромку 55 помещали запорный орган изделия и пуансоном осуществляли деформирование. Использование изобретения позволяет получить уплотнительный сферический поясок в корпусе гидравлической аппаратуры качественным по чистоте и точности сферы за счет уменьшения до минимума материала, подлежащего деформации до выполнения фаски. В случае невыполнения Фаски сдвинутый металл, непрочно закрепленный в зоне уплотнительного пояска, может быть оторван потоком жидкости и перемещен под клапан и явиться причиной нарушения герметичности аппаратуры.1181743Составитель А.Воронцов Редактор Т,ПарФенова Техред С.Мигунова. Корректор, А ОбРуффй Заказ 6031/9 Тираж 774 Подписное ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий 113035, Москва, И, Раушская наб д. 4/5 Филиал ППП "Патент", г,ужгород, ул,Проектная, 4
СмотретьЗаявка
3683393, 30.12.1983
ЖАРОВ НИКОЛАЙ ПЕТРОВИЧ, КОНЕНКОВ МИХАИЛ ВАСИЛЬЕВИЧ, ВАСИЛЬЕВ ВИКТОР ВИКТОРОВИЧ
МПК / Метки
МПК: B21D 19/00
Метки: выполнения, поясков, сферических, уплотнительных
Опубликовано: 30.09.1985
Код ссылки
<a href="https://patents.su/3-1181743-sposob-vypolneniya-uplotnitelnykh-sfericheskikh-poyaskov.html" target="_blank" rel="follow" title="База патентов СССР">Способ выполнения уплотнительных сферических поясков</a>
Корпус радиоэлектронной аппаратуры для размещения и фиксации печатных плат

Номер патента: 1499537
Опубликовано: 07.08.1989
Автор: Горбань
МПК: H05K 7/14
Метки: аппаратуры, корпус, печатных, плат, радиоэлектронной, размещения, фиксации
...поперечные направлякщие (выступы 5) корпуса через пазы 8, послечего в этих пазах закрепляются неподвижные направляющие 2. Между планками 6 подвижного прижима и неподвижной направляющей 2 обеспечивается 4необходимый зазор. На внутренней поверхности корпуса 1 винтами 20 закреплена розетка 21 разъема. Закрепляемые печатные платы 22 собраны в ячейку. Ячейка содержит две печатные платы 22, которые закреплены между собой колонками 23 и винтами 24, связаны друг с другом электрическимонтажным объемным кабелем или гибким печатным кабелем (не показаны).На одной из плат, с одной стороны,винтами 24 к колонкам 23 закрепленапередняя панель 25, а на противоположной стороне этой же платы неподвижно установлена вилка 26 разъема со штырями-ловителями 27,...
Корпус радиоэлектронной аппаратуры

Номер патента: 1541794
Опубликовано: 07.02.1990
Автор: Децюра
Метки: аппаратуры, корпус, радиоэлектронной
...под действием силы Р деформация углового участка в зависимости от койструкции корпусаможет быть либо распределена на участке Д, либо сконцентрирована в местеЕ3.,вПри сборке корпуса буртик 3 крьппки2 охватывает буртик 5 кожуха 1. Этимдостигается точное сопряжение стеноккорпуса. 40Между обнижениями ч и 6 сопрягаемых поверхностей образованы зазоры 7.Наличие зазоров 7 позволяет угловомуучастку корпуса деформироваться под.действием силы Р (фиг.б), При этомдеформация распределяется по всейдлине углового участка.При отсутствии зазора между сопрягаемыми поверхностями под действиемсилы Р возникают в углах трещины иразрывы Е (фиг.7),5 ОБлагодаря наличию зазора 7 (фиг.б)в охватывающей стенке вместо напряжения растяжения возникает...
Корпус радиоэлектронной аппаратуры для размещения и фиксации печатных плат

Номер патента: 1721861
Опубликовано: 23.03.1992
Авторы: Кряж, Нечепуренко, Чивилев
МПК: H05K 7/14
Метки: аппаратуры, корпус, печатных, плат, радиоэлектронной, размещения, фиксации
...дорого,Целью изобретения является повышение надежности функционирования.Указанная цель достигается тем, что в корпусе радиоэлектронной аппаратуры для размещения и фиксации печатных плат, содержащем неподвижные направляющие,закрепленные на стенках корпуса, прижимы, выполненные в виде размещенных между соседними неподвижными направлядругой поверхностях с возможностью перемещения посредством узлов перемещения,каждый из которых выполнен в виде пары винт - гайка и стержня с пояском на одном его конце, жестко соединенным противоположным своим концом с гайкой и раэмещенным между планками соответствующего прижима с возможностью взаимодействия его пояска с упорами планок, каждый прижим снабжен набором упругих цилиндрических шайб, размещенным...
Устройство для экранирования корпуса радиоэлектронной аппаратуры

Номер патента: 780240
Опубликовано: 15.11.1980
Авторы: Дашко, Романенков, Руткевич, Садовский, Чалайдюк
МПК: H05K 9/00
Метки: аппаратуры, корпуса, радиоэлектронной, экранирования
...изогнутой пружины размещен между пластинами токопроводящего элемента с возможностью фиксации относительно одной из них, а другой установлен на двери корпуса.На фиг. 1 показано устройство для экранирования корпуса радиоэлектронной аппаратуры, в общем видеф на фиг.2 показан токопровоцящий элемент, на фиг. 3 показана контактная пружина, на фиг. 4 показано устройство для экранирования корпуса радиоэлектронной780240 Формула изобретения 1 аппаратуры в другом варианте исполнения; на фиг, 5, б то же; в другом варианте исполнения,Устройство для экранирования корпуса радиоэлектронной аппаратуры содержит смонтированные на внутренней стороне двери 1 токопроводящий эле- мент 2, выполненный в виде двух уста новленных между собойс зазором на толщину...
Шарнир преимущественно для установки подъемных крышек корпуса радиоэлектронной аппаратуры

Номер патента: 961170
Опубликовано: 23.09.1982
Автор: Трунков
МПК: H05K 5/02
Метки: аппаратуры, корпуса, крышек, подъемных, преимущественно, радиоэлектронной, установки, шарнир
...равенства5 моментов вращения осуществляется спомощью регулировочного винта 13.Предлагаемый шарнир прост в изготовлении и обеспечивает плавность поворота и надежную фиксацию положе 1 О ния крышки в диапазоне углов поворота 0-90 С к горизонту,Формула изобретения верхность цапфы обоймы с резьбовымотверсти , расположенным по касательной к кольцевому пазу цапфы, регулировочный винт размещен в резьбовом отверстии обоймы с возможностьювзаимодействия с одним из торцовпружины.Причем в цапфе выполнены центральное реэьбовое отверстие и приливыфигурными пазами на одном из ееторцов.Кроме того, обойма снабженажвостовиком.На фиг, 1 изображен шарнир, общийвид в аксонометрии; на фиг. 2 -.тоже в сборе с подъемной крышкой икорпусом радиоаппаратуры,...
Предыдущий патент: Способ изготовления изделий с продольными гофрами
Следующий патент: Устройство для изготовления горловин на трубах
Случайный патент: Устройство для автоматического останова основовязальной машины