Радюкевич
Расплав для нанесения защитного покрытия и способ нанесения защитного покрытия

Номер патента: 1793003
Опубликовано: 07.02.1993
Авторы: Антипин, Бельский, Гиршенгорн, Гузаиров, Додик, Ивашин, Казанбаев, Кукушкин, Пахалуев, Пишванов, Радюкевич, Стариков, Тычинин, Филиппова, Фомин, Черкасский
МПК: C23C 2/06
Метки: защитного, нанесения, покрытия, расплав
...задан в виде формулы, полученной. на основании экспериментальных данных. Влагосодержание представлено в зависимости от температуры расплава и содержания индия в цинкалюминиевом расплаве, т.к, заданные температуры расплава и заданное содержание индия в нем являются необходимым условием для обеспечения качества покрытия.П р и м е р. Способ нанесения защитного покрытия из расплава заявляемого состава осуществляли следующим образом,На ленту из стали 08 кптолщиной 0,5 мм и шириной 35.мм наносили покрытие погружением в расплав на лабораторной установке непрерывного действия с предварительной подготовкой поверхности ленты, которая включает нагрев ленты продуктами сгорания природного газа с воздухом в проходной печи до температуры 620 С....
Устройство для продольного разделения движущегося проката

Номер патента: 1579655
Опубликовано: 23.07.1990
Авторы: Антипанов, Масленников, Морозов, Радюкевич, Ширяев
МПК: B23D 19/04
Метки: движущегося, продольного, проката, разделения
...в рабочем положении; на фиг. 2 - профиль разделяемого проката, полученного многоручьевой прокаткой. Устройство для продольного разделения движущегося проката содержит установленные на верхнем и нижнем валах 1 верхние 2 и нижние 3 дисковые ножи диаметром Р и шириной Ь с режущими кромками 4 и коническими поверхностями 5, а также дополнительные диски 6 диаметром Р, расположенные на противоположных концах верхнего и нижнего валов устройства и имеющие конические поверхности 7. Расстояние между дисковыми ножами 2 и 3 и дисками 6 равно 1, а величина перекрытия ножей равна Ь. Угол гр конуса конических поверхностей 5 и 7 равен 20 25. Высота образующей боковой поверхности 8 цилиндрической формы дисковых ножей 2 и 3 и дисков 6 равна...
Система вытяжных калибров
Номер патента: 1570807
Опубликовано: 15.06.1990
Авторы: Барышников, Дерунов, Радюкевич, Тулупов, Цун, Ширяев
МПК: B21B 1/08
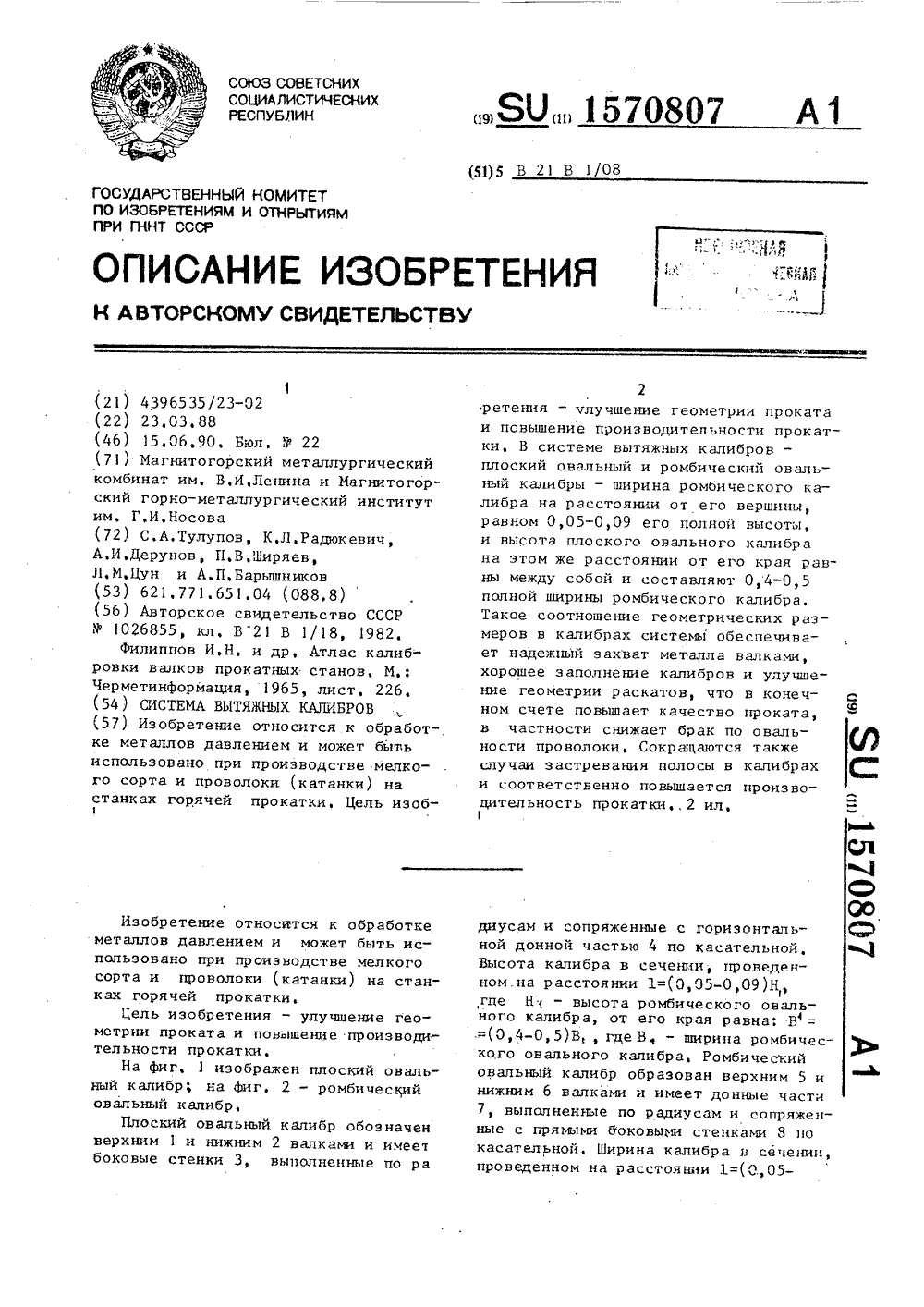
...и определяются велииной 0,4 О, 5 полной ширины р омбичес ко го ов ально го калибр а,Плоский овальный калибр имеет отношение высоты к ширине 0,4 - 0,5, аромбический овальный калибр - отношение ширины к высоте, равное 0,8-0,9,причем его донные части имеют радиусные скруглежя и по касательным сопряжены с боксьыми стенками. Такие соотношения размеров плоского овального иромбического овального калибров обеспечивают надежный захват металла вромбическом калибре и нормальное егоМапоЛ,не ние,Расстояние от вершины ромбическогод)овального калибра до сечения, где егоширина равна 0,4-0,5 ширины калибра,и расстояние от края плоского овальногокапибра до сечения, где его высота равна0,4-0,5 ширины ромбического овального р 5,калибра, должны быть равны...
Способ горячей прокатки мелкосортных профилей

Номер патента: 1412821
Опубликовано: 30.07.1988
Авторы: Антипанов, Дерунов, Масленников, Радюкевич, Тулупов, Ширяев
МПК: B21B 1/06
Метки: горячей, мелкосортных, прокатки, профилей
...валками и горизонтальными (1, после 11 клети - 300 мм;1( =280 мм и 14 = 250 мм).Минимальный выход катанки с овально стью более 0,4 мм (5 - 8,) наблюдался ири следующих величинах абсолютных обжатий вертикальными валками: Д Ь, (после 11 клети) - 9:14 мм или 0,39 - 0,61 от величины обжатия во 11 клети Ь Н =23 мм; д(т,= = 7 - 10 мм или 0,41 - 0,59) ЬН ири Ь Н =17 мм и Ь)т 8 - 12 мм или (0,4 - 0,615) Ь Н при ЬН=19,5 мм.При меньших величинах обжатий ( дза =3 - 8 мм; Д)з=-2 - 6 мм и 6 т=3 - 7 мм выход катанки с повышенной овальностью (из-за увеличенной утяжки раскатов вырос до 13 17 О/О, а при больших обжатиях (Ь Ь=1 о - 18 мм; Дйз=11 - 13 мм и ЬЬ )3 - -15 мм) эта величина составила 15 - 2/о, причем наблюдались случаи застревания рас ката в 1...
Трайбаппарат

Номер патента: 1407605
Опубликовано: 07.07.1988
Авторы: Дерунов, Касьянов, Колосов, Кукушкин, Логинов, Нашиванко, Радюкевич, Цуркан, Ширяев
МПК: B21B 39/00
Метки: трайбаппарат
...его к работе аналогична описанной выше, только нужно зазор гг между приводными роликами 1 установить меньше размера проката 9, а зазор 0 между дополнительными роликами 5 установить больше размера проката 9.При подходе проката 9 к трайбацпарату передний конец его свободно про ходит между прцводцымц роликами 1, тдк кдк зазор 0 больше разчерд проката. При подлоде к дополццтсльцыч роликам 5 прокат захватывается последними, при этом ролики 5 рдздвигдготся. так кдк зазор ст меньцге размера прокат;. цскрец.ивдкщимися ры 1 О 5 20 25 .С 35 40 45 2чагами 6 перемещают приводные ролики 1. При перемещении роликов 1 зазор о между ними уменьшается, они захватывают прокат и вместе с роликами 5 начинают его транс 1 юртировать. Перемещение роликов 5...
Способ повышения стойкости огнеупорной кладки печи

Номер патента: 1328656
Опубликовано: 07.08.1987
Авторы: Агарышев, Бобков, Бондарев, Волков, Егоричев, Марадудин, Молчанов, Радюкевич, Ромазан, Снегирев, Толочко, Шостак
МПК: F27D 21/04
Метки: кладки, огнеупорной, печи, повышения, стойкости
...- с клеммой К В период разогрева печи, т.е. пуска ее в работу после холодного ремонта, от внеш.:- него источника постоянного тока ВСАК на клеммы Д и С подают напряжение величиной 12,0 В противоположной полярности относительно термоЭДС, возникаю - щей за счет разности температур по толщине огнеупорной кладки свода 1. По мере износа слоя огнеупорной кладки, расположенного по ее толщине между токопрово 5 10 15 20 25 30 35 40 45 50 дящими элементами 2 и 3, когда его остаточная толщина составляет 20 - 30 мм до токопроводящих элементов 3, клемму С отсоединяют от источника постоянного тока и подсоединяют к клемме Д, клемму К подсоединяют к клемме источника постоянного тока, где до этого была подсоединена клемма С. При этом точка приложения...
Интенсификатор кипения стали

Номер патента: 1328061
Опубликовано: 07.08.1987
Авторы: Бахчеев, Бураковский, Вяткин, Куликов, Лесин, Приходько, Радюкевич, Сапиро, Сарычев, Сафронов, Селиванов, Тимошенко
МПК: B22D 7/00
Метки: интенсификатор, кипения, стали
...не разрушается в контакте с жидким металлом, равномернорасходуется, способствует получениюкачественной корки слитка и повышению механических свойств стали в результате микролегирования бором,При содержании оксида бора в составе интенсификатора более 187. происходит разрушение покрытия в ходенаполнения изложницы из-за окисления оксидом бора и ослабления связимежду зернами углеродистой основы.Сульфитно-спиртовая барда, входящая в состав предлагаемого интенспфикатора, выполняет роль связующегослитка.При содержании сульфитно-спиртовой барды более 142 интенсификатор частично разрушается газами, которые35 образуются в результате ее возгонки, Это приводит к отрыву покрытия от под дона, вследствие чего не достигается донный барботаж расплава, а...
Термитная масса для факельного торкретирования кладки коксовых печей

Номер патента: 1320198
Опубликовано: 30.06.1987
Авторы: Браун, Винокуров, Гулакова, Девитаев, Есин, Заболотний, Кузнецов, Радюкевич, Шулико, Яковлев
МПК: C04B 35/18, C04B 35/68
Метки: кладки, коксовых, масса, печей, термитная, торкретирования, факельного
...масса для факельного 35 торкретирования кладки коксовых печей, включающая кремнеземсодержащийкомпонент, оксиды железа и порошокалюминия, о т л и ч а ю щ а я с ятем) что, с целью увеличения стойкости покрытия, она в качестве- кремнеземсодержащего компонента содержитдоменный шлак, оксиды железа в виде,железорудного концентрата и дополнительно силикат натрия и карбид 4 скремния при следующем соотношениикомпонентов, мас.Е:Доменный шлак 40-60Железорудныйконцентрат 7-1350 Порошок алюминияСиликат нат 10-6 5-О 15-25 рия,Карбид кремния Изобретение относится к ремонтуогнеупорой футеронки металлурических агрегатон и может быть использовано для горячего ремонта кладки линасовых.коксоных печей,Подавляющее число коксовых печейстроится из...
Способ горячей деформации круглых профилей из углеродистой стали

Номер патента: 1306608
Опубликовано: 30.04.1987
Авторы: Антипанов, Барышев, Бахчеев, Логинов, Масленников, Радюкевич
МПК: B21B 1/16
Метки: горячей, деформации, круглых, профилей, стали, углеродистой
...1. - диаметр прутка, мм.Проводили скручивание вокруг продольной оси круглых прутков из стали различных марок и размеров. При этом прутки скручивали на различные углы при температуре заготовок, соответствующей концу прокатки.Для оценки пластичности полученныхпрутков проводили испытания образцов по 2 О ГОСТ 10702 - 78 на осадку в холодном состоянии до 1/2, 1/3 и 1/4 первоначальной высоты Н образца. Критерием достижения поставленной цели считали способность образцов круглой стали выдерживать осадку без 25появления трещин до 1/4 первоначальной высоты. Результаты представлены в таблице.1306608 Продолжение таблицы длина Тт мм Ошибка, Ь щ ТемператураиспытанЮ,С Результаты испытанияте Значение д т град Содержаниеуглерода,т Марка стали...
Огнеупорная торкретмасса

Номер патента: 1291582
Опубликовано: 23.02.1987
Авторы: Винокуров, Гулакова, Девитаев, Есин, Заболотний, Кузнецов, Очкин, Радюкевич, Яковлев
МПК: C04B 35/14
Метки: огнеупорная, торкретмасса
...бой возврат динасовых изделий после службы в кладке коксовых печей, дробят последовательно на щековой дробилке и в шаровой мельнице до получения фракции 3-0 мм. Полученный порошок смешивают с просеянным на си те гранулированным доменным шлаком с размером 3 мм и пропускают через вибромельницу. Перед загрузкой в дозатор торкретустановки торкретсмесь просеивают на сите 0,2 мм. Химический состав доменного щлакаследующий, мас.7 810 37,27; А 1 О11,0; ГеО 0,26; МяО 7,90; МпО 0,18;8 0,92; СаО остальное. 5Составы торкрет-масс и свойства .покрытии, получаемых на их основе,представлены в таблице.Термостойкость покрытий из предла"гаемой торкрет-массы определяют поколичеству. теплосмен при термоциклировании в диапазоне температур700-1300 С. 15...
Фурменный блок для глубинной продувки расплавленного металла и способ его изготовления

Номер патента: 1285286
Опубликовано: 23.01.1987
Авторы: Агарышев, Бахчеев, Бугаев, Гуров, Колпаков, Кузнецов, Радюкевич, Рутман, Спрыгин, Фарафонов, Хорошавин
МПК: F27B 1/16
Метки: блок, глубинной, металла, продувки, расплавленного, фурменный
...на фиг.2 -разрез А - А на фиг,1.Фурменный блок содержит огнеупорныеизделия 1 с каналами 2, в которых расположены металлические продувочные труб.ки 3 с наружным термокомпенсационнымпокрытием из парафина 4,Пространство между огнеупорными изделиями и продувочными трубками заполненослоем огнеупорного раствора (бетона) 5.Огнеупорные изделия 1 замоноличены огнеупорной футеровкой 6, 20Термокомпенсационный слой, исключаянепосредственный контакт продувочной трубки с огнеупорным бетоном, обеспечивает присвоем размягчении или выгорании в процессе работы печи свободное расширениетрубок в каналах как в осевом, так и врадиальном нанравлениях, что ликвидируеттрещинообразование в бетоне и исключаетразрушение продувочных трубок,Для обеспечения высокой...
Способ раскладки витков катанки на охлаждающем конвейере и устройство для его осуществления

Номер патента: 1266599
Опубликовано: 30.10.1986
Авторы: Борисенко, Горбанев, Литвак, Мещеряков, Посякин, Рабинович, Радюкевич, Тверской, Шарапов
МПК: B21C 47/26
Метки: витков, катанки, конвейере, охлаждающем, раскладки
...механизмом. Узел управления сцеплением выполнен в виде сочлененной с петлеобразующим каналом головки 13 с пальцами 14, шарнирно сочлененных с последними двуплечих рычагов 15 с выступами в виде собаччто узел управления сцеплением выполнен в виде сочлененной с петлеобразующим каналом головки с пальцами, шарнирно сочлененных с последними двуплечих рычагов с выступами в виде собачки на одном из плеч, а также упругих элементов, соединенных каждый с головкой и другим плечом соответствующего двуплечего рычага, а механизм перемещения петлеобразующего канала в направлении движения конвейера выполнен в виде храповика и привода его вращения, при этом собачки смонтированы с возможностью взаимодействия с храповиком. ки 16 на одном из плеч, а также...
Способ раскладки витков катанки на охлаждающем конвейере и устройство для его осуществления

Номер патента: 1266598
Опубликовано: 30.10.1986
Авторы: Борисенко, Горбанев, Литвак, Мещеряков, Посякин, Рабинович, Радюкевич, Тверской, Шарапов
МПК: B21C 47/26
Метки: витков, катанки, конвейере, охлаждающем, раскладки
...качества готового продукта за счет обеспечения равномерности свойств катанки по всей длине проката. На фиг. 1 показано устройство для осуществления предлагаемого способа, общий вид; на фиг. 2 - разрез А - А на фиг. 1; на фиг. 3 - схема размещения витков катанки на охлаждающем конвейере; на фиг. 4 - схема привода поперечного перемещения проводки. Устройство содержит подвижный корпус 1, на котором установлены телескопические направляющие для катанки (не показаны), петлеобразующий канал 2, проводку 3, смонтированную на раме 4, установленную с возможностью перемещения в направляющих планках 5, охлаждающий конвейер 6, привод поперечного перемещения проводки, выполненный в виде тяг 7, смонтированных на валу 8 эксцентриков 9 с пальцами 10....
Вводная коробка

Номер патента: 1261730
Опубликовано: 07.10.1986
Авторы: Литвак, Посякин, Радюкевич, Свирчевский
МПК: B21B 39/16
...выведены на профилированную поверхность пропусков 14 в карманы 25, выполенные на ней в форме 1/4 лемнискаты, плавно наклоненные ветви которых обращены в сторону движения проката, а сами каналы 24 выполнены перпендикулярно к профилированной поверхности или с небольшим уклоном также в сторону движения прокатаНа нерабочей поверхности пропусков 15 выполнен последовательный ряд прямоугольных канавок (камер) 26, связанных каналами 27 с карманами, выполненными на рабочей поверхности пропусков 15 аналогично карманам 25 пропусков 14. Каналы 21 распределительной полости 18 выходят в камеры 26, соединяя их с полостью 18 при установке пропусков 15 в рабочее положение в корпусе 1 проводки.Для закрепления пропусков 15 в корпусе 1 на пропусках 15...
Устройство для контроля перемещения объекта

Номер патента: 1255856
Опубликовано: 07.09.1986
Авторы: Липатов, Радюкевич, Стариков, Хохлов, Шичкин, Шуляев
МПК: G01B 11/00
Метки: объекта, перемещения
...4, на контролируемой поверхности при параллельном ее перемещении или угловом ее развороте соответственно.35На фиг, 1 обозначены:О, О - линейные отрезки величинысмещения контролируемой поверхностиот начального ее положения, по хоцуизлучения первого 1 и второго 4 осве- отителей;угол наклона контролируемойповерхности;Ь - диапазон смещения контролируемой поверхности.45Оба измерительных канала расположены в параллельных плоскостях.Углы падения в обоих каналах и углыприема в них равны между собой.Фотоприемники 3 и 6 электрическисоединены с блоком обработки.Устройство работает следующимобразом.Одновременно на контролируемуюповерхность 7 направляют под одинаковыми углами= 1 излучение от1.осветителей 1 и 4Излучение, отраженное от...
Проволочный стан

Номер патента: 1242266
Опубликовано: 07.07.1986
Авторы: Антипанов, Никифоров, Радюкевич, Стариков, Тулупов
МПК: B21B 1/18
Метки: проволочный, стан
...и усложняется настройка стана, что является обоснованием для нахождения оптимума количества многовалковых клетей в стане.При установке многовалкового блока в конкретном месте стана следует иметь в виду, что калибр трехвалко-: вой клети должен быть выполнен сплощацью его поперечного сечения,равной площади сечения раската, входящего в этот калибр. Тогда при прокатке в трехвалковом калибре утолщепные передние и задние концы раската вытягиваются, получая попереч -ное сечение, одинаковое с сечением средних участков раската, а средние участки его в трехвалковой клети необжимаются. П р и м е р. Промьппленное опробование предлагаемого проволочногостана с многовалковыми клетями производят на стане проволочного штрип-сового цеха,С этой цепью на...
Низколегированная сталь

Номер патента: 1235984
Опубликовано: 07.06.1986
Авторы: Барышев, Бахчеев, Белосевич, Востриков, Гайдук, Глинер, Дробинский, Камаев, Коротких, Рабинович, Радюкевич, Седнев, Сердечный, Ушаков, Файнберг, Фалкон, Фролов, Шакиров, Якубовский
МПК: C22C 38/50
Метки: низколегированная, сталь
...0,01-0,15Марганец 0,35-0,50Хром , 0,03-0,40Никель 0,03-0,40Медь 0,03-0,40Титан 0,01 - 0,20Алюминий 0,01-0,10Кальций 0,001-0,04Азот 0,005-0,020 Магний 0,001-0,025 Железо . ОстальноеВ табл, 1 и 2 представлены химический состав и механические свойства сталей. ТаЬляааГТ с в Предяа ееная0,06 Ого 0,35 0,03 Оэ 03 Ое 03 0,0 Офв Овоо Ороо Ор 005 Осталъвое 2 О,3 0,07 о,аз о,9 0,27 0,2 а о,о 9 О,оь О,ов 0,0 а 0,0 О э о,О . о,5 о,5 о о,ао о,ао о,ао о,2 о о,о о,оа о 025 о,о 2 о Иевеетвея а .О,О 0,35 ,5 0,3 0 3 0,27 О,оов О,оэ 0,07 - 0,02 О,5 О,О 2 О Таблица 2 Пределпрочности 0МПа Сталь Удлинение 37 Скоростьростатрещины,мм за Предел текучести б МПа цикл Предлагаемая 16 х 10 18 х 10 19 х 10 445 36 304 32 325 480. 30 340 Известная 30 х 10 360...
Арматура для бетона

Номер патента: 1213155
Опубликовано: 23.02.1986
Авторы: Грицук, Кизиев, Кузнецов, Логинов, Мирошниченко, Орлов, Полушкин, Радюкевич, Стариков, Шулаев
МПК: E04C 5/03
...охвата поверхности ребер поперечными выступами и увеличения площади среза бетонВ нежцу этими выступами.Ребра 2 выполнены скругленной формы и при расположении с двух . сторон листа 1 могут находиться симметрично или со смещением относитель 155 2но ребер на другой стороне листа. Участки листа между ребрами 2 при симметричном двустороннем их расположении могут быть выполнены переменной толщины с. уменьшением к середине этих участков, что позволяет использовать такой лист в качестве заготовки для получения стержневой арматуры путем продольной резки листа по участкам с минимальной толщиной. На, участках листа между ребрами 2 могут быть образованы поперечные гребневидные выступы 4, которые дополнительно повышают сцепление арматуры с бетоном...
Воздухонагреватель доменной печи

Номер патента: 1211295
Опубликовано: 15.02.1986
Авторы: Агафонова, Андреев, Иванов, Калугин, Коннов, Коноплев, Лежнев, Паршаков, Радюкевич, Узберг, Федулов, Шкляр, Яковлев
МПК: C21B 9/02
Метки: воздухонагреватель, доменной, печи
...7 выполнена в виде конусас вершиной, направленной вверх пооси аппарата, и состоит из сектороводинакового размера, которые опира"ются в верхней части на центральныйфиксатор 11, а в, нижней - на кольцевую опорную балку 12, несущую такжеогнеупорные стенки 2 воздухонагревателя. Верхняя часть насадки 3имеет также форму конуса с вершиной,направленной вверх по оси аппаратаи по периметру воздухонагревателянад насадкой, и в нижней ее частиимеются люки 13 для загрузки и выгрузки насадки 3. Углы наклона поднасадочной решетки конуса верхнейчасти насадки 3 к горизонтальнойплоскостиравны углу естественногооткоса сыпучего материала насадки.Воздухонагреватель работает следующим образом,В период нагрева продукты сгорания через патрубок 5 подвода про...
Способ охлаждения и смазки раската и валков при холодной прокатке листовой стали

Номер патента: 1210935
Опубликовано: 15.02.1986
Авторы: Адамский, Березовский, Добронравов, Есипов, Килиевич, Котельников, Кувшинов, Нетесов, Пивоваров, Радюкевич, Тихоновский, Томас, Фрадкин
МПК: B21B 45/02
Метки: валков, листовой, охлаждения, прокатке, раската, смазки, стали, холодной
...листа и жести.Предлагаемая смазочно-охлаждююп(ая система состоит из пгести подсистем: подачиО)К на валки клетей стана. жести, улавливания 1 з баке-приемнике 2 отработаннои ГС и ОЖ со стана жести, подачи 3 СО)К на валки стана холодной прокатки дополнитель- ным трубопрозодолг 4, улавливания в баке-приемнике 5 Отработанной СОЖ со стана холодной прокатки, подачи 6 и дополнительному трубопроводу 7, дпя очистки в баке- отстойнике 8 СО)К из бака-приемника 5.)3 период ремонта стана холодной покдтки ьептили 9 и 10 здкрьнзают, д вентиль 11 открьпзагют и СОЖ из бд:а-приемника 2 подают по трубопро 130 Ду 12 13 бдк-Отстойгн 1 к 8 пОДсистемы очистки и далее подсистемой подачи 1 на валки стана жести. 10935 2Впериод ремонта стана жести вен=тили 1, 13...
Способ огневой зачистки изложниц для разливки стали

Номер патента: 1207672
Опубликовано: 30.01.1986
Авторы: Грузнов, Лесин, Ногтев, Радюкевич, Селиванов, Тимошин
МПК: B23K 7/06
Метки: зачистки, изложниц, огневой, разливки, стали
...наиболее глубокого его участка,как правило с середины дефектаНа прогретом обезуглероженномучастке металл легко загорается ир аспл авля ет ся, Р ез ак 5 подают внизв сторону нижнего торца 3 изложницы, Мощность факела и скоростьподачи резака 5 устанавливают такими, чтобы одновременно с удалением одной части дефекта 6 расположенной со стороны нижнего торцаизложницы, производить снятиеповерхностного слоя металла (а)на глубину дефекта с образованиемповерхности, параллельной первоначальной поверхности изложницы,На второй стадии зачистку поверхностного слоя металла начинают спериферии дефекта б на такую глубину (6), чтобы при одновременномудалении оставшейся части этогодефекта придать ремонтируемой поверхности окончательную конусность.На этой...
Способ эксплуатации проволочного стана горячей прокатки

Номер патента: 1199326
Опубликовано: 23.12.1985
Авторы: Антипанов, Радюкевич, Свирчевский, Тулупов, Шакиров
МПК: B21B 45/02
Метки: горячей, проволочного, прокатки, стана, эксплуатации
...поверхность проводок частицы кремнистых сталей.При опытной прокатке изменяли соотношение количеств проката из кремнистых (09 Г 2 С) и низкоуглеродистых сталей. Кроме того, было опробовано очищение проводок указанных клетей с помощью заготовки из стали 10 ХСНЛ. Получены следующие результаты.1, После прокатки каждых 150 т проволоки из стали 09 Г 2 С задают заготовку иэ стали 20 кп, варьируя ее количество (50 т, 70 т, 90 т и т.д.) и фиксируя стойкость проводок предчистовых клетей при различных соотношениях количеств проката из стали 09 Г 2 С и 20 кп.40 45 50 55 Таким образом, для полной очист- ки проводок от навара металла необходимо прокатывать указанные стали в соотношении в течение одной компании прокатки в пределах 150:(90- 110)...
Способ обработки проката для чистовой вырубки

Номер патента: 1178781
Опубликовано: 15.09.1985
Авторы: Барышев, Горб, Коваленко, Колов, Краснопольский, Кузнецов, Легейда, Нестеров, Подповетная, Радюкевич, Смирнов, Стариков, Тришевский
МПК: C21D 9/46
Метки: вырубки, проката, чистовой
...ее выше 590 С приводит к увеличению размеров ферритного зерна и уменьшению равномерности распределения цементита в структуре. Снижение температуры смотки (в зависимости от марки стали и толщины полосы) хотя и увеличивает равномерйость распределения цементита, но приводит к резкому возрастанию прочности металла и нагрузок на оборудование (моталки) . Кроме того, снижение температуры смотки приводит к образованию на поверхности полосы слоя отпущенного мартенсита.Соответствующее различие прочностных свойств сохраняется и после отжига, что затрудняет чисто" вую вырубку.П р и м е р. При проверке способа в производственных условиях материалом для исследования послужили стали 20 и 20 ЮА толщиной 6-8 мм.После горячей прокатки полосы...
Вводная коробка

Номер патента: 1163931
Опубликовано: 30.06.1985
Авторы: Литвак, Посякин, Радюкевич, Свирчевский
МПК: B21B 39/16
...6.В центральной части каждого роликодержателя 6 выполнены окна, в которых смонтированы дополнительные роликодержатели 13, выполненные также ввиде двуплечих рычагов с установочны ми винтами 14 на одном конце и с роликами 15 на другом конце, обращенномк выходной части коробки, Внутренний роликодержатель 13 установлен на общей с роликодержателем 6 оси 7, поворотом вокруг которой обеспечена индивидуальная регулировка ролика 15 отно.сительно оси прокатки с помощью винта 14, зафиксированного контргайкой.Над роликами 15 сверху и снизу размещены два распорных устройства, каждое из которых выполнено в виде сквозной оси 16, горизонтально пропущенной через отверстия в боковых роликодержателях 6, и пружины 17, .размещенной на оси 16 между...
Способ доменной плавки

Номер патента: 1154332
Опубликовано: 07.05.1985
Авторы: Артемьев, Васючков, Ватолин, Волков, Дмитриев, Захаров, Кулеша, Лежнев, Радюкевич, Светлов, Федулов, Яковлев
МПК: C21B 5/00
...степеней использования восстановительной способности газов. Величина соотношения определяется в основном содержанием железав проплавляемых материалах. При этомнижний предел 2,8 соответствует шихте ссодержанием железа 58 й, а верхний 3,8 -50 ц/с. При величине отношения расходадутья к расходу природного газа меньшенижнего предела (2,8) возникает дефициттепла в низкотемпературной зоне печи, покрываемый за счет увеличения расходаэлектроэнергии,При величине отношения больше верхнего предела (3,8) возрастают затраты тепла на прямое восстановление окислов железа.На чертеже изображена схема осуществления способа предлагаемой доменнойплавки.Подвод электроэнергии к расплавленному металлу 1 осуществляется от токоподвода 2 через...
Машина для стыковой сварки концов полос оплавлением

Номер патента: 1152746
Опубликовано: 30.04.1985
Авторы: Александров, Бондяев, Ошеверов, Радюкевич, Смирнов, Стариков, Файнберг
МПК: B23K 11/04
Метки: концов, оплавлением, полос, сварки, стыковой
...с размещенными в них зажимными губками: нижними 3 и верхними 4.Нижние эажимные губки 3 снабженыэлектродами 5. Подвод электрическоготока к электродам 5 осуществляетсяот сварочного трансформатора 6 черезгибкие токопроводы 7 и токоподводящие шины 8. Между токоподводящимишинами 8 и электродами 5 размещенытокораспределительные вставки 9из токопроводящего материала (медные, выполненные в виде гребенчатыхпластин 10 (фиг, 2). Гребенчатыепластины 10 снабжены прорезями 11,причем количество прорезей увеличивается от середины к краям пластины,Кроме того токораспределительнаявставка может быть выполнена в видепластины 12 трапециевидной Формы(Фиг. 3). Вставка расположена вдольтокопроводящей шины 8 и одной плоскостью контактирует с шиной, а дру- ф...
Сортовая моталка

Номер патента: 1147469
Опубликовано: 30.03.1985
Авторы: Литвак, Погодин, Посякин, Рабинович, Радюкевич, Тверской
МПК: B21C 47/34
...передачи 15 связаны с комплектом приводных гибочных роликов 16 и 17, Для обеспечения качественного изгиба сматываемого материала число гибочных роликов в комплекте должно быть нечетным. Минимальное .число гибочных роликов три, при этом ведущий гибочный ролик 16 обращен к оси вращения моталки,а два гибочных ролика 17 расположены по другую сторону от сматываемого материала 4. Приводным роликом может быть только один гибочный ролик 16 или все три ролика. Для этого на осях 18 гибочных роликов 16. и 17 установлены шестерни 19, находящиеся в зацеплении. Для сохранения межцентровых расстояний между осью гибочного ролика 16 и каж дой из осей гибочных роликов 17 эти оси связаны шарнирно-рычажными звеньями 20 Концы осей 18 установлены с...
Способ сварки полос

Номер патента: 1144819
Опубликовано: 15.03.1985
Авторы: Александров, Ошеверов, Радюкевич, Смирнов, Стариков, Файнберг
МПК: B23K 11/02, B23K 11/04, C21D 7/04 ...
...структуры, что приводит к образованию. хрупких участков по краям шва, появлению кромочных трещин и разрушениюшва при последующей обработке полос.Цель изобретения - повышение надежности сварного соединения в случае сварки горячекатаных полос из высокоуглеродистых сталей за счет обеспечения равномерного нагрева металла по длине шва.Поставленная цель достигается тем, что согласно способу сварки полос, при котором концы полос сваривают встык, производят термообработку шва путем его нагрева электрическим током и снятие грата, в процессе термообработки плотность электрического тока по длине шва изменяют, причем по краям шва на расстоянии 0,05 -- 0,30 длины шва плотность тока уменьшают 0,60 - 0,95 плотности тока на среднем участке длины...
Устройство для смотки сортового профиля

Номер патента: 1144741
Опубликовано: 15.03.1985
Авторы: Литвак, Погодин, Посякин, Рабинович, Радюкевич, Тверской
МПК: B21C 47/00
Метки: профиля, смотки, сортового
...нижней части корпуса 25 со стороны опорного конуса 14 установлен короткий сливной патрубок 36, направленный на нижнюю часть кожуха 34, выполненную для приема струи воды и гашения ее скорости, в виде кольцевого пояса с полостью 37, имеющего шелевидную кольцевую удл иненную прорезь 38, направленную встречно патрубку 36, и нижнюю кольцевую шель с решеткой 39 для вывода воды из полости 37 и создания круговой душирующей завесы 40. Для снижения. разбрызгивания воды от ударов и отражения струи нижняя стенка 41 кожуха 34, на которой закреплен кольцевой пояс с полостью 37, выполнена с наклоном, В средней части кожуха 34 с наружной (или внутренней) стороны размещен круговой коллектор 42 отсоса паров охладителя из внутренней полости кожуха 34,...
Способ подготовки к работе прокатных валков

Номер патента: 1135508
Опубликовано: 23.01.1985
Авторы: Белевитин, Голубчик, Ефименко, Николаев, Отерин, Панков, Пилюшенко, Полухин, Попов, Радюкевич
МПК: B21B 28/02
Метки: валков, подготовки, прокатных, работе
...предшествующих полос к последующим равным 0,70-0,85. Последовательность отмеченных операций повторяется до достижения суммарного числа циклов нагружения валков 110- 5 1 Оф. Затем валки устанавливают для непосредственной эксплуатации в клети листовых станов.Предложенная последовательность замены полос по ширине позволяет усилить эффект повьзвения износостойкости поверхностного слоя валков в местах их наибольшей выработки и обеспечить последующую равномерность износа по длине бочки при эксплуатации, После достижения не менее 0,51 О+ циклов нагружения валков необходимо производить замену полос одной ширины на полосы другой ширины с соблюдением отношения их ширины 0,70-0,85, причем вращение валков вконтакте с полосой необходимо...