B23Q 15/00 — Автоматическое управление подачей, скоростью резания или положением инструмента и(или) обрабатываемого изделия
Устройство для управления круглошлифовальным станком

Номер патента: 1395457
Опубликовано: 15.05.1988
МПК: B23Q 15/00, B24B 49/00
Метки: круглошлифовальным, станком
...привода с той же скоростью и в той же плосКости, что и обрабатываемая деталь, а суммирующий измеритель разницы диаметров выполнен в виде ролика, Расположенного между деталями испособного вращаться силами трения зт детали на подвижной оси, параллельной валам деталей.На чертеже изображена схема устРойства.Устройство содержит привод станка 2 О ,1, эталонную деталь 2, обрабатываемую деталь 3, ролик 4, регулирующий орган 5, фиксирующий перемещения роЬика и управляющий станком.В процессе обработки и измерения 25 Привод вращает эталонную и обрабатываемую детали с одинаковыми скоростями, например, против часовой стрелки. Ролик, зажатый между вращающимися цеталями, вращается по часовой 3 О стрелке. Если обрабатываемая деталь по иаметру...
Устройство числового программного управления зубообрабатывающим станком

Номер патента: 1395458
Опубликовано: 15.05.1988
МПК: B23Q 15/00
Метки: зубообрабатывающим, программного, станком, числового
...5 делительного поворота отключается с помощью коммутатора 10 от выхода У устройства При обнулении счетчика 8 на его выходе формируется импульс, по которому происходит запись числа зубьев с переключателя 6 по асинхронному входу.Устройство работает следующим образом.В зубообрабатывающем станке для обработки зубчатых колес с круговыми зубьями формируются два движения. Это движение обкатки, при котором формируется профиль зуба, и движение деления, при котором происходит поворот заготовки колеса на один зуб, При движении обкатки с помощью переключателей 2 и 2 задается постоянхное передаточное движение обкатки. При этом устройством обеспечивается движение координат Х и У с проворциональными скоростями, После обработки заданных на...
Резцедержатель

Номер патента: 1397187
Опубликовано: 23.05.1988
Авторы: Алагуров, Сырцов, Хазов
МПК: B23B 29/00, B23Q 15/00
Метки: резцедержатель
...детали.При настройке в продольном направлении выдвижной упор,20 подходит к торцу детали, касается его, после чего движение суппорта продолжается а верхняя часть 11 резцедержателя смещается по направляющим средней части 8, изгибая пластинчатые пружины 12 продольного хода, После прекращения движения суппорта в продольном направлении подается давление масла в полость а гидроцилиндра 13, поршень 14 перемещается вверх, сжимая возвратную пружину 15. Зажимная шайба 18 прижимается к внутренней части паза 7 средней подвижной части 8, и верхняя часть 11 фиксируется относительно средней части 8, чем осуществляется ориентирование вершины резца 24 относительно плавающего торца обрабатываемой детали.Для определения положения вершины резца относительно...
Устройство для зачистки

Номер патента: 1397249
Опубликовано: 23.05.1988
Автор: Мазурик
МПК: B23C 3/12, B23Q 15/00
Метки: зачистки
...работает следующим образом.Изделие 10 (фиг,) по отношению к фрезерной головке 1 устанавливают так, чтобы копирные ролики 4 и 5 располагались по обе стороны от шва, а ось поворота головки 1 - над зоной обработки. Включают вращение шпинделя 2 и узел 6коммутации, который при отсутствии контак та копирных роликов 4 и 5 с изделием 10включает привод 7 поперечной подачи на подвод. Происходит врезание инструмента 3 в усиление шва изделия 10, При этом необходимое усилие прижима инструмента 3 к обрабатываемой поверхности обеспечивается редуктором привода вращения шпинделя 2 угловой фрезерной головки 1. В процессе врезания первым в контакт с пришовной зоной изделия 10 входит нижний ролик 5, Через установочное приспособление 9,...
Способ управления процессом механической обработки

Номер патента: 1399071
Опубликовано: 30.05.1988
Авторы: Бочков, Гришкевич, Жаровский, Кладов, Колесников, Назаренко, Яковлев
МПК: B23Q 15/00
Метки: механической, процессом
...осуществления возвратно-поступательного движения измерительного устройства с 30 наконечником; 00, - совмещенные оси технологической и измерительной баз.Обрабатываемая деталь 1 устанавливается на рабочем шпинделе (не показан), Резцедержатель 2 устанавливает ся в исходное положение вдоль оси вращения детали 1. Там же устанавливается измерительное устройство 3 с наконечником. Оси вращения резцедержателя 2 и измерительного устройства 40 3 совмещены по осевой линии 00, . Резцедержатель 2 и измерительное устройство 3 установлены с воэможностью осуществления круговых подач вокруг оси 00, в одной плоскости.45На фиг.2 даны следующие обозначения:Б - круговые подачи инструментаи измерителя;АВ - положение режущей кромки в50начале оборота...
Устройство автоматического регулирования процесса обработки на металлорежущих станках

Номер патента: 1399072
Опубликовано: 30.05.1988
Авторы: Бузик, Заковоротный, Клочко, Костра, Остафьев
МПК: B23Q 15/00
Метки: металлорежущих, процесса, станках
...инструмента 3 устанавливаютв суппорте 2 системы СПИД. Сигналвиброакустической эмиссии усиливаютпо мощности усилителем 4 и подают наблок 5 параллельных полосовых Фильт 45ров, настроенных нг широкую полосупропускания частотных составляющихсигнала вибраций инструмента 3, Переключатель 6 кацапов позволяет анализировать все составляюшие регистрируемого сигнала поочередно с быстродействием 1 мс. Таким образом, сигнал с каждого фильтра через переклю,чатель 6 поступает на индикатор 7величины прцпуска, шкала которого прокалибрована в единицах толщины срезаемого слоя в зависимости от регулируемой частоты состанпяюшей сигнала вцброакустцческоц эмиссии ицструмента 3 в процессе механообработки. Следовательно, индикатор 7 дает возможность...
Способ определения оптимальных скоростей резания

Номер патента: 1399073
Опубликовано: 30.05.1988
МПК: B23B 25/06, B23Q 15/00
Метки: оптимальных, резания, скоростей
...45Исходя иэ условий обеспечения максимально возможной производительности, технических возможностей станкаи толщины обрабатываемых листов (1525 мм) назначена подача 5=675 мм/мини режимы плазменной резки 1=250 А,0=180 В,Для выбранных режимов обработки спомощью пирометра (либо другим способом) измеряется температура в различных точках поверхности. Это позволяет расположить фреэу от плазмотронана таком расстоянии, чтобы обеспечитьтемпературу нагрева среэаемого слоя в момент удаления, равную температуре начала мартенситного превращения.Для обеспечения качественной обработки для данных режимов обработки определяют размеры эоны с измененной структурой (зона термовлиянияЗТВ). ЗТВ определяется экспериментально (выполняется плазменная резка...
Способ контроля цилиндрических деталей в процессе обработки

Номер патента: 1399096
Опубликовано: 30.05.1988
Авторы: Носов, Остафьев, Смирнов, Тымчик
МПК: B23Q 15/00, B24B 49/00
Метки: процессе, цилиндрических
...6 рассеянный поверхцостью де-ли 1 и отраженный от светоделителього кубика 4 световой поток, В пронегсе обработки (при вращении дета"н 1 в плоскости входного окна фото приемника 6) происходит перемещение спеклов интерферецциоццой картины отраженного светоделительным кубиком 4 рассеянного поверхностьо обрабатываемой детали 1 светового потока, При 45 этом изменяется освещенное.ть входного окна фотоприемника 6, с помощью которого преобразуют изменение освещенности во временной электрически видеосигнал (фиг,). Видеосигнал фотоприемника 6 преобрязуетгя аналого-цифровым преобразователем (АЦП) 7 в цифровой код и н виде массива чисел через угтройгтво 8 прямого догтупя в память П,ЦП), поступает в оперативное зян миянпее устройство (ОЗУ) 9...
Способ измерения линейных размеров детали на токарном станке и устройство для его осуществления

Номер патента: 1400788
Опубликовано: 07.06.1988
Авторы: Иванов, Колтунов, Спиренков
МПК: B23B 25/06, B23Q 15/00
Метки: детали, линейных, размеров, станке, токарном
...лучу 1,эУстройство настраивается по обра цовой поверхности путем фиксации положения отраженного луча 2 на волоконно-оптическом преобразователе в момент нормального расположения к образцовой поверхности 3 луча 1.Измерение детали 5 производят пр поперечной подаче суппорта 11 с При этом отраженный от контролируемой поверхности детали 5 луч 2 попа дает на приемную плоскость 4 волоко но-оптического преобразователя 9.Пр поперечной подаче суппорта 11 точкападения направленного луча 2 Ге 1(:сещается по поверхности детали 5, а от раженный от детали 5 луч 1 закцмае Г различные угловые положения. 1 Момен т.) нормального рясположеция Отраженого лучак контролируемой поверхо .тц детали 5 он проходит через полупрозрачное зеркало 7 и...
Способ определения жесткости металлорежущих станков

Номер патента: 1400857
Опубликовано: 07.06.1988
Авторы: Беляй, Жигалов, Чистосердов
МПК: B23Q 15/00
Метки: жесткости, металлорежущих, станков
...что изменение глубины резания 1 при обработке режущим элементом 3 до и после вступления в работу деформирующего элемента 4 мало, а все другие параметры, входящие в эмпирическую формулу силы Р , одинаковы, то величиной Рф Рр можно пренебречь,Тогда формула для определения жесткости имеет вид В дальнейшем процесс совмещенной обработки резанием и поверхностным пластическим деформированием необходимо производить на длине В, Здесь величина В, зависит от величины осевого размера (ширины) используемого наконечника измерительного прибора, к которой необходимо приоавить 2 - 5 мм для того, чтобы обшая длина была достаточна для осуществления нормального измерения. Чтобы при измерении размеров Д, и Д соблюдались равные ус. ловия измерения,...
Система управления токарным станком

Номер патента: 1404269
Опубликовано: 23.06.1988
Автор: Данилов
МПК: B23Q 15/00
...регулиронки эксцентриситета между центром 19 и осью вращения втулки 18,которая снабжена принодом 20, связанным с блоком 7 и обеспечивающим50синхронное нращение обоймы 3 и втулки 18,При обработке некруглых цилиндрических поверхностей обойма 3 и шпиндель 4 расторможены и получают враше 55ние, В результате шпиндель с заготовкой получают планетарное движение,благодаря которому формируется некруглый профиль. При обработке круглых цилиндрических поверхностей привод 5 отключается, обойма 3 фиксируется относительно корпуса 1 и заготовке сообщаетсявращение вокруг своей оси от привода 6.При обработке эксцентричных цилиндрических понерхностей шпиндель4 фиксируется относительыо обоймы 3,которой сообщается вращение от привода 5 при отключенном...
Устройство управления формообразованием в процессе механической обработки

Номер патента: 1404270
Опубликовано: 23.06.1988
Авторы: Бочков, Головко, Гришкевич, Жаровский, Кладов, Колесников, Яковлев
МПК: B23Q 15/00
Метки: механической, процессе, формообразованием
...ходового винта 1, применяютэлектростатическую ведомую гайку 3,абоковые поверхности витков которойпредставляют собой два изолированных один от другого токопроводящихслоя 9 и 10, образующих два плечаемкостного моста 11. Электростатичес-,)кую ведомую гайку 3 изготовляют сзазором относительно ходового винта 1,В случае нарушения симметрии расположения витков ведомой гайки 3 относительно витков ходового винта 1происходит разбалансировка емкостного моста 11 и появляющийся сигнал подают на усилитель 12 и далее на индуктивную катушку 13, электромагнитное возбуждение в которой приводит к изменению длины штока магнитостриктора 4, восстанавливающего симметрию .В процессе резания, осуществляемого вращением детали ы, и линейной подачи резца...
Устройство для автоматической поднастройки системы спид

Номер патента: 1404271
Опубликовано: 23.06.1988
Авторы: Абдраимов, Афзалов, Усмонов, Ящин
МПК: B23Q 15/00
Метки: автоматической, поднастройки, системы, спид
...б возрастает, Под действием этойрежущего инструмента. силы резец 6, установленный в резцоНа чертеже изображено устройствообщий видвом бло 55ке, поворачивается вместес ним на определенный угол, больший,Устройство для автоматической под- чем при периодическом колебании. Осьнастройки системы СПИД содержит при- переменногого сопротивления 9, связанводной электродвигатель 1, на валу ная с хвостос хвостовиком вала 7, поворачивакоторого установлен эксцентрик 2 ется нае ся на тот же угол.Электродвигатель 1 укреплен на сердеч" При этом значительно изменяетсянике 3 электромагнита 4. Устройство сопротивленл ние цепи: переменное сопросодержит резцовый блок 5 с резцом 69тивление 9 - б- о мотка возбуждения яко.у р " н валу 7, установленном ря...
Устройство активного контроля размеров деталей

Номер патента: 1404305
Опубликовано: 23.06.1988
Автор: Марцинкявичюс
МПК: B23Q 15/00, B24B 49/00
...станка, После установки детали в центрах вперед подаются шлифовальная бабка (не показана) на шлифование и измерительная система устройства, Дпя подачи вперед измерительной системы масло под давлением подается в левую полость гидроцилиндра 40 быстрых хо Б дов, а его правая полость соединяется со сливом, шток поршня 39 идет вперед и посредством рычага 37 толкает вперед втулку 9 с плитой 8 и направляющей 2 до тех пор, пока плита 8 20 не упрется своей плоскостью в непоцвижный корпус - направляющую 1, а винт 41 своим сферическим наконечником - в плоскость кронштейна 29. В таком положении плита 8 остается по стаянно прижатой гидравлической силой гидроцилиндра 40 к корпусу - направляющей 1 за все время обработки детали 35.После подвода...
Способ измерения диаметров деталей вращающимся измерительным роликом

Номер патента: 1404806
Опубликовано: 23.06.1988
МПК: B23Q 15/00, G01B 7/12
Метки: вращающимся, диаметров, измерительным, роликом
...станка, вращаясь, приводит во вращение деталь 2 и после разгона детали 2 включают светолучевой осциллограф 6, на осциллограмме которого начинают фиксироваться импульсы 7 с датчика 3 числа оборотов детали, импульсы 8 с преобразователя 5 угла поворота, кинем атически связанного с измерительным роликом 4, который катится по поверхности детали 2, импульсы от собственного генератора меток 9 времени. После фиксации одного полного оборота детали 2 измерения прекращают и по полученной осциллограмме определяют:Т - время одного полного оборота детали;и - число полных оборотов измерительного ролика за один полный оборот детали;Т - время полного оборота измерительного ролика в момент фиксации начала полного оборота детали;Т - время полного оборота...
Устройство контроля точности вращения полых деталей

Номер патента: 1407762
Опубликовано: 07.07.1988
Автор: Додонов
МПК: B23Q 15/00
Метки: вращения, полых, точности
...расточки 5 детали 6.Такое расположение этих датчиков необходимо для более точного определения углов поворота правого конца детали 6 в плоскостях УО 2 и ХОХ. Датчики 4 могут располагаться также в других, представляющих интерес, сечениях детали 6, например ЕЕ, РР ит.д. Устройство работает следующим образом.При испытаниях точности вращения быстроходных полых деталей, например шпинделей металлорежущих станков, внутрь вращающейся полой детали 6 вставляют оправку 1 с группами датчиков 4 и датчиком 12. Оправку 1 выставляют концентрично вдоль оси полой детали 6 и закрепляют на независимых от станины машины, например станка, опорах 2 (и, или) 3. Далее путем проворота вращающейся полой детали 6 с помощью датчиков 4 проверяют...
Сверлильный станок

Номер патента: 1414564
Опубликовано: 07.08.1988
Авторы: Гущин, Плахов, Черкасов
МПК: B23Q 15/00
Метки: сверлильный, станок
...20 устанавливают на стол 9, а конечный выключатель 16 закрепляется на штативе 2 и Фиксируется винтом 17. При включении источника 13 питания обмотки возбуждения 12 линейного двигателя 11 в зазоре между якор 40 ной обмоткой и обмоткой возбуждения возникает магнитная индукция. На якорной обмотке 14 регулировочным элементом 18 ус,анап.чивается заданная сила тока, Инструмент 7 приводится во вращение от двигателя 4, и включает ся конечный выключатель 16. Цепьпитания якорной обмотки замыкается ивозникает электродинамическая силаР, подающая деталь в зону обработки.При превышении осевого усилия,действующего на сверло, нарушаетсяравенство9 ф ос се фгде Р - усилие якоря;Рос допустимое усилие насверло;Р- вес стола;Р - в ес де тали.Прекращается...
Привод вращения копирного шпинделя станка для обработки кулачковых валов

Номер патента: 1414565
Опубликовано: 07.08.1988
Авторы: Агафонов, Захватов, Ларцев, Рязанов, Худобин
МПК: B23Q 15/00, B23Q 5/08
Метки: валов, вращения, копирного, кулачковых, привод, станка, шпинделя
...шпинделя станка для обработки кулачковых валов,установленный на столе станка и ЬклюИзобретение относится к станкостроению и может быть использовано встанках для обработки кулачковых валов двигателей внутреннего сгорания,деталей, имеющих несколько одинаковыхкулачков, смещенных по углу, и другиханалогичных деталей, обрабатываемыхметодом копирования, а также для обработки некруглых валов, 10Цель изобретения - упрощение конструкции привода вращения заготовки, повышение его надежности, повышение производительности обработки и качества обработанных деталей, имеющих 15несколько одинаковых кулачков, сме-, щенных по углу, и других аналогичных деталей, обрабатываемых методом копирования, а также некруглых валов эа счет оптимизации угловой...
Устройство для автоматической подналадки и контроля износа режущего инструмента

Номер патента: 1414566
Опубликовано: 07.08.1988
Авторы: Зубов, Лузгин, Мокроносов, Обабков, Старкова
МПК: B23Q 15/00
Метки: автоматической, износа, инструмента, подналадки, режущего
...13, а его выход - с вторым входом элемента ИЛИ 18, который первым входом соединен с первым компаратором 16, а выходом - с механизмом замены инструмента и в случае аварийного выхода инструмента из строя дает разрешение на его замену.Устройство работает следующим образом.В начальный момент процесса резания включают устройство, при этом с выхода преобразователя 1 износа инструмента сигнал поступает на первый амплитудный детектор 2, который отслеживает амплитуду входного сигнала, а при поступлении управляющего импульса на первый элемент 9 памяти информация с первого амплитудного детектора 2 записывается в первый эле4566 последующей заменой инструмента после завершения цикла обработки. 51015 314 мент памяти 9, который по окончании...
Способ оптимизации процесса резания
Номер патента: 1414567
Опубликовано: 07.08.1988
МПК: B23Q 15/00
Метки: оптимизации, процесса, резания
...запоминающего устройства 2 предлагается с помощью терминала технолога 3 вид обработки, требуемые показатели обработки детали, заготовки инструмента и станка, на котором.производится обработка, необходимые технико.экономические показатели. В соответствии с программой (стратегией) поиска вектора оптимизирующих переменных определяют по априорным даннымо процессе резания исходные управляющие параметры (скорость резания,подачу, сечение среза), которые через цифроаналоговый преобразователь4 и исполнительные механизмы станка 5 реализуются в системе СПИД 6.В процессе обработки детали покомандам, поступающим из формирователя 7 временных интервалов, например таймера, на вход блока 8 нормализации, в качестве которого используют преобразователь...
Устройство для автоматической настройки глубины резания при обработке проб

Номер патента: 1414568
Опубликовано: 07.08.1988
Авторы: Венедиктов, Носиков, Хессин
МПК: B23Q 15/00
Метки: автоматической, глубины, настройки, обработке, проб, резания
...выбраннаяглубина обработки, Включением привода 8 продольной подачи перемещаютзажатую пробу б, обрабатывая ее боковую поверхность. Не отводя фрезу4, кратковременными включениями обратного хода привода 8 продольной подачи перемещают пробу 6 так, чтобыодна ее узкая сторона не выходила эаокружность резания, а вторая - эаось измерительного щупа 18. Отключают привод 23 отвода щупа. Измерительный щуп 18 под действием пружины 20перемещается до упора базовой точкойА в обработанную поверхность пробы,совмещенную, в данном случае, с плоскостью резания Б,Устанавливают и закрепляют конечный выключатель 22 так, чтобы его взаимодействие с контактной поверхностью 21 щупа 18 формировало управля84дачи 8. Проба 6 обрабатывается с заданной глубиной...
Центроискатель

Номер патента: 1423300
Опубликовано: 15.09.1988
Автор: Кузнецов
МПК: B23B 49/00, B23Q 15/00
Метки: центроискатель
...центроискатель вводят в отверстие последнего до касания 3/4 части усеченного конуса 9 периметра базового отверстия, причем зазор по периметру отверстия выбирается за счет перемещения центроискателя по координатам х и у, а вырез 1/4 части усеченного конуса позволяет контролировать зазор и посадку 3/4 части его по периметру отверстия заготовки, Острозаточенная вершина 1 О центроискателя при любых переточках всегда находится на оси 7 и позволяет проивводить настройку по рискам за счет малых углов при вершине центро- искателя. Настройку нулевой точки . программы по координате г производят путем касания поверхностью 5 центроискателя базовой поверхности заготовки по оси Ж.На фиг.5 и 6 показаны настройка нулевой точки программы (ТКО) по...
Устройство для установки деталей

Номер патента: 1425027
Опубликовано: 23.09.1988
МПК: B23Q 15/00, B23Q 3/00
Метки: установки
...для элементов 3 - 5,На нижней части 17 каждого базирующего элемента 3 - 5 размещены стонорное кольцо 18, упорное каль 1 о 19 и пакет тарельчатых пружин 20. Пакет тарельчатых пружин 20 размещен между упорным кольцом и .фланцем 21 каждого базирующего элемента 3 - 5. Оправка 22 предназначена для перемещения базирующих элементов 3 - 5. Базирующиеэлементы 3 - 5 фиксируются в оправке 22 посредством запирающей оси 23 со скосом С.Устройство работает следующим образом,В исходном положении в шпинделе станка с ЧПУ находится, например,гидрофицированная оправка 22. Кроме того, в исходной позиции находится собранный базирующий элемент, например элемент 3, имеющий пакет тарельчатых пружин 20, упорное кольцо 9 и стопорное кольцо 18. По...
Способ управления точностью перемещения

Номер патента: 1425043
Опубликовано: 23.09.1988
Авторы: Бордачев, Заковоротный, Самосудов
МПК: B23Q 15/00
Метки: перемещения, точностью
...случайнымобразом,Предлагаемый частотный диапазонобусловлен динамически активным частотным диапазоном собственных колебаний упругой системы фрикционногоконтакта.Сужение предлагаемого частотногодиапазона ведет к необходимости весьма точного экспериментального определения собственной частоты колебаний каждого фрнкционного контакта1 в упругой системе того или иногообъекта), а расширение диапазона нецелесообразно вследствие увеличениявремени, требуемого для сканированияв этом частотном диапазоне, и, в конечном счете, снижения эффективностиспособа.Управление точностью перемещениязаключается в следующем.Измеряют собственную частоту фи амплитуду шума Аш динамической системы фрикционцого контакта,В зоне фрикционного контакта между ползуном 2...
Способ получения и исследования корня стружки и устройство для его осуществления

Номер патента: 1430232
Опубликовано: 15.10.1988
Авторы: Антонюк, Беляковский, Евтушенко, Остафьев
МПК: B23Q 15/00, G01N 3/58
Метки: исследования, корня, стружки
...выполнен н виде магнитострикторя 3, установленного ця столе 1, например, сверлильного станка, Выход термопяры 6 нодклочают через усилитель 7 к олновнбрдтору 8, который через усилитель 9 мощцости воздействует на магнитострнк,тор 3. 1 ил. РЕЛЕЛЯЮт КаК В=- - .-Д- ГЛЕ 5 - ПОлак(й 5 д,2 вп(ця зуб инструмента, например развертки.5 После включения шпинлеля станка, в котором закреплен режущий инструмент 10, например развертка с режущими зубьями, имею(цими угол наклона о), осуществляют обработку отверстия, При достижении инстру-.ментом 10 участка, гле расположена термопара 6, происхолит замыкание цепи и сигнал с термопары 6 поступает на усилитель 7. Усиленный сигнал полают на одно вибратор 8,-.который срабатывает по первому фронту волны...
Система управления переключениями в станках с автоматизированным рабочим циклом

Номер патента: 1433764
Опубликовано: 30.10.1988
МПК: B23Q 15/00
Метки: автоматизированным, переключениями, рабочим, станках, циклом
...номер команды, которая выполняется н данный момент Блок индикации выполнен, например, на светодиодах. В пульт предварительного набора программ также входит переключа тель 20 ограничения числа команд (фиг, 1, 4, 5), который соединен с выходами счетного блока 11 (Фиг. 1) и входом установки нуля счетчика 12 этого блока (фиг. 3).Входы усилителей 23 (Фиг. 1) сое" динены проводами с выходами пульта 14 предварительного набора программы, а выходы - с исполнительными органами 25 (электромагнитными муфтамк коробки скоростей, магнитными пускателями включения электродвигателейПеред включением токарного автомата на пульте предварительного наборапрограммы (фиг, 4) переключателями21 устанавливается задание на включе 5ние коробки...
Система компенсации износа элементов металлорежущего станка
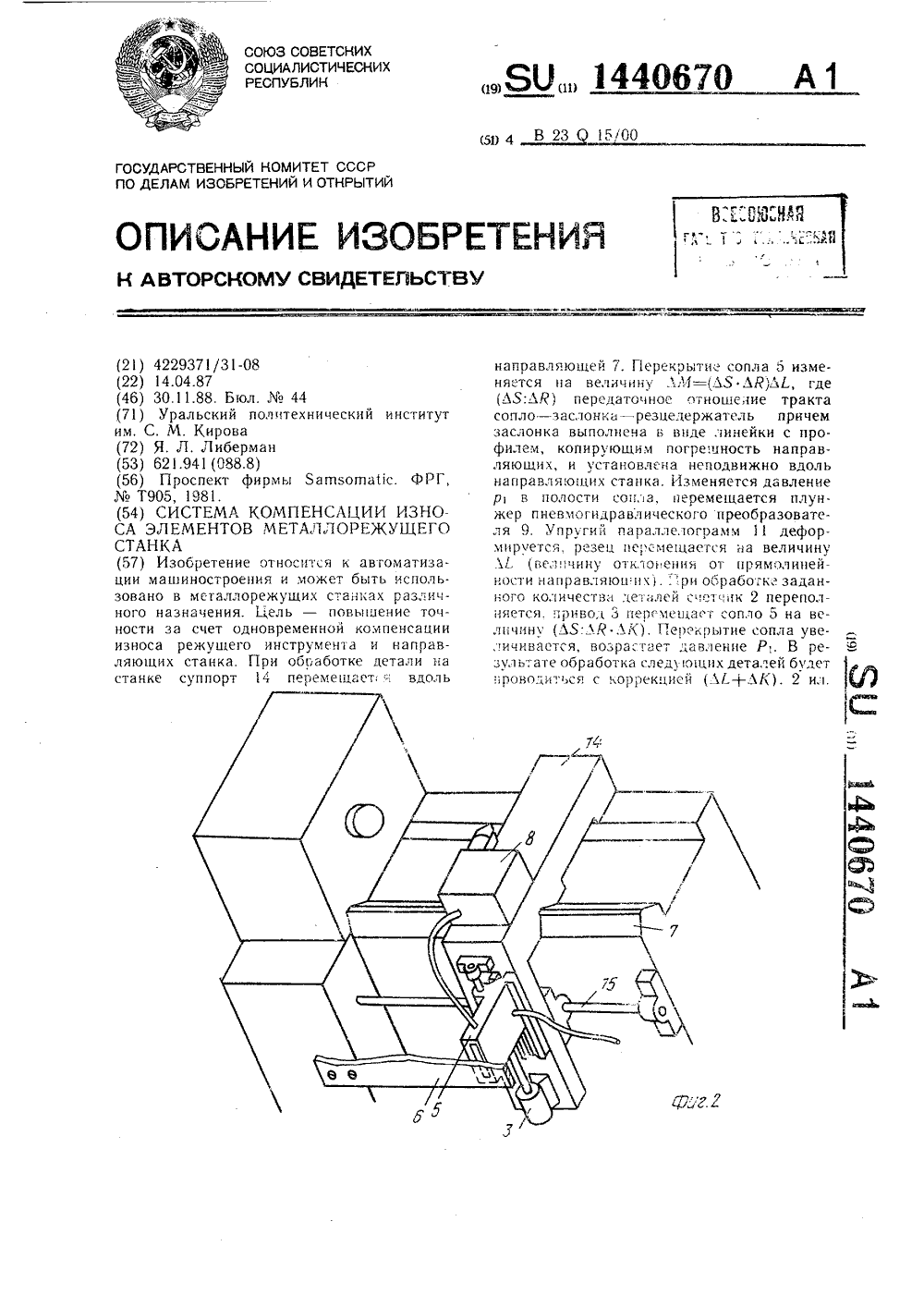
Номер патента: 1440670
Опубликовано: 30.11.1988
Автор: Либерман
МПК: B23Q 15/00
Метки: износа, компенсации, металлорежущего, станка, элементов
...плоскости на всей длине 1, направляющих. Затем вычисляют величину ЛМ= - - Л 1.,лЗ ьК где -- передаточное отношение тракаЗдКта сопло-заслонка - резцедержатель (фиг. 1). После этого изготовляют заслонку 6 шириной М+ЛМ, где М - некоторая постоянная (20 - 30 мм). Далее, зная радиальный износ режущего инструмента Лг, чину передаче винт-гайка 4 принимают равным 1=- -- ЛК, где а - дискретность при 2 л Л 510ьКвода 3. После этого, в процессе настройки системы в счетчик 2 вводят в двоичном коде число А, ограничивая тем самым его емкость, а привод 3 устанавливают в такое положение, когда сопло 5 перекрыто наполовину. В счетчик 16 вводят число 20 25 ЗО 35 40 45 50 5 приходящийся на одну деталь, и допустимую погрешность обработки ЛК, обусловлен-...
Устройство для измерения нагрузок в зубодолбежных станках

Номер патента: 1442369
Опубликовано: 07.12.1988
Авторы: Голембиевская, Голембиевский
МПК: B23Q 15/00
Метки: зубодолбежных, нагрузок, станках
...и непрозрачных полос. Диски 5 и 6 закреплены на приводном валу 9, соединяющем электро. двигатель 10 с гильзой 11 при помощи кулисного механизма 12, а долбяк 13 закреплен с помощью штосселя 14. По разные стороны дисков 5 и 6 установлены источники света 15 и 16 и фоточувствительные элементы 17 и 18, которые соответственно включены в цепи, содержащие усилители 19 и 20, вентили 21 и 22, ключи 23 и 24 и элементы И 25 и 26, вторые входы которых соединены с выходом усилительного блока 3, Выходы элементов И 25 и 26 соединены с осциллографом 4.Маски 7 дисков 5 и 6 повернуты друг относительно друга на 180. Обрабатываемая деталь 27 устанавливается на динамометре 1Устройство работает следующим образом.При работе станка вращается приводнойвал 9 с...
Устройство для измерения размерного износа и положения режущего инструмента в токарных станках

Номер патента: 1442370
Опубликовано: 07.12.1988
Авторы: Мирахмедов, Скачко, Чистов
МПК: B23Q 15/00
Метки: износа, инструмента, положения, размерного, режущего, станках, токарных
...погрешности, При касании 15резцом 24 наконечника 10 увеличивается натяжение струны Зи уменьшается натяжение струны 2,что приводит к изменению отношения частот Г 1/Г пропорционального ему выходного сигнала АЦП 17. Логический блок 18 фиксирует изменение выходного сигнала иподает сигнал на размыкание цепи между интерполятором 21 и исполнительныммеханизмом 22 привода. 25После его остановки изменение выходкого сигналаогде Б - число импульсов в АЦП 17после остановки привода. ЗОВ момент остановки привода на вы-ходе интерполятора 21 фиксируетсячисло, определяющее перемещение Хрезца 24 от исходного положения. Погрешность положения резца 24 определяется из выраженияп=Х-Х, .По значению погрешности дп корректируется начальное положение...
Способ управления обработкой дисковой фрезой паза в детали

Номер патента: 1444130
Опубликовано: 15.12.1988
МПК: B23Q 15/00
Метки: детали, дисковой, обработкой, паза, фрезой
...производится автоматически системой ЧПУ с учетом данного размера.Фактически этим производится смещение нуля управляющей программы с исполнительного органа из точки О наторец В фрезы в точку О, лежащуюна оси.2.Производят рабочий пуск станкапо программе и выход исполнительногооргана станка с фрезой по отношениюк обрабатываемой детали на чертежный размер Р путем перемещения егов осевом направлении (фиг.1, позицияХХ). При этом обрабатывающий торецВ фрезы располагается и положении,соответствующем обработке боковойповерхности кольцевого паза с припуском (при черновой обработке) илив заданный размер (при чистовой обработке).З.Производят перемещение исполнительного органа, с фрезой в радиальномнаправлении по отношению к его осипараллельно...