Способ оптимизации процесса резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
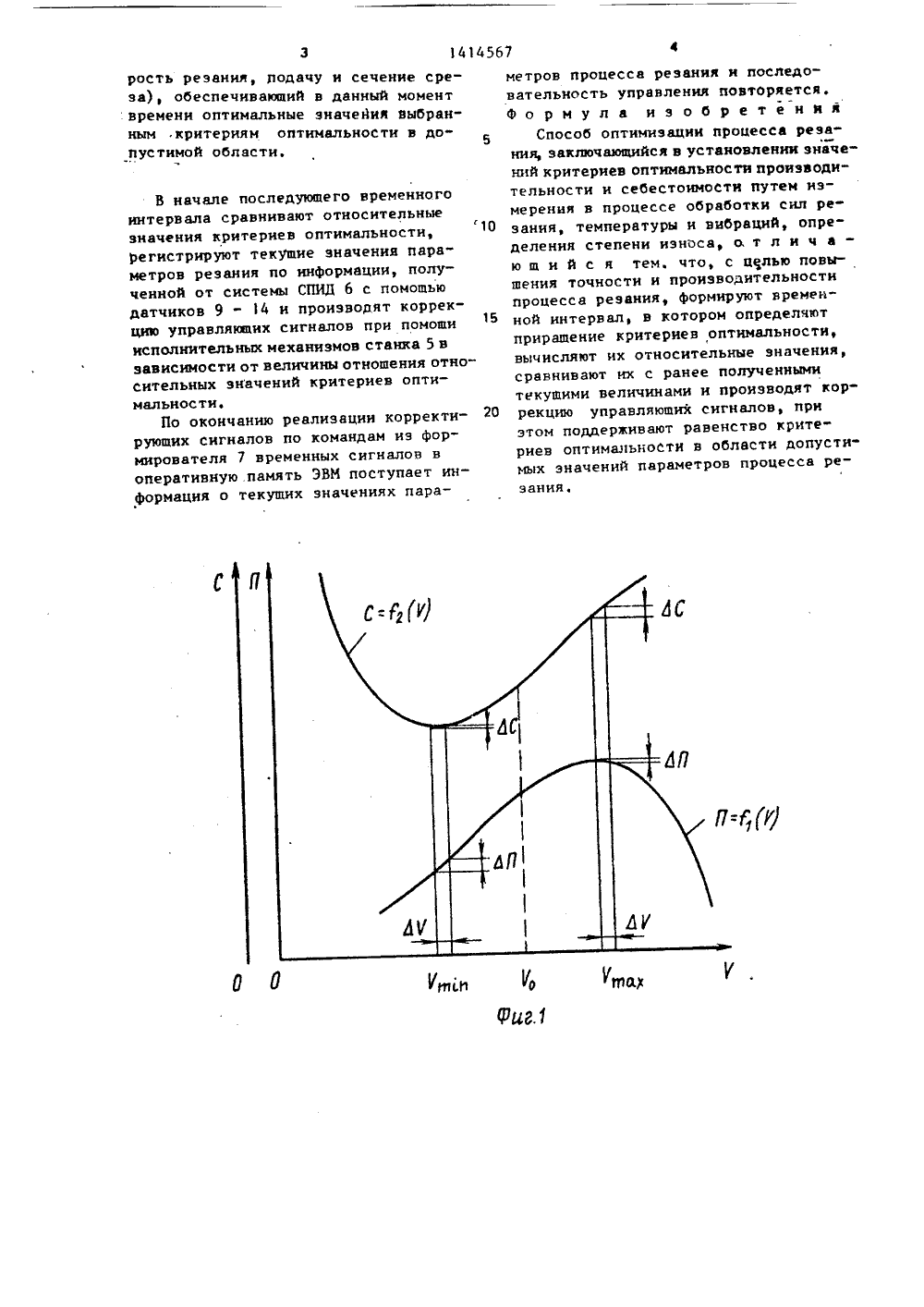
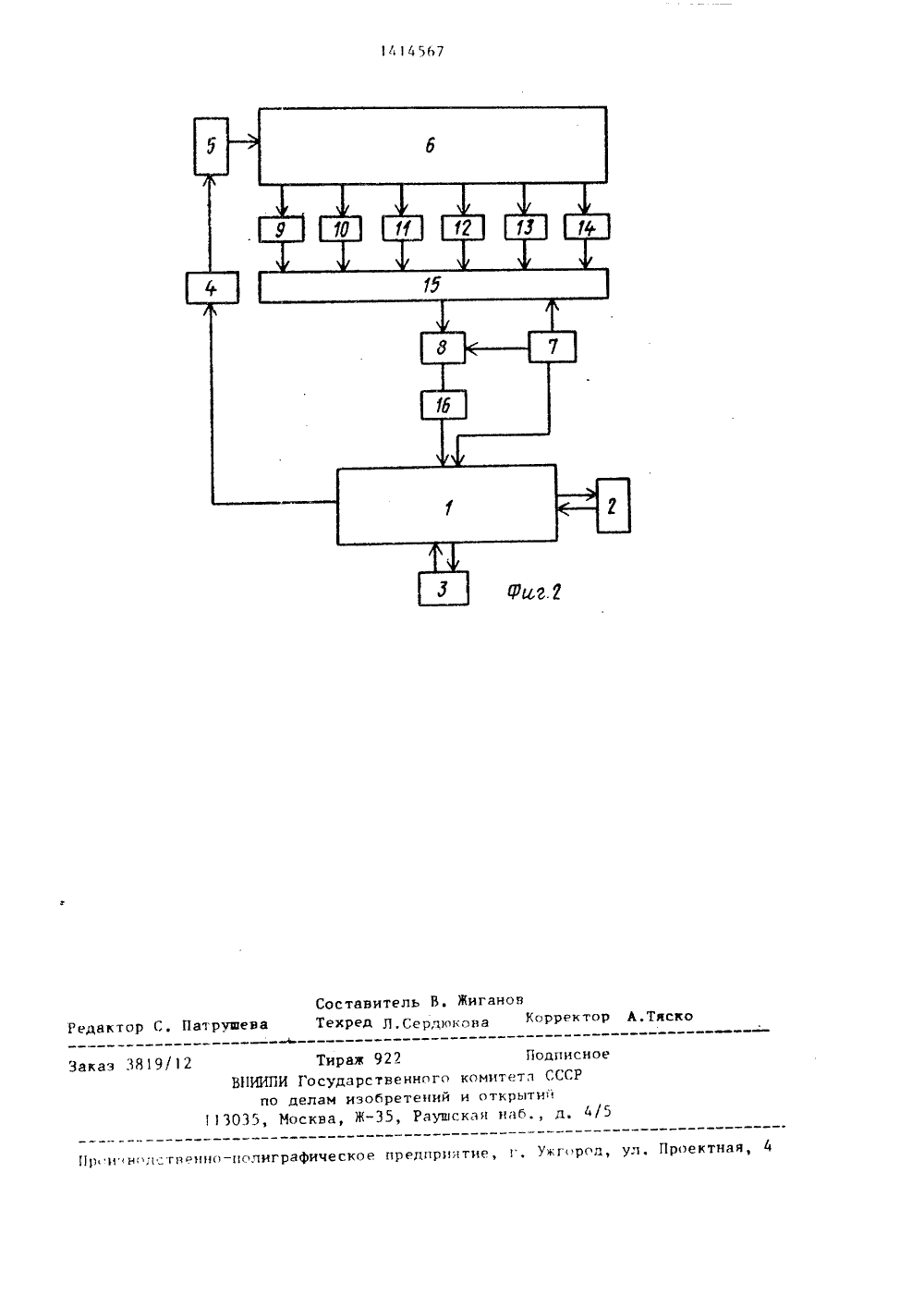
(57) Изобметаллообвыбора опЦелью иэние точнопутем выб бла тноситс ете работки и может с тимальных режимов бретения является жить для еэания. овышеностиаметров и производител а оптимальн ГОСУДАРСТВЕННОЙ КОМИТЕТ СССР О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ(71) Киевский политехнический институт им. 50-летия Великой Октябрьскосоциалистической революции.801414567 А 1 процессов резания. Для этого измеряют в процессе обработки составляющиесилы резания, температуры и вибрации,определяют степень износа инструмента в выбранном временном интервале и устанавливают соответствующиеим значения критериев оптимальности(производительности и себестоимости):При этом определяют приращения критериев оптимальности, устанавливаютих относительные значения в данномвременном интервале, сравнивают этитекущие значения с ранее полученнымивеличинами н производят коррекциюуправляющих сигналов на исполнительные механизмы станка, В процессе оп"тимиэации поддерживают равенство оптимальности в области допустимых значений управляющих переменных. 2 нл.Изобретение относится к металлообработке и может служить для выбораоптимальных режимов резания.Пель изобретения - поньппение точ 5ности и производительности путем выборя оптимальных параметров процессарезания.На фнг.показаны функции производительности и себестоимости (критерия с)птпмальностн процесса обработкин зависимости от скорости резания;на фи . 2 - принципиальная схема,реализующая способ,Анализ функций производительности 15Г,(Ч) и себестоимости С Й (Ч)процесса обработки металлов показыв )с, что одинаковому приращению аргумента ьЧ соответствуют также приращения критериен оптимальности ЬП 20 и С, Относительные значения производительности и себестоимости определяются по формулямОтнг)щение п Вс1 для скоростей лежащих левее Ч , и меньше 1 - правее Ч , Функциональные зависимости П =- Г,(Ч) и С = Г (Ч) - непрерывные, чо.)тому отношение 5, / 8 также непрерывно но всем диапазоне приращения, При этом существует оптимальная ско рость резания Ч , н которой отношение относительных значений Г и й равноСпособ позволяет н каждом временном интервале определить значение 40 очно)пения 3 Ф 8 указывающее на степеньоо гветствия режимов обработки их оптимальным значениям, Так, если это отношение больше 1, необходимо изменить режимь обработки 45 (н яaриме р с ко рос ть ре зания или подачу) н сторону его уменьшения до значения, равного .В то же время, если отношение / 1, меньшенеобходимо осушест нить корректировку управляющих сигналон для приближения его к 1Отсюда оптимяльные режимы обработки соответствуют сочетанию себестоимости и55про);зводн;ельности, при которых1 т Р,/Е, = 1,Ч /) Способ осуществляется следующимобразом,Перед началом обработки детали воперативное запоминающее устройствопроцессора 1 управляющей ЭВМ иэ внешнего запоминающего устройства 2 предлагается с помощью терминала технолога 3 вид обработки, требуемые показатели обработки детали, заготовки инструмента и станка, на котором.производится обработка, необходимые технико.экономические показатели. В соответствии с программой (стратегией) поиска вектора оптимизирующих переменных определяют по априорным даннымо процессе резания исходные управляющие параметры (скорость резания,подачу, сечение среза), которые через цифроаналоговый преобразователь4 и исполнительные механизмы станка 5 реализуются в системе СПИД 6.В процессе обработки детали покомандам, поступающим из формирователя 7 временных интервалов, например таймера, на вход блока 8 нормализации, в качестве которого используют преобразователь сигналов, снимаемых с датчиков, преобразуемых внапряжение, сигналы от датчиковтемпературь 1 9, например искусственной термопары, сил резания 10, представляющих собой измерительные преобразователи 11 усилий вибраций,например акселерометры подачи 12и скорости резания 13, в качестве которых используют тахометры и датчики14 сечения среза, например датчикконтроля получаемого диаметра, через коммутатор 5 и аналого-цифровойпреобразователь 16 поступают в вычислительное устройство,В течение данного временнЬго интервала по текущей информации о процессе резания определяют величинутекущего износа инструмента, а также состояние системы СПИД и уточняют область допустимых значений параметров процесса резания, заданнуюоГраничениями по точности обработки,параметрам качества поверхностногослоя детали, прочности режущейчасти инструмента, устойчивости процесса резания и нозможностям металлорежушего станка и по окончаниювременного интервала определяют всоответствии с предлагаемой стратегией (программой) поиска (фиг. 1)вектор управляющих переменных (ско 1414567рость резания, подачу и сечение среза), обеспечивающий в данный моментвремени оптимальные эначейия выбранным критериям оптимальности в до"пустимой области,В начале последующего временного интервала сравнивают относительные значения критериев оптимальности, регистрируют текущие значения параметров резания по информации, полученной от системы СПИД 6 с помощью датчиков 9 - 14 и производят коррекцию управляющих сигналов при помощи исполнительных механизмов станка 5 в зависимости от величины отношения относительных значений критериев оптимальности.По окончанию реализации корректирующих сигналов по командам иэ формирователя 7 временных сигналов в оперативную .память ЭВИ поступает информация о текущих значениях параметров процесса резания и последовательность управления повторяется, Ф о р м у л а и э обретенияСпособ оптимизации процесса резания, заключающийся в установлении значений критериев оптимальности производительности и себестоимости путем измерения в процессе обработки сил резания, температуры и вибраций, определения степени износа, а т л и ч а - ю ш и й с я тем. что, с целью повышения точности и производительности процесса резания, формируют временной интервал, в котором определяют приращение критериев оптимальности, вычисляют их относительные значения, сравнивают их с ранее полученными текушими величинами и производят коррекцию управляющих сигналов, при этом поддеркивают равенство критериев оптимальности в области допустимых значений параметров процесса резания.Составитель В. ЖигановТехРед Л,Сердккова КоРРектоР А.ТЯско Редактор С, Патруаева Тираж 922 Подписное ВПИИПИ Государственного комитета СССР по делам изобретений и открыти 113035, Москва, Ж-З 5, Раушская наб., д, 4/5
СмотретьЗаявка
4184470, 26.01.1987
КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. 50-ЛЕТИЯ ВЕЛИКОЙ ОКТЯБРЬСКОЙ СОЦИАЛИСТИЧЕСКОЙ РЕВОЛЮЦИИ
АНТОНЮК ВИКТОР СТЕПАНОВИЧ, ВЫСЛОУХ СЕРГЕЙ ПЕТРОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: оптимизации, процесса, резания
Опубликовано: 07.08.1988
Код ссылки
<a href="https://patents.su/4-1414567-sposob-optimizacii-processa-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ оптимизации процесса резания</a>
Способ определения оптимальной скорости резания

Номер патента: 1701422
Опубликовано: 30.12.1991
Авторы: Воеводин, Кузнецов, Курченко, Плющ, Талантов
МПК: B23B 1/00
Метки: оптимальной, резания, скорости
...существует по задней грани,При значениях фаски износа, лежащих от 0,3 Сп до 0,7 Сп, при реализации на за 5 10 30 35 40 сти проводят обработку образца стали От скорости Нэ.з. последовательно увеличивая 45 50 55 дней поверхности зоны относительного эастоя полоса локализации металла, Образуемая в верхней части эоны, вступает во взаимодействие с нижней частью площадки изнОса и формирует гладкую глянцевую поверхность.При более высоких скоростях, когда эона относительного застоя заменяется участком пластического контакта, процесс локализации деформации не успевает завершиться на данном участке фаски (до 0,7 Сл), и поверхность резания имеет мелкие задиры, что значительно увеличивает шероховатость и позволяет поэтому определить существование...
Стробоскопический компенсационный измеритель мгновенных значений токов периодически повторяющихся переходных процессов

Номер патента: 511549
Опубликовано: 25.04.1976
Авторы: Бородатый, Брагин, Орлов
МПК: G01R 19/04
Метки: значений, измеритель, компенсационный, мгновенных, переходных, периодически, повторяющихся, процессов, стробоскопический, токов
...отмпульсов к частотехемы сравнения, пе что оше ного сигнала Изобретение относится к электроизмерительной технике и может быть использовано для повышения точности стробоскопических амперметров,Известен стробоскопический компенсационный измеритель мгновенных значений токов периодически повторяющихся переходных процессов, содержащий задающий генератор, выход которого связан с входом синхронизапии источника исследуемого 10 сигнала и через последовательно включенные схему сдвига стробимпульсов и генеРатор стробимпульсов - с первым входом схемы сравнения на туннельном диоде, вто рым входом соединенной с токовым выходом 15 цифроаналогового преобразователя, кодовый выход которого подключен к блоку индикации, а управляющий вход - к...
Устройство для определения среднего значения и среднего значения модуля случайного процесса

Номер патента: 572809
Опубликовано: 15.09.1977
Автор: Якубов
МПК: G06G 7/52
Метки: значения, модуля, процесса, случайного, среднего
...выходом с одним из входов частотно-вычитающего блока 4 и с входом усреднителя 5 частоты, Клемма 1 соединена также с входом преобразователя 6 напряжение - ча. стота, выход которого подключен к другому входу частотно-вычитающего блока, соединенного выходом с входом усреднителя 7 часто572809 Формула изобретения Составитель В. Жовинский Техред И. Михайлова Корректор О. Тюрина Редактор Т. Юрчикова Подписное Заказ 1936/17 Изд, Мо 712 Тираж 818 НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр,. Сапунова, 2 ты. Усреднители частоты выполнены цифровыми.Работает устройство следующим образом.Аналоговый случайный сигнал с клеммы 1 поступает на фильтр 2...
Устройство для определения номинального значения стандартной скорости движения магнитной ленты в процессе записи

Номер патента: 906398
Опубликовано: 15.02.1982
Авторы: Реджинальд, Эдвин
МПК: G11B 27/10
Метки: движения, записи, значения, ленты, магнитной, номинального, процессе, скорости, стандартной
...через делитель частоты с первым входом элемента с двумя устойчи 5выми состояниями, выход которого подключен к выходной шине. При этомвыход коммутирующего фильтра подсоединен к Формирователю последовательности импульсов, выход которого сое;,динен со входом установки в нулевоесостояние делителя частоты и подключен ко второму входу элемента с двумя устойчивыми состояниями,Кроме того, коммутирующий Фильтрможет быть выполнен в виде многоканального емкостного фильтра и подсоединенного к нему дополнительного делителя частоты. 20На чертеже показано предлагаемое устройство, вариант.Предложенное устройство содержит тахометр 1, кинематически соединенный с магнитной лентой 2 посредством направляющего ролика 3. При этом магнитная лента 2...
Способ определения оптимальной скорости резания

Номер патента: 1094724
Опубликовано: 30.05.1984
Авторы: Дрожин, Крючков, Узунян
МПК: B24B 1/00
Метки: оптимальной, резания, скорости
...максимальное значение модальной высоты зерен является косвен 40ным показателем того, что на кругдействуют минимально стабилизированные силы, условия протекания процесса шлифования являются оптимальными,45а стойкость шлифовального кругамаксимальной,П р и м е р 1. При определенииоптимальной скорости алмазного шлифования кругами на бакелитовой связке безвольфрамового твердого сплава50ТНпри оптимальной поперечной 24подаче 5 мкм/дв.ход проводят серию испытаний при различных скоростях резания. Время каждого испытания выбирают достаточным для стабилизации условий в зоне резания. После каждого испытания производят измерение модальной высоты зерен шлифовального круга, По данным измерений строят график изменения модальной высоты зерен при...