B23B — Токарная обработка; сверление
Способ обработки с дроблением стружки

Номер патента: 1678540
Опубликовано: 23.09.1991
МПК: B23B 1/00
Метки: дроблением, стружки
...с дроблением стружки при обработке детали 1 осуществляетсярезцом 2, которому сообщают движениеподачи Я, Резец 2 имеет возможность возвратно-поворотных движений вокруг оси3, неподвижно закр-пленной в резцедержателе 4, перпендикулярно основнойплоскости, и располокенной в плоскостирезания, На головке резца 2 расположенрежущий элемент 5, Привод возвратно-поворотных движений осуществляют, например, через тягу 6, соединенную шарнирно сдержавкой (корпусом) резца 2.Осуществление способа акгивного измельчения стружки протекает следующимобразом,На вращающуюся (и) деталь 1 подают (Я)резцовое устройство, Резец 2 благодарявозвратно-поворотным движениям удалявприпуск частично, чередуя обработанныйучасток с необработанным. 30 При...
Способ нарезания канавок

Номер патента: 1678541
Опубликовано: 23.09.1991
Авторы: Заскалина, Козлов, Лакирев, Миков, Хилькевич
...нарезании винтовых канавок в отверстии 9 заготовки 10 фиг. 2) обкаточный резец 5 контактирует с поверхностью 11, содержащей нарезанные винтовые канавки втулки 12, взаимодействуя при этом с обкаточным резцом 8, который при сообщении инструменту 3 вращательного движения с частотой вращения и и поступательного с подачей Я начинает нарезать винтовые канавки на поверхности 13 в от- . верстии 9.В образовании винтовой канавки участвуют несколько зубьев обкаточного резца 8. Первый зуб имеет минимальную величину внедрения в нарезаемую поверхность 13 заготовки 10, При вступлении в работу последующих зубьев глубина их внедрения вовпадину зуба увеличивается. При дальнейшем перемещении инструмента 3 на поверхности 13 будут образовываться винтовые...
Многошпиндельный станок

Номер патента: 1678542
Опубликовано: 23.09.1991
Авторы: Вахницкий, Киловатый, Шахрай
МПК: B23B 9/00
Метки: многошпиндельный, станок
...воэможности сохранения постоянства кинематической связи шпиндельного блока с приводом шпинделей в процессе поворота шпиндельного блока.На фиг, 1 - 3 изображены варианты компоновки станка, общий вид; на фиг. 4 - схема привода шпинделей станка при зафиксированном шпиндельном блоке; на фиг, 5 - то же, во время поворота шпиндель- ного блока; на фиг. 6 - развернутая схема привода шпинделей станка; на фиг. 7 - 10 - кинематически изображены варианты конструктивного исполнения привода шпинделей станка при зафиксированном шпиндельном блоке.Многошпиндельный станок содержит поворотный шпиндельный блок 1 со шпинделями 2 - 7, кинематически связанными с центральной шестерней 8, и привод вращения шпинделей, Привод содержит двигатель 9, приводную...
Токарный вертикальный многошпиндельный станок

Номер патента: 1678543
Опубликовано: 23.09.1991
Авторы: Агеев, Азаров, Алафузов, Галкин, Королев, Новиков
МПК: B23B 9/12
Метки: вертикальный, многошпиндельный, станок, токарный
...стола, несущего обрабатываемые изделия относительно неподвижной части, на которой расположены суппорты 3 с режущим инструментом, производящим по заданной программе обработку деталей б на рабочих позициях. Одновременно на загрузочной позиции (их может быть две, расположенные диаметрально противоположно) производится смена обработанной детали на заготовку. В процессе обработки деталей расположенные на рабочих позициях входы 33 и 35 стола 4 соединены с выходами 29 и 31 опорной гильзы 8, в результате чего масло под давлением от источника 11 по подводам 25 и 27 и отводам 37 и 39 подается в штоковые полости 40 гидроцилиндров 7 эа 167854351015 25 30 35 40 45 50 55 жимных устройств, расположенных на рабочих позициях, чем достигается надежный...
Устройство для направления и подачи прутков

Номер патента: 1678544
Опубликовано: 23.09.1991
МПК: B23B 13/00
Метки: направления, подачи, прутков
...устройства, при этом один гидроцилиндр через круглые направляющие 20 осуществляет одновременное перемещение всех ползунов 19 для разжима прутка, 45 50 55 5 1020ЗО40 На той же станине устанавливается механизм подачи прутка и толкэтеля с электрическим приводом (не показаны).В положении на фиг. 1 пруток 24 сцентрирован и зажат в зажимном механизме пальцами 12 посредством пружины 9, которая воздействует на втулку 10 и на пальцы 12, упирающиеся во внутреннюю коническую поверхность 16 втулки 17. В этом положении ползун 19 отведен влевогидроцилиндром, и упорный винт 35 сжимает пружину 28, а рычаги 33 с призмами 34 развернуты до горизонтального положения, при котором пруток не касается поверхностей призм 34.При вращении прутка от...
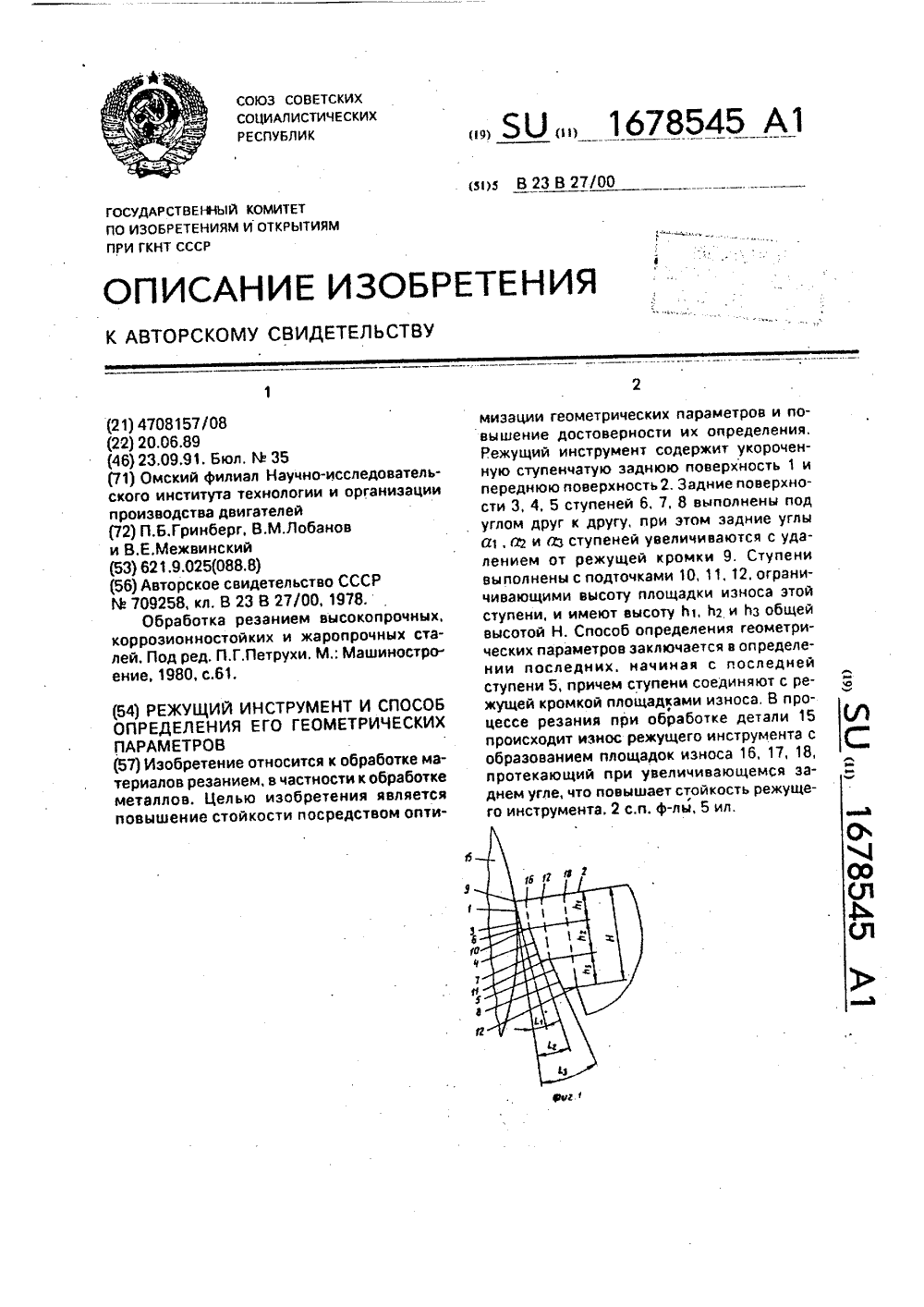
Режущий инструмент и способ определения его геометрических параметров
Номер патента: 1678545
Опубликовано: 23.09.1991
Авторы: Гринберг, Лобанов, Межвинский
МПК: B23B 27/00
Метки: геометрических, инструмент, параметров, режущий
...соединяют с режущей кромкой площадкой 14 износа, а на ступени 8 выполняют задний угол, равным а 3", и глубину подточки, равную Ьз, На следующем этапе таким же образом определяют значения а 1 и Ь 1 для ступени 6, при этом в каждом эксперименте ступень 8 выполняют с а 3" и Ьз, а ступень 7 саД и Ь 2Режущий инструмент работает следующим образом.При обработке детали 15 вначале в работу вступает ступень б с задним углом а 1, наименьшим из выполненных на режущем инструменте, что позволяет в ответствен ный момент приработки резца повыситьпрочность режущей кромки и виброустойчивость. По мере износа ступени б угол а 1 принимает значение О, образуя площадку 16 износа первой ступени, Износ площадки 16 10 продолжается до соединения ее со ступенью 7,...
Режущая пластина для сборного инструмента

Номер патента: 1678546
Опубликовано: 23.09.1991
Авторы: Мальцев, Пикунов, Стасов
МПК: B23B 27/00
Метки: инструмента, пластина, режущая, сборного
...выступами 4 и 5, каждый иэ которых ограничен хордой и стенкой отверстия. Другая ступень выполнена цилиндрической, Между ступенями выполнена переходная фаска. Форма отверстия пластины исключает концентраторы напряжений, что повышает ее прочность и позволяет выполнять пластину из хрупких инструментальных материалов и расширить эа счет этого ее технологические возможности, Закрепление. пластины может производиться как с помощью специального крепежного элемента, взаимодействующего с конической ступенью, так и с помощью винта с конической головкой, взаимодействующего с переходной фаской, 3 ил.(56) Авторское свидетельство СССРВ 526452, кл. В 23 В 27/00, 1974.(54) РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СБОРНОГО ИНСТРУМЕНТА(57) Изобретение относится к...
Регулируемый резцедержатель

Номер патента: 1678547
Опубликовано: 23.09.1991
Автор: Тимофеев
МПК: B23B 29/00
Метки: регулируемый, резцедержатель
...со скосом на выступе 6 вкладыша 5. На торце гайки 2 имеется радиальный паз 14,Резцедержатель работает следующим образом.После установки режущего инструмента 9 в гнездо сферической державки 8 вращением гайки 2 осуществляют предварительный зажим державки 8 между сферическими поверхностями 3 и 7 гайки и вкладыша, Затем, установив инструмент в требуемое осевое положение посредством винта 13 и гайки 2 и в требуемое угловое положение посредством поворота державки с инструментом, осуществляют его окончательное закрепление посредством гайки 2, При этом части державки, образованные прорезями, за счет упругих свойств обжимают хвостовик инструмента и он плотно эакимается в гнезде и резцедержателе. При необходимости резца на угол, близкий или равный...
Патрон для закрепления инструмента

Номер патента: 1678548
Опубликовано: 23.09.1991
Автор: Костомаркин
МПК: B23B 31/02
Метки: закрепления, инструмента, патрон
...пазы,предназначенные, соответственно, для прохода и размещения выступа 7(не показаны). 35На тыльной части корпуса 1 имеется направляющий паз 8 для размещения пружины 9 и защелки 10, которая можетвзаимодействовать с пазом на торце втулки5 для предотвращения ее поворота в положении закрепления инструмента в корпусепатрона, Цилиндрическая гайка 11 и редназначена для опоры пружины 9, прижимающей защелку 10 к торцу втулки 5,45При необходимости использования инструмента с коническим хвостовиком (предусмотренным стандартом) применяют квадратную насадку 12 (фиг. 5) с коническим отверстием 13, в которое вводят хвостовик 50 инструмента, удерживаемого в насадке силой трения. Благодаря насадке 12, размер квадрата которой соответствует размерам...
Цанговое устройство

Номер патента: 1678549
Опубликовано: 23.09.1991
Автор: Фрейман
МПК: B23B 31/20
Метки: цанговое
...элементы, выполненные в виде вставок 3 с конусной внутренней поверхностью и коническими хвостовиками 4, Вставка 3 контактирует внутренней конусной поверхностью с нажимным коническим элементом 5, а коническими хвостовиками 4 - с внутренней конической поверхностью обоймы 6. Конический элемент 5 и коническая поверхность обоймы 6 имеют одинаковый угол конусности и соединены между собой с помощью резьбовой тяги 7, расположенной в резьбовом осевом отверстии обоймы 6, чем обеспечивается их синхронное взаимодействие, Обойма 6 соединена с винтовым штоком 8, который проходит сквозь отверстия корпуса 1, а гайка 9 упирается в торец корпуса 1. Пластинки 10 с насечкой служат для надежного закрепления обрабатываемых деталей,Устройство работает...
Зажимной патрон к станку

Номер патента: 1678550
Опубликовано: 23.09.1991
МПК: B23B 31/30
Метки: зажимной, патрон, станку
...4. На одной стороне диска 7 выполнена торцовая .спираль А, а на другой - кольцевой выступ Б, При этом кольцевой выступ Б взаимодействует с промежуточными кулачками 3, а торцовая спираль А - с зажимными кулачками 4. Тяга 6 установлена с возможностью вращения в полом штоке гидроцилиндра 8, закрепленного неподвижно на заднем кснце шпинделя 1, На тяге 6 установлены сцепные муфты 9 и 10, служащие для включения и выключения механизма 7 регулирования,Зажимной патрон работает следующим образом. Регулирование патрона, От системы управления станка подается команда на разжим патрона, При этом в полость В гидроцилиндра 8 подается давление, и тяга 6 вместе с клином 5 и муфтами 9 и 10 сцепления перемещаются вдоль оси шпинделя 1. Взаимодействуя с...
Способ обработки отверстий

Номер патента: 1678551
Опубликовано: 23.09.1991
МПК: B23B 35/00
Метки: отверстий
...со - время работы первой пластины до40 момента врезания второй;,во - угловая скорость вращения.В свою очередь где 1 - путь резания;Ч - линейная скорость,Эти величины выражаем слразом где пх - число оборотов, ко55 заготовка до момента врезстины;Оо - диаметр обработкЧисло оборотовгде Н - расстояние между пластинами, мм; Я - подача, мм/об. Подставив эти величины в уравнение(12) С учетом выражения (12) общие колебания инструмента описываются уравнением 10+ 81 п иу т + Оу зп ( Й)у 1 + %у , (13) Рассмотрим условия, при которых выражение (13) обращается в нуль, т.е. отсутствуют вибрации инструмента, Очевидно, при наличии первичных колебаний величина А 2 всегда отлична от нуля, Поэтому для выяснения условий виброгашения приравняем к нулю...
Устройство для сборки многослойных панелей

Номер патента: 1679015
Опубликовано: 23.09.1991
Авторы: Деревяшкин, Маркин
МПК: B23B 47/18, E04G 21/18
Метки: многослойных, панелей, сборки
...внутренними плечиками под самонарезной винт 11, причем высота ножки выбирается соответственно толиине соединяемой многослойной панели 3,Седла 23 коромысла Й Выполнены с поднутрением, Обеспечивающим самозаклиниВание кляммеров при заГрузке их Оператором, Коромысло 22 жестко закреплено на штоке 27 внутреннего цилиндра 28, установленного на пружине 29, опирающейся на подшипник 30. Монтаж пружины 29 на подшипнике ЗО снижает нагрузку на витки пружины, предотвращая ее износ и облегчая поворот цилиндра 28. На внутреннем цилиндре 28 закреплен палец 31, который служит для обеспечения поворота внутреннего цилиндра с коромыслом 22 относительно наружного цилиндра 32, в боковой поверхности котОООГО выголнеиа прРфильчая прорезь 33, задающая траекторию...
Способ обработки режущего инструмента

Номер патента: 1680447
Опубликовано: 30.09.1991
Авторы: Ашкинази, Куценок, Липов, Островский, Степанов
МПК: B23B 27/14
Метки: инструмента, режущего
...- упрощение техособ эаключаетть инструмента сят покрытие изльного нитрида ризации и сушатч, 1 табл. нального фторированного нитрида бора, сушку инструмента с покрытием проводили при 180 ы 0 С в течение 2 ч,Стойкостные испытания режущих инструментов проводились на токарном станке 1 К 62 при использовании их на операции продольного точения валов из стали 12 х 18 Н 10 Т НВ 150 - 170 на режимах 1/100 м/мин, Я = 0,11 мм/об, т - 0,3 мм. Износостойкость каждого инструмента фиксировали по достижении ими критерия эатуплений по задней грани йз = 0,4 мм, кроме того, в начальный период работы инструмента фиксировали величину шероховатости обработанной поверхности по параметру йа среднему арифметическому отклонению профиля. Результаты,...
Способ односторонней прорезки кольцевых канавок

Номер патента: 1682040
Опубликовано: 07.10.1991
Авторы: Баклушин, Быховский, Начинкин, Якимов
МПК: B23B 1/00
Метки: канавок, кольцевых, односторонней, прорезки
...меньшем поперечной подачи суппорта,На фиг,1 показана схема установки резцов относительно линии центров токарного станка; на фиг.2 - вид А на фиг,1; на фиг,З- схема установки резцов Относительно линии центров токарного станка; на фиг,4 - вид Б на фиг.З.При симметричной по высоте установке резцов по схеме на фиг,1 и 2 нижний чистовой резец 2 выдвигается главной режущей кромкой вперед на величинуи относительно главной режущей кромки резца 2.В таком состоянии оба резца закрепляются в общей державке, которая, в свою очередь, закрепляется в реэцедержателе токарного станка.При установке резцов по схеме на фиг,3 и 4 резец 1 расположен выше центра заготовки и выдвигается главной режущей кромкой вперед на величину п 1 относительно главной...
Способ обработки тонкостенных деталей

Номер патента: 1682041
Опубликовано: 07.10.1991
Автор: Вивденко
МПК: B23B 1/00
Метки: тонкостенных
...участке в случаеформирования в каждом из участков растягивающих равнодействующих окружных остаточных напряжений, причем в кольцевыхучастках одного диаметра со стороны обеихторцовых поверхностей формируют одинаковые равнодействующие остаточных напряжений а их величины определяют изсоотношенийЯ 1 02--- при формировании сжима 1 оВг 0щих равнодействующих окружных остаточных напряжений;В 1 02--- при формировании растягиВ 2 01вающих равнодействующих окружных остаточных напряжений,где В 1, В 2 - равнодействующие окружных остаточных напряжений внутреннего ивнешнего кольцевых участков соответственно,01, 02 - диаметры внутреннего и внешнего кольцевых участков,Предложенный способ основан на влиянии на величину формируемых в обрабатываемой...
Многошпиндельный токарный автомат

Номер патента: 1682042
Опубликовано: 07.10.1991
Авторы: Ахрамович, Кравец, Кузнецов, Солодкий, Торба, Торопов, Шишкин
МПК: B23B 9/00
Метки: автомат, многошпиндельный, токарный
...установленную на поворотной части 12 продольного суппорта 13, ось 14 и станину 15,Многошпиндельный токарный автомат работает следующим образом,В начале цикла пруток 10 обрабатывается в контршпинделе 8 инструментами револьверной головки 11. Одновременно завершается обработка. отрезанной в предыдущем цикле заготовки в шпинделе 2 инструментами револьверной головки 4 и готовая деталь раскрепляется и удаляется из захвата зажимным приспособлением шпинделя 3 обработанной в предыдущем цикле поверхности прутка, Заготовка закрепляется. шпиндель 3 и контршпиндель 9 начинают синхронно вращаться и произвсдится отрезка заготовки инструментами револьверной головки 5. Контршпиндель 9 отводится в исходное положение и загружа 5 10 15 20 25 ЗО 35 40 45...
Сборный резец

Номер патента: 1682043
Опубликовано: 07.10.1991
МПК: B23B 27/16
...опорная пластина 3 - негативной (беэ задних углов). Таким образом, опорная пластина 3 расположена перпендикулярно как основной 2, так и дополнительной 4 режущим пластинам (как правило ,одного типоразмера), Опорная пластина 3 жестко закреплена в державке 1 посредством винта 5, а механизм одновременного закрепления основной 2 и дополнительной 4 режущих пластин выполнен в виде жесткой планки 6, концы 7 и 8 которой взаимодействуют с коническими отверстиями пластин, а ее центральное резьбовое отверстие - с резьбой зажимного винта 9, ось которого совпадает с осью отверстия в опорной пластине 3, а головка взаимодействует с державкой.Перед зажимом режущие пластины 2 и 4 свободно надеваются своими отверстиями на концы 7 и 8 жесткой планки 6,...
Резцедержатель

Номер патента: 1682044
Опубликовано: 07.10.1991
Авторы: Баканова, Рубцов, Сарыгин
МПК: B23B 29/00
Метки: резцедержатель
...между инструментальным суппортом и инструментальным мага-.зином-накопителем, 40На инструментагьном суппорте 9 могутбыть расположены различные резцедержатели, предназначенные как для токарной,так и для других видов обработки и имеющие соответствуюшие инструментальные 45гнезда с фиксацией их в определенном положении. Все корпуса резцедержателейразличной формы оснащены коническимишайбами 12 для автоматической замены ихвместе с установленными инструментами 5 50или другими 16 или 17.Для замены резцедержателей в инструментальном суппорте 9 имеется захватноеустройство 15 с неггодвижной прямолиней" ной губкой 13 и подвижной изогнутой губкой 14. Причем изогнутая губка 14 может иметь либо выпуклу.о криволинейную поверхность и...
Устройство для крепления инструмента

Номер патента: 1682045
Опубликовано: 07.10.1991
МПК: B23B 31/02
Метки: инструмента, крепления
...- сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1.Устройство содержит втулку 1, в продольных пазах 2 которой размещены по крайней мере три роликазафиксированные во втулке 1 от выпадения с помощью упоров 4, Ролики 3 взаимодействуют с поверхностями гнезда 5 шпинделя 6 и конического хвостовика инструмента 7, при этом поверхность хвостовика образована циклоидальными кривыми 8, Втулка 1 снабжена лапкой 9 и имеет возмсжность поворота относительно лапки 9 за счет того, что лапка снабжена цилиндрической шейкой 10, в кольцевую канавку 11 которой входят штифты 12 втулки 1,Устройство работает следующим образом,На хвостовик инструмента 7 надевают втулку 1 и совместно вводят их в гнездо 5 шпинделя таким образом, чтобы лапка 9 вошла в паз 13...
Устройство для крепления заготовок конических зубчатых колес

Номер патента: 1682046
Опубликовано: 07.10.1991
Авторы: Калашников, Минашин, Насенков, Петров, Рабинович
МПК: B23B 31/22
Метки: заготовок, зубчатых, колес, конических, крепления
...машиностроения.Целью изобретения является повышение точности центрирования.На фиг.1 представлено устройство, осевой разрез; на Фиг.2 - сечение А-А на фиг.1.В корпусе 1 расположена подпружиненная пружиной 2 обойма 3, в которой расположены рабочие элементы 4, при этом обойма 3 установлена с возможностью углового перемещения в пределах паза 5. Неподвижная обойма 6 является частью корпуса, в ней размещены фиксирующие элементы 7, которые смещены в угловом направлении относительно элементов 4. 3 а- готовка 8 поджимается контрподдержкой 9 с плавающим упором 10.Смещение направляющих шаров в угловом положении относительно фиксирующих шаров на число окружных шагов, опоеделяемое по Формуле Р-.- .и округляемое для72 пближайшего целого числа,...
Поводковое устройство

Номер патента: 1682047
Опубликовано: 07.10.1991
МПК: B23B 33/00
Метки: поводковое
...корпуса 1пружиной 11 через винт 12 и охватываемыйв хвостовой части зажимной втулкой 2.Плунжеры 6, размещенные в ступенчатыхотверстиях корпуса 1 оправки и подпружиненные относительно последнего пружиной13, связаны с флажком 14 валиков 5. Крышка15 закреплена на корпусе 1 оправки и ограничивает осевое перемещение обоймы 3.Снаружи корпуса установлены защитныйкожух 16 и гайка 17 для извлечения оправкииз шпинделя станка.Устройство работает следующим образом.Обрабатываемая деталь 18, перемещаемая центром задней бабки, надвигаетсяцентровым отверстием на центр 10 и, сжимая пружину 11, смещает его внутрь оправки. При дальнейшем перемещении деталь 18 своим торцом упирается в кулачки 4, после чего обойма 3 с кулачками 4, сжимаяпружину 8,...
Устройство для сверления отверстий

Номер патента: 1682048
Опубликовано: 07.10.1991
Автор: Николенко
МПК: B23B 39/16
...подачу масло подается в нижнюю часть полости гильзы 19, при этом обе подвижные части под действием давления двигаются вниз. Первая рабочая подача идет до тех пор, пока часть 7 корпуса не встанет на5 10 15 20 25 30 35 40 45 50 55 жесткие упоры 22, после чего под действием возрастающего давления шток-поршень 20, преодолевая усилие пружины 21, начинает двигаться вверх, поднимая верхнюю подвижную часть 6 корпуса с поворотными блоками 8, выводя рабочие шпиндели 10 и 11 из обработанных отверстий и снимая поворотные блоки с фиксаторов (не показано), после чего кулачок 17, воздействуя посредством рычагов 13, поворачивает блоки 8 со шпинделями 10 и 11 на требуемый угол, После чего от одного из конечных выключателей дается команда нэ переброс...
Устройство для дробления стружки при сверлении

Номер патента: 1682049
Опубликовано: 07.10.1991
Авторы: Войлошникова, Гадомич, Красношапка, Ластовецкий
МПК: B23B 41/04
Метки: дробления, сверлении, стружки
...уплотнениями 4 и 5 образуют замкнутую полость, герметизируемую крышкой 21, подача вкоторую СОЖ осуществляется через штуце р 4022. Пробки 23 служат для монтажа роликов14 в процессе сборки устройства,Устройство работает следующим образом,Сверлильную головку (не показана), закрепленную на борштанге 11, устанавливают в предварительно подготовленноеотверстие в детали 3, корпус 1 подводят кторцу обрабатываемой детали и герметизируют внутренним уплотнением 5, 50Во внутреннюю полость корпуса черезштуцер 22 подается СОЖ, которая поступает в зазор между стаканом 2 и втулкой 6, азатем по каналу между стаканом 2 и корпусом борштанги 11 поступает в зону резания. 55После включения привода вращения обрабатываемой детали, совместно с которой вращается...
Спиральное сверло

Номер патента: 1682050
Опубликовано: 07.10.1991
Авторы: Губайдулин, Полтавский, Тараненко, Шарыгалов
МПК: B23B 51/02
Метки: сверло, спиральное
...г выбирается изусловия обеспечения прочности направляющих ленточек и зазора для прохода смазочно-охлаждающей жидкости в зонурезания,На фиг.4 изобракена схема сил, действующих на частицу стружки при ее транспортировке по винтовой канавке сверла.Наибольшее давление стружки на заднююстенку происходит в точке 0 при переходестружки с криволинейной поверхности напрямой участок задней стенки, На частицустружки в этой точке действует сила Р, прижимающая ее к задней стенке, и центробежная сила Я, возникающая при вращениистружки относительно оси отверстия (силойтяжести частицы стружки и ее радиальнойсоставляющей можно пренебречь из-за ихмалой величины). Сила Р направлена понормали к поверхности задней сенки 4 исоставляет с оськ сверла угол у,...
Устройство для совмещенной режуще-деформирующей обработки

Номер патента: 1682147
Опубликовано: 07.10.1991
МПК: B23B 27/24, B24B 39/04
Метки: режуще-деформирующей, совмещенной
...ступе- внутреннюю полость его. В этом случае отни отверстия 19 запрессованы штыри 22 и вероия 5 в сепараторе 3 выполнены на с кольцевыми канавками у вершин для клони-. ми с те:, чтобы придать СОЖ размещения колец пружин 24. Расстояние напраг,ение к р;.;:.:кам 4. На внутренней междусоседними штырями 22 и 23, распо поверхчостисег-;,;ораЗвинтоваяканавка ложенными в лыске и образующей, как и 33 создает так С:.;в сторону роликов 4, длина штырей, выбираются из условия обес- причем СОЖ усиленно перемешивается. печения возможности поворота реэцового Кроме того, на торце сепаратора 3 могут диска 20 на угол до 30 в каждую сторону иэ быть выполнены с:,ираль 34 или лопатки 35 его среднего положения. Жесткость пружин 10 для завихрения и...
Способ обкатки шпиндельного устройства металлорежущего станка

Номер патента: 1682851
Опубликовано: 07.10.1991
Авторы: Похмельных, Прохоров, Серенко
МПК: B23B 25/06, G01M 13/04
Метки: металлорежущего, обкатки, станка, устройства, шпиндельного
...М, представлен на фиг,1 в интервале времени Ьо; тст, где Ь - время начала очередного 1-го цикла обкатки; тст - время выключения вращения шпинделя в 1-м цикле обкатки.Далее производят охлаждение шпиндел ьного устройства до начальной температуры, т.е, температуры, которую имело шпиндельное устройство в момент времени тп, причем охлаждение може производиться естественным или искусственным путем,Как только температура шпиндельного устройства достигнет начального значения, производится второй цикл обкатки с измерением контролируемой величины, причем условия обкатки не должны отличаться от условий предыдущего цикла обкатки, Второй этап обкатки характеризуется интервалов времени Ьлстт На основании сравнения значений контролируемой величины в...
Способ выбора вида механической обработки деталей

Номер патента: 1683867
Опубликовано: 15.10.1991
Автор: Бутенко
МПК: B23B 1/00
Метки: вида, выбора, механической
...материала в соответствии с перечнем возможных видов механической обработки на принятых режимах; определению электро- сопротивления поверхностного слоя обработанных образцов; сравнению полученных значений электросопротивления поверхностного слоя обработанных образцов и выбору вида механической обработки по минимальному значению электросопротивления поверхностного слоя,Механическая обработка образцов при выборе вида обработки производится на металлорежущих станках, а измерение электросопротивления поверхностного слоя после обработки производится при помощи миллиометра, например, Е 6 = 12.В качестве примера производится выбор механической обработки деталей в комплексе всего технологического процесса механической обработки по двум...
Способ обработки деталей и устройство для его осуществления

Номер патента: 1683868
Опубликовано: 15.10.1991
Авторы: Лакирев, Чиненов, Швырков
МПК: B23B 1/00
...конической расточке шпинделя сверлильного станка или в задней бабке токарного станка, подвижного элемента 8, установленного на оси 9 в пазу корпуса с возможностью поворота, С боков подвижный элемент заневолен между двумя осевыми подшипниками 10, один из которых ней поверхности готовой детали на даннойоперации, Резец и ролик щупа жестко закрепляют друг с другом и разносят в радиальном направлении на величину, равную5 толщине стенки детали и толщине копира.Резец закрепляют на станке с помощьюшарнира 5 с воэможностью поворота в плоскости, параллельной основной плоскостирезца, и придают резцу движение подач Я.10 При вращении заготовки, осевом перемещении инструмента и его колебательномдвижении в основной плоскости производятобработку...
Станок для получения плоских ребристых теплообменников

Номер патента: 1683869
Опубликовано: 15.10.1991
Авторы: Белицкая, Дьяков, Кочергин, Плехов
МПК: B21D 53/02, B23B 3/00
Метки: плоских, ребристых, станок, теплообменников
...зубчато-реечный усилитель 32. Гидроцилиндр 31 связан с насосом 26 через распределитель 33 и регулятор 34 скорости, Обрабатываемая заготовка 30 располагается в прямолинейных направляющих 35, снабженных загрузочным буйкером 36 и разгрузочным бункером 37.Станок работает следующим образом.Процесс получения оребрения заключается в подрезании тонких слоев металла и отгиба их при сохранении прочной связи с основной. Обрабатываемая заготовка 30 из бункера 36 попадает на направляющие 35 и затем с помощью толкателя 29 подается в зону резания и далее в разгрузочный бункер 37При осуществлении рабочей подачи толкателя 29 масло от насоса 26 подается в бесштоковую полость гидроцилиндра 31. Иэ штоковой полости масло через распределитель 33,...