Режущий инструмент и способ определения его геометрических параметров
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1678545
Авторы: Гринберг, Лобанов, Межвинский
Текст
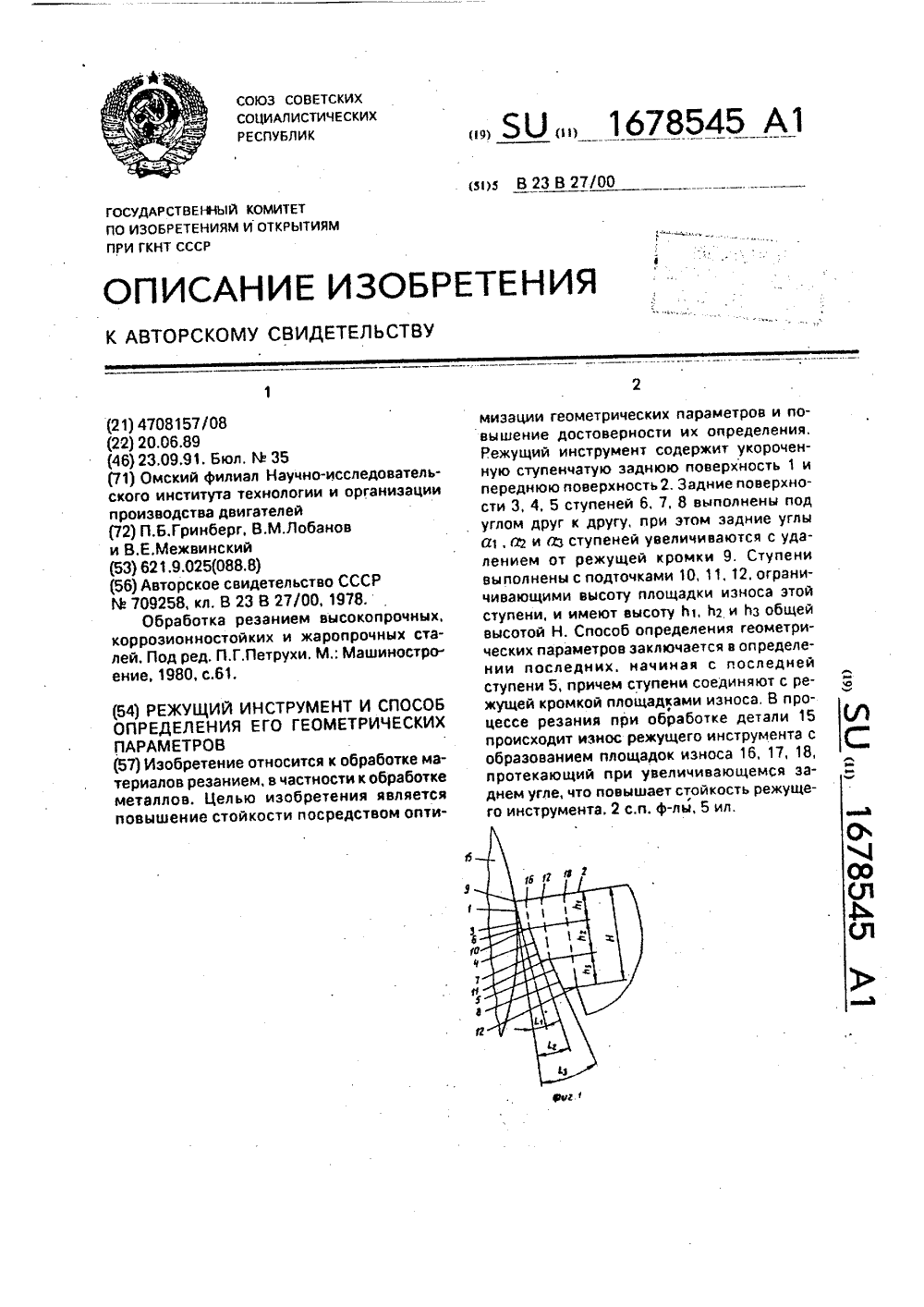
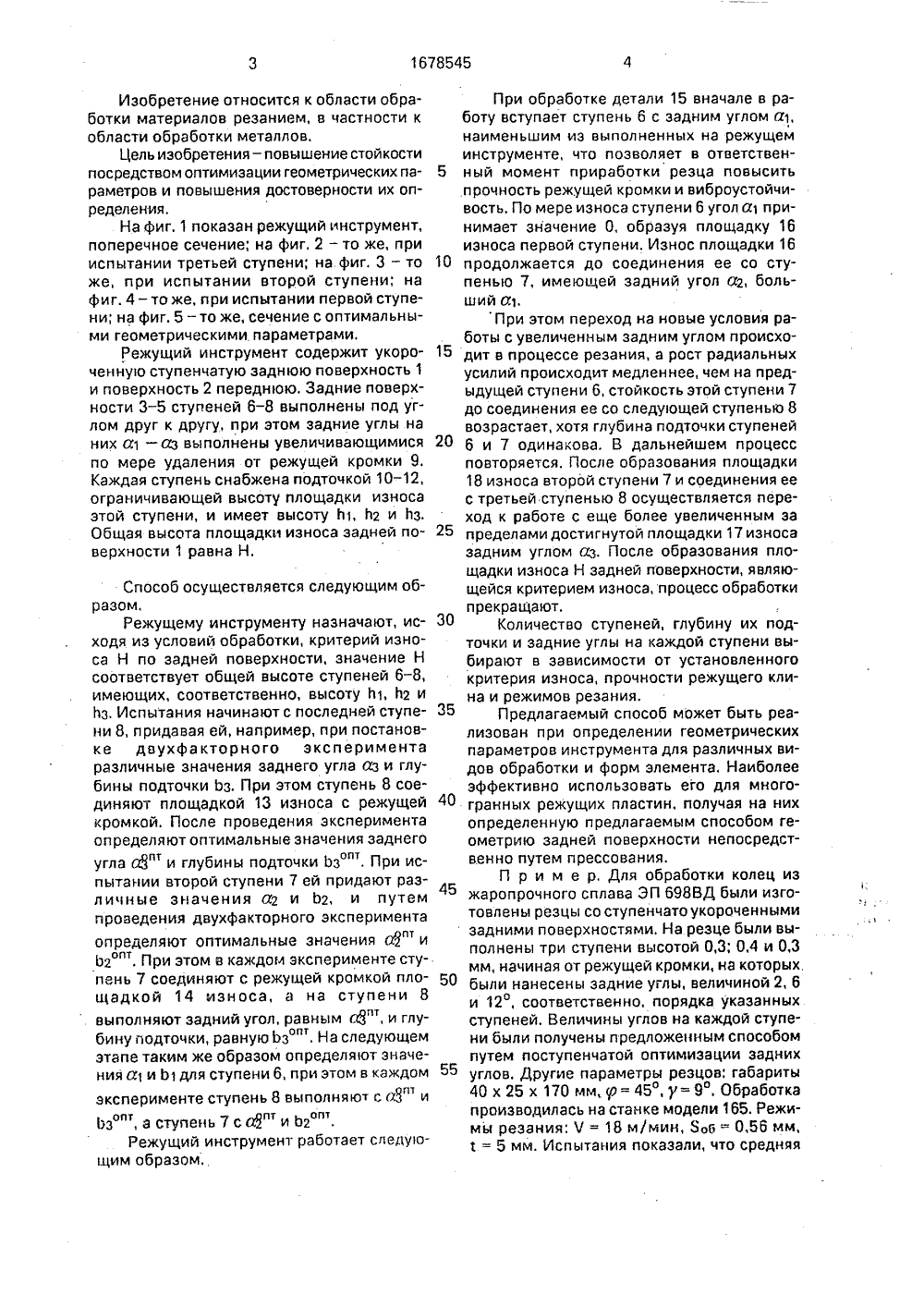
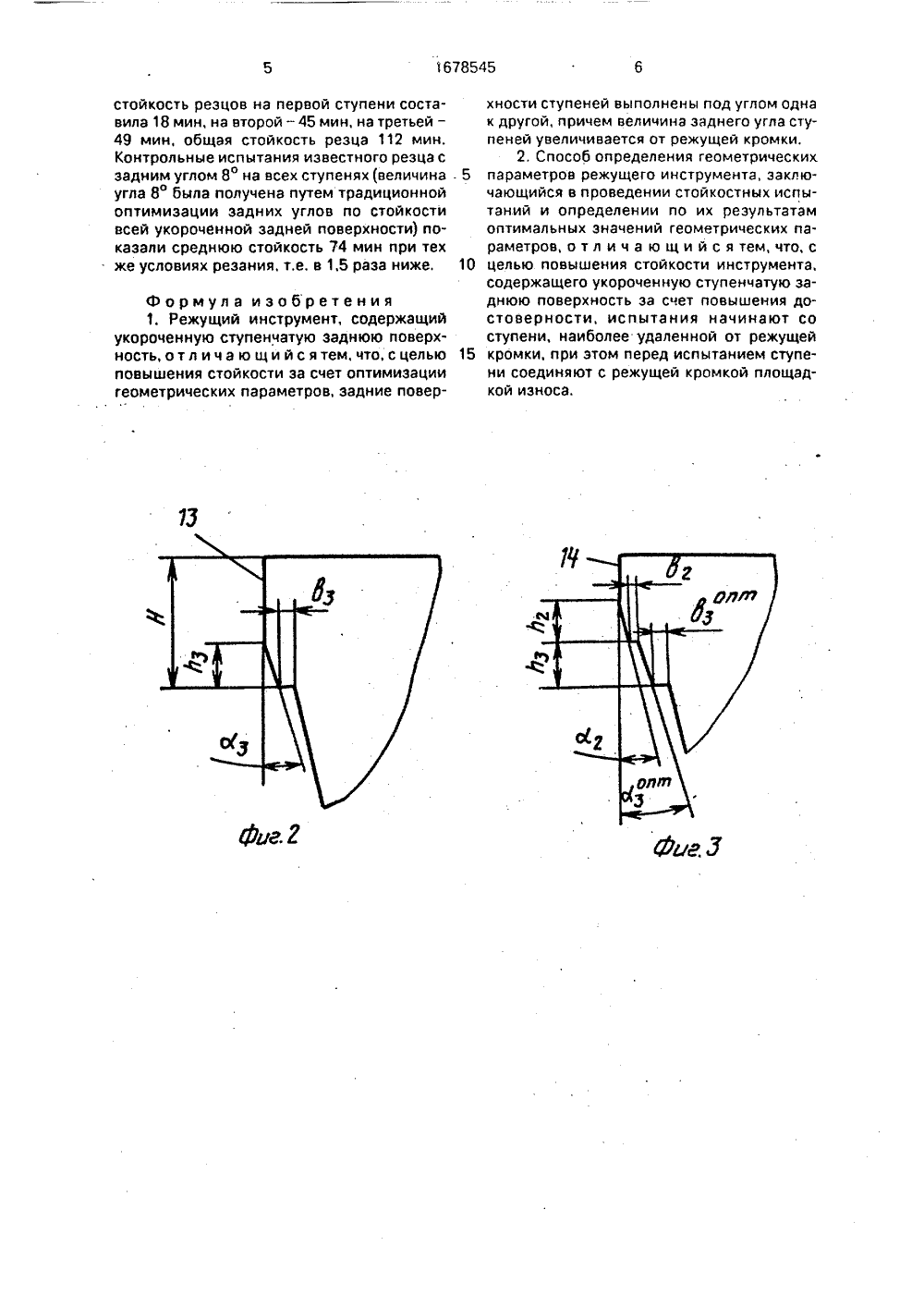
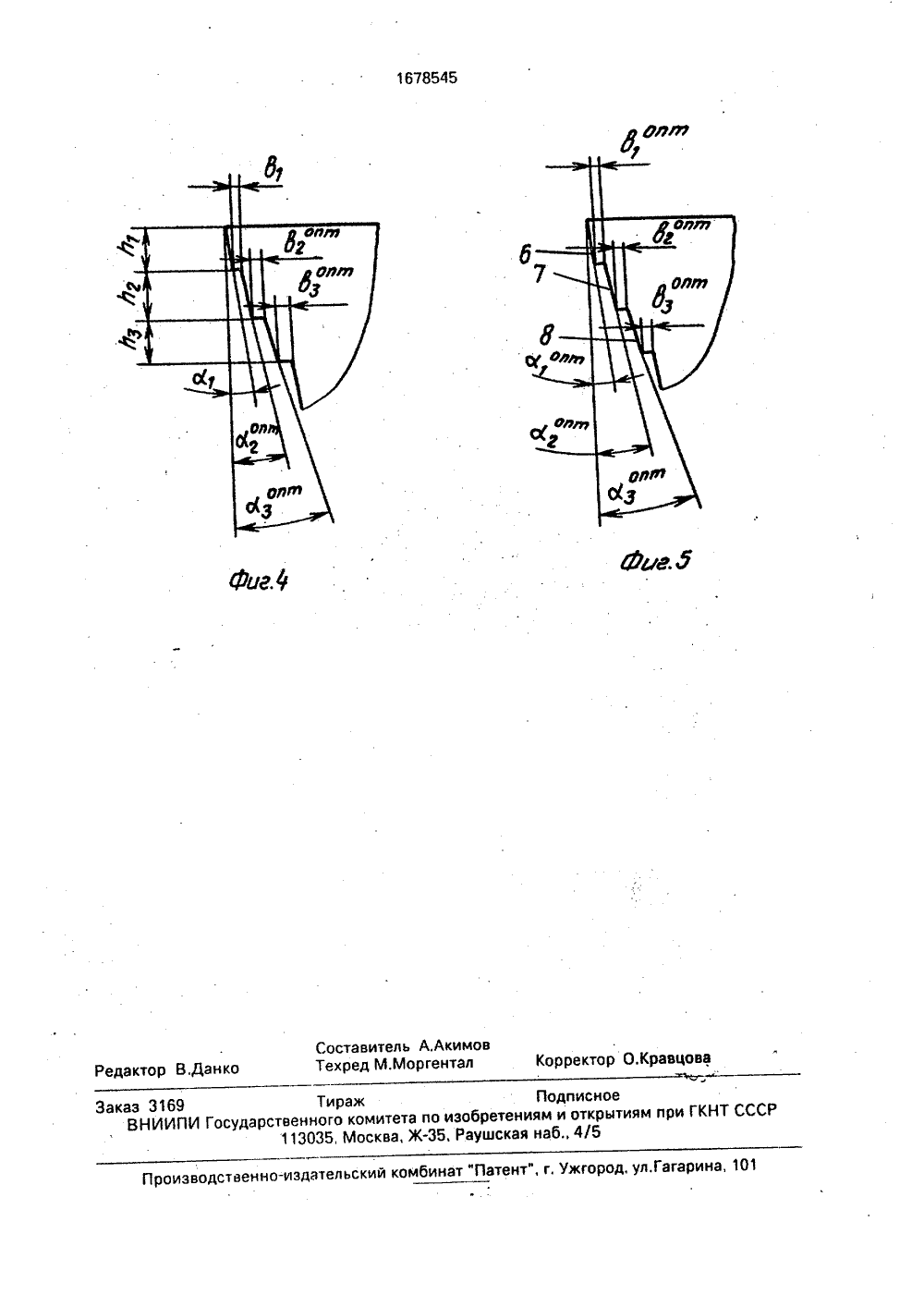
(19) (11) 51)5 В 23 В 27/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТ(71) Омский филиал Научно-исследовательского института технологии и органиэации производства двигателей(56) Авторское свидетельство СССР ЬЬ 709258, кл, В 23 В 27/00, 1978.Обработка резанием высокопрочных, корроэионностойких и жаропрочных сталей, Под ред, П,Г,Петрухи. М.: Машиностро. ение, 1980, с.61.(54 РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ОПРЕДЕЛЕНИЯ ЕГО ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ(57) Изобретение относится к обработке материалов резанием, в частности к обработке металлов. Целью изобретения является повышение стойкости посредством оптимиэации геометрических параметров и повышение достоверности их определения. Режущий инструмент содержит укороченную ступенчатую заднюю поверхность 1 и переднюю поверхность 2. Задние поверхности 3, 4, 5 ступеней 6, 7, 8 выполнены под углом друг к другу, при этом задние углы а),а 2 и аЭ ступеней увеличиваются с удалением от режущей кромки 9. Ступени выполнены с подточками 10, 11, 12, ограничивающими высоту площадки износа этой ступени, и имеют высоту Ь, Ь и Ьз общей высотой Н. Способ определения геометрических параметров заключается в определении последних, начиная с последней ступени 5, причем ступени соединяют с режущей кромкой площадками износа, В процессе резания при обработке детали 15 происходит износ режущего инструмента с образованием площадок износа 16, 17, 18, протекающий при увеличивающемся заднем угле, что повышает стойкость режущего инструмента. 2 с.п. ф-лы, 5 ил.Изобретение относится к области обработки материалов резанием, в частности к области обработки металлов.Цель изобретения - повышение стойкости посредством оптимизации геометрических параметров и повышения достоверности их определения,На фиг. 1 показан режущий инструмент, поперечное сечение; на фиг. 2 - то же, при испытании третьей ступени; на фиг. 3 - то же, при испытании второй ступени; на фиг, 4 - то же, при испытании первой ступени; на фиг. 5 - то же, сечение с оптимальными геометрическими параметрами.Режущий инструмент содержит укороченную ступенчатую заднюю поверхность 1 и поверхность 2 переднюю. Задние поверхности 3 - 5 ступеней 6-8 выполнены под углом друг к другу, при этом задние углы на них а 1 - аз выполнены увеличивающимися по мере удаления от режущей кромки 9. Каждая ступень снабжена подточкой 10 - 12, ограничивающей высоту площадки износа этой ступени, и имеет высоту Ь 1, Ь 2 и Ьз, Общая высота площадки износа задней поверхности 1 равна Н. Способ осуществляется следующим образом.Режущему инструменту назначают, исходя из условий обработки, критерий износа Н по задней поверхности, значение Н соответствует общей высоте ступеней 6 - 8, имеющих, соответственно, высоту п 1, п 2 и Ьз. Испытания начинают с последней ступени 8, придавая ей, например, при постановке двухфакторного эксперимента различные значения заднего угла аз и глубины подточки Ьз. При этом ступень 8 соединяют площадкой 13 износа с режущей кромкой, После проведения эксперимента определяют оптимальные значения заднего угла сб" и глубины подточки Ьз. При испытании второй ступени 7 ей придают различные значения а 2 и Ь 2, и путем проведения двухфакторного эксперимента определяют оптимальные значения с 6" и Ь 2 О". При этом в каждом эксперименте ступень 7 соединяют с режущей кромкой площадкой 14 износа, а на ступени 8 выполняют задний угол, равным а 3", и глубину подточки, равную Ьз, На следующем этапе таким же образом определяют значения а 1 и Ь 1 для ступени 6, при этом в каждом эксперименте ступень 8 выполняют с а 3" и Ьз, а ступень 7 саД и Ь 2Режущий инструмент работает следующим образом.При обработке детали 15 вначале в работу вступает ступень б с задним углом а 1, наименьшим из выполненных на режущем инструменте, что позволяет в ответствен ный момент приработки резца повыситьпрочность режущей кромки и виброустойчивость. По мере износа ступени б угол а 1 принимает значение О, образуя площадку 16 износа первой ступени, Износ площадки 16 10 продолжается до соединения ее со ступенью 7, имеющей задний угол а 2, больший а 1.При этом переход на новые условия работы с увеличенным задним углом происходит в процессе резания, а рост радиальных усилий происходит медленнее, чем на предыдущей ступени б, стойкость этой ступени 7до соединения ее со следующей ступенью 8 20 25 30 35 40 45 50 55 возрастает, хотя глубина подточки ступеней 6 и 7 одинакова. В дальнейшем процесс повторяется. После образования площадки 18 износа второй ступени 7 и соединения ее с третьей ступенью 8 осуществляется переход к работе с еще более увеличенным за пределами достигнутой площадки 17 износа задним углом аз, После образования площадки износа Н задней поверхности, являющейся критерием износа, процесс обработки прекращают.Количество ступеней, глубину их подточки и задние углы на каждой ступени выбирают в зависимости от установленного критерия износа, прочности режущего клина и режимов резания.Предлагаемый способ может быть реализован при определении геометрических параметров инструмента для различных видов обработки и форм элемента. Наиболее эффективно использовать его для многогранных режущих пластин, получая на них определенную предлагаемым способом геометрию задней поверхности непосредственно путем прессования.П р и м е р, Для обработки колец из жаропрочного сплава ЭП 698 ВД были изготовлены резцы со ступенчато укороченными задними поверхностями, На резце были выполнены три ступени высотой 0,3; 0,4 и 0,3 мм, начиная от режущей кромки, на которых. были нанесены задние углы, величиной 2, 6 и 12 О, соответственно, порядка укаэанных ступеней, Величины углов на каждой ступени были получены предложенным способом путем поступенчатой оптимизации задних углов. Другие параметры резцов: габариты 40 х 25 х 170 мм, ер = 45, у = 9. Обработка производилась на станке модели 165. Режимы резания: Ч = 18 мlмин, 5 о 6 = 0,56 мм, 1 = 5 мм. Испытания показали, что средняястойкость резцов на первой ступени составила 18 мин, на второй - 45 мин, на третьей - 49 мин, общая стойкость резца 112 мин. Контрольные испытания известного резца с задним углом 8 на всех ступенях (величина . 5оугла 8 была получена путем традиционной оптимизации задних углов по стойкости всей укороченной задней поверхности) показали среднюю стойкость 74 мин при тех же условиях резания, т,е. в 1,5 раза ниже, 10 Формула изобретения1. Режущий инструмент, содержащий укороченную ступенчатую заднюю поверхность,отличающийсятем,что.сцелью 15 повышения стойкости за счет оптимизации геометрических параметров, задние поверхности ступеней выполнены под углом одна к другой, причем величина заднего угла ступеней увеличивается от режущей кромки.2. Способ определения геометрических параметров режущего инструмента, заключающийся в проведении стойкостных испытаний и определении по их результатам оптимальных значений геометрических параметров, о т л и ч а ю щ и й с я тем, что, с целью повышения стойкости инструмента, содержащего укороченную ступенчатую заднюю поверхность за счет повышения достоверности, испытания начинают со ступени, наиболее удаленной от режущей кромки, при этом перед испытанием ступени соединяют с режущей кромкой площадкой износа..Дан Подписноета по изобретениям и открытиям при ГКНТ СССРЖ, Раушская наб., 4/5 оизводственно-издательский комби Составите Техред М аз 3169 Тираж ВНИИПИ Государственного ко 113035, Мо
СмотретьЗаявка
4708157, 20.06.1989
ОМСКИЙ ФИЛИАЛ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ДВИГАТЕЛЕЙ
ГРИНБЕРГ ПЕТР БОРИСОВИЧ, ЛОБАНОВ ВАЛЕНТИН МИХАЙЛОВИЧ, МЕЖВИНСКИЙ ВЛАДИМИР ЕФРЕМОВИЧ
МПК / Метки
МПК: B23B 27/00
Метки: геометрических, инструмент, параметров, режущий
Опубликовано: 23.09.1991
Код ссылки
<a href="https://patents.su/4-1678545-rezhushhijj-instrument-i-sposob-opredeleniya-ego-geometricheskikh-parametrov.html" target="_blank" rel="follow" title="База патентов СССР">Режущий инструмент и способ определения его геометрических параметров</a>
Способ определения оптимальной геометрии передней поверхности режущего инструмента

Номер патента: 975221
Опубликовано: 23.11.1982
Автор: Ильин
МПК: B23B 27/00
Метки: геометрии, инструмента, оптимальной, передней, поверхности, режущего
...режущей кромки равна 5. Изменение разности углов позволяет при всехпостоянных параметрах заточки менять интенсивность изменения величин передних углов в канавке.Шлифовальный круг заправляют по шаблону со следующими размерами К1,16 мм (с координатами Х = 1,2 мм и У = 0,06 мм) и Кд -- 2,54 мм (с координатами Х = 1,1 мм и У = 1,44 мм). Угол разворота колонки= 8 против часовой стрелки, а стол поворачивают на то же угол10 в противоположную сторону. В результате этих разворотов главная режушая кромка должна быть расположена почти параллельно продольному движению левой части профиля круга. Шлифование канавки начинают с противоположной стороны от вершины резца и на расстоянии 2 - 3 мм от главной режущей кромки. Режим. шлифования обычный....
Способ заточки спиральных сверл по задней поверхности режущих перьев

Номер патента: 128321
Опубликовано: 01.01.1960
Автор: Шкурин
МПК: B24B 3/24
Метки: задней, заточки, перьев, поверхности, режущих, сверл, спиральных
...3 и 4) ипозволяет объединить на одной операции заточку сверл с двойным угломв плане, сверл со скругленным уголком, сверл с подточкой ленточки.При заточке сверл с одним углом установка сверла относительношлифовального круга производится по схеме А для соответствующихформ профилей с учетом угла , который выбирается таким, чтобыглавная и поперечная режущие кромки оформлялись прямолинейнымучастком профиля. При заточке сверл с двойным углом о в плане, итакже со скругленным уголком или подточкой ленточки, установкасверла относительно профиля шлифовального круга производится так,чтобы обеспечить необходимое соотношение длин участков режущейкромки, выполняемых под разными углами, а также скругления уголка или подточки ленты. Это достигается...
Способ измерения температуры контактных поверхностей режущего инструмента

Номер патента: 150669
Опубликовано: 01.01.1962
Автор: Мотовилов
МПК: G01K 7/02
Метки: инструмента, контактных, поверхностей, режущего, температуры
...предложенный способ нзмеречия температуры контактных поверхностей режущего инструмента обеспечивает повышение точности замеров при обработке матепалов с диэлектрическими свойствами, Это достигается за счет того, что электроды термопары закладывают в обрабатываемое изделие и регистрируют температуру в момент их перерезания режущим инструментом, Таким образом, в горную породу или в какой-либо другой материал, обладающий диэлектрическими свойствами, закладывается незамкнутая изолированная от среды термопара. В результате замыкания двух изолированных электродов нагретой поверхностью резца в термопаре образуется такой термоток, который соответствует истинной температуре на контактной поверхности. Термотск можно зафиксп и- вать с...
Устройство для заточки задних поверхностей режущего инструмента

Номер патента: 167444
Опубликовано: 01.01.1965
МПК: B24B 3/24
Метки: задних, заточки, инструмента, поверхностей, режущего
...поперечной кромки сверла 5 проворотом его относительно кулачков б и 7.Движение затылования передается на25 шпиндель 4 от кулачка б, жестко зафиксированного на валу 2, через рычаги 12 с переменными плечами, настраиваемыми с помощью винтовой пары 18, и рычажный механизм 14, взаимодействующий с торцом шес терни 10.Кулачок 7 сидит па валу 2 свободно и может смещаться под углом относительно кулачка б,Движение осциллирования передается через рычажный механизм 15, регулируемый с помощью винтовой пары и рычага с переменнымии плечами.Кулачки затылования и осциллирования профилируются или по закону архимедовой спирали, или по закону эксцентрика.В первом случае при заточке получают сверла с резко выпуклой центрирующей поперечной кромкой, во...
Способ измерения геометрических параметров внутренних поверхностей деталей по слепку

Номер патента: 962749
Опубликовано: 30.09.1982
Авторы: Кононов, Танкилевич
МПК: G01B 3/46
Метки: внутренних, геометрических, параметров, поверхностей, слепку
...должно вестись измерение геометрических параметров. Использовать базы, возникшие непосредственно на слепке в процессе его .формирования, затруднительно иэ"за их невысокого качества или легкой де ,уормируемости. ность измерения геометрицтров заключается в следующдвисиности от формы и рдсповерхностей измеряемой дт измерительные базы слепсоздания детали или узла,иверсальные или специальнытельные базы, выполненныеением точностных и прочноаний. Относительно этих б3 962719 4 формируют слепок та.;им обравом, цтОбы формула изобретения он представлял с ними единое целое.Затем извлекают слепок из измеря- Способ измерения геометоических еой детали, для чего в отдельных параметров внутренних поверхностейслучаях может быть предусмотрена егодеталей...
Предыдущий патент: Устройство для направления и подачи прутков
Следующий патент: Режущая пластина для сборного инструмента
Случайный патент: Устройство для нарезания радиальных пазов в абразивном шлифовальном круге