Патенты опубликованные 07.06.1987
Устройство для поштучной выдачи плоских деталей

Номер патента: 1315088
Опубликовано: 07.06.1987
Авторы: Васяева, Железов, Платов
МПК: B21D 43/13
Метки: выдачи, плоских, поштучной
...счет регулируемого вручную рычага, закрепленного на оси Фотореле. На другом конце поворотной оси 12 выполнен кулачок 13, взаимодействующий с выступом 14 дна магазина 3 и возвратной пружиной 15, Конечные выключатели 16 и 17 ограничивают перемещение подъемно-опускного столаУстройство работает следующим образом.Подвижная платформа 2 имеет несколько позиций, одна из позиций является рабочей, а остальные служат цля загрузки сменных опорожненных магазинов 3 деталями, На этих же позициях вручную устанавливают вертикальные направляющие 6 в соответствии с конфигурацией и размерами деталей.Фотореле 11 следит за уровнем деталей, Как только уровень стопы снизится, фотореле 11 дает сигнал на подъем стопы деталей. Подъемно-опускной стол 4 поднимает...
Устройство для поштучной выдачи длинномерных заготовок

Номер патента: 1315089
Опубликовано: 07.06.1987
Авторы: Абдульманов, Дубовцев, Талалов
МПК: B21D 43/16
Метки: выдачи, длинномерных, заготовок, поштучной
...установлена в подшипниках7 скольжения, закрепленных на стойках стеллажа 1. На этой же оси закрепленыдругие рычаги 8, шарнирно соединенные с толкателем 9, рабочие торцы которых выполнены наклонными в сторону движения заготовок.Толкатели перемещаются в пазах направляющих 10,установленных на одной из плоскостейстоек стеллажа 1, На другой плоскос 75ти стоек стеллажа 1 против каждоготолкателя закреплены направляющие 11,в наклонных пазах которых установлены ограничительные упоры 12, удерживающие заготовки 13 на стеллаже.40Нижние концы ограничительных упоров 12 выполнены в виде вилки, которая охватывает эксцентричные шейкивала 14, проходящего через весь стеллаж 1 и установленного в подшипниках4515 скольжения, закрепленных на стойках...
Способ отделения верхнего листа от стопы

Номер патента: 1315090
Опубликовано: 07.06.1987
Авторы: Марченко, Новак, Попов, Ракша, Рябущенко
МПК: B21D 43/24, B30B 15/30
Метки: верхнего, листа, отделения, стопы
...ляют исходя из максимальной стрелыпрогиба стопы. Нагрузку к стопе при 20 кладывают из расчета максимальной упругой деформации стопы. Изобретение относится к актоматизации штамповочного производства и м может быть использовано для отделен верхнего листа от стопы в машиностро ительных отраслях промьшшенности,Цель изобретения - повышение надежности отделения листа.На фиг. 1 изображена схема осущес вления способа отделения верхнего ли та бт стопы, исходное положение; на фиг. 2 - изогнутая и сжатая стопа с приложением нагрузки; на фиг. 3 - момент отделения верхнего листа от стопы вакуумными присосками.На стол 1 устанавливают упругую опору 2, на которую ставят стопу 3. К стопе прикладывают сжимающую нагрузку Р в центральной части со ст(...
Устройство для подогрева гравюр частей штампа перед работой

Номер патента: 1315091
Опубликовано: 07.06.1987
Авторы: Волков, Добряков, Седуков
МПК: B21D 37/16, B21J 1/06, B21J 13/03 ...
Метки: гравюр, подогрева, работой, частей, штампа
...4, На плите закреплены с противоположных ее сторонверхняя 5 и нижняя 6 накладки из теплопроводного материала с профилированными поверхностями 7, которыесоответстнуют по Форме гравюрам 8Формообразующих инструментов 1 и 2штампа, Электронагреватели 4 могутбыть выполнены в виде индукторов.Устройство работает следующим образом.Электронагреватели подключаются ксети переменного напряжения и накладки 5 и 6 нагреваются до необходимойтемпературы, При этом устройство находится в пространстве между верхним 1 и нижним 2 Формообразующимиинструментами штампа не касаясь егогравюр.По достижении необходимой температуры профилированные поверхности накладок 5 и 6 приводят н контактс соответствующими подогреваемымигравюрами 8 (см....
Способ прошивки отверстий большого диаметра в осаженном слитке

Номер патента: 1315092
Опубликовано: 07.06.1987
Авторы: Ефимов, Карнаух, Соколов
МПК: B21J 5/00
Метки: большого, диаметра, осаженном, отверстий, прошивки, слитке
...4 закреплен в бойке 10 пресса, а пуансон 5 закреплен на выступе 9. Подпружиненная плита 6 установлена 35 40 45 Из о;н .,иосится к технологии свобод" ;,ки и может быть использовано в тяжелом машиностроениипри изготовлении крупногабаритных полых поковок.Цель изобретения - экономия металла путем изготовления детали типа втулки из материала средней части осаженного слитка в процессе прошивки.На фиг. 1 изображено устройство для осуществления способа прошивки отверстий большого диаметра в осаженном слитке; на фиг,2 - фрагмент устройства после прошивки полым прошивнем; на фиг, 3 - то же, при выполнении калибровки изготовленной втулкиСпособ прошивки больших отверстий в осаженном.слитке включает раздачу осевой зоны осаженного слитка ипрошивку в...
Штамп для двусторонней закрытой высадки

Номер патента: 1315093
Опубликовано: 07.06.1987
МПК: B21J 5/08
Метки: высадки, двусторонней, закрытой, штамп
...направлении упругимиэлементами 10, установленными со 35смещением в сторону большего основа.ния, на рабочей поверхности разъемной матрицы 8 со стороны ее верхнеготорца выполнены выступы 11 для Формирования галтелей. 40Штамп работает следующим образом,В исходном положении штампа секторы разъемной матрицы разомкнуты, заготовка размещается на верхнем торце нижнего пуансона 9, 45При движении ползуна пресса (непоказан) вниз плита 1, воздействуяна обойму 7, опускает ее,При этом коническая поверхностьбандажа 7 смыкает и центрирует, секторы разъемной матрицы 8 кольцевойпружины 3 упираются в торец обоймы7, образуя полость для Формированияголовки болта.Далее верхний пуансон 3, воздействуя на заготовку, формирует голов 93 2ку болта, а промежуточная...
Устройство для формирования пазов в деталях

Номер патента: 1315094
Опубликовано: 07.06.1987
Авторы: Авраменко, Белиловская, Векслер, Воловик, Шкляр
МПК: B21J 5/10
Метки: деталях, пазов, формирования
...предварительноориентируясь относительно головкигнездом 21. При ходе вниз ползунапресса наружная поверхность 15 держателя 5 головки 1 входит в отверстие обрабатываемой детали, окончательно центрируя ее относительно головки, При дальнейшем движении головки палец-копир 3 входит в отверстиевтулки 14, скользит по ней и на выходе своей конической направляющей 5 10 15 20 25 30 35 40 частью 16 находит на тыльные стороны резцов 6, раздвигая их. В результате этого резцы 6, получая радиальную подачу, врезаются своими режущими кромками в тело обрабатываемойдетали. При дальнейшем ходе головки1 резцы 6, скользя по цилиндрической направляющей части 18, выступаютиз наружной поверхности 15 держателя5 и образовывают канавки в теле обрабатываемой детали....
Инструмент для осадки с кручением

Номер патента: 1315095
Опубликовано: 07.06.1987
Авторы: Грохольский, Наумова, Ширяев
МПК: B21J 13/02
Метки: инструмент, кручением, осадки
...то при установке друг напротив друга и последующей осадке заготовки ее торцы вкручиваются в противоположные стороны.Диаметр центральной плоской по- верхности равен первоначальному диаметру заготовки, что обеспечивает ее устойчивое положение перед деформацией. Линия стыка винтовых поверхностей выполнена по спирали и не должна препятствовать скручиванию металла ка в каждом сечении, проходящем черезось бойка, прямой наклонной линией(БВ). Такое построение рабочего профиля бойка создает плавные переходы.Винтовая поверхность при этом в продольном сечении наклонена. 5 10 15 .20 25 Инструмент. для осадки с кручением работает следующим образом.Заготовка 2 устанавливается на нижний деформирующий инструмент 3, При осадке на заготовку со стороны...
Устройство для смены штампов

Номер патента: 1315096
Опубликовано: 07.06.1987
МПК: B21J 13/02, B30B 15/02
...дополнительный фиксатор 14, в стол 2 вмонтированы шариковые опоры 15 расположенные в шахматном порядке,Устройство работает следующим образом.В нерабочем положении стол 2 опущен вниз и зафиксирован механизмом3, Для установки штампа 16 необходимо поднять стол 2 в горизонтальноеположение, при этом подпружиненныйстержень 10 заскакивает в гнездофиксатора 11, для надежности стержень10 фиксируется в рабочем положении фиксатором 14 Защелка 4 должна находиться в левом крайнем положении, при этом утопающий упор 5 находится в верхнем положении. Штамп устанавливается на шариковые опоры 15 стола 2 между жесткими упорами 12 и передним утопающим упором 5, что предот,вращает падение штампа со стола 2 во время его перемещения в положениезагрузки на...
Штамп для формирования элементов пустотелых деталей типа обуха топора

Номер патента: 1315097
Опубликовано: 07.06.1987
Авторы: Авилов, Бурдин, Гончаров, Кохан, Ляшенко, Макшанов
МПК: B21J 13/02
Метки: обуха, пустотелых, типа, топора, формирования, штамп, элементов
...к планкам 25.Заготовка 34 топора, нагретая дотемпературы штамповки, переносится всекцию 12 матрицы автоматизированнымустройством переноса (не показано),затем при смыкании штамповых плит1 и 3 штампа клинья 19, заходя в пазы плиты 3 и опираясь на направляющие 21, отжимают своей боковой плоскостью и разворачивают на осях 1 брычаги 17 с закрепленными на них боковыми профильными элементами 14 и 15,последними производится центрирование и зажим заготовки с пережимом ее.При продолжении смыкания плит 1 и 3штампа оправка 4 проходит через отверстие в заготовке и упирается одно глухого отверстия 11 в нижнейматрице, а накладка 2 касается толкателя 28. При совершении верхнейплитой 1 оставшегося небольшого ходапроисходит деформирование...
Устройство для сборки деталей развальцовкой

Номер патента: 1315098
Опубликовано: 07.06.1987
Авторы: Константинов, Шибанов
МПК: B21J 15/10
Метки: развальцовкой, сборки
...14 утопает в пуансоне 12 и, образуя с ним одно целое, развальцовывает конец стержня заклепки. 3 з.п. ф-лы, 4 ил. конец ловителя эксцентричен настолько,что расстояние Я от оси развальцовочной головки 1 до края ловителя больше радиусастержня заклепки, но меньше радиуса отверстия соединяемых деталей, а ход ловителя 14 до ограничительного упора 15 выбран таким, что формообразующая часть пуансона и торец ловителя 14 при раэвальцовке работают как одно целое.Устройство работает следующим образом,Механизм 10 подачи заклепок подает заклепку 9 на поддержку 6, при этом упругие захваты 8 расходятся в стороны и заклепка 9 головкой устанавливается в лунку поддержки 6. Захваты 8 возвращаются в исходное положение и надежно удерживают заклепку 9 на...
Поддержка для одноударной клепки

Номер патента: 1315099
Опубликовано: 07.06.1987
Авторы: Книгин, Кушнаренко, Лепетюха, Чистяк
МПК: B21J 15/38
Метки: клепки, одноударной, поддержка
...рычаг 8, который через рычажный механизм, состояний из тяги 9 и шарнирного звена 10, взаимодействует с ползуном 4 и регулирующим упором 7. В корпусе 1 установлен регулировочный винт 11. На рабочем торце корпуса по обе стороны штыря 5 нанесена метрическая шкала 12. Регулирующий винтслужит для придания рычагу 8 удобного положения относительно рукоятки 2, выбираемому работающим в зависимости от индивидуальных особенностей кисти его руки. Шкала 12 служит для установки. необходимого расстояния между штырем 5 и вставкой 3.Подготовка поддержки к работе осуществляется следующим образом. Вначале вращением винта 11 устанавливает ся в удобное положение рычаг 8 отно"ительно рукоятки 2. Б соответствиишагом заклепок вращением упорной втулки по...
Штамп для выдавливания наружной резьбы на полых деталях

Номер патента: 1315100
Опубликовано: 07.06.1987
Автор: Загнойко
МПК: B21J 13/02, B21K 1/56
Метки: выдавливания, деталях, наружной, полых, резьбы, штамп
...плита 1 и вместе с ней ходовой винт 9 направляющей плитой 5,находящейся в зацеплении с захватами 17. Подъем ходового винта 9 вызывает вращение направляющего корпуса 8. Пуансон 12 ходового винта 9начинает вращаться из-за вывинчивания его хвостовика 11 из опорногостакана 10. При этом создается расконтривающий момент, что облегчаетсвинчивание подпружиненной матрицы14 с готовой детали. Матрица 14благодаря шлицевому соединению вращается вместе с направляющим корпусом 358, свинчивающимся с ходового винта 9,При вращении матрицы 14 происходитее подъем в направляющем корпусе 8,пружины 20 при этом снижаются. Вращение пуансона 12 с одновременным его 40вывинчиванием из ходового винта 9производит дополнительное выдавливание металла из...
Смесь для изготовления литейных форм и стержней теплового отверждения

Номер патента: 1315101
Опубликовано: 07.06.1987
Авторы: Багрова, Илларионов, Королев, Куданкин
Метки: литейных, отверждения, смесь, стержней, теплового, форм
...с полисахаридами и моносахаридами, входящими в крахмалит, по ОН-группам сахаров и АХФС. Это взаимодействие приводит к образованию трехмерной структуры полимера, что способствует повышению прочности формовочных и стержневых смесей. Смеси готовят следующим способом, В смешивающие лабораторные бегуны засыпают кварцевый песок и крахмалит и перемешивают 2 мин, после чего дозируют АХФС и перемешивают 1,5- 2,0 мин, после этого изготовляют стандартные образцы для снятия физико-механических характеристик.Составы предлагаемых смесей 1-3 приведены в табл. 1.Свойства смесей 1-3 показаны в табл. 2. Предлагаемая смесь позволяет получить более высокие прочностные показатели в сухом состоянии при одном и том же содержании связующего в смеси....
Холоднотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1315102
Опубликовано: 07.06.1987
Авторы: Вишневецкий, Гандыль, Ляшенко, Тагаева, Херсонский
МПК: B22C 1/16
Метки: литейных, смесь, стержней, форм, холоднотвердеющая
...цвета плотностью 1,130-1,145 г/см (20 С).В качестве материала с содержанием водного раствора Фосфорного ангидрида предусмотрено применение технической ортофосфорной кислоты,Порядок приготовления смеси следующий: кварцевый песок смешивают с металлургической пылью 0,5-1 мин, затем вводят ортофосфорную кислоту и 40 перемешивают 2-3 мин, в последнюю очередь вносятмодифицирующую добавку. - кубовый остаток Фурилового спирта. Общее время перемешивания смеси 3,5-55 мин. 45 Составы предлагаемых смесей приведены в табл. 1.В табл. 2 приведены свойства смесей 1-5. 50За счет дополнительного использования кубового остатка производства фурилового спирта, а также использования металлургической пыли обусловленного состава время отверждения смеси...
Способ подготовки формовочной смеси для изготовления оправок

Номер патента: 1315103
Опубликовано: 07.06.1987
Авторы: Колганов, Кутко, Никитенко, Рыжиков
МПК: B22C 1/20
Метки: оправок, подготовки, смеси, формовочной
...1000 кг сухой массы.15 После этого массу засыпают в реактори тщательно перемешивают до получения однородной усредненной массы дляобеспечения надежных анализов по остаточному содержанию поливинилового 20 спирта и фактической влажности смеси.Далее также проводят анализы на остаточное содержание поливиниловогоспирта и воды, По результатам анализов в приготовленную массу добавляютсухой поливиниловый спирт и перемешивают, При перемешивании при нормальных условиях массу выдерживают в реакторе для набухания поливиниловогоспирта в течение 18-28 ч, а при темо 30 пературе в реакторе 50-70 С массуперемешивают беэ выдержки. По результатам фактической влажности приготовленной формовочной массы добавляютсухой песок, перемешивают и получаюттаким...
Оснастка для испытаний противопригарных покрытий

Номер патента: 1315104
Опубликовано: 07.06.1987
Авторы: Косенко, Малуша, Сытников, Ярмоленко
МПК: B22C 3/00, G01N 25/28
Метки: испытаний, оснастка, покрытий, противопригарных
...столиком 7 и стакана 8. В столике 7 истойке б имеются сквозные газоотводные отверстия 9. Верхняя и нижняяоцоки заполнены формовочной смесью10, образуя полуформы 14 и 15 (фиг. 4) .В нижней полуформе 15 на площадках 5установлены стандартные образцы смеси 11 с нанесенными на них испытуемыми противопригарными покрытиями 12,Подготовка оснастки к работе производится следующим образом. Наопорные площадки 5 нижней опоки 2(фиг. 5) устанавливаются модели 13.Затем производится засыпка опоки 2смесью 10 и Формовка, излишки смесисрезаются, модели 13 извлекаются, ив образовавшиеся шахты на опорныеплощадки 5 опускаются стандартныеобразцы испытываемых смесей 1 спредварительно нанесенным на нихисследуемым противопригарным покрытием 1. В верхнюю...
Устройство для регенерации формовочных и стержневых смесей

Номер патента: 1315105
Опубликовано: 07.06.1987
Авторы: Водеников, Гордин, Кудленок, Щедринский
МПК: B22C 5/00
Метки: регенерации, смесей, стержневых, формовочных
...рабочегооргана б, что приводит к интенсификации обработки материала, особенноего крупных фракций рабочими органами б,55Крупные частицы под воздействиемсжатого воздуха поднимаются до уровня рабочих органов 6 и, попадая вотверстия 8 перегородки 7, достигают следующего вала 5, откуда попасть в отверстия следующей перегородки могут только вступив во взаимодействие с рабочими органами этого вала, Таким образом, крупные частицы, вступив во взаимодействие с рабочими органами всех валов, установленных в камере, измельчаются до размера исходного зерна и подвергаются необходимой степени очистки. Экспериментально установлено, что при выполнении вертикальной перегородки 7 в нижней части глухой на высоту менее 1,1 указанного зазора, часть...
Способ приготовления формовочной и стержневой смеси

Номер патента: 1315106
Опубликовано: 07.06.1987
Авторы: Гетман, Линецкий, Мельник, Шамес
Метки: приготовления, смеси, стержневой, формовочной
...и продолжают перемешивание до перехода смеси в сыпучее состояние. После чего "промывают смеситель чистым песком и готовят смесь плакированную неор.ганическим связующим, состоящим иэ смесижидкого стекла и тринатрий фосфатаследующим образом; в лабораторном 35смесителе на песок заливают связующее и после кратковременного перемешивания включают продувку воздуха,которую продолжают до перехода смеси в сыпучее состояние,40Смеси готовят совместным перемешиванием в смесителе ранее полученных смесей в указанных соотношениях. Т а блица 1 Ингредиенты Содержание, мас, 7, в составе 2 3 45 Лесок, плакированныйтермореактивной смолой 90,0 80,0 60,0 40,0 20,0 10,0 100 20 эО 40 зО 60 зО 80 эО 90,0 Песок, плакированныйсиликатом натрия и(или) фосфатом...
Подмодельная плита для вакуумной формовки

Номер патента: 1315107
Опубликовано: 07.06.1987
Авторы: Горбунов, Косенко, Кузнецов, Малуша, Сытников, Ярмоленко
МПК: B22C 7/04
Метки: вакуумной, плита, подмодельная, формовки
...КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ А ВТОРСНОМУ СВИДЕТЕЛЬСТ(56) Патент Японии У 53-4802,кл, В 22 С 7/00, опублик. 1978,Авторское свидетельство СССРУ 680803, кл. В 22 С 7/04, 1977,(54) ПОДМОДЕЛЬНАЯ ПЛИТА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ(57) Изобретение .отноному производству, в куумной формовке, Целью изобретенияявляется повышение универсальности иснижение трудоемкости изготовленияподмодельной плиты. Предложена подмодельная плита, содержащая корпуси штуцер для подсоединения к вакуумнасосу, Верхняя часть корпуса выполнена в виде обоймы, заполненной калиброванными отрезками круглой проволоки, торцовые поверхности которыхобразуют рабочую поверхность подмодельной плиты, Штыри для крепления1315107Фиг.2Составитель А.Юсуфович Редактор...
Оснастка для вакуумной формовки

Номер патента: 1315108
Опубликовано: 07.06.1987
Авторы: Большаков, Закрочимский, Ильин, Мирошниченко
МПК: B22C 9/03
Метки: вакуумной, оснастка, формовки
...1, внутри которой с зазором2 установлена съемная рама 3 с помощью элементов направления 4 и крепления 5, при этом стенки рамы перфорированы отверстиями 6Предлагаемая оснастка работаетследующим образом,Для получения опочной оснастки заданной высоты элементы 5 крепленияосвобождают съемную раму 3, и онаперемещается вверх или вниз на необходимую высоту, при этом положениеев относительно внутренних габаритовопоки 1 устанавливается при помощиэлементов 4 направления, и закрепляется вновь элементами 5 крепления,Конструкция элементов 4 направленияи элементов 5 крепления может бытьразличной.Расположение элементов направления и крепления внутри опоки повышает удобство обслуживания оснастки 15108 2(отсутствие выступающих частей наконтрладе опоки,...
Устройство для нанесения пленки на модель при вакуумной формовке

Номер патента: 1315109
Опубликовано: 07.06.1987
Авторы: Благонравов, Иванов, Орлов, Сазонов, Трухов
МПК: B22C 9/03
Метки: вакуумной, модель, нанесения, пленки, формовке
...работает следующим об,разом. 5 10 15 20 25 30 Перед началом цикла пленка 4 вручную подается к присоске держателя 2, где фиксируется вакуумом через отверстия 6, Затем поворотом рычага 8 подаватель 5 устанавливается на держатель 2, В результате этого свободный конец пленки оказывается зафиксированным между присосками держателя 2 и подавателем 5После этого вакуумируют полость крестовин 10, которые своими координатными отверстиями 11 присасывают пленку сматывая ее с рулона, Затем вакуумируется полость 8 подавателя 5, а полость держателя 2 сообщается с атмосферой, При этом . пленка фиксируется по нижнему срезу подавателя и по координатным отверстиям крестовины, занимая положение, приближенно соответствующее конфигурации облицовываемой модели...
Линия для получения форм методом электрофореза по выплавляемым моделям
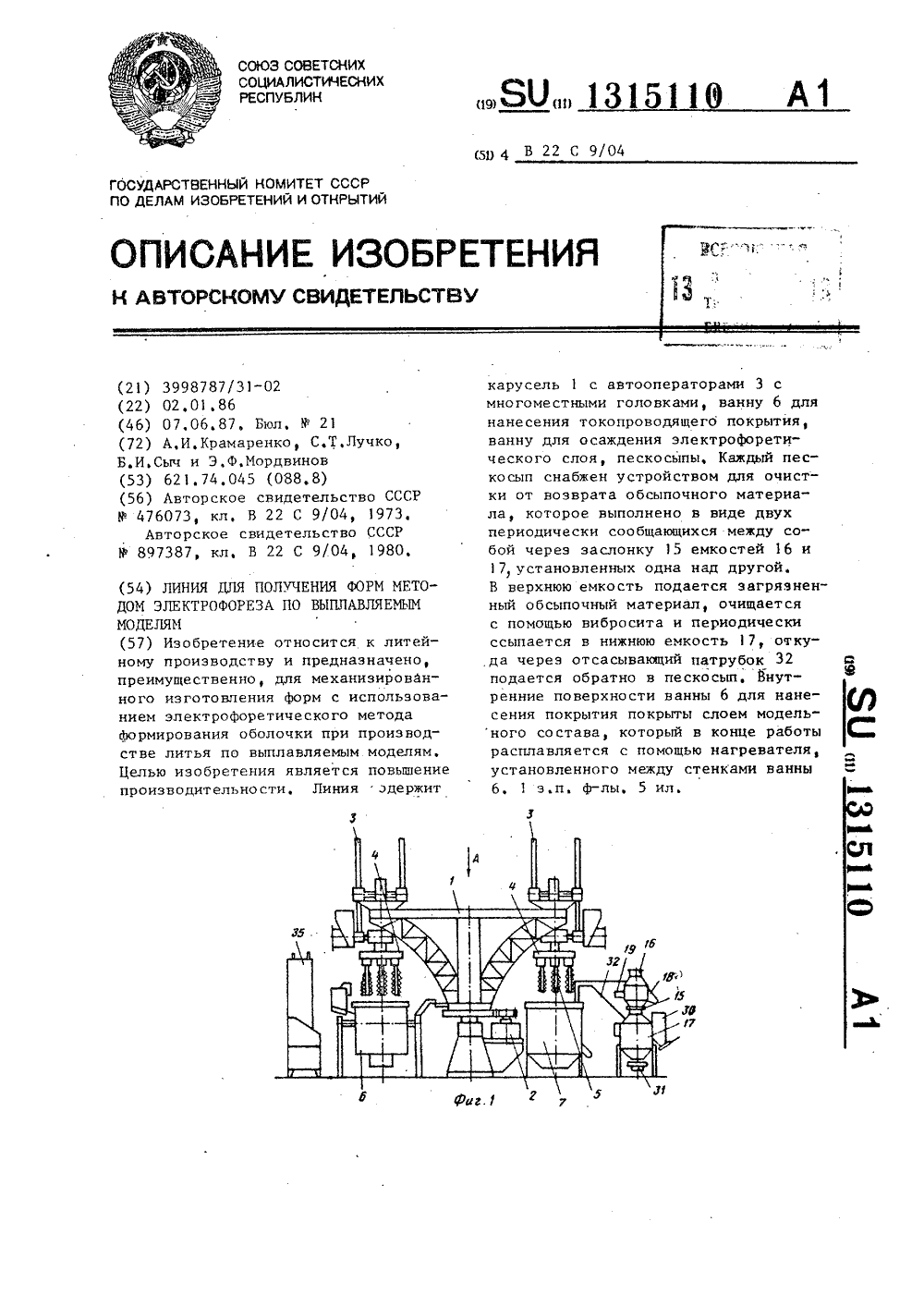
Номер патента: 1315110
Опубликовано: 07.06.1987
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
...образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего...
Машина для изготовления карбамидных стержней

Номер патента: 1315111
Опубликовано: 07.06.1987
Авторы: Лукьянов, Мордвинов, Смирнов, Федоров, Черепенькин
Метки: карбамидных, стержней
...разборки литейной формы 3, который ее разъемные части сдвигает и прижимает друг к другу. Механизм 10 сборки-разборки остается включенным на сборку в течение всего цикла изготовления карбамидного стержня до момента ракрытия литейной формы 3. После сборки литейной формы 3 силовой цилиндр 14 включается на ход вниз,Обогреваемая .емкость 11 опускается вниз, садится привалочной поверхностью 30 дна 29 на собранную литей" ную Форму 3. Выступающий шар 33 шарового затвора 23 входит в шаровую выемку 35 литейной формы 3, Маховичком 46 посредством удлиненной цапфы 47 поворачивают шар 33 в положение "Заливка , Шар поворачивается на цапфах 25 и 47 в опорах 34. Проходной канал 24 шара 33 занимает вертиВ другом варианте в обогреваемой емкости 11...
Импульсная головка

Номер патента: 1315112
Опубликовано: 07.06.1987
Авторы: Васильковский, Парамонов, Сидич
МПК: B22C 15/272
Метки: головка, импульсная
...на противоположных концах которых выполнены наклонные плоскости г для уравновешивания усилий,возникающих на плоскости, Плоскостиразделены ребрами, которыеслужат направляющими при перемещениисекций, При этом на стыке секций водной из них выполнен паз, образующий полость е , а в другой установлена резиновая прокладка ч. Для герметизации полостей а ина корпус 1по всей его площади соприкосновенияс секциями выпускного клапана наварена резиновая накладка 5, Подачавоздуха осуществляется через распределительное устройство б. Для возврата в исходное положение секций 2и 3 установлены пружины 7,Импульсная головка работает следующим образом,Через распределительное устройство б сжатый воздух поступает в. попость о и создает герметизацию...
Способ скоростной разливки стали

Номер патента: 1315113
Опубликовано: 07.06.1987
Авторы: Аверьянов, Волошина, Дорофеев, Следнев, Фролов, Фролова
МПК: B22D 7/00
Метки: разливки, скоростной, стали
...при последующей доливке препятствует проникновению жидкого ме -талла под теплоплиты и предохраняетих вследствие этого от всплыванияи разрушения,Снижение горизонта наполнение изложницы сталью в теплоплитах ниже5% их высоты не гарантирует образования по всему периметру теплоплиткорки металла, обеспечивающей защитупространства между стенками изложницы и теплоиэоляционными плитами отпопадания в него жидкой стали из-завозможных перекосов при монтаже теплоплит и клиньев наизложнице. Увеличение горизонта наполнения изложниц сталью в зоне теплоплит более 20% их высоты при скоростной разливке приводит к увеличению вероятности смещения и всплывания тепло- плит из-эа возрастания давления между стенками изложницы и теплоплитами,2Уменьшение...
Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления

Номер патента: 1315114
Опубликовано: 07.06.1987
Авторы: Евтеев, Лебедев, Симонов, Уманец
МПК: B22D 11/00, B22D 11/04
Метки: литья, непрерывного, прямоугольного, сечения, слитков
...контактируют друг с другом и скошеныпод углом 45 , при этом торцы пласотин расположены в рабочей полостикристаллизатора на 0,01-0,08 шириныэтой полости и выполнены в виде периодически повторяющихся зубцов свысотой 0,04-0,1 ширины рабочей полости кристаПлизатора и шагом 0,0050,1 длины рабочей полости кристаллизатора.Возвратно-поступательное перемещение пластины объясняется необходимостью удаления с торца кристаллизатора закристаллизовавшейся корочки.В противном случае. происходили бысистематические надрывы оболочкислитка, сФормировавшейся ранее настенках мЕталлоемкости и торце кристаллизатора, что вызывало бы бракслитков по качеству поверхностнойзоны и прорывы металла на выходеслитка из кристаллизатора.Диапазон частоты...
Валковый кристаллизатор

Номер патента: 1315115
Опубликовано: 07.06.1987
Авторы: Анисович, Барановский, Илюшенко, Короткин
МПК: B22D 11/06
Метки: валковый, кристаллизатор
...он посажен, двигается теплоноситель, нагретый н результате теплообмена с рабочей частью бочки валка, а контактирующий с ним упор 11 валка - мини 35 40 45 50 55 ситель в валке 1 подают в трубу 6,Большая его часть через патрубки 8поступает в полость 5, Совершая круговые движения по внутренней поверхности бочки налка, теплоноситель через отверстия 9 поступает н трубу 7.Некоторая часть теплоносителя черезотверстие 12 поступает н полостьцапфы 3 и в трубу 7, Весь теплоноситель из трубы 7 через полость цапфы 2 выходит из валка, В валке 11теплоноситель подают через полостьцапфы 2 в трубу 7, Через отверстия9 теплоноситель поступает в полость5, Совершая круговые движения повнутренней поверхности бочки валка,большая часть теплоносителя...
Устройство для газовой защиты струи металла от окисления

Номер патента: 1315116
Опубликовано: 07.06.1987
Авторы: Дзюба, Есаулов, Леонов, Лисицкий, Медведев, Мураш, Носоченко, Попандопуло, Семенков, Харахулах
МПК: B22D 11/106, B22D 7/12
Метки: газовой, защиты, металла, окисления, струи
...высокоскоростным истечением иэ сопла струи, во внезапно расширенное пространство,Отраженный от стенок поток возвра. щается в периферийную область кольцевой струи защитного газа и втягивается ею, В результате слияния основного прямоточного потока с отраженным происходит повышение количест. ва движения защитной струи, ее жесткости и дальнобойности, при этомпроисходит снижение подсоса окружаю"щей атмосферы в защитную струю, поскольку ее область пониженного давления окружена стенками насадка,Выполнение профильного насадка 4в виде проточки 7 в коллекторе упрощает изготовление и усиливает отражение потока, Такое решение целесообразно при изготовлении выходной час"ти устройства из монометалла, небольших значений наружного...
Способ легирования стали при непрерывном литье

Номер патента: 1315117
Опубликовано: 07.06.1987
Авторы: Данаусов, Демидов, Жаворонков, Иванов, Катенин, Кулешов, Лунев, Сосипатров, Штейнберг
МПК: B22D 11/108
Метки: легирования, литье, непрерывном, стали
...вьпне будет цикл качания кристаллизатора и вьппе скорость ввода алюминия. Изменение скорости подачи алюминиевой проволоки приводит к изменению общего количества вводимого алюминия в сталь, но учитывая, что скорость вытягивания заготовки пропорциональна скорости подачи. алюминиевой проволо ки, то на единицу веса вытягиваемой заготовки будет приходиться одно и то же количество вводимого алюминия.Ввод в жидкую сталь алюминия синхронно с циклом качания кристаллиза тора при постоянном соотношении между скоростью подачи алюминиевой проволоки и скоростью подъема кристаллизатора обеспечит равномерное поступление одного и того же удель ного расхода алюминия в жидкую стальП р и м е р. Плавку стали марки 080 в количестве 350 т разливают на 17 2УНРС...