Архив за 1986 год
Смеситель-активатор

Номер патента: 1260212
Опубликовано: 30.09.1986
Авторы: Безбородов, Бекишев
МПК: B28C 5/16
Метки: смеситель-активатор
...отраслях народного хозяйства.Цель изобретения - интенсификация перемешивания.На фиг. 1 изображен смеситель-активатор, общий вид; на фиг. 2 - вид А на фиг. 1. Смеситель-активатор содержит корпус 1 с отражательными перегородками 2, загрузочным и выгрузочным патрубками 3 и 4, ротор 5 с диском 6, гребенчатыми элементами 7, гильзой 8, статор 9, выполненный в виде отдельных колец 10 с прокладками между ними, соединенных стяжками 11, приводной вал 12, стакан 13, опорный узел подшипников 14. Гребенчатые элементы 7 смонтированы на диске 6 ротора 5, который посредством диска 6 и гильзы 8 закреплен на приводном валу 12, Выгрузочный патрубок 4 имеет затвор 5 с пневматическим или гидравлическим приводом 16. Стакан 13, расположенный коаксиально...
Пеногенератор

Номер патента: 1260213
Опубликовано: 30.09.1986
МПК: B28C 5/16
Метки: пеногенератор
...на опоре корпуса 1 с размещеннымв нижней его части вертикальным валомс крестовинами 3 для крепления сетчатыхлопастей 4, причем расстояние от днищадо верхней кромки крестовины составляет0,4 - 0,5 высоты корпуса 1 пеногенератора,а размер ячеи равен 0,013 в ,01 диаметракорпуса 1. В верхней части корпуса 1 расположен механизм регулирования рабочегообъема корпуса, выполненный в виде диафрагмы 5, фиксаторов 6, расположенныхв направляющих 7 крышки 8, причем самадиафрагма 5 снабжена вертикальным штооком 9 с пневмоцилиндром 10, установленнымна крышке 8 и объединенным трубопроводомчерез ресивер с вторым пневмоцилиндром,установленным наклонно на выгрузочномустройстве 11 и соединенным своим штокомс шиберной заслонкой, а через нее - с лотком...
Загрузочное устройство

Номер патента: 1260214
Опубликовано: 30.09.1986
Авторы: Португальский, Ушаков
МПК: B28C 7/14
Метки: загрузочное
...по длине. Каждая секция рассекателя 2 на одной из полок имеет вырез, при этом полки 3 с вырезами установлены с обеих сторон по длине рассекателя 2 в шахматном порядке, а перфорированная водораспределительная труба выполнена в виде двух расположенных один над другим корытообразных элементов 4 и 5, например швеллеров, при этом корытообразные элементы 4 и 5 обращены друг к другу боковыми полками. Рассекатель 2 жестко закреплен к верхнему элементу 4, который опирается на закрепленный в материало- проводе 1 нижний корытообразный элемент 5 оснащенный вертикальными запорно-фиксирующими пластинами 6 и 7, одна из которых соединена с трубопроводом 8 для подачи воды. Со стороны больших полок 9 рассекателя 2 боковые полки нижнего корыто-...
Способ армирования штрипсовых пил алмазными элементами

Номер патента: 1260215
Опубликовано: 30.09.1986
Авторы: Арутюнян, Верник, Кирищян, Митоян, Нерсесян, Тер-Азарьев, Тер-Азарян, Цыпкин
МПК: B28D 1/06
Метки: алмазными, армирования, пил, штрипсовых, элементами
...ШТРИПСОВЫХ ПИЛ АЛМАЗНЫМИ ЭЛЕМЕНТАМИ, включающий пайку алмазного элемента к корпусу пилы, отличающийся тем, что, с целью упрощения технологии А ВТОРСКОМУ СВИ армирования штрипсовых пил алмазными элс ментами, снижения себестоимости изделий и изготовления сверхтонких штрипсовых пил, используют деформируемый алмазный прокат изгибают, придают ему О -образную форму, так чтобы внутренняя полость его была на 0,3 - 0,4 мм шире толщины корпуса штрипсовой пилы, разрезают на элементы нужной длины, надевают на корпус штрипса, вводят в зазор припой с флюсом и прижимают алмазный элемент к нему с одновременным нагревом до прихватки припоя.2. Способ по п. 1, отличающийся тем, что внутреннюю полость 0-образных элементов выбирают на 0,1 - 0,2 мм шире...
Червячный смеситель для высоковязких материалов

Номер патента: 1260216
Опубликовано: 30.09.1986
Авторы: Багно, Бастрыгин, Зороастрова
МПК: B29B 7/42, B29C 47/38
Метки: высоковязких, смеситель, червячный
...дна каналов 1 и 11 образованы радиусом К 1, а каналов 11 и 1 Ъ радиусом Йь сопрягаемая поверхность корпуса 1 и червяка 3 - радиусом К. В осевом направлении эксцентричные винтовые нарезки корпусаи червяка 3 смещены на 0,5 шагаРаботает червячный смеситель следующим образом, 50 ла на длине, равной 0,5 шага, меняется от максимальной до минимальной, а на другой длине, равной 0,5 шага, меняется от минимальной до максимальной, В результате про. тивоположных эксцентриситетов соседних поверхностей каналов корпуса 1 или червяка 3 глубина их по длине также изменяется противоположно: при уменьшении глубины в одном канале увеличивается глубина в соседнем и наоборот. Из-за смещения в осевом направлении эксцентричных винтовых нарезок корпуса...
Способ изготовления листовых полимерных материалов с волокнистым наполнителем

Номер патента: 1260217
Опубликовано: 30.09.1986
Авторы: Гаркуша, Гончаров, Ломов, Седов, Тамаркин
МПК: B29B 7/56, B29C 43/24
Метки: волокнистым, листовых, наполнителем, полимерных
...8 происходитокончательная ориентация волокон под действием сдвиговых деформаций, главная составляющая которых направлена перпендикулярно осям валков 9. Окончательно сформированный лист 10 отбирается от каландра8 посредством транспортера 1,Для того, чтобы резиновая лента 3 укладывалась в питающий зазор каландра 8с полным сохранением ее зигзагообразнойформы, окружная скорость качающего транспортера 7 должна быть равна линейнойскорости подающего транспортера 4. Еслиокружная скорость качающегося транспортера 7 превышает линейную скорость подающего транспортера 4, то происходит вытяжка зафиксированной зигзагообразной формырезиновой ленты 3, а если окружная скорость качающегося транспортера 7 меньшелинейной скорости подающего...
Полимеризационная ванна

Номер патента: 1260218
Опубликовано: 30.09.1986
Авторы: Палий, Петрашенко, Сергиенко
МПК: B29B 15/00
Метки: ванна, полимеризационная
...3 до упора в противоположную стенке со щелевым отверстием стенку 2 ванны. При этом пластина 3 испытывает изгиб по профилю, соответствующий профилю придонных кромок съемных вставок 8. Указанный изгиб фиксируют посредством фиксатора 5, взаимодействующего с установленной на конце пластины 3 планкой 4, Герметизирующая прокладка, размещенная между планкой 4 5 1 О 15 20 25 30 35 40 45 50 55 и стенкой 2 ванны, перекрывает щелевое отверстие. Затем в объем ванны вводят жестко связанные между собой вставки 7 и 8, которые благодаря наличию опорных буртов примыкают к боковым стенкам 2 и перекрывают перфорацию 6 (если вставки жестко между собой не связаны, их прижим к внутренней поверхности обеспечивается давлением на нее материала). Затем...
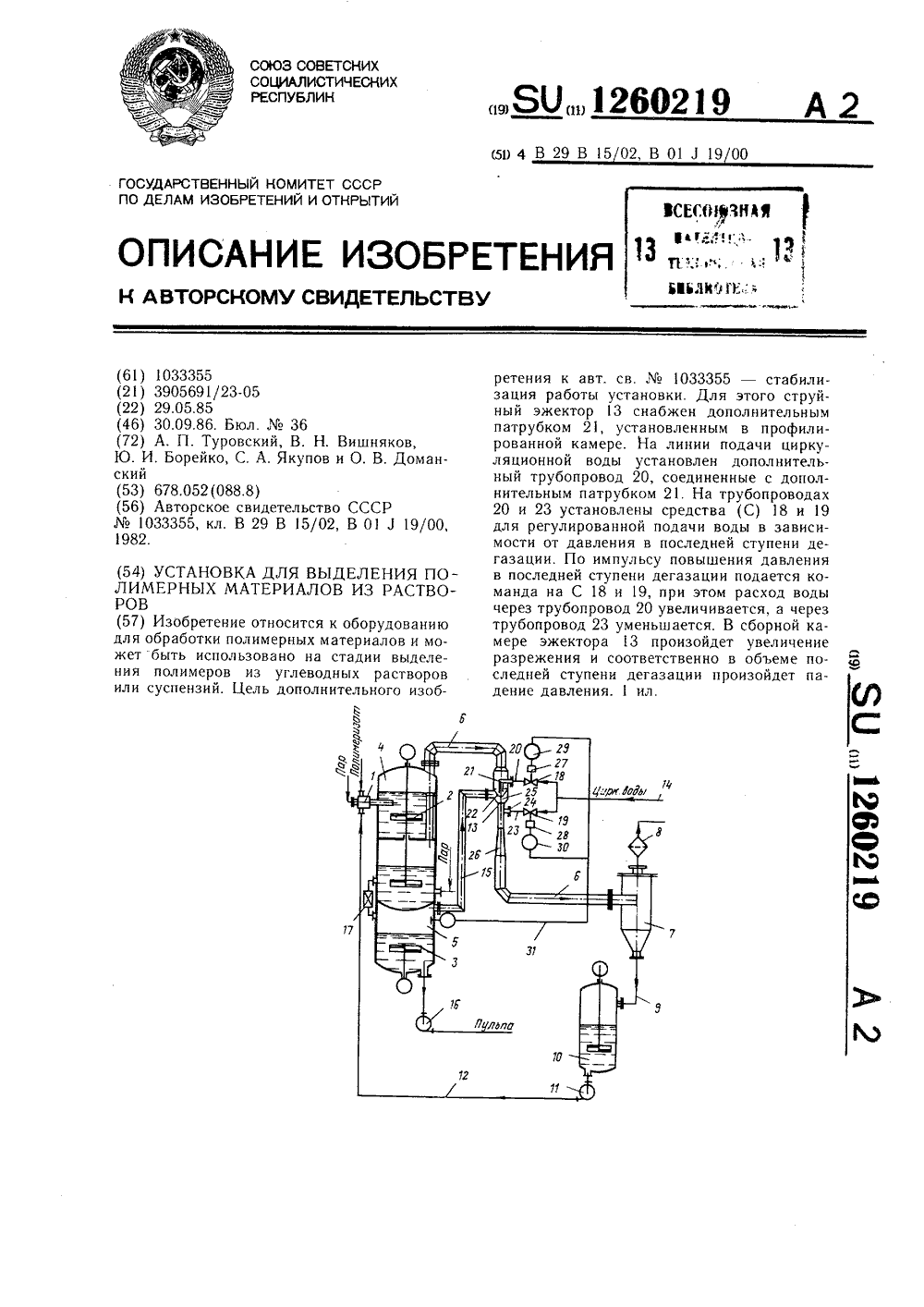
Установка для выделения полимерных материалов из растворов
Номер патента: 1260219
Опубликовано: 30.09.1986
Авторы: Борейко, Вишняков, Доманский, Туровский, Якупов
МПК: B01J 19/00, B29B 15/02
Метки: выделения, полимерных, растворов
...трубками 3.Установка работает следуюшим образом.Полимеризат, циркуляционная вода и греющий пар поступают в крошкообразователь 1, откуда в виде дисперсии вводятся в объем первой ступени 4, г е происходит завершение формирования пористой крошки в водной фазе и отделение парогазовой фа 5 10 15 20 25 30 35 40 45 50 55 зы от водной. Проходя последовательносекции дегазатора противотоком к пару,крошка и вода дегазируются и через дроссель 17 поступают в последнюю ступень дегазации 5, откуда охлажденная пульпа насосом 16 отводится на отжим и сушку,Смесь паров воды и растворителя, выделившегося в первой ступени 4, направляется в эжектор 13, где смешивается с циркуляционной водой, нагнетаемой по трубопроводу 14 через автоматические клапаны18 и...
Смесительно-дозирующая установка

Номер патента: 1260220
Опубликовано: 30.09.1986
Авторы: Кивович, Кнырович, Котов, Щукин
МПК: B29C 31/06, B29C 67/20
Метки: смесительно-дозирующая
...компоненты тщательно перемешиваются, но не происходит разрушение трубопроводов ивсей установки.После регулирования манометров 32 иЗЗ включаются гидронасосы 24 и 28 гидроприводов штоков дозирующих цилиндров и подъема и опускания запорно-регулирующего плунжера смесительной головки.Электромагнит 27 перемещает золотник гидрораспределителя 25 вправо и масло начинает нагнетаться в штоковую полость силового гидроцилиндра 11 перемещения што ков дозирующих цилиндров. Шток 12 перемещает штоки 5 и 6 дозирующих цилиндров 3 и 4 вверх, открываются всасывающие клапаныи 8 и компоненты из емкостей 1 и 2 заполняют дозирующие цилиндры 3 и 4. После заполнения дозирующих цилиндров 3 и 4 электромагнит 27 отключается, а электромагнит 26 включается и...
Пресс-форма для изготовления резинотехнических изделий

Номер патента: 1260221
Опубликовано: 30.09.1986
Авторы: Булашев, Захарова, Осипов
МПК: B29C 33/04, B29C 35/02
Метки: пресс-форма, резинотехнических
...следующим обра зом.Первоначально собирается разъемный сердечник (фиг, 3).Для этого в сектора 5 в их пазы 6, размещенные снаружи, устанавливается арматура 7, а с внутренней стороны через пазы 19 вставляются втулки 1 О и толкатели 18, которые при помощи болтов 9 соединяются с арматурой 7, При этом за счет длины втулок 10 между толкателем 18 и вертикальной поверхностью паза 19 образуется 45 зазор, позволяющий при нажатии на толкатель 18 перемещать арматуру 7 в радиальном направлении.Далее на сектора 4 и 5 устанавливается верхнее накидное кольцо 15 и нижнее накидное кольцо 16 так, чтобы конические 50 выступы 11 секторов 4 и секторов 5 вошли в концентрические канавки 13 накидных колец 15 и 16. Затем накидные кольца 15 и 16 с помощью...
Литьевая форма для изготовления кольцевых изделий из полимерного материала

Номер патента: 1260222
Опубликовано: 30.09.1986
Автор: Латыпов
МПК: B29C 35/02, B29C 45/27
Метки: кольцевых, литьевая, полимерного, форма
...литниковых плит, препятствующего смыканию формообразующих элементов и отделению литника от фор муемого изделия,Максимальные теплоизолирующие параметры воздушной полости 1 О обеспечиваются ее шириной, которая не должна быть более О 08 мм, так как в противном случае происходит впрыск материала в воздушную полость, что препятствует осевому перемещению формообразующих элемментов при их расклинивании клиновидным кольцевым литциком для заполнения материалом формующих гнезд. Выполнение теплоизоляциоцной воздушной полости шириной менее 0;01 мм приводит к нагреву литциковых плит формообразующими элементами и полимеризации материала в разводящей полости.Оптимальные параметры временной впуск ной литциковой полости достигаются при ширине...
Пресс-форма для изготовления полых резиновых изделий

Номер патента: 1260223
Опубликовано: 30.09.1986
Авторы: Азарков, Артемов, Данилов, Полянский, Солоухин
МПК: B29C 35/02, B29C 43/36
Метки: полых, пресс-форма, резиновых
...Раушская наб., д. 4/5 Филиал ПГП Патент, г. Ужгород, ул. Проектная, 4Редактор К. ВолощукЗаказ 5 74/13 Изобретение относится к изготовлению полых безоблойных резиновых деталей сложной конфигурации с внутренним диаметром от, двух миллиметров методом литьевого прессования, например, арматуры пневмоавтоматики (переходники, тройники и т. д.) и может. быть использовано в любой отрасли машиностроения.: Беъью изобретения является удобство последующего удаления внутреннего облоя,На фиг. 1 изображена предлагаемая прессформа; на фиг. 2 - разрез А - А на фиг. 1.Пресс-форма содержит верхнюю и нижнюю пресс-формыи 2 и составной дорн для формования внутренней полости деталей в виде центрального сердечника 8 и сопряженного с ним оформляюцего знака 4...
Способ изготовления покрышек пневматических шин

Номер патента: 1260224
Опубликовано: 30.09.1986
Автор: Зайка
МПК: B29C 35/02
Метки: пневматических, покрышек, шин
...4 и усилием, приложенным к узлу 3, проводят формование заготовки шины 1 (фиг. 1 и 2).В процессе формования и в последующем при хранении (стабилизации) нити 5 каркаса заготовки пневмошины 1 воспринимают давление формующего агента в полости шины. Возникающее при этом усилие в нитях 5 каркаса действует на бортовое кольцо 2, которое стремится одной своей составляющей Г разорвать кольцо, а второй М - уменьшить раствор бортов (фиг. 2), т. е. в начальной стадии формования борта шины от действия составляющей М стремятся сползти. Такое направление силы сох. раняется при изменении профиля 6 до профиля 7 (фиг. 5). В положении профиля 7 сила К, действующая на нить, имеет направление, показанное на фиг. 3. В этом 5положении составляющие М и Г...
Устройство для формования резинокордных оболочек

Номер патента: 1260225
Опубликовано: 30.09.1986
Авторы: Амирова, Иванова, Крейцберг, Мельников, Нетяга, Фот
МПК: B29C 35/02, B29C 43/10
Метки: оболочек, резинокордных, формования
...немтырями 7. Крышка 8 смонтирована на штоке 9 силового цилиндра с возможностью относительного аксиального перемещения посредством отверстия 10, Крышка 8 связана с корпусом 4 с возможностью ограниченного перемещения при помощи замкнутых вертикальных пазов 11 и болтов 12, закрепленных по торцу крышки 8. На станине 1 установлена нижняя плита 13 и байонентный затвор 14, а на штоке 9 смонтирован промежуточный диск 15 для установки верхнего диска диафрагменного узла 3, в котором смонтирована эластичная диафрагма 16 для формования заготовки 17 резинокордной оболочки. Диафрагма имеет верхний и нижний борта 18. Крышка 8 фиксируется на штоке 9 посредством гайки 19. Силовой привод установлен в станине под диафрагменным узлом. Устройство для...
Вулканизационный дорн

Номер патента: 1260226
Опубликовано: 30.09.1986
Авторы: Бекин, Веткин, Оборин, Сидоров, Хабаров
МПК: B29C 33/50, B29C 35/04
Метки: вулканизационный, дорн
...относительного аксиального перемещения диски 1 и 2, концентрично расположенные внутреннюю 3 и наружную 4 эластичные оболочки, закрепленные торцами на дисках, и размещенные в герметичной кольцевой полости между оболочками заполнитель 5 и армирующие элементы. Заполнитель 5 представляет собой легкоплавкий металлический сплав. В дисках имеются каналы 6 тированными в поперечных фигурных пазах 14 вкладышей 8 главных блоков 10. Фигурные пазы имеют на выходе ограничители 15. Дорн содержит устройство для натяжения лент, выполненных в виде зажимов 16, подпружиненных относительно дисков 1 и 2 посредством пружин 17 и снабженных электромагнитными толкателями 18. В нерастяжимые ленты 7, вмонтированы электро- нагреватели (не показаны), В...
Устройство для вулканизации резиновых изделий

Номер патента: 1260227
Опубликовано: 30.09.1986
Авторы: Коростелев, Пшинник
МПК: B29C 35/04
Метки: вулканизации, резиновых
...камере поворотный вал с планшайбой (не показаны), с равномерно закрепленными по ее окружности туннель- ными загрузочными камерами 3, взаимодействующими при перезарядке с концевыми затворами 2. Каждый из затворов выполнен в виде патрубка 4 с крышкой 5 и установленной в нем с возможностью перемещения гильзы 6, имеющей торцевое уп лотнение 7 и привод 8 для ее перемещения. Последний выполнен в виде установленных равномерно по окружности патрубка 4 в прикрепленном к нему кольцевом корпусе 9 маточных гаек 1 О с наружными зубчатым венцом и ходовых винтов 11, смон ЗО тированных в кронштейнах 12, прикрепленных к гильзам 6, Концентрично патрубку 4 смонтировано приводное кольцевое зубчатое колесо 13, находящееся в зацеплении с зубчатыми венцами...
Устройство для механической обработки пластмассовых изделий в форме тел вращения

Номер патента: 1260228
Опубликовано: 30.09.1986
МПК: B29C 37/02
Метки: вращения, механической, пластмассовых, тел, форме
...и т. д. При дальнейшем опускании зажим 3 с центри. рующим элементом 4 прижимает деталь ко дну лотка 12 с пазом а. Одновременно лоток 12 начинает движение вниз за счет подпружиненного штока 14, рычага 15 от кулачка 29, при этом нижний зажим вхо.- дит в паз а и деталь оказывается между зажимами 2 и 3. В момент опускания лотка 12 с деталью ограничитель 13 касается упора 16 и отводится последним в сторону. В момент зажима детали вибробункер отключается.Кулачок 6, продолжая вращение, воздействует на подпружиненный рычаг 17, который начинает перемещать плиту 1 с зажимами 2 и 3 и деталью к шлифовальному кругу 8.Одновременно с отводом плиты от лотка 12 последний поднимается вверх от кулачка 29 через шток 14. Ограничитель 13 возврашается в...
Устройство для удаления облоя с кольцевых резиновых изделий

Номер патента: 1260229
Опубликовано: 30.09.1986
Авторы: B29L 23:00, Краснер, Чернин
МПК: B29C 37/02
Метки: кольцевых, облоя, резиновых, удаления
...уплотнения валов.Целью изобретения является повышение надежности работы,На фиг, 1 изображено устройство с изделием, общий вид, на фиг. 2 - то же без изделия,Устройство содержит вал 1 с оправкой 2 для изделия и обрабатывающий инструмент (не показано). Вал 1 имеет привод от двигателя 3. Вал 1 и оправку 2 охватывает корпус 4 с установленными на его торце поджимными роликами 5, закрепленными на рычагах 6 и шарнирно связанными через подпружиненные тяги с пневмоприводом 8. Соосно оправке 2 размещен предохранительный узел в виде диска 9 с упорами в виде пальцев 10, закрепленными перпендикулярно плоскости диска. Диск 9 установлен в корпусе 11 с возможностью осевого перемещения, Корпус 11 снабжен фиксатором 12.Устройство работает следующим...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1260230
Опубликовано: 30.09.1986
Автор: Ивасько
МПК: B29C 45/26
Метки: литьевая, полимерных, форма
...ул 130лиал ОИзобретение относится к оснастке для изготовления полимерных изделий,Целью изобретения является упрощение сепарации и разрушения крупногабаритных литников,На фиг, 1 показана литьевая форма, разрез; на фиг. 2 - узел 1 на фиг. 1; захват литника (виды А - Г).Форма содержит неподвижную полумуфту с плитой 1 матриц 2, в которой выполнены разводящие литниковые каналы 3, и литниковой плитой 4 с центральной литниковой втулкой 5, подвижную полумуфту, включающую плиту 6 с оформляюшими элементами 7, плиту съема 8 и расположенные в ней захваты литника, выполненные в виде стержней 9 с выступами 10, которые размешены в разводящих литниковых каналах 3. В выступах 1 О выполнено отверстие 11 в направлении разводящего литникового канала, при...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1260231
Опубликовано: 30.09.1986
Автор: Бисярин
МПК: B29C 45/27
Метки: литьевая, полимерных, форма
...5 выталкивания выталкиватели 6 изделий установлены с возможностью ограниченного перемещения относительно них и с возможностью контакта хвостовика 7 с основанием 8. Для этого в плитах 5 выталкивания выполнена полость для бурта, расположенного в средней части хвостовика 7, В плите 2 матриц установлена поворотная вставка 9 с впускным литниковым каналом с острой кромкой, Впускной литниковый канал с острой кромкой 10 выполнен во вкладыше 11, Кроме того, в плитах выталкивания закреплены центральный выталкиватель литника и толкатель 12 для взаимодействия с закрепленным в поворотной вставке в радиальном направлении поводком 13.Такое конструктивное решение позволит обеспечить, производя последовательное выталкивание литника, а затем изделия,...
Способ изготовления многогнездных пресс-форм для резиновых изделий

Номер патента: 1260232
Опубликовано: 30.09.1986
Авторы: Ведяшкин, Водяков, Калер, Оськин
МПК: B29C 33/38, B29C 45/38
Метки: многогнездных, пресс-форм, резиновых
...вкладыш при этом исходя из допустимых контактных напряженийб не должно превышать Р7 Е бз 05 10000 500 кг/см 2 1 Минимальное давление на формообразующий вкладыш исходя из необходимости обеспечения контактных напряжений на отжимных кромках 6 м 1 =2000 кг/см равнор г бм 0,5 200 до /у 2у, И Для дальнейших расчетов величину внутреннего давления П принимают (по экспериментальным данным) равной 1410 кг/см ,Перевернутую и сомкнутую пресс-форму помещают в пресс и нагревают до температуры: П-,14.10Т = Р Тм = 0,+0 -463=432 КВ каждую из полостей в промежуточной плите закладывают заготовку резиновой смеси объемом 5,5 смз с температурой, не менее Промежуточную плиту накрывают основанием и пресс смыкают. Год давлением 10000 кг/см заготовки...
Станок для гибки листов из термопластичного материала

Номер патента: 1260233
Опубликовано: 30.09.1986
Авторы: Грацерштейн, Оленкевич
МПК: B29C 53/02
Метки: гибки, листов, станок, термопластичного
...4на необходимую длину гибки, листа, зажимное устройство 6 с пневмоцилиндрами 7 дляего перемещения, поворотную траверсу 8 спневмоприводами 9 для ее перемещения,нагреватель 1 О, находящиеся в зацеплениисектора 11 и 12, причем траверса 8 жесткосвязана с осью вращения зубчатого сектора 11, а нагреватель 10 жестко связан сосью вращения зубчатого сектора 12. Станок имеет систему охлаждения, выполненную в виде щелевого сопла 13, расположенного вдоль линии гиба, и пульт 14 управления, с помощью которого задается автоматически необходимое время нагрева иохлаждения в зависимости от толщины сгибаемого листа 15.Станок работает следующим образом,Лист 15, подлежащий гибке, укладывают на стол 2 таким образом, чтобы его торцевая поверхность,...
Устройство для сварки разнотипных термопластов

Номер патента: 1260234
Опубликовано: 30.09.1986
Авторы: B29L 31:00, Адаменко, Болдуй, Кораб, Менжерес, Новицкий, Тарногродский
МПК: B29C 65/18
Метки: разнотипных, сварки, термопластов
...подключенные, как и датчики уровня первичного грата 10 и 11, к блоку 12 сравнения и механизма 13 для закрепления и сжатия.Устройство работает следующим образом,Разнотипные трубы 14 и 15 закрепляются с помощью механизма 13 закрепления и сжатия. В зазор между свариваемыми трубами вставляется нагреватель 2, при этом теплоносители 4 и 3 прижимаются к торцам свариваемых труб 14 и 15. В начальный момент нагрева теплоносителя 3 и 4 имеют одинаковую температуру, так как под воздействием одинаковых токов в электронагревательных элементах 5 и 6 выделяется одинаковое количество тепла. На начальном этапе нагрева вследствие выталкивания расплавленного материала формируется первичный грат 16 и 17, Высота первичного грата, зависящая от вязкости...
Заливочная головка для пенопластов

Номер патента: 1260235
Опубликовано: 30.09.1986
МПК: B29C 67/20
Метки: головка, заливочная, пенопластов
...чертеже схематически представлена заливочная головка,Заливочная головка для пенопластов содержит (магнитострикционный) ультразвуковой преобразователь 1 с излучателем, выполненным в виде полого цилиндрического волновода 2, концентрично расположенного в дополнительном корпусе 3 с цилиндрическим и сужающимся к выходу, в свою очередь, концентрично расположенном во внутреннем корпусе 4 с цилиндрическим и сужающимся к выходу участками. Полый корпус 4 соединен с наружным корпусом 5, имеющим также цилиндрический и сужающийся к выходу участки, образую 1 цие камеры 6 идля ввода компонентов через штуцеры 8 и 9 соответственно, причем камера 6 на выходе имеет щель 10 между волноводом 2 и корпусом 4, а камера 7 - щель 11 между корпусом 5 и...
Пресс-форма для прессования изделий с резьбой

Номер патента: 1260236
Опубликовано: 30.09.1986
Авторы: Кожевников, Коситских, Федяев
МПК: B29D 1/00
Метки: пресс-форма, прессования, резьбой
...изделия.Пресс-форма содержит пуансон 1, резьбовую матрицу 2, установленное на ее на ружной боковой поверхности поворотное червячное колесо 3, внутренняя поверхность которого сопряжена с наружной поверхностью матрицы 2, поворотный червяк 4, привод, включающий электродвигатель 5 и передачу 6. На червячном колесе 3 укреплены ползушки 7, которые под воздействием пружин 8 контактируют с шарнирно укрепленными защелками 9, Пресс-форма снабжена свертывающим элементом, выполненным в виде съемного ключа 10 для свертывания изде 25 лия 11. На основании пресс-формы установлен конечный выключатель 12.Пресс-форма работает следующим образом.После запрессовки изделия 11 пуансон 1 отводят от полного размыкания пресс-фор- ЗО мы, затем на изделии 11...
Устройство для съема трубчатых изделий с дорна

Номер патента: 1260237
Опубликовано: 30.09.1986
Авторы: Крейцберг, Мельников, Фот
МПК: B29C 41/42, B29D 23/00
Метки: дорна, съема, трубчатых
...устройство, общий вид,Устройство содержит упор для изделия,выполненный в виде установленной на станине 1 плиты 2 с отверстием для проходаоправки и шарнирными зажимами 3 и фиксирующие элементы для обеспечения взаимодействия конца изделия с упором. Одиниз фиксирующих элементов выполнен в виде 15шайбы 4, установленной с возможностьюохвата боковой поверхности конца дорнаи взаимодействия с торцом изделия и выполнен со сквозным каналом в боковой стенке для подачи смазывающего агента междудорном и изделием и с уплотнениями 6 и 7.Причем уплотнение 6 установлено в боковой стенке шайбы 4 и предназначено длявзаимодействия с боковой поверхностью дорна, а уплотнение 7 установлено на торцешайбы 4 и предназначено для взаимодействия с торцом изделия....
Способ изготовления гибких рукавов с гладкой внутренней поверхностью

Номер патента: 1260238
Опубликовано: 30.09.1986
Авторы: Волкова, Карпейкин, Кутукова, Пешехонов, Проворная, Хрульков
МПК: B29C 53/60, B29D 23/00
Метки: внутренней, гибких, гладкой, поверхностью, рукавов
...на дорн под углом 2580 - 85 и шагом 15 - 20 мм в зависимостиот диаметра дорна. После этого образуютнаружную трубчатую оболочку путем спиральной намотки прорезиненной ленты 3(фиг, 2) под углом 65 - 75 и шагом 100 -120 мм в зависимости от диаметра дорна, ЗОНамотку ленты 3 производят с натяжением,обеспечивающим опрессовку жгута 2. Приэтом прорезиненная лента 3 оказывает наповерхность навитого на дорн жгута нормальное контактное давление, которое обеспечивает деформацию профиля жгута 2 вего плотное прилегание к поверхности ленты 3,Установлено, что минимально необходимое контактное давление на армирующийэлемент, вызывающее деформацию профиля жгута, должно составлять не менее 2 кгс/см. На графике (фиг, 4) изображено относительное...
Устройство для прокола покрышек пневматических шин

Номер патента: 1260239
Опубликовано: 30.09.1986
Авторы: Вачаев, Кривошеин, Юдников
МПК: B29C 35/00, B29D 30/00
Метки: пневматических, покрышек, прокола, шин
...общий вид; на фиг. 2 - разрез А-Л на фиг, 1; на фиг. 3 - вид Б на фиг. 1. Устройство содержит смонтированную на подающем средстве 1 посредством фланцев 15 2 и 3 и подшипниковых опор 4 пустотелую обечайку 5 с отверстиями 6 под прокалывающие элементы. Внутри обечайки 5 по ее окружности установлены продольные валики 7, на которых смонтированы посредством разьемных соединений 8 прокалывающие элементы в виде заостренных штырей 9. С одной стороны обечайки 5 на хвостовике 1 О фланца 2 установлена звездочка 11 для вращения обечайки 5. С другой стороны обечайки 5 на подшипниковой опоре 4 установлен копир в виде полуколец 12 и 13 с пазами 14 и 5, состыкованных посредством разъемных соединений 16. Пазы 14 и 15 образуют кольцевой паз, в котором...
Способ сборки резинокордных оболочек тороидального типа

Номер патента: 1260240
Опубликовано: 30.09.1986
Авторы: Кахаев, Кольман-Иванов, Черемных
МПК: B29D 30/00
Метки: оболочек, резинокордных, сборки, типа, тороидального
...для передачи крутящих моментов, и является усовершенствованием изобретения по авт. св,479654.Целью изобретения является повышение производительности процесса сборки. 10На фиг. 1 - 5 схематично изображены пос ледовательные стадии выполнения способа.Способ заключается в выполнении следующих операций.15Предварительно изготовленную камеру 1 резинокордной оболочки устанавливают на сборочный барабан 2. Слои корда 3 одним концом соединяют с камерой 1, а оставшаяся часть слоев располагается на барабане 2, образуя цилиндрический браслет 20 (фиг. 1). На слои корда 3 накладывают внутренний 4 и наружный 5 протекторы на расстоянии друг от друга и от камеры 1 в соответствии с конструкцией резинокордной оболочки.Подводят в зону наложенных слоев кор...
Агрегат для изготовления заготовок камер пневматических шин

Номер патента: 1260241
Опубликовано: 30.09.1986
Авторы: Ананьин, Бозина, Лысанская, Мельникова, Обыденников, Полуянова, Ривкина
МПК: B29D 30/06
Метки: агрегат, заготовок, камер, пневматических, шин
...выполнен в виде рамки 19 с роликами 20, которые монтируются на рамке 19 посредством конических опор 21. Рамка 19 посредством ушек 22 надета на ось 23, которая посредством серег 24 и оси 25 установлена на якоре 26 электромагнита 17.Конечные выключатели 10 электрически связаны с электромагнитом 17.Работа агрегата осуществляется следующим образом.Формующая машина 1 выпускает в 3 - 5 ручьев камерные трубки, которые принимает отборочный транспортер 2 и перемещает к ванне 3. Из охладительной ванны 3 трубки поступают на подающий транспортер 4, где механизм 5 монтирует на них вентили 27.Через ванну 6 для антиадгезионного покрытия трубки идут к механизму 7 для раскроя.Нарезанные заготовки проходят под рамой 9, отклоняя стеблями вентилей 27 флажки...