Кричевер
Кантователь для сварки

Номер патента: 927468
Опубликовано: 15.05.1982
Авторы: Беликов, Богуславский, Котляркер, Кричевер
МПК: B23K 37/04
Метки: кантователь, сварки
...дважды совершить дополнительно вращение кантов-теля, что существенно уменьшает производительность. Кроме того, при такой конструкции установки заслонки в полой раме, когда ось поворота заслонки расположена на торце разделительной диафрагмы, а направление вращения заслонки при открытии полостей совпадают с направлением движения воздуха ЗО при вытяжке, при значительных расходах воздуха и значительной площадизаслонки возможен ее поворот созданным разряжением со стороны полого шпинделя и тем самым частичное откры тие закрытой полости рамы, что ухудшает отсос газов от мест сварки.Целью изобретения является повышение производительности и улучшения условий труда путем повышения эффек- .40 тивности отсоса вредных газов в зоне сварки.С этой...
Способ автоматического управления стадией формования при литье изделий из пластмасс под давлением

Номер патента: 903169
Опубликовано: 07.02.1982
Автор: Кричевер
МПК: B29F 1/00
Метки: давлением, литье, пластмасс, стадией, формования
...управления стадией формования при литье изделий из пластмасс под давлением, заключающемуся в регулиро вании времени формования изделий, дополнительно осуществляют кратковременное сжатие пластицированного расплава пластмассы при заданном давлении, измеряют величину пути, пройденного червяком за время указанного кратковременного сжатия расплава, и в зависимости от упомянутой величины пути устанавливают время формования изцелия в данном цикле литья.На чертеже показана структурная схема устройства, реализующего описываемый способ.Предложенный способ осуществляют следующим образом.В передней части цилиндра 1 пластикации перед червяком 2 накапливают необходимую дозу пластицированного расплава полимера. После окончания процесса пластикации в...
Устройство для определения момента перехода стадии впрыска в стадию формования при литье под давлением изделий из пластмасс

Номер патента: 903168
Опубликовано: 07.02.1982
Авторы: Грицаенко, Гурвич, Кричевер, Лейдерман, Натальчишин, Николенко, Шевченко
МПК: B29F 1/00
Метки: впрыска, давлением, литье, момента, перехода, пластмасс, стадии, стадию, формования
...изобретения является повышение точности опредеяения момента окончания стадии впрыска.Эта цель достигается тем, что предложенное устройство, содержащее импульсный датчик линейного перемещения червяка, счетчик импульсов и блок управления литьевой машиной, снабжено генератором импульсов и блоком сравнения числа импульсов, Выход генерзтора импульсов соединен последовательно через счетчик.импульсов и блок сравнения числа импульсов со входом блока управленияйлитьевой машиной, а выход импульсного датчика линейнэго перемещения червяка со входом счетчика импульсов.На чертеже предстанлена структур ная схема предлагаемого устройства.Устройство содержит импульсный датчик 1 линейного перемещения червяка, генератор 2 импульсов, счетчик 3...
Устройство управления трубогибочной машиной

Номер патента: 893318
Опубликовано: 30.12.1981
Авторы: Дубинский, Кричевер, Овруцкий
МПК: B21D 7/12
Метки: машиной, трубогибочной
...посредством задатчика 8 коэффициентапропорциональности вводят в блок 7пропорциональной коррекции. Послеэтого устройство готово к работе..Перфокарта (либо перФолента) вводятся в блок 1 считывания. блок 1 считывания осуществляет считывание заданного угла гиба и преобразование информации о величине заданного угла гибки к виду, обеспечивающему работу сумматора 2 и других блоков устройства. бсли устройство собрано на элементах, осуществляющих обработку сигналов в цифровом виде, то на выход блока считывания информации о величине угла гибки будет представлена информация в виде кода числа. В случае реализации предлагаемого устройства на элементах, осуществляющих обработку сигналов в аналоговом фвиде, информация на выходе блока 1 считывания...
Трубогибочная машина

Номер патента: 893315
Опубликовано: 30.12.1981
Авторы: Дубинский, Кричевер, Овруцкий
МПК: B21D 7/02
Метки: трубогибочная
...радиус гибки и на другойдиаметр изгибаемой трубы.Поставленная. цель достигаетсятем, что трубогибочная машина, содержащая механизмы зажима и,.прижима точбы . привод перемещения тру- ЗО Централь ное проектно-кокс трук торское бюро кузнечно-прессового машиностроенияприкреплен один конец троса 11, .другой конец которого соединен сприводом возврата гибочного шаблона в исходное положение (ие показан) . Перемещение трубы осуществляется приводом перемещения трубы,содержащим рычаги 12 и патрон 13.Машина работает следующим образом,Нри работе с дорном трубу одевают на дорн. Зажимным сухарем ь,аханизма 1 зажима и роликовой опороймеханизма 2 прижима труба поджимается к гибочному шаблону 8. Вращением вала 5 привода гиба трубы против часовой...
Устройство для управления процессом литья изделий из пластмасс под давлением

Номер патента: 891463
Опубликовано: 23.12.1981
Авторы: Грицаенко, Кричевер, Николенко, Фаерман, Шевченко
МПК: B29F 1/00
Метки: давлением, литья, пластмасс, процессом
...8 соединенным с первым входом накапливающего сумматора 9, выход которого соединен со вторым входом блока 7 сравнения. Установоцный входЕсли во время впрыска при изменении условий работы червяк 2 упирается в сопло материального цилиндра 1, так как подготовленная в предыдущем цикле работы доза расплава оказалась малой, то на выходе датчика 15 нулевой величины осевого положения черзяка появляется сигнал, который откры" вает третий ключ 12 и добавляет в накапливающий сумматор 9 число, заданное в блоке 13. Теперь в накаплинакапливающего сумматора 9 через второй ключ 10 соединен с блоком 11 задания осевого положения червяка вмомент окончания формования,Второй вход накапливающего сумматора 9 через третий ключ 12 соединенс блоком 13 увеличения...
Штамп для прямого выдавливания

Номер патента: 878405
Опубликовано: 07.11.1981
Авторы: Кричевер, Хасаншин
МПК: B21J 13/02
Метки: выдавливания, прямого, штамп
...(цельным) на длине, несколько меньшей (на 1 - .3 мм) величины захода в него пуансона 1.Штамп работает следующим образом.Исходная заготовка вводится в контей нер 4, полуматрицы 2 и 3 смыкаются с помощью механизма зажима деформирующего оборудования, например, горизонта,чьно-ковочной машины, и пуансэном 1 производптся прямое выдавливание изделия 5.25 В процессе вылавливания в матрицевозникают боковые распирающие усилия,Как известно, боковые усилия достигают максимальных значений в начале процесса выдавливания, когда затотовка З 0 имеет наибольшую боковую поверхностьГl Составитель О. Корабельников Техред И, Пенчко Корректор С. фай актор Т. Кузнецов Изд.582арственного комитета СССР13035, Москва, Ж, Рауш Заказ 1469/1106 НПО Поиск Г ип, Харьк,...
Устройство для охлаждения литьевой формы

Номер патента: 875353
Опубликовано: 23.10.1981
Авторы: Геринштейн, Кричевер, Лейдерман, Литвинов, Николенко, Овруцкий, Салабай
МПК: G05D 23/00
Метки: литьевой, охлаждения, формы
...7 литьевойформы 8, датчик 9 и задатчик 10 темпера.туры и блок 11 сравнения, выход. которогосвязан с управляющим входом 12 двухпози.ционного распределителя 4, а первый и второй входы соответственно с задатчиком 10температуры и датчиком 9 температуры, установленном иа входном канале 2 побудителя 1расхода теплоносителя,Устройство работает следующим образом.. Пусть, двухпоэиционный распределитель 4находится в таком положении, когда выходнойканал 3 побудителя 1 расхода соединен с входом 5, а входной канал 2 побудителя 1 расхода соединен с выходом б термостатирующегоканала 7 формы 8.Теплоноситель поступает через двухпоэиционный распределитель 4 к входу 5 термостатирующего канала 7 и движется по термостатирующим каналам формы в направлении...
Штамп для горизонтально-ковочных машин

Номер патента: 874253
Опубликовано: 23.10.1981
Авторы: Кричевер, Сорокин, Хасаншин
МПК: B21J 13/02
Метки: горизонтально-ковочных, машин, штамп
...призмы и сопряжена с натягом с обоймой по плоскостям 5 под углом, несколько большим угла трения для легкости извлечения матрицы из обоймы после окончания штамповки.Штамп работает следующим образом.В матрицу 1 вкладывают заготовку, смывают обе половины матрицы и устанавливают матрицу в обойму. Включают привод горизонтально-ковочной машины. Зажимают ползун, смыкают секции обоймы, зажимая матрицу. При рабочем ходе пуансона производится деформирование заготовки. Возникающие при этом в матрице разжимающие нагрузки в основном воспринимаются обоймой и лишь незначительная их. часть (12 - 16%) через наклонные поверхности 5 передается на зажимаемый ползун. Натяг874253 иг.2 СостаТех редТирандарствеизобретеж - 35,нт, г, У ыстровКорректор...
Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс

Номер патента: 865671
Опубликовано: 23.09.1981
Авторы: Вербицкий, Дьяков, Закора, Кричевер, Лурье, Овруцкий, Полушкин
МПК: B29F 1/00
Метки: давлением, дозы, литье, объемной, пластмасс, расплава
...3 перемещения, впрыскивая подготовленную дозу расплава в полость формы 4 под действием давления рабочей жидкости в поршневой полости гидроцилиндра 5, которое контролируется датчиком 6 давления. Сигнал датчика 3 перемещения в блоке 7 сравнения сравнивается с сигналом поступающим от задатчика 8, Сигнал датчика 6 давления поступает в арифметический блок 9, осуществляющий вычисление разности между величинами удельных давлений, действующих на расплав в момент окончания процесса впрыска и в процессе пластикации. Этот сигнал поступает в логический блок 10, вырабатывающий корректирующий сигнал исполнительным механизмом на остановку червяка 1 после окончания пластикации. Устройство работает следующим образом, В момент окончания процесса...
Система циклового программного управления
Номер патента: 523390
Опубликовано: 07.09.1981
Авторы: Бурда, Дегтярев, Кричевер, Полякова, Шраго
МПК: G05B 19/02
Метки: программного, циклового
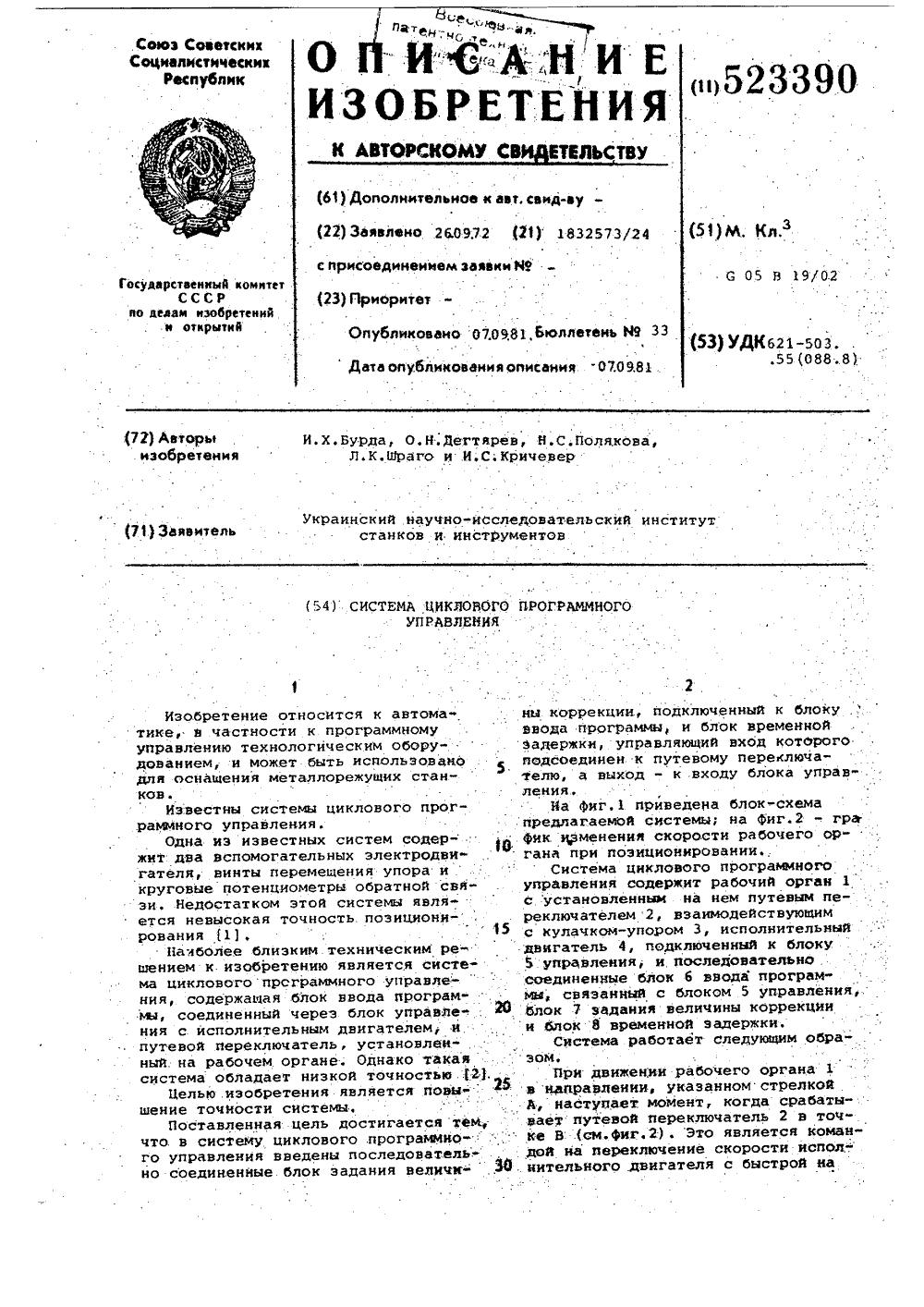
...установлен- Система работает следующим обраный на рабочем органе. Однако такая зом.система обладает низкой точностью .;(2). При движении рабочего органа 1целью .изобретения является повн-2 в направлении, указанном стрелкой шеиие точности системы. А, наступает. момент, когда срабатыПоставленная цель достигается тем, .вает:путевой переключатель 2 в точчто. в систему циклового программно-: .ке В .(см.фиг.2) . Это является команго управления введены последователь- . дой на переключение скорости испол.-. но соединенные блок задания величк- ,Ю кительного .двигателя с быстрой на523390 Формула изобретения 2/58 Тираж 940 йбапиеное Зака ВН ул Проектная"Патент.", г. Ужгоро и замедленную. Длина гребня кулачка, упора 3 выбирается так,...
Способ автоматического регулирования процесса литья пластмасс под давлением

Номер патента: 861089
Опубликовано: 07.09.1981
Авторы: Калинчев, Кричевер, Николаенко, Шевченко
МПК: B29F 1/00
Метки: давлением, литья, пластмасс, процесса
...7, при котором начинается перемещение расплава из цилиндра 1 в полость формы 3, т. е. давление в момент открытия сопла (величина Р, на фиг. 2).Задатчиком 15 задается сигнал, пропорциональный координате червяка 2, при которой начинается перемещение расплава из цилиндра 1 в полость формы 3, т. е, координата червяка 2 в момент открытия сопла.Для реализации предлагаемого способа автоматического регулирования несущественна конструкция применяемого сопла 4, т. е. может быть применено как сопло с механическим затвором, так и сопло без затвора - открытого типа. При этом под моментом открытия сопла подразумевается начальный момент перемещения фронта расплава из сопла в форму.Устройство содержит два блока сравнения 1 б и 17, Блок 1 б сравнения...
Способ автоматического управления процессом пластикации при литье под давлением изделий из пластмасс

Номер патента: 861088
Опубликовано: 07.09.1981
Авторы: Вербицкий, Дьяков, Закора, Кричевер, Лурье, Овруцкий, Полушкин
МПК: B29F 1/00
Метки: давлением, литье, пластикации, пластмасс, процессом
...на указанном минимальном пути торможения червяка по параболическоц зависимости от величины его перемещения.На чертеже изображена блок-схема устройства для реализации,предлагаемого способа,Устройство содержит датчик 1 перемещения червяка, датчик 2 давления пластикацип, логический блок 3, блок 4 задания, функциональный преобразователь 5, регулятор 6 скорости червяка и блок 7 дифферечцирсва нИя.Сигнал датчика 1, пропорциональный текущей координате червяка, поступает на первый вход блока 3, на второй вход которого поступает сигнал, пропорциональный заданной координате остановки червяка от блока 4. Сигнал датчика 1 поступает также на вход блока 7, на выходе которого формируется сигнал, пропорциональный скорости акопального перемещения...
Способ автоматического регулирования стадии заполнения расплавом полости формы при литье под давлением прецизионных изделий из пластмасс

Номер патента: 861087
Опубликовано: 07.09.1981
Авторы: Калинчев, Кричевер, Марам, Николаенко
МПК: B29F 1/00
Метки: давлением, заполнения, литье, пластмасс, полости, прецизионных, расплавом, стадии, формы
...производной, пути червяка по времени, т. е, сигнал, пропорциональный скорости червя. ка на последней ступени заполнения рас. плавом полости формы. Выход блока 12 связан с первым входом арифметического блока 14, второй вход которого связан с задатчиком б, а третий вход - с выходом датчика 4. Блок 14 производит вычисление значений скоростей каждой из ступеней впрыска с учетом значений геометрических параметров изделий, заданных задатчиком 6, и с учетом сигнала, пропорционального величине скорости, поступившего от блока 1 д в блок 12,Блок 14 при впрыске расплава в сле. дующем цикле литья дает команду регулятору 10 насоса 11 на отработку, найденных значений скоростей на каждой из ступеней внрыска по мере заполнения расплавом по....
Устройство для автоматическогоуправления литьевой машиной

Номер патента: 844357
Опубликовано: 07.07.1981
Авторы: Кричевер, Лейдерман, Литвинов, Николенко, Овруцкий, Шевченко
МПК: B29F 1/00
Метки: автоматическогоуправления, литьевой, машиной
...ключ 18, и управляющим сигналом, поступающим на первый ключ 15, равен или несколько больше времени, необходимого для занесения в память основного запоминающего блока 13 откорректированного сигнала величины объемнойдозы расплава с выхода третьего сумматора 24,Одновременно с подачей уппавляющего сигнала на четвертый ключ 18 сигнал из блока 12 синхронизации поступает в блок 11 управления, благодаря чему в нем вырабатывается команда на начало цикла пластикации. Червяк 1 начинает вращаться, размягчая материа,л и перемещая его в пепелнюю зону (на блок-схеме справа налево 1.Пол действием давления, создаваемого материалом, скапливающимся перед червяком 1, датчик начичает перемещаться слева направо. Ппи этом величина сигналя на выходе...
Способ автоматического управлениястадией впрыска при изготовленииизделий из пластмасс методом литьяпод давлением

Номер патента: 835797
Опубликовано: 07.06.1981
Автор: Кричевер
МПК: B29F 1/00
Метки: впрыска, давлением, изготовленииизделий, литьяпод, методом, пластмасс, управлениястадией
...следующим образом.В передней части цилиндра 1 пластикации перед червяком 2 накапливают подготовленную к впрыску дозу расплава. Перед началом впрыска в гидроцилиндр 3 насосом 4 в течение короткого заданного промежутка времени подается рабочая жидкость под пробным давлением, определяемым настройкой клапана 5. Клапан 5 настраивается таким образом, чтобы усилие,835797 аказ 1126/10 Изд,3 ПО По ираж 694 писное Типография, пр. Сапунова 3создаваемое в поршневой полости гидро- цилиндра 3, не превысило усилия, необходимого для открытия сопла 6, т, е. чтобы не произошло затекание расплава в полость формы 7. При этом созданное в гидроцилиндре 3 усилие перемещает червяк 2 по направлению к форме и сжимает расплав на некоторую величину пути. Путь,...
Способ автоматического управлениявременем охлаждения изделий при литьепластмасс под давлением

Номер патента: 835796
Опубликовано: 07.06.1981
Автор: Кричевер
МПК: B29F 1/00
Метки: давлением, литьепластмасс, охлаждения, управлениявременем
...между полуформами 2 и 3 вырабатывается сигнал логического нуля, а при15 полном контакте полуформ 2 и 3 вырабатывается управляющий сигнал логическойединицы,Охлаждающая жидкость подается в форму по магистрали а, а сливается из формыпо магистрали б. Датчик 6 температурыконтролирует температуру жидкости в магистрали а, а датчик 7 - в магистрали б.Сигналы с датчиков 6 и 7, пропорциональные контролируемым температурам, поступают на входы блока 8 сравнения, на выходе которого вырабатывается сигнал, пропорциональный величине разности междувеличинами сигналов на входе блока 8. Выход блока 8 сравнения электрически связанЗаказ 1126/9 Изд. М 381 Тираж 694 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035,...
Способ автоматического управленияпроцессом пластикации при литье поддавлением

Номер патента: 823159
Опубликовано: 23.04.1981
Авторы: Кричевер, Николенко, Фаерман, Шевченко
МПК: B29F 1/00
Метки: литье, пластикации, поддавлением, управленияпроцессом
...форму, который осуществляется при помощи гидроцилиндра 3, управляемого блоком 4 управления. После заполнения рас- плавом формыпоступает команда на формование, при котором изделие выдерживается под давлением Формирования определенное время, Измерение текущего осевого положение червяка 1 относительно его упора в сопло осуществляется с помощью датчика 5 и блока 6 текущего осевого положения червяка 1, которое входит в состав вычислительного устройства системы. 4Блок 6 текущего осевого положениячервяка 1 накапливает сигналы датчика 5, Измерение пути, пройденногочервяком 1 во время процесса впрыска и формования, осуществляется спомощью блока 7 измерения пути привпрыске и формировании аналогичногоблоку 6, но он управляется блоком4 управления;...
Стенд для сборки под сварку рамно-балочных изделий

Номер патента: 823049
Опубликовано: 23.04.1981
Авторы: Богуславский, Каневская, Кричевер
МПК: B23K 37/04
Метки: рамно-балочных, сборки, сварку, стенд
...вместе с осями 11 в пазах при прогибе балки. Зажатие поперечного сечения балки при прогибе и прогиб осуществляются от одного привода, что существенно упрощает конструкцию стенда, повышает надежность зажима и производительность. Прижимы выполнены в виде установленных в пазах 10 осей 11 со смонтированными на них прижимными рычагами 12 с противовесами 13. Оси 11 подпружинены пружинами 14 относительно основания, на котором установлены также ловитель 15 балки и фиксатор 16 двутавра по длине. Все механизмы оснащены пневмоприжимами20Стенд работает следующим образом.На стенд подается балка (предварительно сваренные эетовые профили) и фиксируется ловителем 15, Затем включают механизмы зажима полок 25 эетовых профилей 2. Подают двутавр...
Манипулятор

Номер патента: 812563
Опубликовано: 15.03.1981
Авторы: Кивензор, Кричевер, Кухарец, Лоев, Николенко, Реминский, Черных, Шлафер
МПК: B25J 11/00
Метки: манипулятор
...включает гидроцилинлр 19 изубчато-реечную передачу 20. Поворотфиксируется жесткими упорами 21, установленными на валу 22, каждый из которых обеспечивает точное положениерук 8 и 9 над соответствующим поперечным рядом заготовок 12 в сменнойтаре 15. Пбворот рук 8 и 9 к патронустанка контролируется жестким упором23. На цилиндрической направляющей б выполнены пазы 24, шаг которых соответствует шагу ячеек по длине и ширине тары 15. На корпусе 5 установлены фиксаторы 25 которые входят в соответствующие пазы 24 и фиксируют положение направляющей б.На панели 26, соединенной с направляющей 6, установлены кулачки 27, расположение которых соответствует расположению пазов 24, взаимодействующие с электрическими конечными вык лючателями 28-30, Руки 8 и...
Устройство для регулирования процессалитья изделий из пластмасс

Номер патента: 804494
Опубликовано: 15.02.1981
Авторы: Вербицкий, Геринштейн, Дьяков, Закора, Кричевер, Лурье, Николенко, Овруцкий, Полушкин
МПК: B29F 1/00
Метки: пластмасс, процессалитья
...гидроцилиндра впрыска, блок 3 дифференцирования, блок 4 определения нулевого значения производной, блок 5 сравнения, задатчик 6 величины подушки, блок 7 коррекции, задатчик 8 пластикационного пути червяка, 50 блок 9 управления, червяк 10, гидроцилиндр 11 впрыска, форму 12.Работа устройства осуществляется следующим образом.На стадии пластикации червяк 10, вра 55 щаясь, перемещается на величину, заданную задатчиком 8, Перемещение червяка 10 контролируется датчиком 1. При достижении заданной координаты блок 9 управления 44дает команду исполнительным механизмам на прекращение вращения, На стадии впрыска червяк 10 под действием усилия перемещается вперед, вытесняя расплав из цилиндра пластикации в полость формы 12. При этом положение червяка...
Захват манипулятора

Номер патента: 764976
Опубликовано: 23.09.1980
Авторы: Гончаренко, Кивензор, Кричевер, Кухарец, Лоев, Николенко, Спасская, Шлафер
МПК: B25J 15/00
Метки: захват, манипулятора
...8,Рычаги б снабжены эажимными элементами 9 для зажима иэделий 10,На корпусе 1 смонтирован силовой цилиндр 11, на штоке которого смонтирована двусторонняя рейка 12.На осях 13, связанных с корпусом1, установлены дополнительные шестерни 14, в которых выполнены продольные пазы 15, ширина которых соответствует ширине зажимных рычагов б идопускает их относительное перемещение. Шестерни 14 входят в зацеплениес рейкой 12.Захват манипулятора работает следующим образом,В исходном положении рейка 12 выдвинута относительно корпуса 1, Приэтом. рычаги б разведены для захватаизделий. При перемещении штока рейки 12 поворачиваются шестерни 4 и 14,которые приводят в движение рычаги б.Рычаги б перемещаются в пазах 15 шестерни 14 и совершают при...
Способ автоматического управления процессом литья изделий из пластмасс

Номер патента: 751458
Опубликовано: 30.07.1980
Авторы: Калиничев, Кричевер, Овруцкий
МПК: G05B 21/00
Метки: литья, пластмасс, процессом
...привода 2 вращения и привода 5 линейного перемещения, представляющего собой гидроцилиндр. Скорость линейного перемещениячервяка регулируется настройкой гидравли 20ческих аппаратов, а скорость вращениячервяка регулируется регулятором 6.При впрыске расплава в первом циклелитья скорость вращения червяка задается)5задатчиком 7.Датчик 8 линейного перемещения червяка вырабатывает сигнал, пропорциональныйцый текущей координате червяка во времявпрыска, Этот сигнал поступает в блоксравнения 9, где сравнивается с сигналом,Здпропорциональным заданной величине подушки расплава, поступающим в блоксравнения 9 от задатчика 10. Блок сравнения 9 вырабатывает сигнал рассогласования, знак и величина которого соответству 35ет знаку и величине разности...
Способ термостатирования литьевых форм
Номер патента: 730582
Опубликовано: 30.04.1980
Авторы: Кричевер, Овруцкий
МПК: B29C 5/00
Метки: литьевых, термостатирования, форм
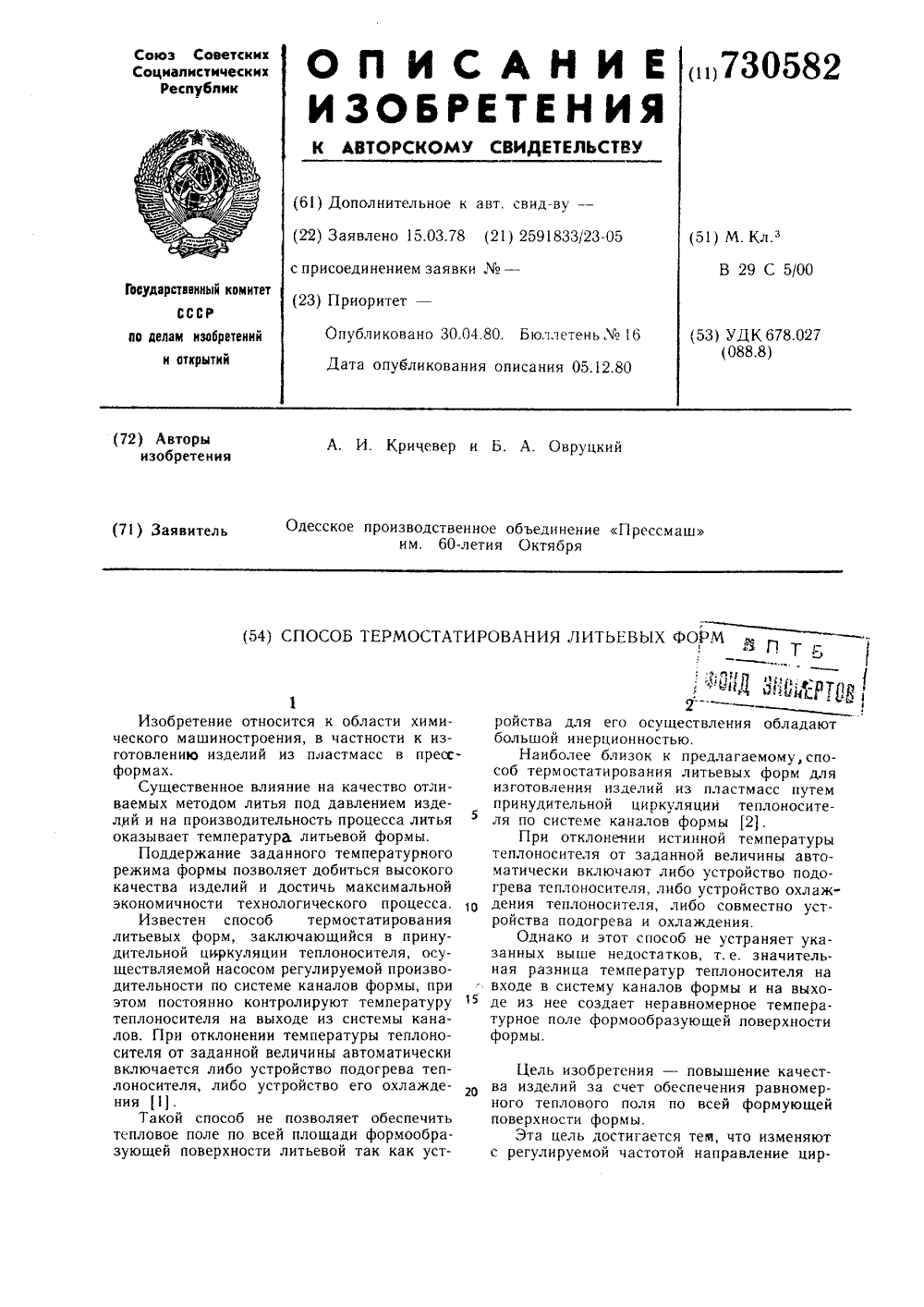
...устройство 3, которое в зависимости от условий переработки и от перерабатываемого материала нагревает, либо охлаждает теплоноситель до заданной температуры. На выходе из устройства 3 установлен двухпозиционный гидравлический распределитель 4. В показанном на чертеже положении распределитель 4 обеспечивает подачу теплоносителя в систему каналов литьевой формы 5 по магистрали а, При этом выход теплоносителя из каналов литьевой формы в бак 2 осуществляется по магистрали б. При переключении распределителя 4 во второе положение теплоноситель подается в систему каналов литьевой формы по магистрали б, при этом выход теплоносителя из системы каналов литьевой формы 5 осуществляется по магистрали а. Таким образом, распределитель 4...
Способ автоматического регулирования процесса изготовления изделий из пластмасс под давлением

Номер патента: 724352
Опубликовано: 30.03.1980
Авторы: Бранденбургский, Гурвич, Калинчев, Кеймах, Коренфельд, Котляренко, Кричевер, Левертов, Овруцкий
МПК: B29F 1/06
Метки: давлением, пластмасс, процесса
...приращения давления за интервал времени, величина которого устанавливается с помощью задатчика 4 величины. интервала. Выход дифференцируюшего устройства 3 соединенсо входом блбка 5 определения нулевого значения производной, На выходе3724352 Формула изобретения ЦНИИПИ Заказ 7 б 8/-г 5 Подписное ПП Патент Филиа блока 5 появляется сигнал только при появлении на выходе устройства 3 сигнала, имеющего нулевое значение, Любому сигналу на выходе устройства 3, отличному от нуля, соответствует на выходе блока 5 нулевой, Выход блока 5 соединен с переключателем 6, Функция которого состоит в подключении к полости гидроцилиндра 2 регулятора 7 скорости впрыска при наличии йа выходе блока 5 нулевогосигна 1 ла и в подключении регулятора 8 давления...
Штамп для горячей объемной штамповки

Номер патента: 715198
Опубликовано: 15.02.1980
Авторы: Иливицкий, Кричевер, Сорокин
МПК: B21J 13/02
Метки: горячей, объемной, штамп, штамповки
...основанием направлен вверх, Инцуктор 4 запитан переменным током тг имеет водяное охлаждение, В электромагнитном поче ипдуктора удерживается заготовка 5,Штамп работает следующим образокНагретач заготовка 5 вводится в алектромагнитное поле индуктора 4. Злектромагнитое поле последнего наводит взаготовке вихревые точки..Вследствие взаимодействия электромагнитного поля вихревых токов, наведенных в заготовке 5, с пачем индуктора4 возникает отталкивающая сила, поддерживакндая заготовку 5 над индутором 4в состоянии левитации, Одновременно1715198 4Формула изобретени я Составитель В, ЛукашенкоРедактор Л, Василькова Техред . М. Петко орректор яга одписное 09/7 Тираж 986 БНИИПИ Государственного комит по делам изобретений и открыти 13035, Москва,...
Захват манипулятора

Номер патента: 691290
Опубликовано: 15.10.1979
Авторы: Кадырова, Кричевер, Кухарец, Лоев, Николенко, Резницкий, Реминский, Чан, Шлафер
МПК: B25J 15/00
Метки: захват, манипулятора
...гидроцилиндр 2. Шток-рейка 3 кинематичес"ки связана с шестернями 4, установленными в корпусе 1, В шестернях 4выполнены продольные пазы 5, ширинкоторых соответствует ширине зажимных губок б и которые допускают от,носительное их перемещение. Губкиб заФиксированы от осевого перемещения стопорами 7. На корпусе 1 выполнены проФнлированные элементы в видепазов 8, конфигурация которых опре- .делена в зависимости от,диапазонадиаметров иэделий 9,Губки 6 снабжены поводками 10,которые входят в профилированныепазы 8, а также призмами 11,которыми 5эажимаютсяизделия 9,В другом варианте исполнения зах"вата пазы 8 выполнены на кулачках12, которые установлены в корпусе 1на осях 13. Поводок 10 также установлен в пазах 8,На кулачках 12 кроме пазов 8...
Штамп для закрытой штамповки

Номер патента: 670368
Опубликовано: 30.06.1979
Авторы: Иливицкий, Кричевер, Рынский, Сорокин
МПК: B21J 13/02
Метки: закрытой, штамп, штамповки
...меньшей твердости, чем материал матрицы,Предлагаемый штамп представлен на чертеже, разрез (слева - до начала деформации, справа - в процессе деформации). которои олость, и ем запор о коничеШтамп содержит матрицу 1, ввыполнена формообразующая ппуансон 2 с закрепленным на нным кольцом 3, сопряженные п5 ской поверхности.Выше конической поверхности сопряжения на пуансоне 2 и запорном кольце 3 выполнены кольцевые канавки, в которые помещен кольцевой пружинный фиксатор 4.10 Запорное кольцо 3 термообработано натвердость, меньшую, чем твердость матрицы 1, В полость матрицы помещена заготовка 5.Штамп работает следующим образом.15 Под воздействием рабочей нагрузки (отсопротивления заготовки 5 деформированию) кольцо 3 смещается вверх...
Штамп для закрытой объемной штамповки

Номер патента: 657901
Опубликовано: 25.04.1979
Авторы: Кричевер, Самохвалов, Сорокин
МПК: B21J 13/02
Метки: закрытой, объемной, штамп, штамповки
...предложенный штамп, поперечный разрез.Штамп состоит из матрицы 1 и пуансона 2, в которых выполнена гравюра 3. С леной стороны гравюры 3 на матрице имеется выступ 4, входящий в паз 5, который выполнен с той же стороны гравюры в пуансоне 2. С правой стороны гравюры 3 на мат рице 1 выполнен паз 6, в который входит выступ 7, выполненный на .пуа соне 2Гравюра 3 выполнена по той относительно выступов 4 и острым углом (60), что обеспечивает превышение величины проекции ее основания на боковую поверхность выев тупа 4 над величиной проекции боковой стеыки гравюры на этот выступ.657901 Формула изобретения Г.Кривоносурка Коррект Составителя Техред Н.Б Е.Папп Наро Редакто Тираж 1033 Подписное 1 ИИПИ Государственного комите по делам изобретений и от...
Устройство управления гидравлическим прессом

Номер патента: 644634
Опубликовано: 30.01.1979
Авторы: Бранденбургский, Котляренко, Кричевер, Левертов, Овруцкий, Питек
МПК: B30B 15/26
Метки: гидравлическим, прессом
...настройку реле времени, работающего во время данной операции, на выдержку времени, превышающую продолжительность данной операции.Пусть, например, технологический цикл работы гидравлического пресса состоит из гг операций. По команде блока 3 управления начинается первая из операций. Одновременно по команде того же блока 3 программный задатчик 7 осуществляет настройку реле 5 времени, контролирующего продолжительность нечетных операций, на выдержку времени большую, чем допустимая продолжительность первой операции. Например, первая операция технологического цикла работы гидравлического пресса для диафрагм - операция опускания зажимного диска, длится 7 - 8 сек. Реле 6 времени настраивается на выдержку времени, превышающую 8 сек., например на...