B23K 20/14 — предотвращение или доведение до минимума доступа газа или использование защитных газов или вакуума при сварке
Способ диффузионной сварки разнородных материалов

Номер патента: 870039
Опубликовано: 07.10.1981
Авторы: Верховод, Джур, Кваша, Резников, Хейфиц
МПК: B23K 20/14
Метки: диффузионной, разнородных, сварки
...затем свариваемые за- Тем-.готовки собирают и плакирующий слойприхватывают в 3-4 точках по периметру контактной сваркой, Собранныетаким образом заготовки помещают ввакуумную камеру. В случае отсутствия вакуумных нагревательных средствподготовленные заготовки помещают вконтейнер, в котором создают вакуумили защитную атмосферу в зависимости 865от физико-химических свойств свариваемых материалов. Нагрев собранныхзаготовок осуществляют одновременно 26 20с их сжатием, которое производят спомощью упругого элемента. В качестве упругого элемента может бытьиспользована мембрана.Над упругим элементом до началанагрева создают давление, достаточноедля выравнивания одной заготовки взоне контакта и плотного прижатия еепо всей поверхности к другой...
Устройство для создания давления при диффузионной сварке
Номер патента: 884911
Опубликовано: 30.11.1981
Авторы: Богомольный, Каракозов, Ушицкий, Ширяев
МПК: B23K 20/14
Метки: давления, диффузионной, сварке, создания
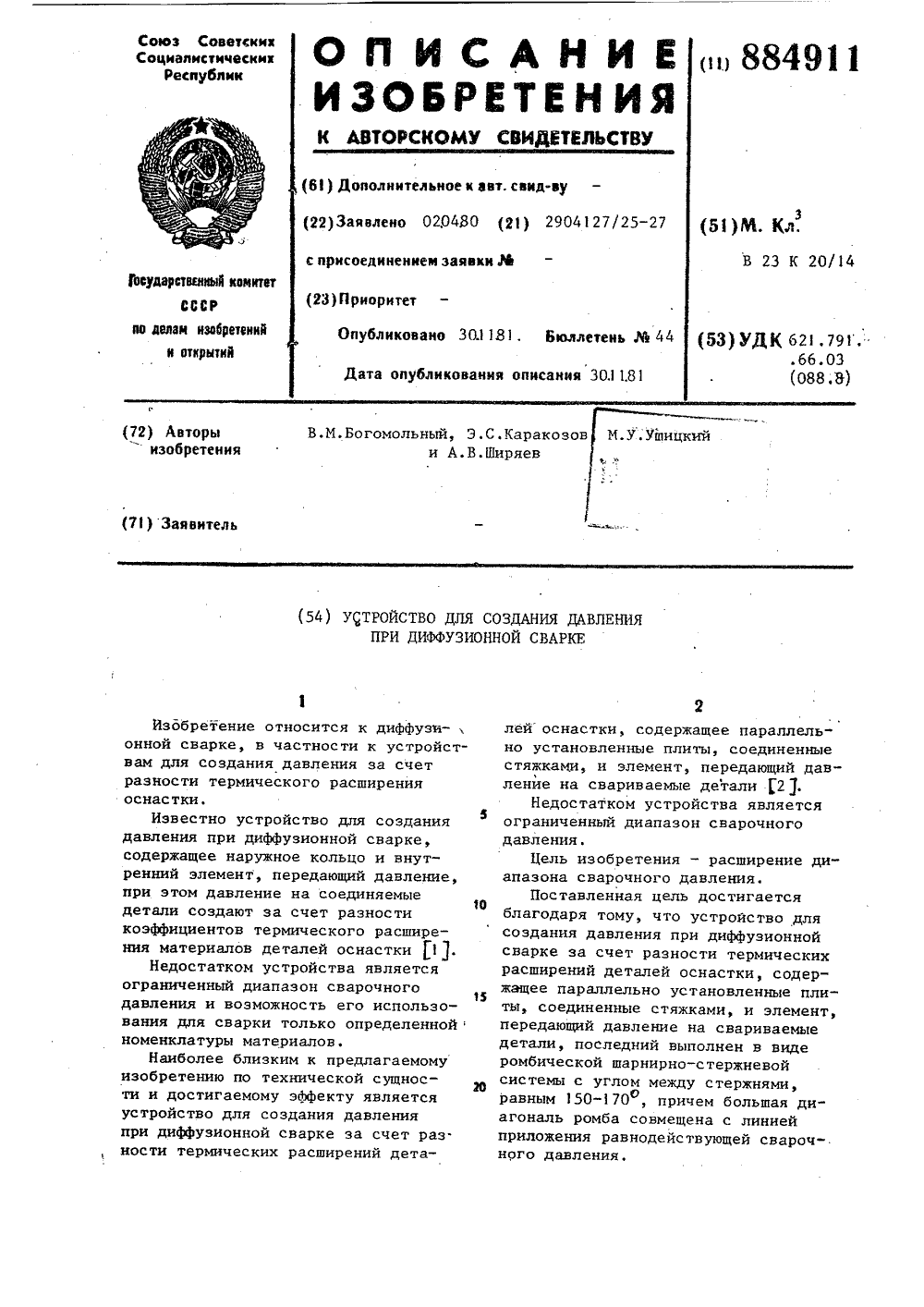
...1 представлено устройство, общий вид, на фиг, 2 и 3 - варианты шарнирно-стержневых систем,Устройство содержит параллельноустановленные плиты 1 оснастки, соединенные стяжками 2, пуансон 3,передающий давление на свариваемыедетали, выполненный в виде ромбичес.кой шарнирно-стержневой системы суглом между стержнями 4 и 5, равным 10150-170 , причем большая диагональо6 ромба совмещена с линией приложения давления, а меньшая 7 - с осьюсимметрии пуансона 3 1 фиг.1).Роль пуансона 3 может быть выполиена стержнями 4 и 5, которые при этомизготовлены из материала с большим. коэффициентом термического расширения, чем у материала кольца 8 1 фиг.2),В этом случае пуансон 3 не используют.Применяют также варианты шарнирно-стержневой системы, при...
Способ изготовления деталей

Номер патента: 889343
Опубликовано: 15.12.1981
Авторы: Болдырев, Дорофеев, Кудашов, Петров, Пешков
МПК: B23K 20/14
...сплава ОТ 4-130 мм помещают детполученным аргоноПодготовку сварныаргоно-дуговой сваркшими способами:1., В процессе аргоно-дуговой сваркив хвостовую часть сварочной ванны подают смесь порошков 99% Т 1 + 1%71, 98% Т 1 + 2% Ъ, 97% Т 1 + 3% т и ей,варду деталями из тита 16 мм и длиной аль со сварным швом,дуговой сваркой. х швов в процессе и производят следую ования Т 1 Способ о азом. О Л И С А Н И Е (ц 889343ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ3 8893одновременно сварочная ванна обрабатывается магнитным полехм напряженностьюВ=2 10 Тл, В 4710 то, ВГл. Опти 1мвльные результаты получены с составомсмеси 98% Т 1+ 2% 2 л" и В 4107 л.52, В процессе аргоно-дуговой сваркив хвостовую часть сварочной ванны подают смесь порошков 98% Т 1+ 2%...
Способ ультразвукового контроля качества сварного соединения при сварке давлением

Номер патента: 889344
Опубликовано: 15.12.1981
Автор: Тимошенков
МПК: B23K 20/14
Метки: давлением, качества, сварке, сварного, соединения, ультразвукового
...производят измерениевременной зависимости сигнала приемникаи сравнивают ее с эталонной зависимостью,полученной предварительно, Величина этого20сигнала пропорциональна количеству дефектов сварного соединения.В случае несоответствия измеряемогосигнала заранее установленному, корректируют режим сварки - температуру, усилиясжатия, время сварки.Способ позволяет осуществить контрольравномерности распределения усилия сжатияпо всей площади контакта. При этом в качестве приемника ультразвукового излучения используют мозаичный приемник-блок,состояший из нескольких отдельных приемников, работающих независимо друг отдруга. Каждым из этих отдельных приемников контролируют качество определеннойчасти сварного соединения. По сумме сиг- З 5налов...
Способ защиты от приваривания оснастки к свариваемой детали

Номер патента: 889345
Опубликовано: 15.12.1981
Авторы: Антонов, Голов, Казаков, Лакин, Ломоносов, Махов, Фролов, Хвостов, Шлифер
МПК: B23K 20/14
Метки: детали, защиты, оснастки, приваривания, свариваемой
...которых изготовлена из диэлектри 4 5 ка, а другая - из металла, путем снижения массопереноса между контактирующими поверхностями 12.Недостатком способа является низкая эффективность зашиты из-за загрязнениячной камеры частицами защитногоелью. изобрете является повышениетивности защиты. орых изготовлена из диэлектугая из металла путем сниже ереносц между контактируюшиостями массоперенос снижают,диэлектрике положительный а на металле - отрицательный. осуществляют следующим обра3 889 Здеталям не происходит. Благодаря раэличным электрофнэическим свойствам контактирующих материалов и созданию положительного потенцивла на диэлектрикемвссоперенос ст металла к диэлектрикупрактически не наблюдается, что исключает приваривание оснастки к...
Способ диффузионной сварки
Номер патента: 893469
Опубликовано: 30.12.1981
Авторы: Агольцев, Лебедев, Семочкин
МПК: B23K 20/14
Метки: диффузионной, сварки
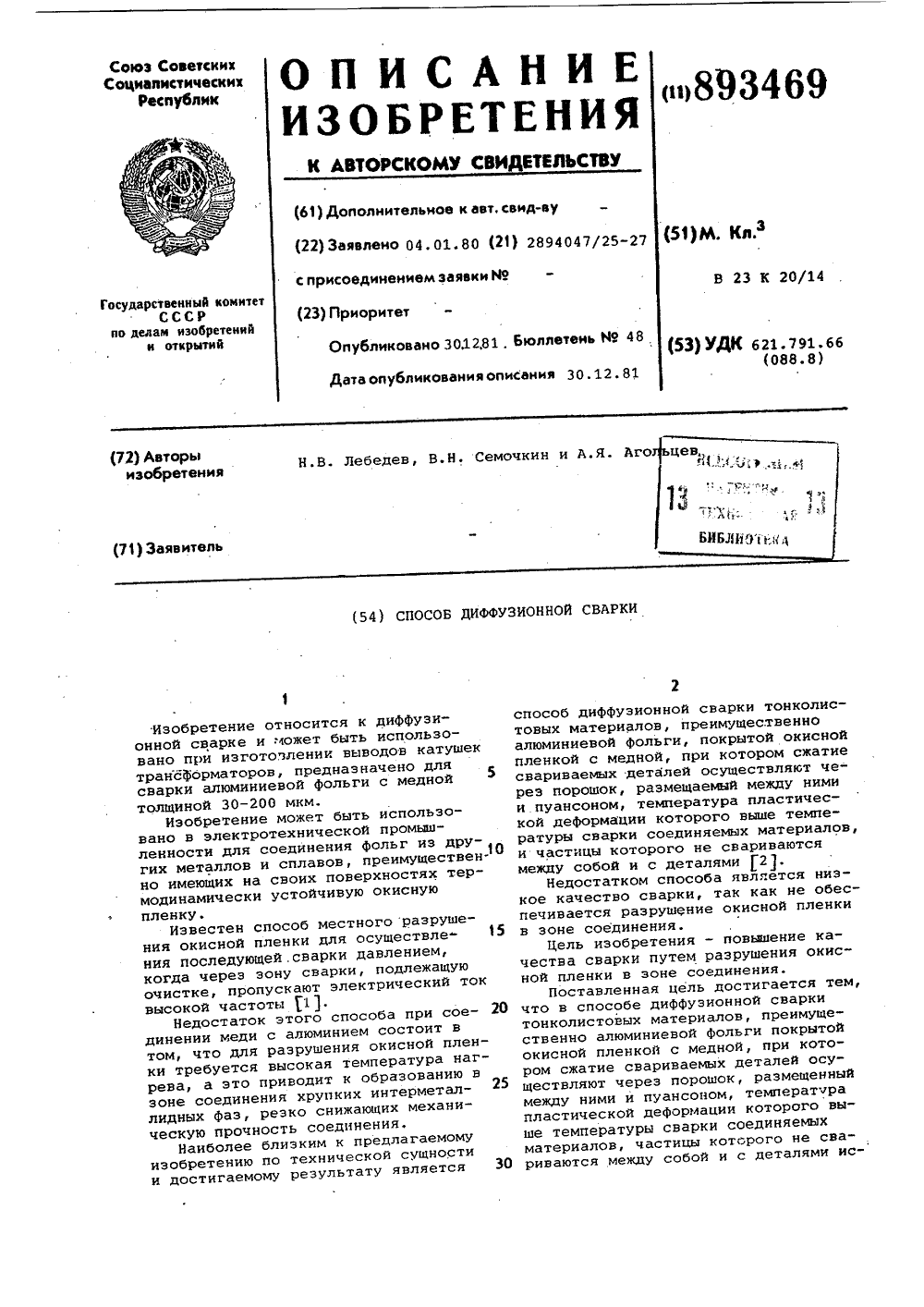
...материал внутренних пуансоновдля сжатия (верхнего 3 и нижнего 10),В результате этого при нагреве пуан- Дсонов частицы 4 порошка все времяподаются в зону сварки.Способ осуществляют следующим образом.На подвижный шток 1 сварочной установки устанавливают внутреннийнижний пуансон 10 для сжатия и внеш"ний нижний пуансон 9 для Фиксации по"рошка. На поверхность нижнего пуансона 10 насыпают порошок, частицы 4которого не свариваютсй между собойи со свариваемыми деталями (алюминиевой 7 и медными 12 фольгами).Затемпоследовательно на порошок укладывают алюминиевую 7 и медную 12 фольги, устанавливают верхний пуансон 2 40для фиксации частиц 4 порошка, который засыпают во внутреннюю полостьпуансона. Далее частицы 4 порошкаприжимают к...
Способ сварки давлением

Номер патента: 899305
Опубликовано: 23.01.1982
Авторы: Антонов, Казаков, Лакин, Махов, Фролов
МПК: B23K 20/14
...деталей 1 проводят пружиной 3 (или любым другим способом). Одновременно с этим на свариваемые детали 1 подают совместно по. стояиное напряжение (нанример, 10 кВ) с определенной полярностью через сопротивле. ние 4 от источника 5 постоянного тока и переменное напряжение с частотой более 60 Гц (например, 200 кГц, 50 мГц) через конден.ф899305 1 ль В, ПетросянКастелевич КоМ ав Шеньо Те Г. Волкова еда 0 омитета ССС открытийушская наб., д Тираж 1рственногообретенияодни сное по делам 113035, Мослиал ППП "Патент", г. Ужгород, ул. Проектная, 4 сатор 6 от генератора 7 частот для создания электростатического поля.Сопротивление 4 обеспечивает протекание постоянной составляющей (постоянного тока),Конденсатор 6 обеспечивает прохождение только...
Прокладка для предотвращения приваривания пуансона к свариваемым деталям при диффузионной сварке

Номер патента: 903032
Опубликовано: 07.02.1982
Авторы: Ахадов, Ескин, Картавый, Пинскер, Рогов
МПК: B23K 20/14
Метки: деталям, диффузионной, предотвращения, приваривания, прокладка, пуансона, свариваемым, сварке
...расход электроэнергии при деталей проходящим током.Целью изобретения явля шение производительности, электроэнергии за счет ум переходных сопротивлений деталей проходящим током.Формула изобретения 3 90303К стальному слою 1 с двух сторонприварены (например, диффузионнойсваркой) медные слои 2, Полученнуютрехслойную прокладку размещаютмежду свариваемой деталью 3 и охлаждаемыми пуансонами 4 сварочнойустановки.Прокладка работает следующим образомПри прохождении тока через свариваемые детали 3 в них выделяетсятепло, необходимое для сварки. Дляуменьшения теплопередачи в сторонумедных охлаждаемых пуансонов 4 служитстальной слой 1. Медный слой со сто-. 15роны свариваемых деталей предотвращает сварку последних с пуансонами,а со стороны...
Способ диффузионной сварки

Номер патента: 910381
Опубликовано: 07.03.1982
Авторы: Дроздов, Калиберда, Пирогов
МПК: B23K 20/14
Метки: диффузионной, сварки
...установки устанавливают плиту 2, выполненнуюс полостями 3 На плите устанавливают привариваемый лист 4, поверх которого размещают многослойную деформи руемую прокладку 5. Между слоями прокладки по ее периметру устанавливаютлист 6, который может иметь сечениев виде уголка. Сварочное давлениесоздают пуансоном 7. 15Сборку нагревают в вакууме и после соответствующей изотермической выдержки под давлением производят сварку, Благодаря металлической полосе, устанавливаемой по периметру деформи руемой прокладки между ее слоями,исключается деформация привариваемого .листа и обеспечивается герметичность соединения, так как слой деформируе.мой прокладки, находящийся в области 25 расположения полосы, деформируется сильнее, создавая большее усилие...
Способ получения биметаллических труб диффузионной сваркой

Номер патента: 919834
Опубликовано: 15.04.1982
Авторы: Иртлач, Ковалев, Резников, Розенгарт, Унтилов, Хейфец, Чичков
МПК: B23K 20/14
Метки: биметаллических, диффузионной, сваркой, труб
...под воздействием давлее ния заготовки соединяются между собой, образуя биметаллическую трубу. В процессе сварки заготовки по всей длине нагреты равномерно, так как пористые элементы но концам заготовок предотвращают активный обмен нагретого газа в полости внутренней заготовки с более холодным газом снаружи, препятствуя тем самым подстуживанию .концов заготовок. По9834 истечении необходимой для сварки выдержки времени под давлением подачу тока к стержню прекращают, труба остывает до температуры, безопасной с точки зрения окисления ее поверхности, затем давление таза снижают до атмосферного и готовую трубу извлекают из контактов.Применение стержня с высоким электросопротивлением для нагрева трубных заготовок позволяет нагревать...
Способ нагрева в тлеющем разряде

Номер патента: 927451
Опубликовано: 15.05.1982
Авторы: Болотов, Котельников
МПК: B23K 20/14
Метки: нагрева, разряде, тлеющем
...создается возможность использования больших токов для нагрева безчрезмерного нагрева тонколистовой детали, обеспечивается снижение временинагрева и повышение производительности. 40Из-за того, что анод располагают отповерхности нагрева на расстоянии,равном ширине анода, обеспечиваютсяоптимальные условия нагрева поверхностиконтакта, позволяющие так.ке уменьшить И,вредя нагрева и тем самым повыситьпооизводительность,П р и м е р. При изготовлении волновода, состояшего из массивного концентратора и листов трансформаторной стали 0вначале опредепяют размеры экрана ианода. По чертежу определяют направление радиуса К, нормального к поверхности нагрева, затем определяют размерысечения анода по следующей зависимости 5ик=кС 4К - коэффициент...
Способ диффузионной сварки телескопических соединений и установка для его осуществления

Номер патента: 948585
Опубликовано: 07.08.1982
МПК: B23K 20/14
Метки: диффузионной, сварки, соединений, телескопических
...телескопических соединений содержит рабочуюкамеру, состояшую иэ корпуса 6 с размещен.ными в цей нагревательными элементами 7,8585 4 вакуумную систему и систему давления (не показаны), Установка снабжена также подставкой 8 для закрепления свариваемых деталей1 и 2, охлаждающим кожухом 9 со штуце.рами 10 и гибкими элементами 11. В под.ставке 8 по периметру на равных расстоя.ниях выполнены отверстия 12, нагревательные элементы 7 установлены в отверстиях 12.Охлаждающий кожух 9 закреплен на наружной поверхности подставки 8, а его штуцера 10 соединены с корпусом б рабочей камеры через гибкие элементы 11,Установка работает следующим образом,Свариваемые детали 1 и 2 вставляют вовтулку 4, которую помещают в обойму 3,устанавливаемую в подставку...
Способ диффузионной сварки разнородных материалов

Номер патента: 965675
Опубликовано: 15.10.1982
Авторы: Алексеев, Веселов, Горенштейн, Кесанашвили, Малевский, Несмих, Сотников, Храмов
МПК: B23K 20/14
Метки: диффузионной, разнородных, сварки
...материала превышает его предел текучести в условиях свободного деформирования в 2- о 4 раза.На чертеже показана схема осуществления способа.Свариваемые детали 1 и 2 из разнородных материалов собирают в пакет. Затем нагревают и деформируют их с определенной скоростью. При этом деформирование деталей осуществляют со скоростью, при которой сопротивление пластическому деформированию менее тугоплавкого материала превышает его предел текучести в условиях сво 2 о бодного деформирования в 2 - 4 раза.Выбор данного диапазона подтвержденэкспериментально. Сваривают образцы в виде листов из нержавеющей стали и меди, которые собирают в многослойный пакет.96567540 МПа; давление разрушения 1 созданное одновременно во всех каналах) составляет...
Способ изготовления изделий сложной конфигурации диффузионной сваркой

Номер патента: 967739
Опубликовано: 23.10.1982
МПК: B23K 20/14
Метки: диффузионной, конфигурации, сваркой, сложной
...его изготовления.20 Нафиг. 1 показана схема установки деталей в профилирующих элементах;на Фиг. 2 - сваренное изделие.Способ осуществляют следуюцим об-.разом.25 Предварительно изготовленную недеформируемую деталь 1 устанавливаютв профилирующем элементе 2 в процессе его изготовления. На профилирующий элемент 2 устанавливают второй 30 профилирующий элемент 3 с размещен-пластическую деформацию. После сварки камеру разгерметизируют, из - влекают блок, охлаждают его на воздухе и извлекают сваренное изделие путем разрушения профилирующих элементов,Использование изобретения позволит повысить производительность и точность изделия сложной конфигурации в процессе его изгОтовления диффузионной сваркой. формула изобретения Способ изготовления...
Способ сварки давлением

Номер патента: 975284
Опубликовано: 23.11.1982
Авторы: Гавринцев, Кочармин, Семенов
МПК: B23K 20/14
...качественной защиты зоны сварки газами, образующимися в процессе разложения защитного покрытия. При снижении скорости нагрева менее975284 Формула изобретения Составитель В. ПетросянТехред И. Верес Корректор В. 11 рохненко Тираж 153 Подписное Редактор В. ДанкоЗаказ 84 О/18 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 1 3035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4100 С/с в свариваемом соединении образуются несплошности. Увеличение скорости нагрева выше 250 С/с приводит к мгновенному разложению на газы, и тем самым нарушаются условия восстановления окислов в зоне сварки, препятствующих активации свариваемых поверхностей, что также приводит к образованию...
Способ диффузионной сварки сотовых конструкций

Номер патента: 988498
Опубликовано: 15.01.1983
Авторы: Акинин, Григоревский, Родионов
МПК: B23K 20/14
Метки: диффузионной, конструкций, сварки, сотовых
...При комнатной температуре контейнер сдавливают усилием 100 МПО988498 Источники информации,принятые во внимание при экспертизе1. Патент США Мо 3497945,М кл, В 23 К 31/02, 03.03,70.2. Петручук Л.Н. и др, Нвгреввтельное устройство для сварки давлением,пайки и термообработки многослойныхпанелей. - "Автоматическая сварка,1976, Ио 12,с, 50-51 (прототип). равным пределу потери устойчивести наполнителя и выдерживают 5 мин. Затем давление снимают и производят нагрев до температуры сварки, производят изотермическую выдержку и охлаждают, 5 благодаря сдавливанию усилием, равным пределу потери устойчивости наполнителя при комнатной температуре, обеспечивается физический контакт мекду свариввемыми элементами, в дальнейшее об- ф разоввние...
Способ диффузионной сварки

Номер патента: 996142
Опубликовано: 15.02.1983
Авторы: Агеев, Барашев, Мирлин
МПК: B23K 20/14
Метки: диффузионной, сварки
...частоты с частотой модуляции, равной 0,8 - 4 Гц,Диапазоны напряжения и плотности тока выбирают исходя из того, что при напряжении Б(1 В ток не будет протекать через зону сварки из-за наличия на поверхностях деталей окисной пленки, а при 1.11 12 В и малом значении удельного давления наблюдается оплавление и выброс металла из зоны сварки вследствие значительного контактного сопротивления. Значения плотности тока 1=100 А/мм 2 принимают для материалов, имеющих повышенное электрическое сопротивление, например для нержавеющих хромоникелевых сталей, а большие значения плотности тока 1 500 А/мм - для углеродистых сталей и цветных металлов.Частоту индукционного тока выбирают исходя из того, что при большей частоте следования импульсов...
Способ диффузионной сварки

Номер патента: 998058
Опубликовано: 23.02.1983
МПК: B23K 20/14
Метки: диффузионной, сварки
...фиг. 1 показана схема осуществления способа с введением механических колебаний, изменяющихся по амплитуде и частоте, при постоянном сварочном давлении; на фиг. 2 - то же, с введением механических колебаний с циклически изменяющейся частотой и амплитудой.998058 Формула изобретения Составитель В.Петросянактор В.Данко ТехредЛ.Пекарь Корректор А. Гриценко Тираж 1104 ПИ Государственного коми делам изобретений и отк 35, Москва, Ж, РаушскПатент, г.ужгород, ул,Проектна фили Способ осуществляют следующим образомПодготовленные к сварке деталиустанавливают в сварочную вакуумируемую камеру, сдавливают с постояннымусилием и нагревают до температурысварки.Б процессе нагрева до температуры,сварки и в процессе изотермическойвыдержки в...
Способ сварки давлением с нагревом разнородных материалов

Номер патента: 1000201
Опубликовано: 28.02.1983
Авторы: Гуревич, Замков, Киреев, Сабокарь
МПК: B23K 20/14
Метки: давлением, нагревом, разнородных, сварки
...прекращают после окон 2 э5 чания совместной пластической деформации. Конец пластической деформацииопределяют по остановке штока гидроилиндра, создающего давление на сваиваемых образцах.Испытания показывают повышение механической прочности соединения до46 кгс/ммаИспользование изобретения позволитповысить качество сварки и даст экономических эффект более 150 тыс. руб.Формула изобретенияСпособ сварки давлением с нагре-вом разнородных материалов, при котором соединяемые детали устанавливают в жесткой оправке с вылетом,40 нагревают и сдавливают, а сваркупрекращают после окончания совместной пластической деформации деталей,отличающийся тем, что,с целью повышения качества сварки.,45 вылет свариваемых деталей устанавливают равным 0,2 - 0,75...
Способ изготовления заготовки для режущего инструмента

Номер патента: 1009678
Опубликовано: 07.04.1983
Авторы: Говоров, Ординарцев
МПК: B23K 20/14
Метки: заготовки, инструмента, режущего
...прутка с чередующимися по сечение элементами из быстрорежущей и конструкционной сталей; на Фиг.б - сечение 82В-В на фиг,5; на фиг,7 - сварная заготовка для концевого режущего инструмента; на Фиг.8 - сечение Г-Г Фиг 7Способ осуществляют следующим образом. На контакттирующие скошенные поверхности элементов ( Фиг.1,2, 5,6 ) из быстрорекущей 1 и конструкционной 2 сталей, а также основы 3 наносят пасту для диффузионной сварки. Но основу устанавливают элементы 1 и 2, чередуя их в направлении деформирования. Собранный узел устанавливают в капсулу 4, обваривают ее по периметру, нагревают, пластически деформируют, отжигают и после доделочных операций полу- ценный пруток разрезают по конструкционной стали на заготовки ( Фиг.3, ",7,8 ) требуемой...
Установка для диффузионной сварки

Номер патента: 314400
Опубликовано: 30.11.1983
Авторы: Банов, Белик, Ильин, Селютин, Фадеев, Шнепп
МПК: B23K 20/14
Метки: диффузионной, сварки
...внизу, которое связанос гибкой мембранной 3. Коллекторслужит для подвода к муфелю термоспар 4, трубопроводов 5 для подачираскисляющей газовой смеси и вакуумпроводов.На верхнем фланце коллектора устанавливается и крепится скобами 6съемный колпак 7 муфеля с охлаждаемым резиновым уплотнением по стыку.Колпак снабжен проушинами для подьема и охлаждающими ребрами в верхней части.Мембранная плита 8 соединена сколлектором гибкой мембраной 3, обеспечивающей герметизацию муфеля снизу.з 5На плите 8 укреплены стойки Э, накоторых смонтирован стол 10, снабженный огнеупорной футеровкой 11, например,.их шамотного кирпича; Настойках 9 расположены теплозащитные 4 О-экраны 12, а на огнеупорной футеровке 11 - опорный барабан 13, выполненный,...
Способ диффузионной сварки и устройство для его осуществления

Номер патента: 1077734
Опубликовано: 07.03.1984
Авторы: Дробчик, Исаев, Ломоносов, Морозов
МПК: B23K 20/14
Метки: диффузионной, сварки
...относится к технологии и оборудованию для диффузионнойсварки,Известен способ диффузионной сварки и вакууме, при котором свариваемые детали нагревают и прижимаютодну к другой, например, в вакууме.Сжатие деталей осуществляют с помощью прижимных элементов, для предотвращения соединения которых сдеталями используют обеэвоженнуюслюду 11.Недостатками этого способа являются однократность применения прокладки из слюды и значительная дороговизна.наиболее близким к изобретениюпо технической сущности и достигаемому эффекту является способ диффу-зионной сварки, при котором торцовыеповерхности прижимных элементов защищают от приваривания к свариваемымдеталям окисными пленками, свариваемые детали устанавливают между ними,нагревают до...
Способ диффузионной сварки тонкостенных деталей

Номер патента: 1079387
Опубликовано: 15.03.1984
Авторы: Антонов, Браун, Казаков, Молохин, Хвостов, Шлифер
МПК: B23K 20/14
Метки: диффузионной, сварки, тонкостенных
...соединения, 25Поставленная цель достигается тем, что согласно способу диффузионной сварки тонкостенных деталей, при котором свариваемые детали сдавливают нагревают и охлаждают в течение всего цикла сварки путем подачи охлаждающей среды через рабочий инструмент, подачу охлаждающей средыведут с переменной скоростью, обратно пропорциональной глубине диффузионного слоя соединения.На чертеже представлена схема реализации предлагаемого .способа.В вакуумной камере 1 располагают нагреватель 2 и рабочие инструменты (пуансоны) 3, в одном из которых вы полнены каналы 4 охлаждения с вентилями 5, регулирующие .скорость протекания охлаждающей среды. Между пуансонами устанавливают детали 6 и 7, свариваемые через промежуточную про кладку 8Зона 9...
Способ изготовления биметаллических труб диффузионной сваркой

Номер патента: 1088901
Опубликовано: 30.04.1984
Авторы: Арутюнов, Вавилкин, Дулисов, Лозеев, Пономарев, Потапов
МПК: B23K 20/14
Метки: биметаллических, диффузионной, сваркой, труб
...данное устройство характеризуется низким качеством соединенияи недостаточной производительностью.Наиболее близок к предлагаемомупо технической сущности и достигаемому эффекту способ изготовлениябиметаллических труб диффузионнойсваркой, при котором коаксиальнособранные слои трубной заготовкинагревают, сдавливают и механически обрабатывают до требуемых размеров Г 2 .Недостатком известного способаявляется низкая производительностьпроцесса изготовления биметаллических труб иэ не сваривающихся в окислительной атмосфере металлов и сплавов.Цель изобретения - повышениемпроизводительности процесса изготовления биметаллических труб иэнесваривающихся в окислительнойатмосфере металлов и сплавов,Поставленная цель достигается тем, что согласно...
Способ контроля процесса сварки давлением с подогревом с принудительным деформированием

Номер патента: 1088902
Опубликовано: 30.04.1984
Авторы: Власов, Исаев, Каракозов, Кулеба, Панаетов, Тарлавский
МПК: B23K 20/14
Метки: давлением, деформированием, подогревом, принудительным, процесса, сварки
...прокладки и сварку иэделия при температурно-скоростных условиях деформирования, соответствующих сверхпластической деформации компактного материала, иэ которого изготовлен порошок.Контроль процесса формирования прокладки выполняют по диаграмме Р 11 -Е фиг.1), т.е. по величине сопротивления пластической деформации прессуемого порошка прокладки, и сравнивают с эталонной диаграммой сверхпластической деформации соответствуницего компактного материала Р -при данных условиях деформировапия.1В процессе горячее прессование - сварка растет плотность порошковой прокладки, уменьшается пористость, механические свойства приближаются к аиалогичным свойствам компактного сверхпластического материала (Фиг.1, участок 1). При этом напряжения течения...
Способ изготовления биметаллических сосудов диффузионной сваркой

Номер патента: 1094707
Опубликовано: 30.05.1984
Авторы: Куранова, Скопинцева, Федоров
МПК: B23K 20/14
Метки: биметаллических, диффузионной, сваркой, сосудов
...технологической рубашки к свариваемой детали.Поставленная цель достигается тем, что согласно способу изготовления биметаллических сосудов диффузионной сваркой с использованием технологической рубашки, при котором плакирующий слой устанавливают внутри сосуда, создают между их контактирующими поверхностями вакуум, сборку размещают в компрессионной печи, нагревают и создают в ней давление сосуд с плакирующим слоем устанавливают в технологической рубашке с зазором и заполняют ее инертным га 5 1 О 15 20 30 35 40 45 50 55 зом до давления, равного давлениюв компрессионной печи,На чертеже показана схема осу -ществления способа.Способ осуществляют следующим образом.Плакирующий слой 1 устанавливаютвнутри сосуда 2 и создают между...
Способ получения биметаллических труб диффузионной сваркой

Номер патента: 1100063
Опубликовано: 30.06.1984
Авторы: Иртлач, Карасик, Комаровский, Кравченко, Резников
МПК: B23K 20/14
Метки: биметаллических, диффузионной, сваркой, труб
...внутреннего слоя и внутренней поверхности наружного слоя очищают от окисных пленок и загрязнений каким-либо известным спосо 50 бом. Подготовленные таким образом слои коаксиально собирают и путем волочения через круглое кольцо деформируют на величину, не выводящую внут" ренний слой за пределы упругости,55 так, чтобы внутренний слой претерпел только упругую деформацию по большой оси вала, затем подвергают диффузионной сварке путем нагрева до температуры интенсивного протекания диффузионных процессов.Экспериментально установлено, что если первое волочение осуществлять с обжатием, превышающим область упругих деформаций внутреннего слоя, последний не имеет возможности в процессе диффузионной сварки принимать первоначальнуго форму, т.е....
Установка для диффузионной сварки в вакууме

Номер патента: 1100064
Опубликовано: 30.06.1984
Авторы: Ефимов, Марков, Мосичев, Середюк, Щербак
МПК: B23K 20/14
Метки: вакууме, диффузионной, сварки
...оси камеры, не превышающем радиус нагревателя 7, ,а также согласование геометрии кронштейнов 14 и 15, внутреннего диаметра нагревателя 9 с местоположением испарителя 22 с целью исключения препятствий указанному перемещению, обусловленных тем, что кронштейны 14 и 15 не должны упираться в нагреватель 9. 55Перемещая стержни 12 и 13 в узлах крепления 23 у 24 соответственно, обеспечивают такое положение деталей 10 и 11, чтобы их соединяемые поверхности лежали на оси штоков 16 и 17(ось вращения штоков лежит на этихсоединяемых поверхностях). Далее на опору 8 устанавливаютсменный вкладыш 25, высота которогоопределяется, конкретным типоразмером свариваемых деталей, для обеспечения контакта опоры и опорного торца одного из штоков...
Способ изготовления многослойных панелей диффузионной сваркой

Номер патента: 1109293
Опубликовано: 23.08.1984
Авторы: Казначеев, Кулага, Половцев, Резников, Щасливый
МПК: B23K 20/14
Метки: диффузионной, многослойных, панелей, сваркой
...свойства панелей, а именно, аэродинамические свойст. ва и прочностные характеристики, из-за наличия складок на обшивках вдоль границ сварки с внутренним элементом. 5 10 15 20 25 30 35 40 Целью изобретения является улучшение эксплуатационных свойств панелей.Поставленная цель достигается тем, что согласно способу изготовления многослойных панелей диффузионной сваркой, состоящих из обшивок и наполнителя, при котором на участки листовых заготовок, не подлежащие соединению, наносят вещество, препятствующее сварке, листовые заготовки собирают в пакет, наг 1)евают, сдавливают, а после сварки производят раздачу сваренного пакета до требуемой формы, наружные листовые заготовки пакета предварительно упрочняют. Способ осуществляют...
Флюс для диффузионной сварки

Номер патента: 1109294
Опубликовано: 23.08.1984
Автор: Жартовский
МПК: B23K 20/14
Метки: диффузионной, сварки, флюс
...при следующем соотношении компонентов, мас. %:Эпоксидная смола 80 - 83 Бор аморфный 1720 от образования окисных пленок и коррозии как химически инертное по отношению к свариваемому материалу вещество.Эпоксидная смола является адсорбцион но-активным веществом. При термическомразложении эпоксидной смолы происходит выделение большого количества продуктов разложения в газообразной фазе, которые при расширении выдавливают из стыка ос О татки флюса.Бор аморфный, будучи мелкодисперснымвеществом, легко удаляется из стыка и образует на внешней поверхности стыка при взаимодействии с кислородом воздух пленку, содержащую В О и В, стойкую при нагревании и надежно предохраняющую от окисленияНе удалившаяся из стыка часть бора притемпературе около 1183...