Способ диффузионной сварки разнородных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
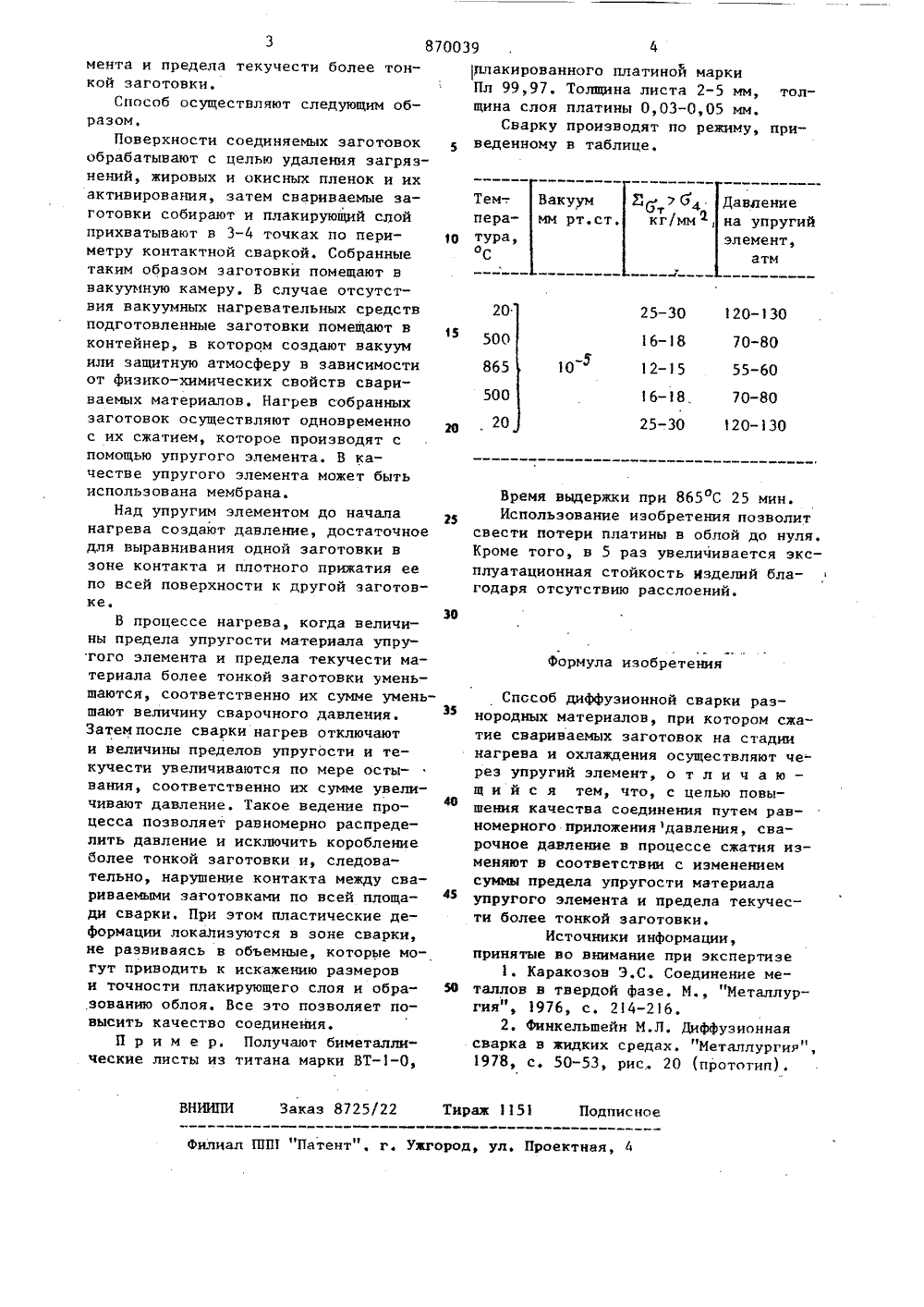
(54) СПОСОБ ДИ РАЗНОРО ИОННОЙ СВЕРИАЛОВ о умки преде гого эле" Изобретение относится к сварке давлением и может быть использовано в многих отраслях промьипленности при изготовлении биметаллических листов с особо тонкими плакирующнми слоями по больаим поверхностям контакта,Известны способы получения биметаллических изделий диффузионной сваркой, при которых изделие нагревают до температуры протекания диффузионных процессов и сдавливают статическим давлением либо путем циклического приложения нагрузки 11.Однако этот способ не позволяет получить качественное соединение металлов на большой площади контакта при плакированин особо тонкими слоями, так как деформация распространяется на весь объем металла, вызывая неравномерность деформации слоев, возникновение разрывов в особо тонком (например, тощиной до 50 мк) слое.Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ диффузионной сварки разнородных материалов, при котором сжатие свариваемых заготовок на стадии нагрева и охлаждения производят упругим элементом 21.Такое ведение процесса сварки ие обеспечивает качественного соединения по всей площади сварки вследствие коробления и отхода друг от друга контактируемых поверхностей соединяемых частей в процессе нагрева. Целью изобретения является повышение качества соединения путем равномерного приложения давления.Поставленная цель достигается тем, что в способе диффузионной сварки разнородных материалов, при котором сжатие свариваемых заготовок на стадии нагрева и охлаждения производят через упругий элемент, сварочное давление в процессе сжатия изменяют в соответствии с изменением сла упругости материала упру870039 4плакированного платиной маркиПл 99,97. Толщина листа 2-5 мм, толщина слоя платины 0,03-0,05 мм.Сварку производят по режиму, приведенному в таблице. мента и предела текучести более тонкой заготовки.Способ осуществляют следующим образом.Поверхности соединяемых заготовокобрабатывают с целью удаления загрязнений, жировых и окисных пленок и ихактивирования, затем свариваемые за- Тем-.готовки собирают и плакирующий слойприхватывают в 3-4 точках по периметру контактной сваркой, Собранныетаким образом заготовки помещают ввакуумную камеру. В случае отсутствия вакуумных нагревательных средствподготовленные заготовки помещают вконтейнер, в котором создают вакуумили защитную атмосферу в зависимости 865от физико-химических свойств свариваемых материалов. Нагрев собранныхзаготовок осуществляют одновременно 26 20с их сжатием, которое производят спомощью упругого элемента. В качестве упругого элемента может бытьиспользована мембрана.Над упругим элементом до началанагрева создают давление, достаточноедля выравнивания одной заготовки взоне контакта и плотного прижатия еепо всей поверхности к другой заготовке.30В процессе нагрева, когда величины предела упругости материала упругого элемента и предела текучести материала более тонкой заготовки уменьшаются, соответственно их сумме уменьшают величину сварочного давления.Затем после сварки нагрев отключаюти величины пределов упругости и текучести увеличиваются по мере остывания, соответственно их сумме увеличивают давление. Такое ведение процесса позволяет равномерно распределить давление и исключить короблениеболее тонкой заготовки и, следовательно, нарушение контакта между свариваемыми заготовками по всей площади сварки. При этом пластические деформации локализуются в зоне сварки,не развиваясь в объемные, которые могут приводить к искажению размерови точности плакирующего слоя и образованию облоя. Все это позволяет повысить качество соединения,П р и м е р. Получают биметалли"ческие листы из титана марки ВТ-0,Е, 64 кг/мм ,Давлениена упругийэлемент,атм Вакууммм рт,ст,пера 10 тура, 25-30 16-8 12-15 16-18, 25-30 120-130 70-80 55-60 70-80120-130 500 Время выдержки при 865 С 25 мин.Использование изобретения позволит свести потери платины в облой до нуля. Кроме того, в 5 раз увеличивается эксплуатационная стойкость Изделий благодаря отсутствию расслоений. Формула изобретения Способ диффузионной сварки раз 35нородных материалов, при котором сжатие свариваемых заготовок на стадиинагрева и охлаждения осуществляют че-рез упругий элемент, о т л и ч а ю -щ и й с я тем, что, с целью повы 40шения качества соединения путем равномерного приложениядавления, сварочное давление в процессе сжатия изменяют в соответствии с изменениемсуммы предела упругости материалаупругого элемента и предела текучести более тонкой заготовки.Источники информации,принятые во внимание при экспертизе1. Каракозов Э.С. Соединение меЯ таллов в твердой фазе, М., "Металлургия", 1976, с, 214-26,2. Финкельшейн М.Л. Диффузионнаясварка в жидких средах. "Металлурги",1978, с. 50-53, рис 20 (прототип). Филиал П 1 П "Патент", г. ужгород, ул. Проектная, 4 ВНИИПИ Заказ 8725/22 Тираж 1151 Подписное
СмотретьЗаявка
2867902, 11.01.1980
ПРЕДПРИЯТИЕ ПЯ В-8173, ДНЕПРОПЕТРОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ДЖУР ЕВГЕНИЙ АЛЕКСЕЕВИЧ, ВЕРХОВОД ВИКТОР КИРИЛЛОВИЧ, КВАША АЛЕКСАНДР НИКОЛАЕВИЧ, РЕЗНИКОВ ЕФИМ АБРАМОВИЧ, ХЕЙФИЦ РОБЕРТ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B23K 20/14
Метки: диффузионной, разнородных, сварки
Опубликовано: 07.10.1981
Код ссылки
<a href="https://patents.su/2-870039-sposob-diffuzionnojj-svarki-raznorodnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ диффузионной сварки разнородных материалов</a>
Способ определения минимальной температуры диффузионной сварки
Номер патента: 1761412
Опубликовано: 15.09.1992
Автор: Янышев
МПК: B23K 20/14
Метки: диффузионной, минимальной, сварки, температуры
...не вызывает образования новых ВН, определяют опытным путем. Берут несколько стабильных заготовок материала, которые представляют собой линейные си 5 10 15 20 25 30 35 40 45 50 55 стемы, медленно нагревают 1/ 110 С/ч до темпеаатуры стабилизирующего отжига и охлаждают с различной скоростью. Микимальная скорость, вызывающая образование ВН, характеризует искомую, которую контролируют по переходу тела в нелинейную систему.Температура, до которой при охлаждении тела контролируют скорость, определяется следующим образом. Берут несколько стабильных заготовок материала, нагревают их до различных температур, ниже температуры отжига и быстро охлаждают на воздухе. По минимальной температуре, при которой образовались ВН, устанавливают искомую...
Способ диффузионной сварки монокристаллов корунда

Номер патента: 1315199
Опубликовано: 07.06.1987
Авторы: Добровинская, Литвинов, Пищик
МПК: B23K 20/16
Метки: диффузионной, корунда, монокристаллов, сварки
...сразу происходит процесс вторичной рекристаллизации, и поликристаллическая прослойка исчезает до создания общих зерен,Технологические параметры процесса (температура. нагрева, скорость перемещения в области нагрева с градиентом температуры и его величина) связаны сложной функциональной зависимостью: чем выше температура проведения процесса, тем выше подвижность межзеренных границ,при этом скорость перемещения может быть увеличена, а величина осевого градиента температуры уменьшена, так как подвижность границы проявляется при меньших термоупругих напряжениях и, наоборот, снижение температуры процесса требует уменьшения скорости перемещения (т.е. увеличения времени нахождения эоны соединения в градиентной области) и увеличения...
Способ определения предела упругости материалов

Номер патента: 1320696
Опубликовано: 30.06.1987
Авторы: Варфоломеев, Еремец, Красновский, Широков
МПК: G01N 3/00
...операции при каждой новой нагрузке. Результат измерений представлен на чертеже, кривая 1. Прямая 1 на чертеже соответствует условиям чисто упругой деформации, описываемой известным уравнением Герца. Как видно из сравнения линий 1 и 1 , при значениях экспериментальнык параметров Р - 0,3 кг1/3и Р5,5 ГПа наблюдается отклонение кривой 1 от линейной зависимости (точка перегиба). Эта точка соответствует появлению первых пластических деформаций.Для определения предела упругости 6 воспользовались теорией упругости. Согласно критерию Мизеса, пластическое течение должно начаться в области максимальных касательных напряжений, которая формируется в точке под центром сферического индентора на глубине0,4 К. При этом сдвиговое напряжение...
Способ создания опорного давления при измерении абсолютного давления газов упругим чувствительным элементом

Номер патента: 504108
Опубликовано: 25.02.1976
Автор: Ушаков
МПК: G01L 7/02
Метки: абсолютного, газов, давления, измерении, опорного, создания, упругим, чувствительным, элементом
...)о -номинальное значени авлений, соответствующее преения упругого чувствительного е значение пчувствительно емешенияго элеменя велич-а столба над упругравнени лементо жидкости, заполняющей упругого чувствитель лотность ртути соотИзобретение касается измерительной техники, в частности техники измеренияабсолютного давления газов упругими,чувствительными элементамиОднако для этого способа характерна сложность методики получения опорного давления и поддержания в полости сравнения, требующая применения громоздко,го оборудования, и сложность предохранения упругого чувствительного элемента от влияния перегрузок на его характеристики, например на величину невозвращения центра упругого чувствительного элемента в исходное (начальное) положения...
Измеритель давления вязко-упругих материалов

Номер патента: 614344
Опубликовано: 05.07.1978
Авторы: Ганоцкий, Куркин, Руссков
МПК: G01L 7/02
Метки: вязко-упругих, давления, измеритель
...контролируемом объеме.Наиболее близким к предлагаемомупо технической сущности и достигаемому результату является измеритель давления, содержащий корпус, упругий 0 цилиндр, связанный через рычажный механизм с измерительной головкой, закрепленной в зажимном устройстве 21,Недостатком этого измерителя является отсутствие воэможности регули-ровки его чувствительности.Целью изобретения является возможность регулировки чувствительностиизмерителя давления. Цель достигается тем, что в ный измеритель д,вления введе раэрезные эксцентричные втулк каковым эксцентриситетом, вст ные одна в другую и закреплен возможностью независимого пов в зажимном устройстве, причемв г т тельная головка установлена ренней втулке.Кроме того, опора рычажно 30...
Предыдущий патент: Машина для сварки трением
Следующий патент: Способ изготовления сварного ротора из дисков
Случайный патент: Установка для производства цементного клинкера