Способ диффузионной сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
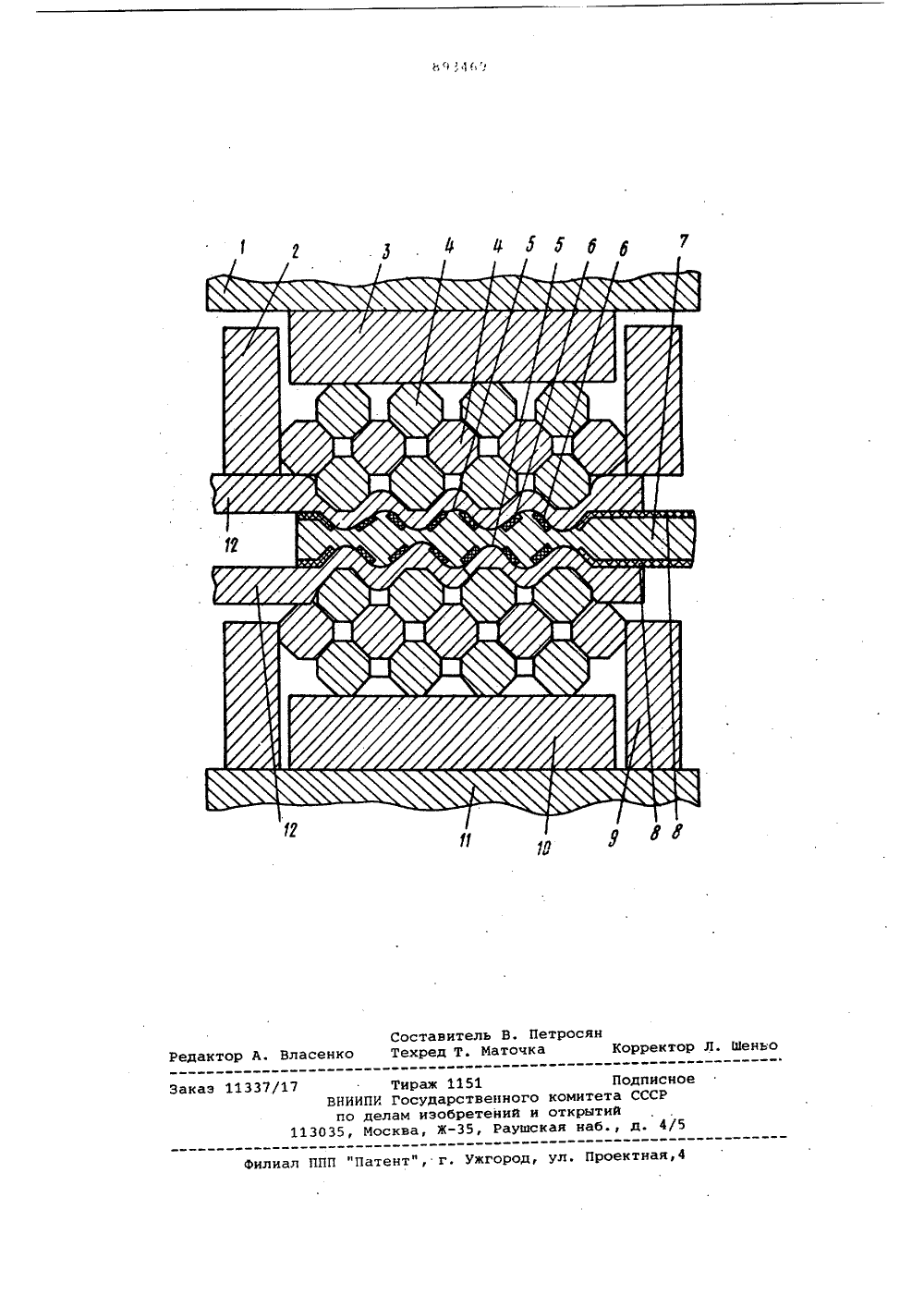
ОПИСАНИЕИЗОБРЕТЕНИЯ оп 8934 Союз Советскик Социалнстическик Республик(22) Заявлено 04. 01. 80 (21) 2894047/25-27 (51) М Кфф с присоединением заявки Йо(23) Приоритет В 23 К 20/14 Государственный комитет СССР по дедам изобретений и открытий(088.8) Дата опубликования описания 30, 12. 81(54) СПОСОБ ДИФФУЗИОННОЙ СВАРКИ Изобретение относится к диффузионной сварке и может быть использовано при изготовлении выводов катушектрансформаторов, предназначено длясварки алюминиевой фольги с меднойтолщиной 30-200 мкм.Изобретение может быть использовано в электротехнической промышленности для соединения фольг из других металлов и сплавов, преимущественно имеющих на своих поверхностях термодинамически устойчивую окиснуюпленку.Известен способ местного разрушения окисной пленки для осуществления последующей. сварки давлением,когда через зону сварки, подлежащуюочистке, пропускают электрический токвысокой частоты 111.Недостаток этого способа при соединении меди с алюминием состоит втом, что для разрушения окисной пленки требуется высокая температура нагрева, а это приводит к образованию взове соединения хрупких интерметаллидных фаз, резко снижающих механическую прочность соединения,Наиболее близким к предлагаемомуизобретению по технической сущностии достигаемому результату является 30 способ диффузионной сварки тонколистовых материалов, преимущественноалюминиевой фольги, покрытой окиснойпленкой с медной, при котором сжатиесвариваемых деталей осуществляют через порошок, размещаемый между ними и пуансоном, температура пластической деформации которого выше температуры сварки соединяемых материалов,и частицы которого не свариваются между собой и с деталями 2.Недостатком способа является низкое качество сварки, так как не обеспечивается разрушение окисной пленки в зоне соединения.Цель изобретения - повышение качества сварки путем разрушения окисной пленки в зоне соединения.Поставленная цель достигается тем, что в способе диффузионной сварки тонколистовых материалов, преимущественно алюминиевой фольги покрытой окисной пленкой с медной, при котором сжатие свариваемых деталей осуществляют через порошок, размещенный между ними и пуансоном, температчра пластической деформации которого выше температуры сварки соединяемых материалов, частицы которого не свариваются между собой и с деталями ис 893469пользуют порошок с размером частиц 0,25 д 1, дгде д - диаметр частиц порошкатолщина материала с скис"ной пленкой.На чертеже показана схема процесса соединения и детали сборочно-сварочного приспособления.Схема содержит верхний неподвиж.ных шток 1 сварочной установки, внешний верхний пуансон 2, внутренний верхний пуансон 3, частицы 4 порошка, участки 5 зоны соединения, осколки 6 разрушенной окисной пленки, алюминиевая фольга 7, окисный слой 8, внешний нижний пуансон 9, внутренний нижний пуансон 10, подвижный шток 15 11 сварочной установки и медная фольга 12.Фиксацию частиц 4 порошка выполняют внешними пуансонами (верхним2 и нижним 9)которые изготавливают Оиз материала, имеющего более высокийкоэффициент термического расширения,чем материал внутренних пуансоновдля сжатия (верхнего 3 и нижнего 10),В результате этого при нагреве пуан- Дсонов частицы 4 порошка все времяподаются в зону сварки.Способ осуществляют следующим образом.На подвижный шток 1 сварочной установки устанавливают внутреннийнижний пуансон 10 для сжатия и внеш"ний нижний пуансон 9 для Фиксации по"рошка. На поверхность нижнего пуансона 10 насыпают порошок, частицы 4которого не свариваютсй между собойи со свариваемыми деталями (алюминиевой 7 и медными 12 фольгами).Затемпоследовательно на порошок укладывают алюминиевую 7 и медную 12 фольги, устанавливают верхний пуансон 2 40для фиксации частиц 4 порошка, который засыпают во внутреннюю полостьпуансона. Далее частицы 4 порошкаприжимают к поверхности верхнегопуансона З.,Таким образом, частицы 45. 4 порошка располагают со сторонымедной фольги 12 н между поверхностями пуансонов3 и 10 для сжатия. Сборочно-сварочное приспособление нагревают до температуры 50сварки и, перемещая вверх к неподвижному штоку 1 сварочной установкиподвижный шток 11, осуществляют сжатие свариваемых деталей через частицы 4 порошка,55Благодаря использованию порошка сразмером частиц 0,25 Д ддобеспечивается локальное давление в зонеконтакта, врезультате которого засчет значительной деформации, превышающей критическую, в отдельных зонах контакта окисная пленка разрушается на осколки, образуя чистыеповерхности, в результате чего повышается качество сварки прн диаметречастиц порошка меньше 0,256 или 76 65 повышение качества сварки не наблюдаетсятак как в первом случае не происходит разрушения окисной пленки, а во втором - разрушается фольга.П р и м е р. Проведена сварка двух медных фольг, между которыми располанают покрытую окисной пленкой, толщиной 5-7 мкм, алюминиевую фольгу, толщиной 30 мкм. Толщина медной фольги также составляет 30 мкм. Для сварки применяют порошок из окиси алюминия А 0 с размером.частиц 30 кмк.Собранный узел, как показано на чертеже, помещают в вакуумную камеру сварочной установки типа А 306.08, нагревают до температуры сварки 250 фС и сдавливают при удельном сварочном давлении 9 кгс/мм Длительность сварочного процесса составляет не более 1-2 мин. Внутренняя часть сварочных пуансонов изготовлена из стали 12 Х 18 Н 10 Т, а наружная часть - из стали, РбМ 5.Испытания соединений на электропроводимость и прочность показывают их высокое качество. Разрушение сварных соединений наблюдается по алюминиевой фольге, а электропроводимость соединения сохраняется на уровне алюминиевой фольги.При изготовлении опытно-промышленной партии выводов трансформаторов по предлагаемому способу по сравне нию с известным снижается брак на 30-35%.Использование изобретения позволит повысить качество соединения при сварке фольг, Покрытых окисной пленкой.Формула изобретенияСпособ диффузионной сварки тонколистовых материалов, преимущественноалюминиевой Фольги,покрытой окиснойпленкой с медной, при котором сжатиесвариваемых деталей осущеотвляют через порошок, размещаемый между нимии пуансоном, температура пластическойдеформации которого выше температурысварки соединяемых материалов, и частицы которого не свариваются междусобой и.с деталями, о т л и ч а ющ и й с я тем, что, с целью повышения качества сварки путем разрушения,окисной пленки в зоне соединения,используют порошок с размером частиц. Ою 256 с др дгде д - диаметр частиц порошка;0 - толщина материала с окисной пленкойИсточники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРР 73513, кл, В 23 Р 3/00, 06.05.48.2. Авторское свидетельство СССРР 556012, кл. В 23 К 19/00, 10.11.74Составитель В. Петросянтехред Т. Маточка Корректор Л. Шеньо Редактор А. Власенко Тираж 1151 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
2894047, 04.01.1980
ПРЕДПРИЯТИЕ ПЯ Р-6476
ЛЕБЕДЕВ НИКОЛАЙ ВАСИЛЬЕВИЧ, СЕМОЧКИН АЛЕКСАНДР НИКИТОВИЧ, АГОЛЬЦЕВ АЛЕКСЕЙ ЯКОВЛЕВИЧ
МПК / Метки
МПК: B23K 20/14
Метки: диффузионной, сварки
Опубликовано: 30.12.1981
Код ссылки
<a href="https://patents.su/3-893469-sposob-diffuzionnojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ диффузионной сварки</a>
“устройство для сборки под сварку и сварки балок из двух продольных элементов, между которыми расположены с определенным шагом соедини2 тельные планки4

Номер патента: 649532
Опубликовано: 28.02.1979
Авторы: Богуславский, Корон, Лапатин, Мирчевский, Семенихин, Францман, Шепелева
МПК: B23K 37/04
Метки: балок, двух, которыми, между, определенным, планки4, продольных, расположены, сборки, сварки, сварку, соедини2, тельные, шагом, элементов
...стенда выполнены в виде торцевых зажимов 15 с приводами-пневмоцилиндрами 16, установленными на транспортирующей тележке 17, снабженной приводом шаговой подачи, включающим электродвигатель 18, соединенный с зубчатой реечной передачей, состоящей из шестерни 19 и рейки 20, закрепленной на тележке 17.Последовательно с нижним рядом роликов 10 установлен приводной рольганг 21 с упором 22.Соединительные элементы 2 укладываются стопой в питателе 23, являющимся накопителем соединительных элементов 2, который снабжен выталкивателем 24 с приводом-пневмоцилиндром 25.Выталкиватель 24 снабжен механизмом раздвижения швеллеров, выполненным в виде проходящих вдоль боковых сторон соединительното элемента 2 заостренных выступов 26 -образной...
Устройство для автоматической электродуговой сварки таврового соединения с неограниченной высотой его стенки

Номер патента: 677858
Опубликовано: 05.08.1979
Авторы: Бельфор, Буженецкий, Ковалев, Мосенкис, Патон
МПК: B23K 37/02
Метки: автоматической, высотой, неограниченной, сварки, соединения, стенки, таврового, электродуговой
...24, подобно ролиустройства на фйг. 3 - то же, вид кам 4,5 и 6, обладают средствами для.устро ства; намагнитного сцепления со стенками таврогф 5 ск я схема устрой-. вого соединения. Оси 23,25 и 26 каждойна фиг. 5 - кийематическая схема устро -ниэм изменения уг из обойм 22 параллельны, при этом осиства:на фиг. о - механизм изменения уг-.ла наклона сварочных головок и осей прн-зоосей при зо направляющих роликов 25, 26, 27. и 28.(см. фиг, 5) смонтированы на большемжимных р оликоврасстоянии от продольной оси тележки;Устройство осуше:твляет приварку к Расстон ичем ось прижимного ролика. Держательполке 1 таврового соединения двух стенок29 сварочных головок, хвостовики кото 2 йеограниченной высоты, состыкованныхрых скользят внутри полого...
Способ дуговой сварки стыковых соединений

Номер патента: 1039666
Опубликовано: 07.09.1983
Авторы: Жуков, Карасева, Ольховик
МПК: B23K 9/16
Метки: дуговой, сварки, соединений, стыковых
...касательных к изотермам,а область между охлаждаемыми участками и изотермой окончания восстановления упругих свойств подогреваютдо температуры зоны восстановленияупругих свойств,На чертеже изображена схема сварки пластин встык .согласно изобретению.Свариваемые детали 1 и 2 из любого металла сваривают с помощью дуговой сварки. Предварительно на опытном однотипном образце с помощьютермопар в процессе сварки определяют участок температур восстановленных упруго-пластических свойствметалла и строят изотерьы начала 3и конца 4 этого участка, а такжепродольные границы 5 и 6 между сжимающими и растягивающими напряжениями, возникающими при сварке,С помощью устройства (на чертежене показано), перемещающегося засварочной горелкой, охлаждают...
Способ автоматической сварки углового соединения трубы с фланцем

Номер патента: 1627354
Опубликовано: 15.02.1991
Авторы: Дедов, Дроздов, Христенко
МПК: B23K 9/173
Метки: автоматической, сварки, соединения, трубы, углового, фланцем
...положения. Отсчет угла перемещения сварочной горелки производят от вертикальной оси в плоскости поперечного сечения трубы (сварного соединения) по направлению движения горелки.Форма сварного шва при сварке неповоротного соединения зависит от положения поверхности расплавленного металла сварочной ванны, величин и направления сил, действующих на нее (сила тяжести, газодинамическая сила электрической дуги, электромагнитная объемная сила, силы поверхностного натяжения, реакции твердых стенок).В различных пространственных положениях направление и величина этих сил меняются, при этом металл ванны в каждый момент сварки стремится занять положение динамического равновесия.Г 1 ри сварке в нижнем положении, когдасварочная горелка находится...
Устройство теплообмена между твердыми частицами и теплообменной средой

Номер патента: 1816231
Опубликовано: 15.05.1993
Автор: Петер
МПК: B01J 8/18
Метки: между, средой, твердыми, теплообмена, теплообменной, частицами
...труб, 50 которые описаны выше.Теплообменными средствами могут служить любые обычные устройства для передачи тепла от одной среды к другой. Так например, можно установить пластины или 55 змеевики в качестве теплообменныхсредств, Предпочтительно, теплообменные устройства устанавливаются в виде пучка труб, благодаря чему облегчается решение проблемы расширения или сжатия. Еще более предпочтительными являются теплооб 1816231менные средства в виде труб штыкового типа, когда трубы устанавливаются одна в другую и когда один конец труб не соединяется с другими компонентами теплообменных средств, такими как коллектор, служащий в качестве входных и/или выходных средств для теплообменной среды. Такая конструкция сводит к минимуму...
Предыдущий патент: Машина для сварки трением
Следующий патент: Способ определения склонности к холодным трещинам сварных соединений
Случайный патент: Устройство для измерения отношения напряжений