B23H — Обработка металла воздействием электрического тока высокой плотности на заготовку с использованием электрода, который является инструментом; указанная обработка, комбинированная с другими видами металлообработки
Способ анодно-ультразвукового удаления заусенцев и установка для его осуществления

Номер патента: 1495036
Опубликовано: 23.07.1989
Авторы: Агафонов, Бронин, Гнутов, Кравченко, Кузнецова, Менаджиев
МПК: B23H 7/38
Метки: анодно-ультразвукового, заусенцев, удаления
...и35,количества электричества, эатраченного на пассивацию и активацию деталей, с помощью которого осуществляется управление ультразвуковым воздействием на анодный процесс,Применение интегратора и компаратора в каждом канале измерения поэволяет измерить и сравнить с расчетно-заданным количество электричества необходимое для солевой пассива 145ции и анодно-ул ьтр аз вуковой активации.процесса, Это дает возможностьэбрабатывать мелкие детали насыпью.Дпя управления процессом по расетно-заданному количеству электри 50гества путем чередования анодной и анодно-ультразвуковой обра-,ботки, Использован ВБ-триггер. Такая схема позволяет исключить влияиие скачков тока и напряжения в межэлектродном зазоре,Установка, реализующая способ, содержит...
Устройство для электроэрозионного легирования

Номер патента: 1495037
Опубликовано: 23.07.1989
Авторы: Бедный, Козин, Михайлов
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...12, 45 6 и 20 предназначены для включения продольной подачи вперед, а фотоэлементы 14 и 18 - дпя включения продольной подачи назад, Соостветственно фотоэлементы 15 и 17 предназначены для включения поперечной подачи вперед, а фотоэлементы 13 и 19 - для включения поперечной подачи назад,Устройство работает следующим образом, 55Зазор между кольцевым магнитом 4 и плоской поверхностью детали 3 из ферромагнитного материала зависит от площади торца кольцевого магнита 4, выходящей за пределы поверхности детали 3, В исходном положении электрод-инструмент 6 устанавливают, например, на участок 21 - 22 кромки детали 3, При этом обеспечивают попадание луча, падающего ог источника 10 светового луча на зеркало 9, и попадание отраженного...
Устройство для электрохимической обработки пазов

Номер патента: 1500443
Опубликовано: 15.08.1989
Авторы: Гребенщиков, Лемесева, Мухаметов, Овечкин
МПК: B23H 3/04
Метки: пазов, электрохимической
...для размещения в них с зазором стержневых электродов 5 устанавливается в центральное отверстие 2 изоляционной втулки 1. После совмещения осей стержневых электродов 5 с осями предварительно обработанных отверстий в стенках детали ее закрепляют в приспособлении 4 на столе станка, а стержне вые электроды 5 перемещают внутрь этих отверстий в направлении оси изоляционной втулки 1 на величину, соответствующую толщине стенки детали, и также закрепляют, 35Включают подачу электролита, тех-нологический ток и рабочую подачу,направленную по оси детали.40Электролит, проходя через центральное отверстие детали 3; зазоры, образованные стержневыми электрода ми 5 и радиальными отверстиями в детали, выходит через каналы 6 и 7. 45 Под действием...
Установка для электроэрозионного легирования

Номер патента: 1502237
Опубликовано: 23.08.1989
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...части детали 4(точка в на фиг. 2 и 3) нежелательных явлений прижога и отпуска кромки 5 не происходит. Вращательное вокруг своих осей движение электродов позволяет дополнительно осциллировать эрозионный промежуток. увеличивая число оптимальных эрозионных разрядов и этим повышая производительность обработки. Кроме того, выбранное направление их вращения позволяет дополнительно улуч. шить выход электродов 7 на поверхность детали 4 при легированном слое 17 существенной в масштабе амплитуды г толщины, атакже цри наличии наплывов в покрытии 17, свойственных некоторым тинам материалов э,чектродов, благодаря тому, что в точке б вра)цение электрода 7 направлено в сторону понижения слоя 17 (фиг. 3). Ширина зоны понижения слоя 17...
Устройство для электроискрового легирования

Номер патента: 1502238
Опубликовано: 23.08.1989
Авторы: Журавский, Куку, Михайлов, Перетятку
МПК: B23H 9/00
Метки: легирования, электроискрового
...помещены электрододержатели 4. Последние выполнены из диамагнитного материала и свободно перемецаются по направгяюцему пазу 3. Б нижн й части паз 3 имеет сужение, которое предотвращаег выпадение электрододержателя 4. Б нижне м конце электрододержагеля 4 крепи гся э.ектрод 5, а в верхнем запрессонан ма нитный элемент 6 из магнитотвердо о сплава, вектор напряженности поля которого направлен соосно с вектором напряженности поля электромагнитной катушки 1Б верхней части элемента 6 припаяны гибкис токопроводы 7, соединенные с клеммами 8 многоконтурного генератора электрических импульсов (не показан). Отрицательный полюс упрочняющего генератора присоединен к обрабатываемому изделию 9. Устройство работает следующим образом.При пода с...
Способ электроабразивного шлифования

Номер патента: 1504020
Опубликовано: 30.08.1989
Авторы: Кирпа, Лавриненко, Лещук, Черных, Шепелев
МПК: B23H 5/06
Метки: шлифования, электроабразивного
...мощности, о т л ич а ю щ и й с я тем, что, с цельюповышения иэносостойкости кругов, впроцессе шлифования поддерживают отношение времени стабилизации мощности ко времени ее снижения в пре" делах 3 - 8,3 150402 Фования и эатуплением зерен эффективная мощность возрастает.При достижении мощности, максимально допустимой по качеству обработки, включают источник технологического тока. Наличие электроэроэионных разрядов взоне шлифования способствует улучшению режущей способности круга, эффективная мощность на участке АВ (фиг.1) 10 падает и затем, когда поверхность круга очищена от шлама, стабилизируется на участке ВС, При отношении времени стабилизации ко времени снижения мощности иэ диапазона 3-8, 15например 4 источник тока отключают,За время...
Бабка к станкам для электрообработки вращающихся заготовок

Номер патента: 1504021
Опубликовано: 30.08.1989
МПК: B23H 7/26
Метки: бабка, вращающихся, заготовок, станкам, электрообработки
...воротка, вращая винт 11 1 О патрона 5, передвигают кулачок 12 с губкой 14. Одновременно через шестерни 10, центральную шестерню 9 передается вращение на остальные винты 11 патрона 5, связанные с кулачками 5 12. Поэтому все кулачки 2 патрона передвигаются одновременно. Таким же образом, вращением винта 17 через шестерни 15 и 16 осуществляется одновременное перемещение кулачков 18 патрона 6. Так как на улачках патро" нов 5 и 6 шарнирно установлены плас тины 7, то вместе с кулачками они также одновременно сближаются или25 расходятся симметрично оси шпинделя, Поочередной регулировкой положения кулачков на обоих патронах устанавливают необходимые габариты полости между пластинами 7 в соответствии с диаметром разрезаемой заготовки, Губ 30 ки...
Генератор импульсов тока для питания электроэрозионных станков

Номер патента: 1505696
Опубликовано: 07.09.1989
Авторы: Борисенко, Горбачев, Губоревич, Фесенко, Чернай
МПК: B23H 7/04
Метки: генератор, импульсов, питания, станков, электроэрозионных
...трансформации насыщающегося дросселя 12 и неизменности сопротивления электроэрозионного промежутка 14 на предпробойной стадии амплитуда импульсов поджига и, следовательно, выходное напряжение фильтра 21 низкой частоты постоянны и выходной сигнал дифференциатора 22 равен О. В случае изменения амплитуды напряжения на вторичной обмотке насыщающегося дросселя 12 выходное напряжение фильтра 21 изменяется и дифференциатор вырабатывает положительный или отрицательный сигнал в зависимости от знака приращения этого напряжения.Импульсы генератора 17 поступают на первые входы первого 18 и второго 19 элементов И, из которых только один пропускает указанные импульсы на вход реверсивного счетчика 26 в зависимости от состояния триггера 25. 5 0...
Электрод-инструмент для размерной электрохимической обработки

Номер патента: 1509203
Опубликовано: 23.09.1989
МПК: B23H 3/04
Метки: размерной, электрод-инструмент, электрохимической
...ра.створения, и электрод-инструмент углубляется в деталь-заготовку б (фиг.2).В то же время необрабатываемая перемычка между полостями входит в зазормежду рабочими элементами 4 электродаинструмента и сжимает вставку из упругого материала 5 (фиг.2), которая, сопротивляясь этой деформации, прилегает не только к верхней поверхностиперемычки, но и частично к ее боковойповерхности.45В качестве упругого диэлектрическо"го материала используется вакуумно.плотная резина, герметик КЭР - 3. Может быть применен любой другой материал, удовлетворяющий требованиям достаточной упругости и неэлектропроводности,Дпя нормальной работы электродаинструмента и предохранения его отразрушения под действием упругих сил 55необходимо учесть соотношение между...
Карандаш для правки кругов

Номер патента: 1509204
Опубликовано: 23.09.1989
Авторы: Дигтенко, Рудевский, Фурсов
МПК: B23H 5/10, B23H 7/00, B24B 53/12 ...
Метки: карандаш, кругов, правки
...материала образуется длинная топкая стружка, надежно замыкающая 40 мехэлектродный зазор, что увеличивает количество электрических разрядов.Выполнение режущего элемента в виде двухслойной пластины позволяет эффективно использовать для механической правки круга тонкий слой сверхтвердого материала. Причем одновременно обсспечивается надежное закрепление режущего элемента в корпусе карандаша, Слой сверхтвердого композицион- ного материала обеспечивает эффективное удаление вскрытых предьдущей электроэрозионной правкой зеренкруга, прп этом путем регулирования состава и структуры композиционного материала можно обеспечить требуемые для наиболее эффективной правки"свойства сверхтвердого материала, Использование металпической...
Устройство для электроэрозионного легирования

Номер патента: 1509205
Опубликовано: 23.09.1989
Автор: Тарасов
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...1, вращающее подвижную часть устройства вокруг еепродольной оси в подшипнике 9.Поскольку вторичный элемент двухкоординатного привода имеет гладкуюцилиндрическую поверхность, то однии те же части элемента при продоль 1509205ном перемещении поочередно выполняют соответствующие Функции в зонах индукторов 11 и 12, а поступательное .перемещение вдоль оси не влияет на вращательное перемещение вокруг этой оси, и наоборот.При использовании втулки 6 из Ферромагнитного материала, размещение ее части в зоне двухкоординатного 10 привода толщину стенки цилиндра 8 вы- бирают такой, чтобы глубина проникновения тока с частотой индуктора была больше толщины стенки и поле взаимодействовало .ка с цилиндром 8, 15 так и с элементом втулки 6.В индуктор 4...
Способ базирования детали относительно электрода инструмента при электрохимическом калибровании отверстий

Номер патента: 1511029
Опубликовано: 30.09.1989
Авторы: Дрожин, Дубовик, Суслин, Шульман
МПК: B23H 3/04
Метки: базирования, детали, инструмента, калибровании, отверстий, относительно, электрода, электрохимическом
...расположение детали на базируюшем участке; на фиг. 2 -деталь и вспомогательный элемент навинчены на базируюший участок и скреплены между собой; на фиг. 3 - детальпереведена на обрабатывающий участок. На базирующий резьбовой участок 1 электрода-инструмента 2 (ЭИ) навинчивают плашку 3 (фиг. 1), затем навинчивают диэлектрическую гайку 4 (фиг. 2) и скрепляют ее с плашкой 3 хомутом 5, после чего комплект плашка 3 - гайка 4 навинчивают совместно таким образом, чтобы плашка 3 разместилась эквидистантно резьбе обрабатывающего резьбового участка 6 ЭИ 2 (фиг, 3). При этом межэлектродный зазор (МЭЗ) между резьбой плашки и резьбой обрабатывающего участка составляет 0,55 мм и поддерживается диэлектрической гайкой 4, располагающейся на базирующем...
Электрод-инструмент для электрохимической прошивки отверстий

Номер патента: 1511030
Опубликовано: 30.09.1989
Автор: Кудрявцев
МПК: B23H 7/22
Метки: отверстий, прошивки, электрод-инструмент, электрохимической
...стороны державки - полость 9 отвода электролита.Полости 7 и 9 сужаются по напавлениюк периферии формообразующей части электрода-инструмента,Верхняя часть диэлектрической насадки 4находится в направляющей втулке 10,выполненной из диэлектрического материала,Формообразующая часть 1 через державку 2 подключена к отрицательному полюсу источни ка технологического тока, адеталь 11 - к его положительному полюсу.Для прошивания отверстия в детали 11электрод-инструмент вводят формообразующей частью 1 в отверстие направляющей втулки 10, прижатой к поверхностидетали 11 на расстояние, равное величине межэлектродного зазора 8. Через канал 3 в державке 2 подают под давлением электролит, который через полость 7поступает в межэлектродный зазор. Послечего...
Способ электроэрозионного легирования

Номер патента: 1511031
Опубликовано: 30.09.1989
Авторы: Аникаев, Ашихмин, Козак, Костин, Рыбаков, Уршанский
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...по уравнению реакции синтеза оксикарбонитридов: С о 04 Н о+ЗМгНа 1 МЬ - 1 Ь (Со ь 11 о зОо г) + +11 Н,. Непрерывно перемешивая расплав, формировали из него полотно на основелавсана (лавсан - это полиэфирное полотно, формуемое из расплава полиэтилентерефталата) толщиной 0 3 мм путем раскатки 20 цилиндрическими роликами с регулируемым зазором. Полученное полотно наносили путем намотки в один слой на упрочняемую цилиндрическую поверхность образца из закаленной стали 5 ХНМШ и подвергали механизированной обработке с использованием генератора типа Элитрони электрода в виде вращающейся щетки из проволок диаметром 0,3 мм из стали 30. Для сравнения аналогичную по составу смесь на связке из четреххлористого уг лерода наносили толщиной 0,3 мм...
Устройство для электрохимической обработки

Номер патента: 1511032
Опубликовано: 30.09.1989
Авторы: Амелин, Голованчиков
МПК: B23H 9/06
Метки: электрохимической
...к положительному полюсу источника технологического напряжения, до упора, которым в данном устройстве являются поверхности разъема верхней 1 и нижней 2 частей корпуса. Перфорированный катод 4, подсоединенный к отрицательному полюсу,3 Э источника технологического напряжения, д, образует с трафаретом 5 зазор, необходимый для обеспечения стабильного гидродинамического режима протекания электролита в зоне обработки. При прижатии верхней 1 части корпуса к его нижней 2 части опорные плунжеры 7 за счет упругихсил прокладки 6 и подушки 8 обеспечивают плотное прижатие трафарета 5 к обрабатываемой поверхности детали 12. В случае, когда обрабатываемая деталь выполняется из фольги, то опорные плунжеры 7 осуществляют плотный прижим не только...
Способ приработки кинематических пар трения

Номер патента: 1511619
Опубликовано: 30.09.1989
Авторы: Белкин, Бершадский, Карасик, Климов, Клин, Мебель
МПК: B23H 9/12, G01M 15/00
Метки: кинематических, пар, приработки, трения
...импульсов тоа жестких ограничений не накладывают и выбирают ее исходя заданной скорости перемещения в трущейся паре по ус" ловию проникновения теплового воздействия на заданную глубину.Реализация электронно-пластическо- е го эффекта состоит в том, что поверх- аеас ностные слои обладают повышенной пластичностью по отношению к глубоко лежащим слоям и особые химические свойства. Это создает благоприятные длятрения условия положительного гради1511619 Составитель Р.Мельдедактор А.Ревин Техред И.Верес М.Шароши ор Подписноеобретениям и открытиям при ГКНТ СССРРаушская наб., д. 4/5 Заказ 5894/45 Тираж 789 ВНИИПИ Государственного комитета по 113035, Москва, Ж-Зоизводственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина,101 3нта...
Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов

Номер патента: 1512725
Опубликовано: 07.10.1989
Автор: Бахтиаров
МПК: B23H 7/00
Метки: алмазных, контактно-эрозионной, кругов, плоских, поверхностей, правки, рабочих, электрод-инструмент
...зона с повышенной эрозионной интенсивностью. Поэтому, несмотря на большой периметр участка контакта, общая длина которого выражается суммой отрезков ао+Ос+И- - ,сИ+И, длина зоны 3 с повышенной эрозионной интенсивностью определяется суммой только трех отрезков ао+ссс+/гс. В связи с этим даннь 1 й электрод обеспечивает меньшую длину зоны с повышенной эрозион ной интенсивностью по сравнению с предлагаемым электродом.1512725 15 Форлцла изобретения Тип электрода Технологические показатели правки при напряженииисточника тока, В 36 28г 1 Г С волнообразным профилем (предлаг ае, Й) 28 210 47 580 69 840 С цилиндрическимпрофилем (известный) 160 23 38 660 П р и м е ч а н и е, 1 - сила рабочего тока, А; Г - производительность правки, ммз /мин....
Устройство для электроэрозионного легирования

Номер патента: 1512726
Опубликовано: 07.10.1989
Авторы: Бедный, Козин, Михайлов
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...преобразователя 4 образуют зазор, внутри котороге размещен свободный конец заслонки 14, а другой ее конец закреплен на вибрирую 1 цем электрододержателе 2 электромагнитного вибратора 3,Электромагнитный вибратор 3 связан с гайкой 15, которая может перемещаться по микрометрическому винту 16. Подача сжатого воздуха в пневмоэлектроконтактный преобразовател 4 осуществляется с помощью источника сжатого воздуха (не показан)., Шаговые двигатели 11 и 12 соединены с одним полюсом источника 1 импульсов и с электрическими контактами 9 и 10, Другой полюс источника 17 импульсов соединен с электропроводной мембраной 13 Шаговые двигатели приводят в действие колеса 18 и 19,Устройство работает следующим образом. 127264В процессе...
Способ электрохимической струйной обработки и устройство для его осуществления

Номер патента: 1512727
Опубликовано: 07.10.1989
Авторы: Ерофеев, Зарипов, Макрушин, Святохин, Соболев
Метки: струйной, электрохимической
...диапазоне 0,07 - 0,13 мм. Таким образом, согласно предлагаемому способу постоянно контролируют зазор аю непосредственно в зоне съема металла, измеряя вертикальное перемещение стержня 5 при движении вдоль поверхности детали 1 О. В зависимости от величины перемещения стержня 5 (погрешностей профиля детали 10) устанавливают зазор аю, перемещая сопло 3 в вертикальной плоскости, при этом обработанная поверхность является точной копией исходного профиля, но с высокой чистотой поверхности.Учитывая вертикальное перемещение стержня, регулируют напряжение источника 13 так, чтобы, изменяя величину анодного съема металла, добиваться наибольшей плоскостности. Профиль в сечении обработанного паза, отличается на величину Ь относительно исходного...
Устройство для электрохимической обработки внутренних поверхностей трубчатых заготовок

Номер патента: 1516263
Опубликовано: 23.10.1989
Авторы: Каримов, Каспин, Малахальцева, Немов
Метки: внутренних, заготовок, поверхностей, трубчатых, электрохимической
...по касательной к внутренней поверхности отверстия (количество щелей 11 не менеедвух) .40Суммарная площадь сечения щелей 11соответствует следующим величинам:Р = (1,4-3) Б,где Б - площадь поперечного сечения45проходного отверстия в корпусе 1.Устройство работает следующим образом.Электролит из входного штуцера 250 попадает внутрь корпуса 1 через щели 11,выполненные,по касательной к внутренней поверхности корпуса 1 и, приобретая вращательно-поступательное движение, поступает в межэлектродный зазор между катодом 6 и обрабатывае 55 мой заготовкой 8, 11 ри наличии напряжения между катодом 6 и заготовкой 8 на участках обрабатываемой поверхности, не защищенных трафаретом 9, происходит непрерывное электрохимическое растворение....
Способ электроабразивного шлифования

Номер патента: 1516264
Опубликовано: 23.10.1989
Авторы: Белоусов, Гущин, Зибиров, Иваницкий, Керша, Полищук, Пьецух
МПК: B23H 5/06
Метки: шлифования, электроабразивного
...величины. После того, как производная по мощности достигает наперед заданной величины, формируемой блоком 23 задания в момент времени г. (фиг, 2), сигнал ца выходе узла 22 сравнения становится положи- . тельным. Этот сигнал попадает ца вход переключателя 25 и обеспечивает его срабатывание. Переключатель 25 включает до конца работы контакт К 18, а через небольшой промежуток вре- мени, необходимый для запоминания фактического коэФФициента резания, выключает контакт К 20.В процессе работы устройства контакты К, и К занимают различные положепня (фиг . 2 единица - положение, соответствующее замкнутому состоянию контакта, нуль - разомкнутое).Подвод сигнала, характеризующего соотношение сил резания Р /Р (коэффициент резанияк ЗУ),...
Устройство для электрохимической правки

Номер патента: 1516265
Опубликовано: 23.10.1989
Авторы: Белоусов, Великанов, Литвин, Смоленцев
Метки: правки, электрохимической
...инструмента относительно поверхности обработки изменяется, поэтому необходимо, чтобы наружный профиль инструмента был вьпгуклым и поддерживался таким в течение всего периода изготовления деталш.40 45 50 55 5 10 15 20 25 ЗО 35 П р и и е р. Б качествед инструмента используют токопроводящий пористый электроабразивцый круг, перемещаемый в трех координатах с управленцем от ЗВМ. 11 о сигналам толщццомера ЭВМ подает команды ца глубину обработкиПосле износа круга ца величину, не более половицы допуска ца толщину детали, включается устройство для правки. Период включения устройства устанавливают ца реле времени ца основании статистических данных по износу круга и составляет 10 мин. Разность потенциалов между инструментом и де талью 6,В, а...
Устройство для нанесения ферромагнитных покрытий

Номер патента: 1519857
Опубликовано: 07.11.1989
Авторы: Коваленко, Кравченко, Шевченко
МПК: B23H 9/00
Метки: нанесения, покрытий, ферромагнитных
...кронштейны 8 и 9 со стержневымиэлементами 10 и 11 также из токоироводяагего материала удерживающими бункер 12, выполненный в виде желоба,из токоиронодящего материала и имеющего горизонтально расположенные направляющие отверстия 13 и 14 под стержневые элементы 10 и 11, Бункер 12занимает горизонтальное положение подцилиндрическим изделием 1 и являетсяемкостью для ферромагнитного порошка15.Между полюсным наконечником 2 ибункером 12 установлен механизм регу 40лиронания толщины слоя ферромагнитногопорошка, имекгщего подвижную в осевомнаправлении токоироводящую пластину 16,Цилиндрическая деталь 1 и иолюсгыенаконечники 2 и 3 подключены к источ 45нику электрического тока,Установленные ио торцам полюсныхнаконечников 2 и 3 пружины 17 и...
Способ электроискрового легирования

Номер патента: 1521542
Опубликовано: 15.11.1989
Авторы: Корнеев, Парамонов, Соловьев, Терехов
Метки: легирования, электроискрового
...для данного процесса(0,35 - 0,50% ) .В резульгате переведенный вразное состояние оксцд частичнонавливдется углеродом с образован1523зырьков, заполненных окисью углерода СО, нерастворимой в металле, выделяющихся в окружающую среду, и частично рассеиваются в жидком диэлектрике, Одновременно происходит легирование поверхности с образованием слоя преимущественно из фаз МзА и ллА в соотношении 5:1, прочность сцепления которого с подложкой близка к когезионной прочности самой подложки, При этом образовавшийся слой непроницаем для диффузии углерода к поверхности, где последний мог бы препятство вать диффузионному и химическому взаимодействию с материалом напыляемого впоследствии газотермического покрытия. Излишки углерода диффундируют...
Устройство для электрообработки

Номер патента: 1523271
Опубликовано: 23.11.1989
Автор: Липатов
МПК: B23H 5/06
Метки: электрообработки
...электрод-инструмент б по отношению к обрабатываемой детали 51 устанавливают на межэлектродный зазор 8, выоранный из еооге соооражений.Для этого посредством механизма 4 перемещения или вручную электродную головку 3 подводят к обрабатываемой детали 51 и контролируют зазор Я. При необходимости для обеспечения параллельности осей детали и электрода-инструмента поворотную часть 2 поворачивают под требуемым углом, После установки на зазор Я обеспечивают касание шупа 45 обрабатываемой поверхности детали (фиг. 5). Эта регулировка положения щупа достигается за счет изменения положения упора 57. Полож.;ние, при котором шуп 45 касается обрабатываемой поверхности детали, является нулевым или началом отсчета. После этого включают...
Устройство для электроэрозионной обработки

Номер патента: 1524971
Опубликовано: 30.11.1989
Авторы: Белявский, Беслик, Бихман, Коломенский, Коренблюм
МПК: B23H 1/02
Метки: электроэрозионной
...1 возникает ток перезарядки его накопительных конденсаторов, ток протекает по цепи источника 3 питания, тиристоры и накопительные конденсаторы (не показано) мостового инвертора 1, часть витков обмотки дросселя 2, формирователь 4 импульсов, электроэрозионный промежуток 5, диод 7. За счет указанного импульса тока обеспечивается процесс электроэрозии. Импульс тока протекает до тех пор, пока не произойдет полная перезарядка (зарядка) накопительных конденсаторов мостового инвертора 1. После чего импульс тока прекрашается, тиристоры мостового инвертора 1 выключаются. В таком состоянии устройство находится до тех пор, пока не будут поданы импульсы управления на тиристоры второго плеча мостового инвертора. Время, через которое подаются...
Электролит для размерной электрохимической обработки металлов

Номер патента: 1525026
Опубликовано: 30.11.1989
Авторы: Гучек, Лебедев, Петров, Пустовой
МПК: B23H 3/08
Метки: металлов, размерной, электролит, электрохимической
...таки же условиях в электролите, не содержащем ацетонитрил, при снижении хдельного шлама содержания с 1,5 до 1,35 г/л. Поверх)пясть образца после ЭХО имела й =0,35- 0,32 мкм, а погрешность про;с)гьног формы отверстий не превышала 0,03 мм, что не отличалось от образцов, обработанных в электролите, не содержащем а цетон итрил.У 7 рилср 2. Готовили электролит, растворяя при перемешивании в 50 л водопроводной воды8 кг натрия хлористого, 8 кг натрия азотнокислого, 1,5 кг диметилфорхамида и 5,0 кг ацетонитрила и доводя объем раствора этой смеси солей после их полного растворения доливом воды до 100 л. В приготовленном таким образом электролите проводили ЭХО деталей типа втулок, изготавливаемых из стали ЗОХРА, длиной 120 мм, внутренним...
Станок для электроабразивной правки алмазных кругов

Номер патента: 1526937
Опубликовано: 07.12.1989
Авторы: Бельских, Комаров, Прохоров, Соков, Тишинов
МПК: B23H 7/00
Метки: алмазных, кругов, правки, станок, электроабразивной
...с малым электрическим сопротивлением. Вал 30 закреплен на подшипниках качения и изолирован от корпуса втулками 3 - 34. Вращение на торцовый электрод 21 передается через шкив 35 от электродвигателя 8. Торцовый электрод 21 представляет из себя медное кольцо 36 и абразивное кольцо 37, жестко соединенное с планшайбой 38 электрода.Для осуществления электроэрозионного процесса правки на станке предусмотрен источник 39 постоянного тока с пультом управления, а также автономный пульт 40 управления при работе торцовым электродом 21. Токоподвод к алмазному кругу 10, который подвергается правке, осуществлен с помощью медно-графитового контакта 41, закрепленного в держателе 42 на кронштейне 43, который закреплен с возможностью перемещения и...
Устройство для электроэрозионной приработки зубчатых колес

Номер патента: 1526938
Опубликовано: 07.12.1989
Автор: Тарасов
МПК: B23H 9/12
Метки: зубчатых, колес, приработки, электроэрозионной
...корпус, погружсцы пдгрубкц 12, выходные срезы отверстий патрубков размегцены на уровне сопрягдемых колес 7 10 и обращены к эрозионным црол)сжуткдм между ними (при указанном направлении врагцения). Через цдтрубкц в рдбоццс зоны подается очищенная и охлджденцдя среда Патрубки 13 слу,+,дг для откдцкц отработанной, загряз. пенной среды1 рц цзмецеццц направления вращения колсс цдтрубкц поддцц ц удаления среды мсняют местдмц 1 дкцм образом сами коле 5 10 15 20 25 30 35 40 45 4са интенсифицируют циркуляцию рабочей среды, прокачивая ее через зазоры подобно шестеренчатому насосу.Через патрубки 14, расположенные над эрозионными промежутками, откачивается газовая фаза, через патрубки 15, расположенные на периферии корпуса, осуществляется...
Генератор импульсов
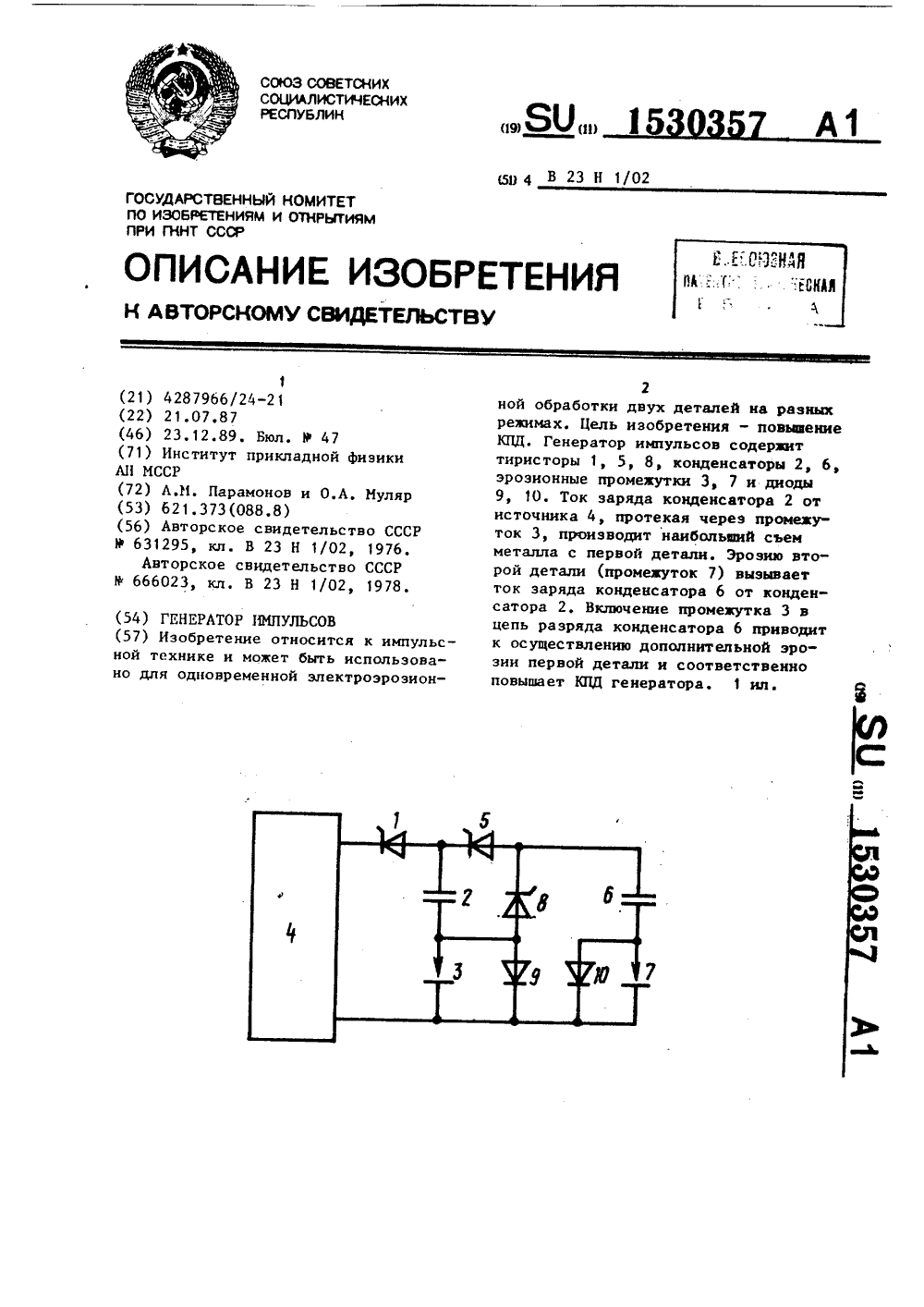
Номер патента: 1530357
Опубликовано: 23.12.1989
МПК: B23H 1/02
...током разряда второго конденсатора,На чертеже представлена принципиальная электрическая схема генератопрямом направлении по отношению кнапряжению источника , второй тиристор 5, включенный согласно с тиристором 1 между точкой соединения тиристора 1 с конденсатором 2 и первымвыводом второго конденсатора б, второй вывод которого через второй эрозионцый промежуток 7 соединен с первым выводом (станиной) промежутка 3.Точка соединения конденсатора 2 спромежутком 3 подключена к точкесоединения тнристора 5 с коцпецсатором б через третий чиристор 8, включенный в прямо напр,влеции по отцо.шению к напряжению к гочника л, а/промежутки 3 и 7 зашу тир нзцы пс;вым и вторым дионамп 9 и 10 с.оответ т:нно, включеццымп в обры цом цяв .нп.нии по...