Патенты с меткой «прокатке»
Способ определения коэффициента внешнего трения при прокатке и образец для его осуществления
Номер патента: 741969
Опубликовано: 25.06.1980
Авторы: Балакин, Гуляев, Друян, Жуковский, Милов, Рынкевич, Удовиченко
МПК: B21B 19/06
Метки: внешнего, коэффициента, образец, прокатке, трения
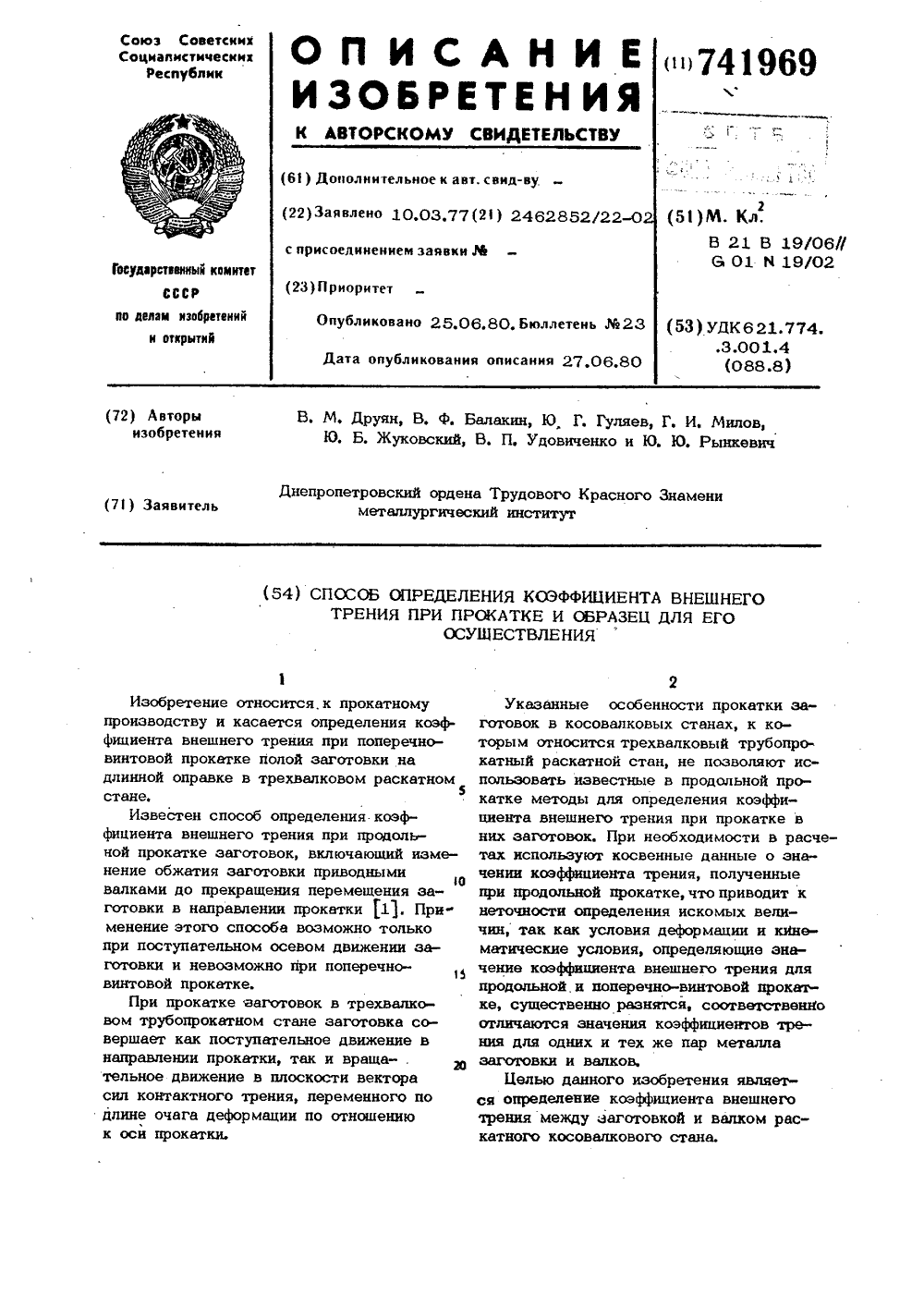
...определениякоэффициента внешнего трения позволяет наиболее простым путем постоянноуменьшить величину суммарной деформации по стенке в процессе прокатки. Величина угла конусности образующей наружной поверхности заготовки выбранаиз условия удобства фиксации моментасрыва осевой подачи заготовки.На фиг. 1 представлен общий вид заготовки; на фиг, 2 - схема очага деформации трехвалкового трубопрокатного стана.Заготовка 1 имеет внутренний диаметрд, больший внешний диаметр (диаметр переднего конца) (3 меньшийвнешний диаметр (диаметр заднего конца) д, длину С., угол конусности внешней поверхности Ч, толщину стенкина переднем торце Ь , толщину стенкина заднем торце. И ,Прокатку заготовки 1 осуществляли З 0на трехвалковом раскатном стане (фиг....
Цилиндрический образец для определения пластических свойств материала при прокатке

Номер патента: 748170
Опубликовано: 15.07.1980
Автор: Щукин
МПК: G01N 1/28
Метки: образец, пластических, прокатке, свойств, цилиндрический
...имеет цилиндрический учас ток 1 (диаметр П, длина с ), две фаски 2 и 3, выполненные под углом Р =70-85 о к образующей, отверстие 4,размещенное по оси образца, а диаметрд отверстия равен О, 01-0, 2 О. 30 Образец испытывают следующим образом,Образец размещают между плитамис выступами, расстояние между которыми меньше диаметра Р образца, Плиты перемещают друг относительно друга и деформируют образец с постоянно.степенью обжатия, При. этом в центральной части образца образуется стационарное напряженно-деформационное состояние, Наличие отверстия 4 приводитк тому, что тангенциальные напряжения в центральной части образца равно нулю, вследствие чего изменяетсясоотношение напряжений в центральнойчасти и расширяются возможности определения...
Способ регулирования профиля полосы при прокатке

Номер патента: 429617
Опубликовано: 30.08.1980
Авторы: Крылов, Морозов, Розоренов, Романов, Софронов, Тодер, Целиков
МПК: B21B 29/00
Метки: полосы, прокатке, профиля
...и уменьшению зазора между изогнутой осью и внутренней расточкой обоймы в ее средней части и к увеличению зазоров на краях. В соответствии с известными свойствами гндродинамики смазочного слоя в подшипниках жидкостного тренин с уменьшением зазора гидро- динамическое давление возрастает. Таким образоМ, давление в средней части обоймы возрастает, а на краях уменьшается, вследствие чего обойма дополнительно изгибается и корректирует положение активной образующей рабочего валка и, следовательно, толщину прокатываемой полосы. Подшипники жидкостного трения составногоформула изобретения Составитель Б.Бейнфест Редактор Е.Месропова Техред А. Щепанская Корректор Я,МакаренкоЗаказ 6110/53 Тираж 986 Подписное ЦНИИПИ Государственного комитета СССР по...
Устройство регулирования толщины полосы при прокатке в отрицательном поле допусков

Номер патента: 763014
Опубликовано: 15.09.1980
Авторы: Белянский, Кириченко, Кузин, Лысенков, Оружинский
МПК: B21B 37/18
Метки: допусков, отрицательном, поле, полосы, прокатке, толщины
...реальные воздействия и передавать сигнал непосредственно в блок изменения зазоравалков, что дает возможность упростить устройство за счет исключениядвух коммутаторов, двух блоков памяти, контура аналогового регулирования включающего элемент сравнения,иизменить алгоритм работы устройстватак, чтобы полностью использовать отрицательное поле допуска,как напервой, так и на последующих полосахв партии, что достигается увеличениемчастоты посьлок управляющих сигналов,воздействующих на блок изменения зазора, которые вырабатываются вычислительными блоками на основании информации о толщине участков данной поло,сы,На чертеже представлена блок-схема предлагаемого устройства.Устройство регулирования толщиныполосы при прокатке в отрицательномполе...
Способ определения прогиба бочек рабочих валков при прокатке

Номер патента: 766690
Опубликовано: 30.09.1980
Автор: Дубравин
МПК: B21B 38/12
Метки: бочек, валков, прогиба, прокатке, рабочих
...1 первоначального положения торцовой поверхности Применительно к определению величиныпрогиба бочки рабочего валка относительно какой-либо фиксированной точки, взятой на цилиндрической поверхности бочки этого валка, обращенной к полосе, необходимо изб мерить горизонтальную координату Х от осевой линии клети до фиксированной точки на бочке валка и угол поворота бочки валка ц в этой точке относительно горизонтальной оси или первоначального положениябочки.40 Однако измерение угла поворота бочкирабочего валка в любой фиксированной точке на ее цилиндрической поверхности, обращенной к полосе, физически является не возможным. Наиболее доступной точкойдля определения угла поворота бочки валка является точка на ее краю, в которой измеряют угол...
Способ регулирования распределения натяжения по ширине полосы при прокатке
Номер патента: 768507
Опубликовано: 07.10.1980
Авторы: Бухвалов, Водолазский, Хайкин, Эйдензон
МПК: B21B 37/00
Метки: натяжения, полосы, прокатке, распределения, ширине
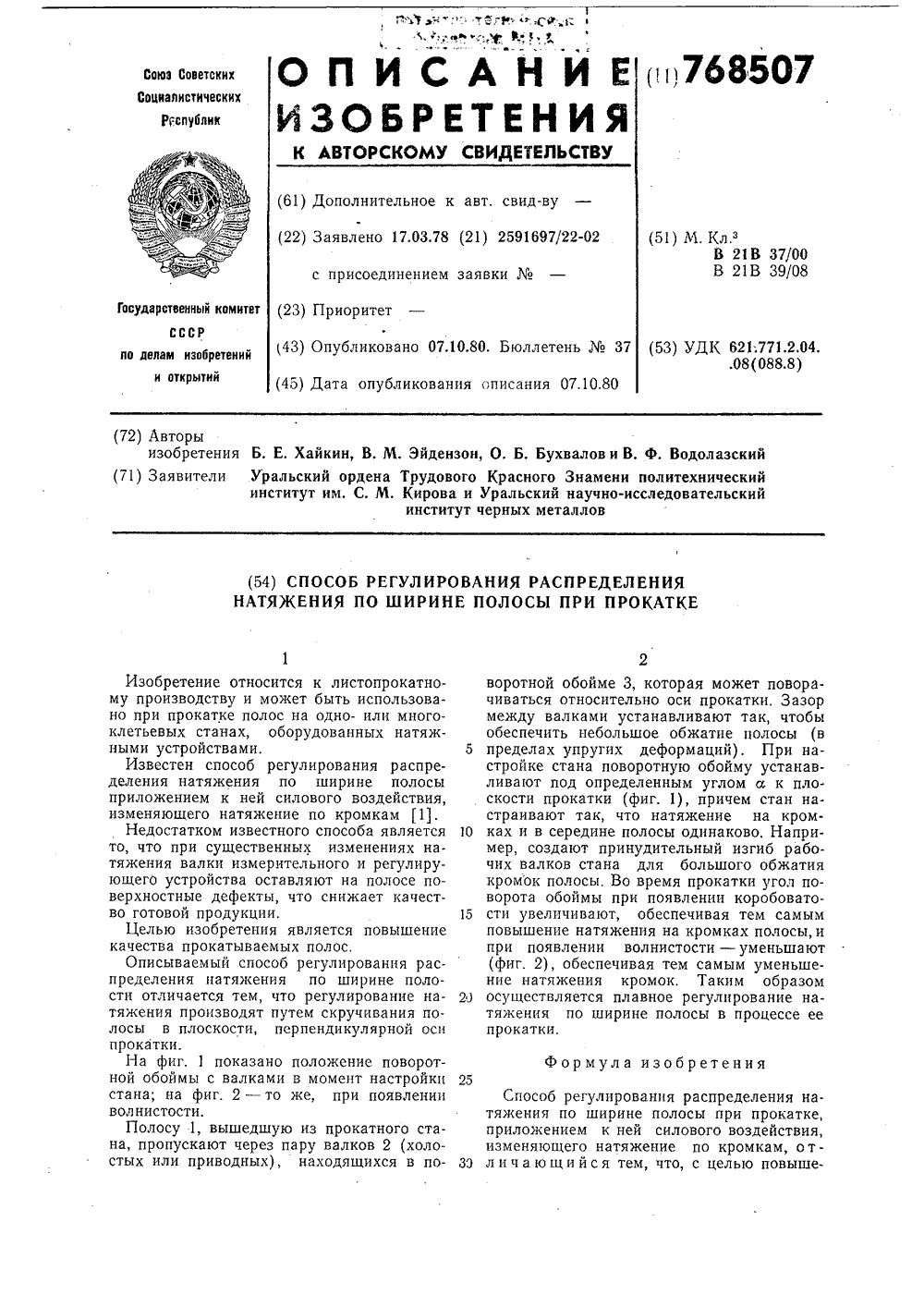
...натяжения валки измерительного и регулирующего устройства оставляют на полосе поверхностные дефекты, что снижает качество готовой продукции, 15Целью изобретения является повышениекачества прокатываемых полос,Описываемый способ регулирования распределения натяжения по ширине полости отличается тем, что регулирование на дтяжения производят путем скручивания полосы в плоскости, перпендикулярной осипрокатки.На фиг, 1 показано положение поворотной обоймы с валками в момент настройки 25стана; на фиг, 2 - то же, при появленииволнистости.Полосу 1, вышедшую из прокатного стана, пропускают через пару валков 2 (холостых или приводных), находящихся в по- ЗЭ воротной обоиме 3, которая может поворачиваться относительно оси прокатки, Зазор...
Способ регулирования толщины полосы при прокатке

Номер патента: 772635
Опубликовано: 23.10.1980
Авторы: Азимов, Журавлев, Зюзин, Рокотян, Скоробогатский
МПК: B21B 37/16
Метки: полосы, прокатке, толщины
...при регулировании составляет от нуля до 0,1 отусилия прокатки Р, диапазон изменения усилия Г 4 составляет от нулядо 0,5 Рдр , т.е. все усилие прокат 35 ки может передаваться на опоры дополнительного ролика. Диапазон изменения усилия Г 2 при известных остальныхвеличинах определяется по условиюравновесия (3). Коэффициенты жесткости рабочей клети и валковой системы определяются на каждом прокатном стане экспериментально или расчетом и задаются в управляющие устройства 8 и 9. Сюда же задаются параметры полосы - ширинаобжатие, сопро 45 тивление деформации, зазор между валками и пр. В управляющее устройство 8 поступают сигналы регулирования противо изгибом рабочих валков усилием 0 иопорных валков усилием Г согласно известному способу. Это...
Способ обнаружения налипания металла на прокатный инструмент при прокатке труб

Номер патента: 774642
Опубликовано: 30.10.1980
Авторы: Абрамов, Замощиков, Красников, Мамонтов, Фролов
МПК: B21B 37/00
Метки: инструмент, металла, налипания, обнаружения, прокатке, прокатный, труб
...- осциллограмма изменения осевых усилий прокатки и осевых перемещений стержня оправ ки за каждый рабочий ход клети (прямой и обратный); на Фиг. 3 - циклограмма работы схемы, изображенной на Фиг.1. Блок-схема устройства, реализующего описываемый способ, содержит датчики 1 крайних положений клети (А - крайнее заднее, Б - крайнее переднее), датчик 2 осевого перемещения стержня оправки, преобразователь 3 выходного сигнала датчика 2, представляющий собой Формирователь импульсов типа триггера Шмидта, блок 4 логики, выполняющий счетные и логические операции, собранный на базе элементов "Логика Тф, систему 5 управления главным. приводом стана ХПТ, патрон б стержня оправки, стер" жень 7 оправки, табло 8, сигнализирующее вальцовщику о наличии...
Измеритель внутреннего диаметра обода железнодорожного колеса при прокатке

Номер патента: 777405
Опубликовано: 07.11.1980
МПК: B21C 51/00, G01B 7/13
Метки: внутреннего, диаметра, железнодорожного, измеритель, колеса, обода, прокатке
...измерителя внутреннего диаметраЗ 0 обода железнодорожного колеса при прогкатке;,на фит, 2 - положение колесной заготовки при прокатке,Устройство состоит из датчика 1 перемещения каретки коренных валков 2 и датчика Л перемещения салазок нажимных валков 4, выходы которых соединены со входами узла 5 вычитания и узла б суммир,ования. Выход узла б вычитания через нелинейный элемент 7 соединен с дополнительным входом узла б суммирования, на выходе которого формируется сигнал пропорциональный величине внутреннего диаметра 2 г обода железнодорожных колес.при прокатке.Измеритель работает следующим образом.В процессе прокатки происходит увеличение внешнего Я и внутреннего г радиусовобода колеса Точка О (фиг, 2) не меняетсвоего положения в...
Способ подготовки гильзы к пилигримовой прокатке труб

Номер патента: 778834
Опубликовано: 15.11.1980
Авторы: Блинов, Ериклинцев, Иванов, Калибатовский, Коробецкий, Осипенко, Фридман, Хайдуков, Шулежко, Якубович, Якшин
МПК: B21B 21/00
Метки: гильзы, пилигримовой, подготовки, прокатке, труб
...Редактор Н лел,Тираж 986 Подписно И Государственного комитета С делам изобретений и Открытий Москва, Ж, Раушская наб Заказ 7 ВНИИП 1130 илиа г. Ужгород, ул. Проектная,1 ПП "Пат втулки 8, При выходе иэ втулки пресс- остаток 9 и короткая оправка 3 под действием собственного веса отделяются. После окончания профилированияпереднего конца заготовки со стороны пуансона 6 к заднему торцу гильзы через пресс-шайбу 10 прикладывают подпирающее осевое усилие, а матрицу 5 с контейнером 4 перемещают против хода прошивки, т, е, вдоль заготовки к ее заднему концу, обжимая заготовку по наружному диаметру и толщине стен-ки, эа счет этого происходит плотная посадка гильзы на дорн.Дорн 1 захватывается металлом и перемещается со скоростью его истечения на...
Устройство для определения вытяжки металла при прокатке в валках

Номер патента: 778843
Опубликовано: 15.11.1980
МПК: B21B 38/00
Метки: валках, вытяжки, металла, прокатке
...вцтяжки металла при прокатке в валках.устройство содержит первый датчик У наличия металла, выход которого соединен со входом первой схемы 2 НЕ, выход которой соединен с первым входом первой схемы 3 И, второй вход которой соединен с выходом второго датчика 4 наличия металла,со входомвторой схемы 5 НЕ, и вторым входомвторой схемы б И. Третий датчик 7наличия металла соединен со входомтретьей схеьы 8 НЕ, выход которсфсоединен с третьим входом второй схемы б И, первый вход которой соединен о выходом импульсного датчика 9 угла .поворота прокатных валков и с третьим входом первойфсхемы 3 И, выход которой соединен с первьк входом вычислительного устройства 10, второй вход которого соединен а выходом вто- рой схемы 5 НЕ, а третий вход...
Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления

Номер патента: 780917
Опубликовано: 23.11.1980
Авторы: Ковалев, Леонидов-Каневский, Лысенков, Мышкин
МПК: B21B 37/16
Метки: горячей, непрерывной, полосы, прокатке, толщины
...го профилеразмера коеффициент, связывающийдиспер" сию температуры подката и коррелированную с ней часть дисперсии толщины подката, По мере выхода предыдущей полосы партии иэ клетей чистовой группы изменяют зазор валков каждой клети-"-ыднполосыЬ - номинальное значение толщины 1Ь Й - минусовый допуск по ГОСТ 35или ТУ;приЬ - суммарная погрешностьизмерения толщины.После прохождения головной частью данной полосы чистовой груп пы клетей и появления ее в зоне Йзмерения толщины измеряют текущее значение толщины полосы и определяют текущее отклонение толщины полосы от заданного значения.Изменяют зазоры валков чистовых 45 клетей до компенсации отклонения толщины,например,по интегральному закону ьБ=-КдЬ(с)аИ,ц50где дЬ(1) - текущее значение...
Способ подготовки заготовки к винтовой прокатке

Номер патента: 791438
Опубликовано: 30.12.1980
Авторы: Вавилкин, Гремяков, Потапов
МПК: B21B 19/02
Метки: винтовой, заготовки, подготовки, прокатке
...нагрев заготовки, после которого выдерживают ее на воздухе до образования на поверхности пленки расплавленных окислов, осуществляют покрытие по всей поверхности под давлением.Это позволяет вести процесс прошивки до конца и получать качественные гильзы.Установлено, что наиболее целесообразно осуществлять покрытие заготовок кристаллическим фрикционным материалом после образования на поверхности заготовок слоя расплавленного окисла путем принудительного внедрения частиц фрикционного материала в этот слой. В этом случае отсутствует необходимость в связующем веществе для покрытия, так как его роль выполняет слой расплавленного окисла, а операция и устройство для нанесения хорошо вписываются в общую технологическую схему....
Способ регулирования поперечногопрофиля листов при прокатке

Номер патента: 793673
Опубликовано: 07.01.1981
Авторы: Арцыбашев, Гончаров, Парамошин, Суняев, Шмаков
МПК: B21B 37/44
Метки: листов, поперечногопрофиля, прокатке
...контакта с опорным, так и в зоне деформации металла. Это приводит к неравномерности сжатия рабочих валков по длине в указанных зонах и изменению прогибов валков, Так, при понижении температуры краев или повышении температуры середины раската (по ширине) увеличивается разность сжатия валков между краев раската и серединой в обеих зонах, уменьшается прогиб валковой системы и снижается поперечная разнотолщинность листов 41.Наоборот, для увеличения поперечной разнотолщинности листов необходимо создать температурный перепад по ширине раската за счет повышения температуры краев или понижения температуры середины раската.Регулирование по предлагаемому способу осуществляют следующим образом (на примере реверсивного толстолистового стана,...
Способ регулирования толщины полосиз разрезанного ha части подката принепрерывной горячей прокатке иустройство для его осуществления

Номер патента: 797813
Опубликовано: 23.01.1981
Авторы: Ковалев, Леонидов-Каневский, Лысенков, Ставнийчук
МПК: B21B 37/16
Метки: горячей, иустройство, подката, полосиз, принепрерывной, прокатке, разрезанного, толщины, части
...соединенного с приводом3 исполнительного механизма, первый элемент 4 сравнения, первый входкоторого соединен с датчиком 1 положения, задатчик 5 уставки положенияисполнительного механизма, выходкоторого соединен со вторым входомэлемента 4 сравнения, третий элементб сравнения, первый вход которогосоединен с выходом первого элемента4 сравнения, а выход соединен совходом привода 3 исполнительногомеханизма, первый ключ 7, выход которого соединен со вторым входом третьего элемента б, датчик 8 наличия металла в клети, выход которого соединен с первым входом ключа 7, блок 9 управления, первый вход которого также соединен с выходом датчика 8, второйэлемент 10 сравнения, выход которого соединен со вторым входом ключа 7, датчик 11 усилия...
Способ смазки при прокатке

Номер патента: 810322
Опубликовано: 07.03.1981
Авторы: Касьян, Мазур, Тимошенко
МПК: B21B 45/02
Метки: прокатке, смазки
...увеличивать толщину слоя смазки 15 в очаге деформации. Это приведет к компенсации действия факторов, обусловивших повышение толщины полосы, т. е. толщину слоя смазки в очаге деформации следует изменять пропорционально толщине прока та. Регулируя толщину слоя смазки в очаге деформации в функции толщины прокатываемого металла, можно таким образом уменьшить его разнотолщинность.Применительно к сортовым станам здесь 25 имеется в виду, что толщину смазочнойпленки необходимо изменять пропорционально площади поперечного сечения прокатываемого металла, Согласно предлагаемому способу смазкой может служить не З 0 только жидкость, но и твердые либо газо810322 Формула изобретения Составитель В. ТолстыхРедактор И, Гохфельд Техред И. Пенчко...
Способ смазки при прокатке

Номер патента: 816598
Опубликовано: 30.03.1981
Авторы: Мазур, Тимошенко, Тригуб, Хижняк
МПК: B21B 45/02
Метки: прокатке, смазки
...компенсирует уменьшение величины 1 и разнотолщинность проката уменьшена.Согласно предлагаемому техническому решению предусматривается регулирование толщины смазочной прослойки в очаге деформ ации при прокатке. Причем смазкой может служить не только жидкость, но и твердые либо газообразные вещества, например теплоизоляционные покрытия. Описанный процесс протекает практически мгновенно. Таким методом можно устранить влияние эксцентриситета и овальности валков на толщину проката.Для реализации предлагаемого способа, а именно регулирования смазочной пленки, в обратной пропорциональной зависимости от величины радиуса валка, необходимо предусмотреть индикацию изменения радиуса валка в функции угла его поворота, выработку...
Устройство для разбуривания полосыпри прокатке ha мелкосортномпрокатном ctahe

Номер патента: 820951
Опубликовано: 15.04.1981
Авторы: Ильин, Китаев, Солонин
МПК: B21B 37/00
Метки: ctahe, мелкосортномпрокатном, полосыпри, прокатке, разбуривания
...стана, на входе в проводящую трассу, которая выполняется 15 в виде короба или трубы с проходным отверстием, превышающим поперечное сечение проката в несколько раэ, и у входа в моталку. Эатем, примерно на середине участка захва" 20 тывают полосу тянущим устройством, например краном или лебедкой, и изв- . лекают ее иэ трассы 11Это устройство весьма трудоемко, что приводит к значи ельным простоям стана. е начальной Фазе процесса эабуривания проката он из прямолинейного в месте очага эабуривания ста" новится криволинейным, приобретая .волнообразную форму. Прокат уходит 30 БУРИВАНИЯ ПОЛОСЫ ПРИ ПРОКАТ ПРОКАТНОМ СТАНЕ820951 Формула изобретения 7 Составитель А. СетюковРедактор;Н.Ромжа Техред Е.ГаврилешкоЗака Корректор О.Бил з 1 б 58/14 Тираж...
Способ регулирования толщины полосыпри прокатке

Номер патента: 835548
Опубликовано: 07.06.1981
Авторы: Богатырев, Горелик, Николаев, Яланский
МПК: B21B 37/58
Метки: полосыпри, прокатке, толщины
...полосы 1 наэлемент 2 сравнения от толщиномера 3поступает сигнал Ът , пропорционапьный текущему значению толщины полосы, сравнивается с заданной И толщиной, и сигнал рассогласования ьЬ поступает в регулятор 4, Одновременносигналпоступает в функциональный щ 0,преобразователь 5, в котором определяется скорость Чу изменения текущего значения толщины во времени как производная -д и ЧЬ умножа ется на постоянный для данйой клети множитель - передаточный коэффициент К . Произведение Ьт К, равное необходимой Чнеоб скорости изменения межвалкового зазора, сравнивается с номинальной скоростью. Чэизменения межвалкового зазора перемещением только верхнего рабочего валка.. если Чз э (Чмеов, т.е. скорость изменения межвалкового зазора, которую может...
Способ нанесения технологическойсмазки ha поверхность валков привысокоскоростной прокатке

Номер патента: 839634
Опубликовано: 23.06.1981
Авторы: Добрик, Дранкевич, Капланов, Попов, Прокопенко, Радушева, Резниченко, Старченко, Цыганков
МПК: B21B 27/06
Метки: валков, нанесения, поверхность, привысокоскоростной, прокатке, технологическойсмазки
...профилей по форме калибра.Для предотвращения сбрасывания нанесенной на поверхность валков смазкицентробежными силами, возрастающимипропорционально увеличению скоростивращения валков, жидкая смазка илисмазка, распыленная воздухом, подается по касательной к образующейвалков по направлению их вращения состороны входа валков в очаг деформации.На чертеже изображена схема определения места нанесения технологической смазки на рабочий прокатный валок,Место нанесения смазки на валок1 определяется согласно второму за кону динамики из условия равновесиянормальных и тангенциальных сил:прилипания смазки к поверхностивалков Е , принимаемых равными силеадгезии трения смазки при контактес поверхностью валков Е , принимаемым равными силам вязкости,...
Устройство для регулирования тол-щины полосы при прокатке

Номер патента: 845909
Опубликовано: 15.07.1981
Авторы: Воропаев, Елишевич, Попов, Яланский
МПК: B21B 37/58
Метки: полосы, прокатке, тол-щины
...гидроцилиндрах с частотой,равной частоте колебания высокочастотной составляющей разнотолщинности,На чертежео представлен вариантисполнения предлагаемого устройства.Гидравлические исполнительные цилиндры 1 встроены в подушки 2 нижнего валка 3, Плунжеры 4 сопрягаютсяс подушками 5 верхнего валка б, Нагнетающая полость регулируемого источника 7 давления жидкости соединейа гидропроводом 8 со всасывающейполостью обратимой гидромашины 9,приводимой электродвигателем 10 посто-щянного тока с упорной характеристикой. Электродвигатель 10 электрически связан с блоком .11 управленияэлектродвигателем. Нагнетающая полость обратимой гидромашины 9 соединена гидропроводом 12 с исполнительными гидроцилиндрами 1. Регулируемый источник 7 давления...
Призматический образец для испытанияматериалов при прокатке b валках

Номер патента: 853470
Опубликовано: 07.08.1981
Авторы: Бочкарев, Мигачев, Потапов
Метки: валках, испытанияматериалов, образец, призматический, прокатке
...и по всей длине выполнены выступы 3 и 4.Ширина во выступов 3 и 4 составляет 0,45 - 0,55 от его высоты Ьр, а высота выступов йо равна 0,3 - 0,4 высоты Но образца, Ширина образца выбрана из соотношения В 1 = Во-Ьв, где Ва - максимальная шири 853470 на; В 1 - минимальная ширина; Ь в - изменение ширины при прокатке, равное 4 Формула изобретения4 в = гп(1+ и) фййг,5 Мъ) и гдеп 1 - коэффициент, зависящий от марки материала; уА - коэффициент трения; г - радиус валков; Ь Ь = Но - Во - абсолютное обжатие на длине 1.о, Фь = ЬЬ/Н - относительное обжатие. Задавая величину максимального обжатия и высоту образца Но, устанавливают все остальные размеры образца.0Образец испытывают следующим образом.Конец образца максимальной ширины Во помещают между...
Устройство для контроля плоскостности полосы при холодной прокатке

Номер патента: 854478
Опубликовано: 15.08.1981
Авторы: Брагин, Новиков, Роганов, Терешин
МПК: B21B 38/02
Метки: плоскостности, полосы, прокатке, холодной
...для определения разности скорости отдельных участков полосы по ширине ( " 0,001), достигается при значении частоты генерируемых импульсов, равной 1,0 мГц. Время определения плоскостности полосы не превышает одного периода вращения измерительных роликов, так как измерение разности скоростей вращения измерительных роликов осуществляется за один их оборот.На чертеже изображена функциональная схема устройства для контроля плоскостности полосы при холодной прокатке.Устройство для контроля плоскостности полосы при холодной прокатке содержит измерительные ролики 1, распределенные по ширине прокатываемой полосы 2. Измерительные ролики 1 связаны с датчиками 3 скорости вращения измерительных роликов 1. В состав устройства входит схема для...
Система для автоматической стабилизации технологических параметров при холодной прокатке на реверсивных станах

Номер патента: 858967
Опубликовано: 30.08.1981
Авторы: Данилов, Рыбьев, Трусов
МПК: B21B 37/00
Метки: автоматической, параметров, прокатке, реверсивных, стабилизации, станах, технологических, холодной
...29, задатчика 30 величины добавочного натяжения, обмотки реле 31, Первым и вторым входами устройства 23 и 24 являются первые и вторые входы множительно-делительного блока 25, авыходом - выход интегрозапоминающего блока 27, выход множительно-дели- тельного блока 25 через масштабный преобразователь 26 и размыкающий контакт реле 32 соединен со входом интегрозапоминающего блока 27, выход которого через размыкающий контакт 33 того же реле 31 соединен с соответственным входом блоков 3 и 4 регулирования заднего и переднего натяжения, выход масштабного преобразователя 26 через выпрямитель 28 соединен с первым входом компаратора 29,второй вход которого соединен с задатчиком 30 величины добавочного натяжения, а выход - с обмоткой реле 31,...
Устройство для регулирования скорости металла при горячей прокатке в вертикальной и горизонтальной клетях

Номер патента: 865451
Опубликовано: 23.09.1981
Автор: Файнберг
МПК: B21B 37/46
Метки: вертикальной, горизонтальной, горячей, клетях, металла, прокатке, скорости
...электродвигателя 4. Автоматическое регулирование скорости вращения электродвигателя вертикальнойклети 2 осуществляется от регулятораб чзстоты вращения электродвигателя4., на вход которого включен задатчик7. Датчик 8 давления металла в вертикальной клети 2 и измеритель 9 статического тока электродвигателя 4 измеряют энергосиловые параметры впроцессе прокатки. Кроме того, в устройстве имеется блок 10 умножения,на вход которого поступает сигнал 1,пропорциональный потоку электродвигателя 4, а выход подключен к блоку12 сравнения напряжения, на вход которого подается сигнал 13 уставкиблока 12 сравнения напряжения, контакт 14 направления прокатки и интегратор 15,Устройство работает следующим образом.В процессе прокатки слитка 1 вгоризонтальной...
Способ обнаружения сварного шва при холодной прокатке полос

Номер патента: 865472
Опубликовано: 23.09.1981
Авторы: Кляпицын, Липатников, Черный
МПК: B21C 51/00
Метки: обнаружения, полос, прокатке, сварного, холодной, шва
...в околошовной зоне полосы.Поставленная цель достигается тем, что согласно способу обнаружения сварного шва, включающему нанесение на кромку полосы сквозных меток (перфорации) и обнаружение их фотоследящим устройством, метки наносят в виде полукруговых вырезов, которые располагают по обе стороны от сварного шва, 865472. Преимущество предлагаемого способа состоит в том, что полукруговые вырезы не создают дополнительной опасности, а напротив, уменьшают действие концентрации растягивающих напряжений на участке между вырезами, повышая тем самым надежность сварных швов.На чертеже представлена полоса с парными полукруговыми вырезами.Изготовление вырезов производится непосредственно в сварочных машинах или на от. дельной установке после операции...
Образец для исследования напряженно-деформированного состояния при винтовой прокатке

Номер патента: 868320
Опубликовано: 30.09.1981
Авторы: Вавилкин, Потапов, Юсупов
МПК: G01B 5/30
Метки: винтовой, исследования, напряженно-деформированного, образец, прокатке, состояния
...что делает невозможнымего использование для исследованияпроцесса винтовой прокатки.цель изобретения - повышение точности измерений.1 О Укаэанная цель достигается тем,что пазы выполнены по винтовой линиина образующей поверхности цилиндраи расположены под углом 90 друг кодругу, а расстояние между пластинат 5 ми в центре сечения образца равношагу координатной сетки.На фиг. 1 показан образец с расположением пазов, общий вид; на фиг.2 -внд А на Фиг. 1.20 . Образец для исследования напряженно-деформированного состояния привинтовой прокатке методом координат"ных сеток выполнен в виде цилиндра 1с двумя продольными пазами 2 н 3 по 25 всей длине, выполненными по винтовойлинии на образующей поверхности цилиндра, и расположенных под углом...
Способ регулирования межвалкового зазора при прокатке листов в бандажированных валках

Номер патента: 869888
Опубликовано: 07.10.1981
Авторы: Горелик, Зинин, Клименко, Никитенко
МПК: B21B 37/36
Метки: бандажированных, валках, зазора, листов, межвалкового, прокатке
...полосы.На фиг 1, изображен верхний валко вый узел кварто; на фиг. 2 в .разрез А-А на фиг1.5Валковый узел содержит бандаж 1, свободносидящий на оси 2.с зазором 3. Полость между осью и бандажом валка ограничена упротненияии 4. Ось 2 имеет привод 5. На опорный валок опор 1 а рается рабочий валок 6 имеющий привод 7. В валках находится прокатываемая полоса 8.При прокатке привод 7 вращает рабочий валок 6 и бандаж 1 со скоростью прокатки, а привод 5 вращает ось 2 со скоростью, большей скорости прокатки, Так как скорости вращения оси 2 и бандажа 1 различны, то возникает относительная скорость вращения бандажа 1 относительно оси 2. При этом имеет место гидродинамичес,. кий эффект, заключаницийся в том, что жидкость засасывается в зону...
Устройство для измерения натяжения при непрерывной прокатке

Номер патента: 871861
Опубликовано: 15.10.1981
Авторы: Барсуков, Беденко, Головко, Горлатых, Евстафьев, Калинин, Кашаев, Клименко, Олевский, Сапир
МПК: B21B 38/06
Метки: натяжения, непрерывной, прокатке
...оот полного сигнала сдатчиков. Цри запоминании на блоке памяти уровня свободной прокатки с погрешностью 10 ои выше приводит к полнойпотере информации об изменения натяжения на выходе блока вычитания. Следовательно, в известном устройстве кблокам памяти и вычитания должны предьявляться высокие требования к точности и стабильности работы, А этого трудно добиться при эксплуатации устройствав условиях цеха. Известные устройстване позволяют замерять межклетевые натяжения при чередующихся горизонтальныхи вертикальных клетях в непрерывной группе стана.Цель изобретения - повышение точности и упрощение конструкции.Эта цель достигается тем, что в устройстве, содержащем рабочие индуктивныедатчики, размещенные с противоположныхсторон бочки вала,...
Устройство для измерения усилий при непрерывной прокатке

Номер патента: 880536
Опубликовано: 15.11.1981
Авторы: Гелерман, Кацнельсон, Кашаев, Клименко, Малашков, Сапожников, Серебриер, Шафран
МПК: B21B 38/08, B21C 51/00
Метки: непрерывной, прокатке, усилий
...их рабочих зазоров при холостом ходе либо меняет их в процессе прокатки, но на одинаковую величину, что не приводит в обоих случаях к разбалансу моста, а следовательно, и к появлению сигнала.Диаметрально расположенные датчики усилия прокатки включены по схеме трансформаторного моста и имеют отдельный выход. Датчики усилия нажатия, расположенные перпендикулярно плоскости установки датчиков усилия прокатки, также включены по схеме трансформаторного моста с соответствующим выходом. Устройство для измерения усилий при непрерывной прокатке, содержащее герметичный корпус, снабженный индуктивными датчиками, размещенными попарно в двух взаимно перпендикулярных плоскостях, одна иэ которых параллельна оси прокатки и оси валка, о т л и ч а...