Способ определения коэффициента внешнего трения при прокатке и образец для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
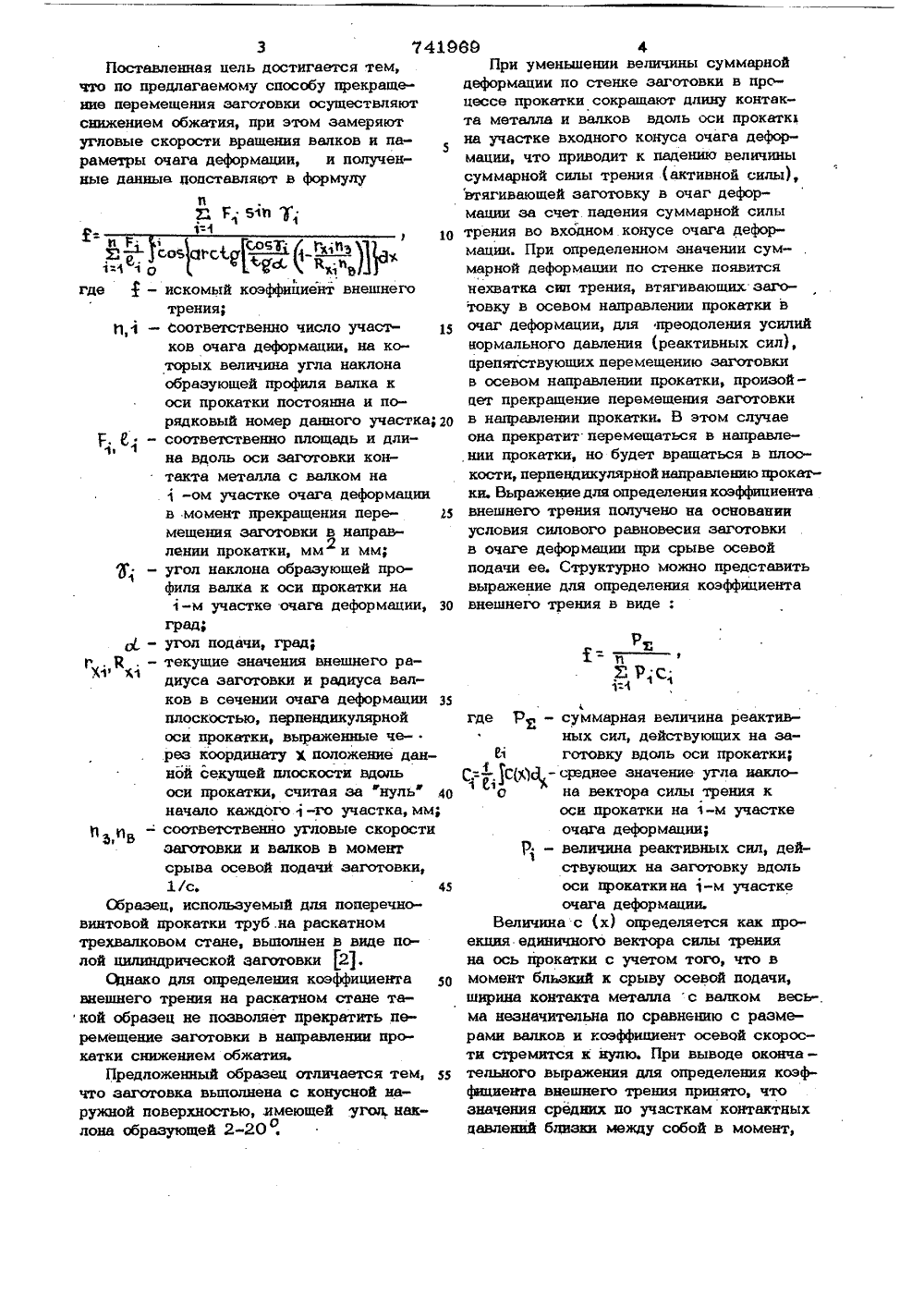
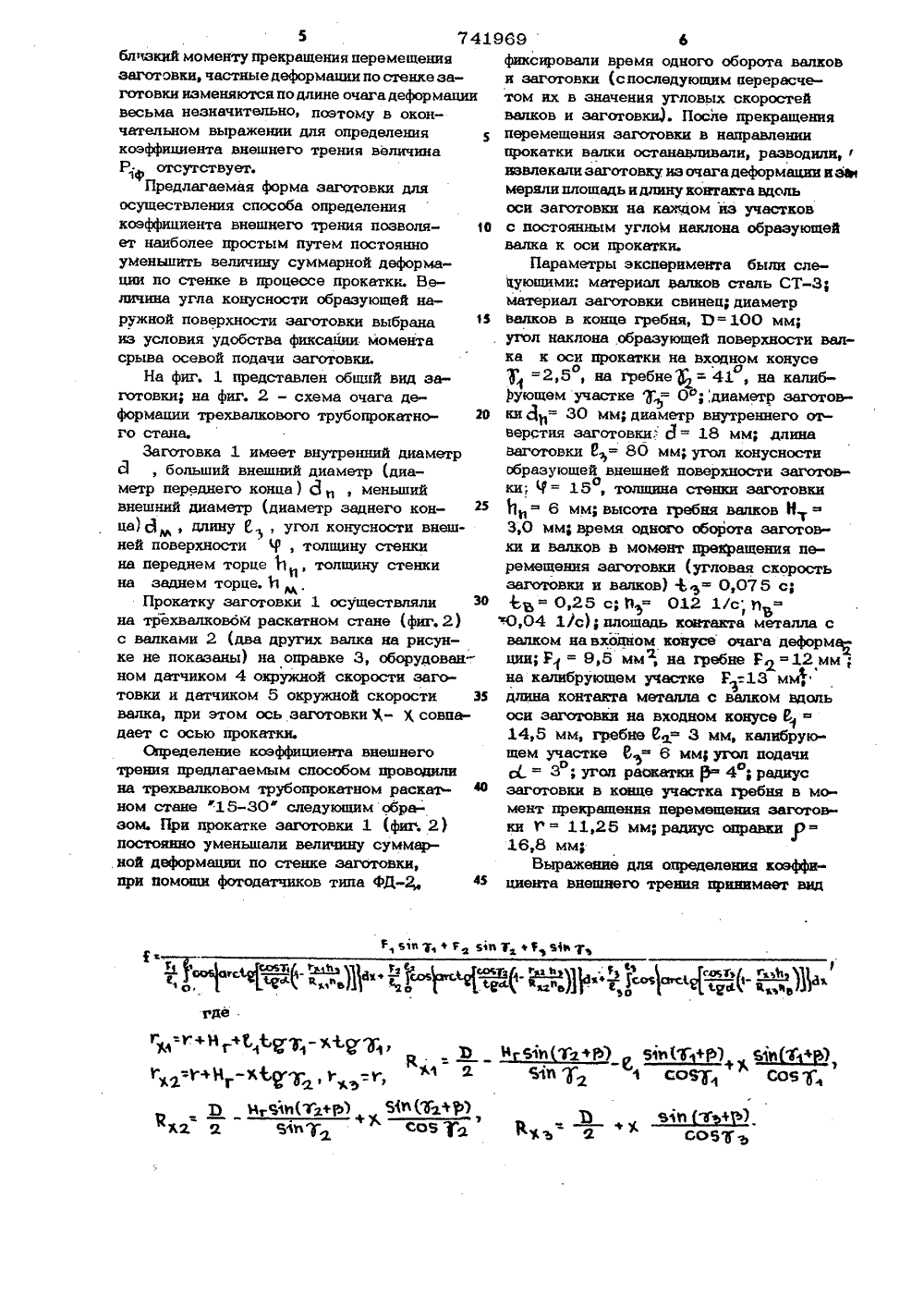
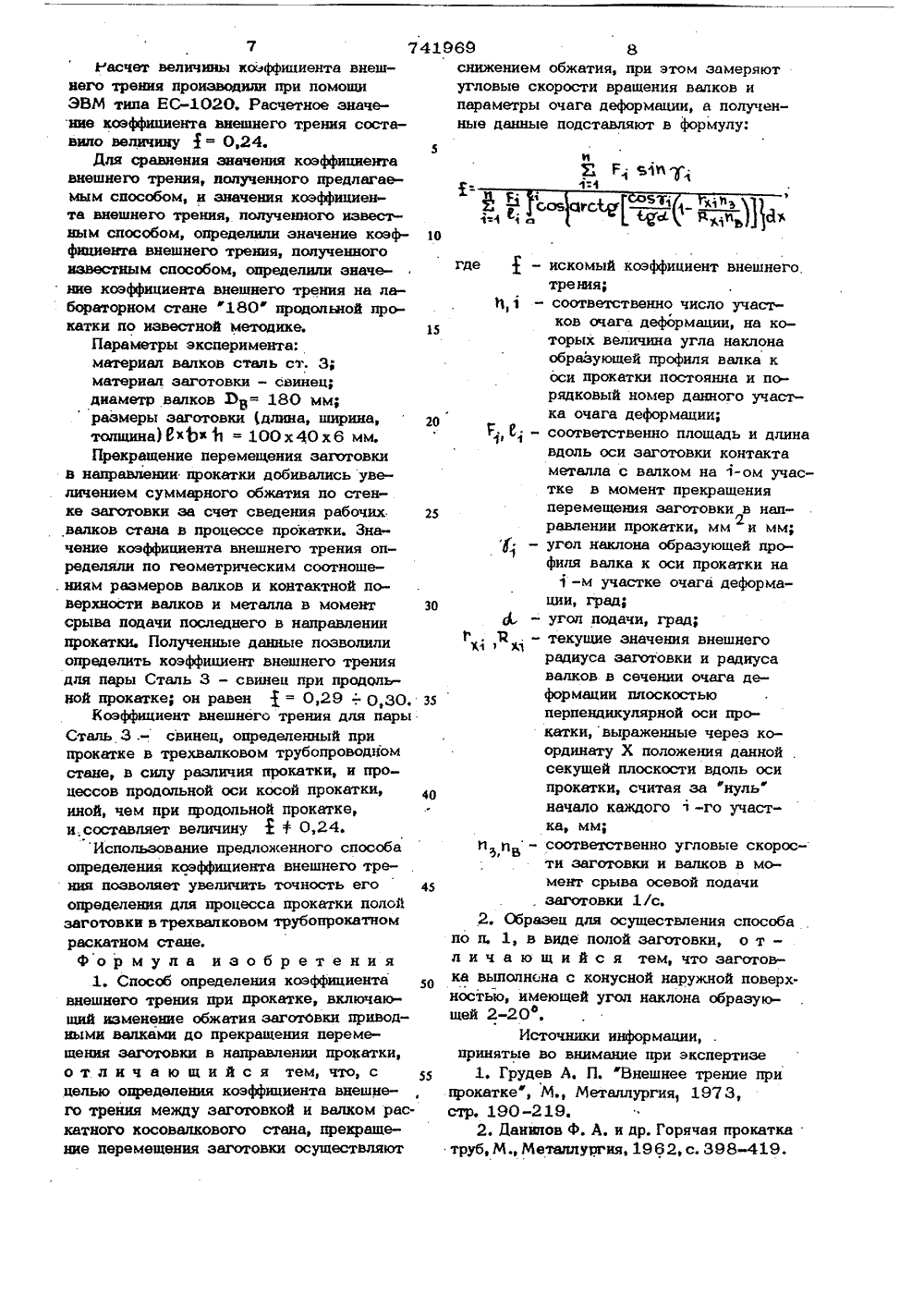
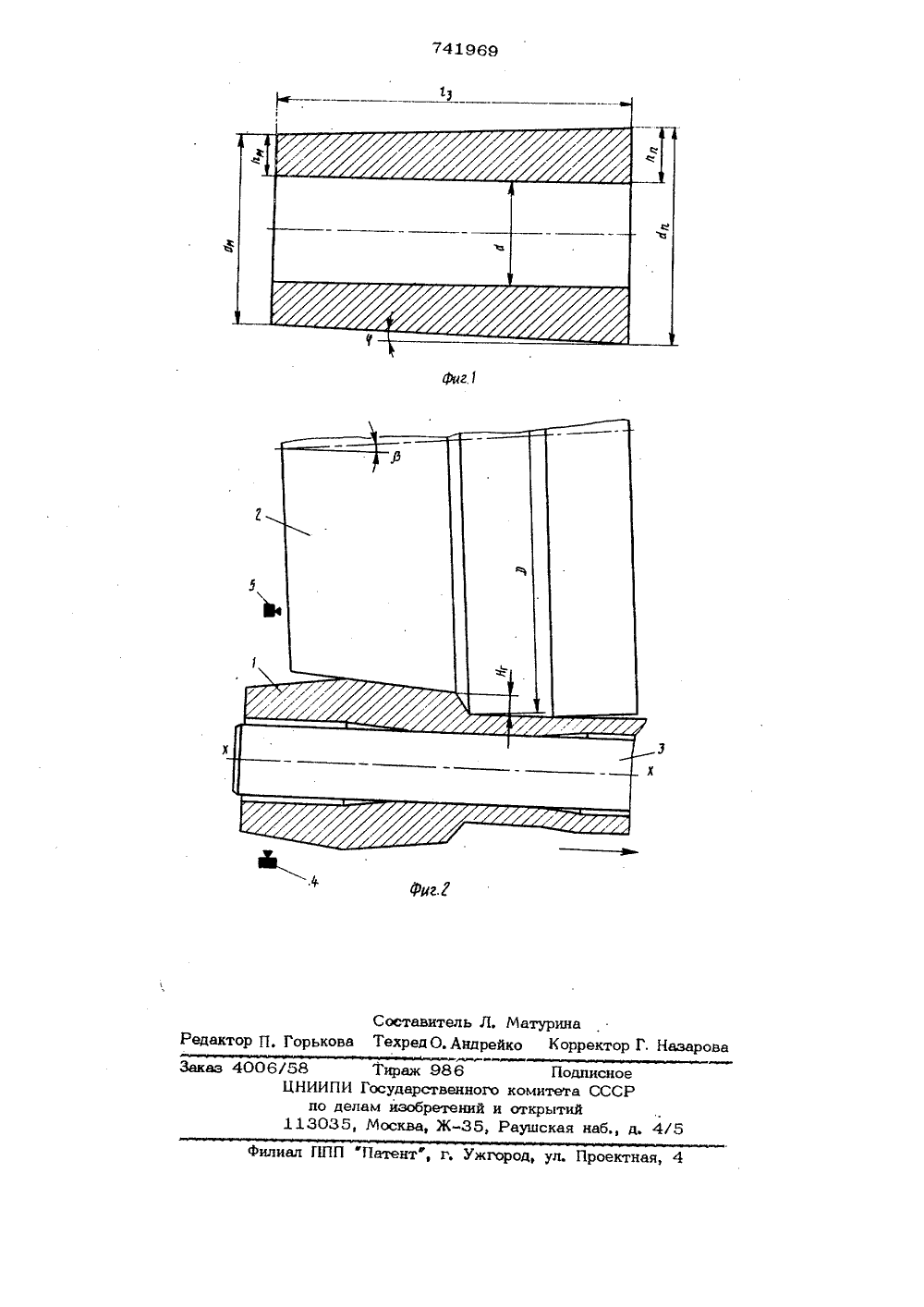
( )741969 ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(5 )М. Кл. В 21 В 19/06// Ь 01 М 19/02 Гесударстееннык ксмнтет нв делам нзобретеннй н открытий(72) Авторы изобретения В. М, Друян, В. ф. Балакин, Ю Г. Гуляев, Г. И. Милов, Ю. Б, Жуковский, В. П. Удовиченко и Ю. Ю. Рынкевич Днепропетровский ордена Трудового Красного Знамени металлургический институт(54) СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ВНЕШНЕГО ТРЕНИЯ ПРИ ПРОКАТКЕ И ОБРАЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯИзобретение относится, к прокатному производству и касается определения коэффициента внешнего трения при поперечн. винтовой прокатке полой заготовки на длинной оправке в трехвалковом раскатном стане.Известен способ определения коэффициента внешнего трения при продольной прокатке заготовок, включающий изменение обжатия заготовки приводными0 валками до прекращения перемещения заготовки в направлении прокатки 111. При" менение этого способа возможно только при поступательном осевом движении заготовки и невозможно при поперечновинтовой прокатке.При прокатке заготовок в трехвалковом трубопрокатном стане заготовка совершает как поступательное движение в направлении прокатки, так и враща- . тельное движение в плоскости вектора сил контактного трения, переменного по длине очага деформации по отношению к оси прокатки. Укаэанные особенности прокатки заготовок в косовалковых станах, к которым относится трехвалковый трубопрокатный раскатной стан, не позволяют испольэовать известные в продольной прокатке методы для определения коэффициента внешнего трения при прокатке в них заготовок. При необходимости в расчетах используют косвенные данные о значении коэффициента трения, полученные при продольной прокатке,что приводит к неточности определения искомых величин, так как условия деформации и кто. матические условия, определяющие значение коэффициента внешнего трения для продольной и поперечно-винтовой прокатке, существенно разнятся, соответственно отличаются значения коэффициентов трения для одних и тех же пар металла заготовки и валков.Целью данного изобретения является определение коэффициента внешнего трения между заготовкой и валком раскатного косовалкового стана.41060 фПри уменьшении величины суммарнойдеформации по стенке заготовки в процессе прокатки сокращают длину контакта металла и валков вдоль оси прокатк 15на участке входного конуса очага деформации, что приводит к падению величинысуммарной силы трения (активной силы),втягивающей заготовку в очаг деформации за счет. падения суммарной силы10 трения во входном. конусе очага деформации. При определенном значении суммарной деформации по стенке появитсянехватка сил трения, втягивающих заготовку в осевом направлении прокатки вочаг деформации, для преодоления усилийнормального давления (реактивных сил),препятствующих перемещению заготовкив осевом направлении прокатки, произойдет прекращение перемещения заготовки а;30 в направлении прокатки. В этом случаеона прекратит перемещаться в направле,нии прокатки, но будет вращаться в плоскости, перпендикулярной направлению прокатки. Выражение для определения коэффициентад внешнего трения получено на основанииусловия силового равновесия заготовкив очаге деформации при срыве осевойподачи ее. Структурно можно представитьвыражение для определения коэффициента 30 внешнего трения в виде:"О иент внешнего омый к м град,угол подачи, град;текущие значения вндиуса заготовки и рков в сечении очагаплоскостью, перпендоси прокатки, выражрез координату Х полной секущей плоскостоси прокатки, считаначало каждого-госоответственно углозаготовки и валковсрыва осевой подачй его раа мации 35ной еожение дани вдоль л ка, мм орости вые вки,45 а 50 5 3 7Поставленная цель достигается тем, что по предлагаемому способу прекращение перемещения заготовки осуществляют снижением обжатия, при этом замеряют угловые скорости вращения валков и параметры очага деформации, и полученные данные подставляют в формулу ПГМв ; хгде 1 - иск оэффицтрения;И,1 - соответственно число участков очага деформации, на которых величина угла наклонаобразующей профиля валка коси прокатки постоянна и порядковый номер данного участк. 6 - соответственно площадь и дли 1на вдоль оси заготовки контакта металла с валком на1 -ом участке очага деформациив момент прекращения перемещения заготовки в направлении прокатки, мм и мм;- угол наклона образующей профиля валка к оси прокатки научастке очага деформации Образец, используемый для поперечновинтовой прокатки труб.на раскатном трехвалковом стане, выполнен в виде полой цилиндрической заготовки 21,ОДнако для определения коэффициента внешнего трения на раскатном стане такой образец не позволяет прекратить перемещение заготовки в направлении прокатки снижением обжатия.Предложенный образец отличается тем, что заготовка выполнена с конусной наружной поверхностью, .имеющей угод. наклона образующей 2-20 .о где Р - суммарная величина реактивных сил, действующих на заготовку вдоль оси прокатки; среднее значение угла наклона вектора силы трения к оси прокатки на -м участке очага деформации;1. - величина реактивных сил, действующих на заготовку вдоль оси прокатки на 1-м участке очага деформации.Величинас (х) определяется как проекция единичного вектора силы трения на ось прокатки с учетом того, что в момент бльзкий к срыву осевой подачи, ширина контакта металла с валком весь-, ма незначительна по сравнению с размерами валков и коэффициент осевой скорости стремится к нулю. При выводе окончательного выражения для определения коэффициента внешнего трения принято, что значения средних по участкам контактных давлений близки между собой в момент,где 6 фХ 5 741близкий моменту прекращения перемещениязаготовки, частные деформации по стенке заготовки изменяются по длине очага деформациивесьма незначительно поэтому в окончательном выражении для определениякоэффициента внешнего трения величинаР; отсутствует.Предлагаемая форма заготовки дляосуществления способа определениякоэффициента внешнего трения позволяет наиболее простым путем постоянноуменьшить величину суммарной деформации по стенке в процессе прокатки. Величина угла конусности образующей наружной поверхности заготовки выбранаиз условия удобства фиксации моментасрыва осевой подачи заготовки.На фиг. 1 представлен общий вид заготовки; на фиг, 2 - схема очага деформации трехвалкового трубопрокатного стана.Заготовка 1 имеет внутренний диаметрд, больший внешний диаметр (диаметр переднего конца) (3 меньшийвнешний диаметр (диаметр заднего конца) д, длину С., угол конусности внешней поверхности Ч, толщину стенкина переднем торце Ь , толщину стенкина заднем торце. И ,Прокатку заготовки 1 осуществляли З 0на трехвалковом раскатном стане (фиг. 2)с валками 2 (два других валка на рисунке не показаны) на оправке 3, оборудованном датчиком 4 окружной скорости заготовки и датчиком 5 окружной скорости 35валка, при этом ось заготовки Х- Х совпадает с осью прокатки.Определение коэффициента внешнеготрения предлагаемым способом проводилина трехвалковом трубопрокатном раскат- фном стане ф 15-30" следующим образом. При прокатке заготовки 1 (фиг, 2)постоянно уменьшали величину суммар. ной деформацяи по стенке заготовки,при помощи фотодатчиков типа фД 969 6фиксировали время одного оборота валков и заготовки (с последующим перерасчетом их в значения угловых скоростей валков и заготовки). После прекращения перемещения заготовки в направлении прокатки валки останавливали, разводили, Г извлекали заготовку из очага деформации иэпп меряли площадь и длину контакта вдоль оси заготовки на каждом из участков с постоянным углом наклона образующей валка к оси прокатки.Параметры эксперимента были следующими: материал Валков сталь СТ; материал заготовки свинец; диаметр валков в конце гребня, Х)=100 мм; угол наклона образующей поверхности вм- ка к оси прокатки на входном конусе=2,5, на гребне) = 41, на калиб)ующем участке Я;= 0;,диаметр заготов кис = 30 мм; диаметр внутреннего отверстия заготовки, 3= 18 мм; длина ваготовки 8= 80 мм; угол конусности образующей внешней поверхности заготовки; Ч = 15, тогшина стенки заготовкиОИ, 6 мм; высота гребня валков Н.3 О ммвремя ОднОГО оборота заготов хи и валков в момент прекращения перемещения заготовки (угловая скоростьзаготовки и валков) + 0,075 с;Ь = 0,25 с; Ь 012 1/с ) 0,04 1)с); площадь контакта металла свалком на входном конусе очага деформ; ции;Р = 9,5 мм на гребне Р 12 мм;на калибруюшем участке Е:13 ммф длина контакта металла с валком вдоль оси заготовки иа входном конусе Ю14,5 мм, гребке С 3 мм, калибруюшем участке В = 6 мм 3 угол подачиОЪо с(. = 3; угол ражатки Р 4; радиусзаготовки в конце участка требии в момент прекращения перемещения заготовки р= 11,25 мм;радиус Оправки Я16,8 мм;Выражение для определения коэффициента внешнего трения принимает вид7 741Расчет величины ксмффициента внешнего трения производили при помощиЭВМ типа ЕС, Расчетное значение коэффициента внешнего трения составило величину = 0,24.Для сравнения значения коэффициентавнешнего трения, полученного предлагаемым способом, и значения коэффициента внешнего трения, полученного известным способом, определили значение коэффициента внешнего трения, полученногоизвестным способом, определили значение коэффициента внешнего трения на лабораторном стане ф 180 ф продольной прохатки по известной методике. 15Параметры эксперимента:материал валков сталь ст, 3;материал заготовки - свинец;диаметр валков Э= 180 мм;размеры заготовки длина, шиРина,20толщина) 0 хЪф Ъ = 100 х 40 х 6 мм.Прехращение перемещения заготовкии направлении прокатки добивались увеличением суммарного Обжатия по стене заготовки за счет сведения рабочих 25валков стана в процессе прокатки. Значение коэффициента внешнего трения определяли по геометрическим соотноше. ниям размеров валков и контактной поверхности валков и металла в момент 30срыва подачи последнего в направлениипрокатки. Полученные данные позволилиопределить коэффициент внешнего трениядля пары Сталь 3 - свинец при продольной прокатке; он равен= 0,29 - . 0,30, 35Коэффициент внешнего трения для пары.Сталь 3.- свинец, определенный припрокатке в трехвалковом трубопроводномстане, в силу различия прокатки, и процессов продольнОй Оси косой прокаткир 4 Оиной, чем при продольной прокатке,и.,составляет величину 1 Ф 0,24.Использование предложенного способаопределения коэффициента внешнего трения позволяет увеличить точность его 45определения для процесса прокатки полойзаготовки в трехвалковом трубопрокатномраскатном стане.формула изобретения1. Способ Определения коэффициентавнешнего трения при прокатке, включающий изменение Обжатия заготовки приводными валками до прекращения перемещения заготовки в направлении прохатки,о т л и ч а ю щ и й с я тем, что, сцелью определения коэффициента внешнего трения между заготовкой и валком раскатного косовалкового стана, прекращение перемещения заготовки осуществляют969 8 снижением обжатия, при этом замеряют угловые скорости вращения вапков и параметры очага деформации, а полученные данные подставляют в формулу: мЕ ЕМь д1=4- искомый коэффициент внешнеготреа 1 я;11, 1 - соответственно число участков очага деформации, на которых величина угла наклонаОбразующей профиля валка коси прокатки постоянна и порядковый номер данного участка очага деформации;1, 6 - соответственно площадь и длинавдоль оси заготовки контактаметалла с валком на 1-ом участке в момент прекращенияперемещения заготовки в направлении прокатки, мм и мм;- угол наклона образующей про 1филя валка к Оси прокатки на1 -м участке очага деформации, град;- угол подачи, град 1 1 МЯ . - текущие значения внешнегорадиуса заготовки и радиусавалков в сечении очага деформации плоскостьюперпендикулярной оси прокатки, выраженные через координату Х положения данной,секущей плоскости вдоль осипрокатки, считая за "нуль"начало каждого-го участка, мм; Х 1 об и и- соответственно угловые скоросВти заготОВки и Валков В мОмент срыва осевой подачи. заготовки 1/с.2. Образец для осуществления снос апо п. 1, в виде полой заготовки, о т -л и ч а ю щ и й с я тем, что заготовка Выполнена с конусной наружной поверхностью, имеющей угол наклона Образукщей 2-20 оИсточники информации,принятые во внимание при экспертизе1. Грудев А. П. Внешнее трение припрокатке", М., Металлургия, 1973,стр, 190-219.2. Данилов ф. А. и др, Горячая прокаткатруб, М., Металлургия, 1962, с. 398-419.741969фигСоставитель Л. Матурина Редактор П. Горькова ТехредО.Андрейко Корректор Г, Назаров 06/58 Тираж 986 Подписное ЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4иал ППП "Патент", г. Ужгород, ул. Проектная,
СмотретьЗаявка
2462852, 10.03.1977
ДНЕПРОПЕТРОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ДРУЯН ВЛАДИМИР МИХАЙЛОВИЧ, БАЛАКИН ВАЛЕРИЙ ФЕДОРОВИЧ, ГУЛЯЕВ ЮРИЙ ГЕННАДИЕВИЧ, МИЛОВ ГРИГОРИЙ ИЗРАЙЛЕВИЧ, ЖУКОВСКИЙ ЮРИЙ БОРИСОВИЧ, УДОВИЧЕНКО ВИКТОР ПАВЛОВИЧ, РЫНКЕВИЧ ЮРИЙ ЮРЬЕВИЧ
МПК / Метки
МПК: B21B 19/06
Метки: внешнего, коэффициента, образец, прокатке, трения
Опубликовано: 25.06.1980
Код ссылки
<a href="https://patents.su/5-741969-sposob-opredeleniya-koehfficienta-vneshnego-treniya-pri-prokatke-i-obrazec-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения коэффициента внешнего трения при прокатке и образец для его осуществления</a>
Способ определения момента трения в опорах скольжения со съемными вкладышами при прокатке

Номер патента: 728960
Опубликовано: 25.04.1980
Авторы: Винницкий, Есырев, Нарбаев, Шлиомензон
МПК: B21C 51/00
Метки: вкладышами, момента, опорах, прокатке, скольжения, съемными, трения
...путем распора нагружают усилиями, ранными усилиям проКатки, оставляя при этом зазор междувалками, исключающий их касание. Затем валки вращают, измеряют крутящиймомент на шпинделях и определяют момент трения, как половину замеренногокрутящего момента.,На фиг. 1 доказан прокатный стан,вид сбоку; на фиг. 2 - то же, продольный разрез.На прокатном стане с рабочими валками 1 и 2 установлены съемные нкладыши 3 и 4 подшипников скольжения, 15причем верхний валок лежит в нерабочемположении на поддерживающих нкладьпдах5. Между цапфами нижнего валка 2 иподдерживающими вкладьгшагли 5 установлены дополнительные вкладыши б, Высо- зОта вкладышей б такова, что при приложении усилия через месдозу 7 нажиглными винтами 8 к вкладышам 3, 4, 5 ицапфам валков 1...
Способ калибровки валков для прокатки широких полос

Номер патента: 647023
Опубликовано: 15.02.1979
Авторы: Куприн, Ошеверов, Радюкевич, Суховерхов, Токарев, Файнберг
МПК: B21B 1/22
Метки: валков, калибровки, полос, прокатки, широких
...бочек валков уширительнойклети при этом за счет затрат вреУмени на кантовку снижается темп пкатки стана.Цель изобретенитакой профилировкикоторая позволяетку заготовок передклетью, причем длине должна лимитиротамента последующиного стана. Это до ством расположен о ряда ручьев на к юбочек валков по мпараллельно и семмек краям валка с угло15 до 65На чертеже показан рабочий вал к уширительной клети.На образующей бочки валка выполнен по наклонным под углом о 6 15- 65 к оси, валка двум винтовым линиям последовательный ряд ручьев 1 параллельно и симметрично от центра 2 к шейкам 3. При этом глубина ц ручьев составляет 0,20, а ширина Ъ ручьев иЪ 1 выступов 0,43, где 3 - катающий диаметр валка,При деформации металла между указанными...
Блок валков для прокатки периодических профилей

Номер патента: 743763
Опубликовано: 30.06.1980
Авторы: Бабенко, Булгаков, Вавилов, Грицук, Изотов, Линицкий, Потапов
МПК: B21H 8/22
Метки: блок, валков, периодических, прокатки, профилей
...в калибре заготовки 7 волокна металла получают различные удлинения от М в областиправой стенки калибра до Д в областидевой стенки. В зазорах между валкамиволокна металла получают соответственноудлинения Иу и М. В результатечастично или полностью компенсируетсянеравномерное удлинение волокон металла по ширине калибра, что приводит к устранению изгиба выходящего иэ него про 1 2 2 7Рр+где 30 филя.Соотношения размеров зазоров находят из следующих соотношений.Удлинению волокон металла в различиык частях калибра и зазорах приводят в соответствие поток скоростей истечения металле в этих частяк калибра. Проду площадями зазоров и расстоянием ихцентров масс до вертикали определяегсясОотношением: площади зазоров между валками;Г, 2 -...
Узел валков для прокатки периодических профилей с переменной по длине высотой

Номер патента: 1789313
Опубликовано: 23.01.1993
Авторы: Дерябин, Сердега, Сычев
МПК: B21B 1/08
Метки: валков, высотой, длине, переменной, периодических, прокатки, профилей, узел
...состоит из деформирующих горизонтальных валков 1, калибрующих вертикальных валков 2, смещенных относительно5 10 15 20 25 30 35 40 45 50 55 горизонтальных валков 1 по направлению прокатки. Калибрующие вертикальные валки 2 выполнены с винтовым калибром, длина винтовой нарезки по дну ручья которого равна длине периодического ручья горизонтальных валков 1. Калибрующие вертикальные валки 2 установлены нэ осях 3 с помощью шлицевого соединения 4. Оси 3 установлены на кронштейне 5, закрепленном на основании 6 посредством установочных винтов 7 и сопряженном опорной поверхностью с цилиндрической поверхностью 8 основания. Вертикальные калибрующие валки 2 подпружинены относительно основания 6 пружиной 9, Узел валков снабжен механизмом отклонения...
Устройство для выставления разматываемого рулона по оси прокатки

Номер патента: 534272
Опубликовано: 05.11.1976
Авторы: Виноградов, Виноградова, Маренников
МПК: B21C 47/24
Метки: выставления, оси, прокатки, разматываемого, рулона
...4 каретку 5, На каретке смонтированы зубчатое кэлесо 6, кинематически связывающее между собой рейку7, взаимодействующую с передним торцомрулона 8, устанавливаемого на барабан 9и лежащего на загрузочной тележке, и подпружиненную пружиной 10 рейку 11, взаимодействующую с задним торцом рулона посредством датчика 12, смонтированного нашите 13, поджимаемэм к торцу, например,через систему рычагов, закрепленньж назагрузочной тележке, весом рулона.Устройство для автоматического выставления рулона по оси прокатки работает следующим образом,С помощью привода 3 каретка 5 перемещается вдоль оси барабана 9 в рабочееположение, при котором тор534272 11 3 вому торцу, Рулон надвигается на барабан, перемещает рейку 7, которая через зубчатое колесо 6...
Предыдущий патент: Заготовка для винтовой прошивки
Следующий патент: Стан винтовой прокатки труб
Случайный патент: Сцепная фрикционная муфта с механизмом