Способ определения прогиба бочек рабочих валков при прокатке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 766690
Автор: Дубравин

Текст
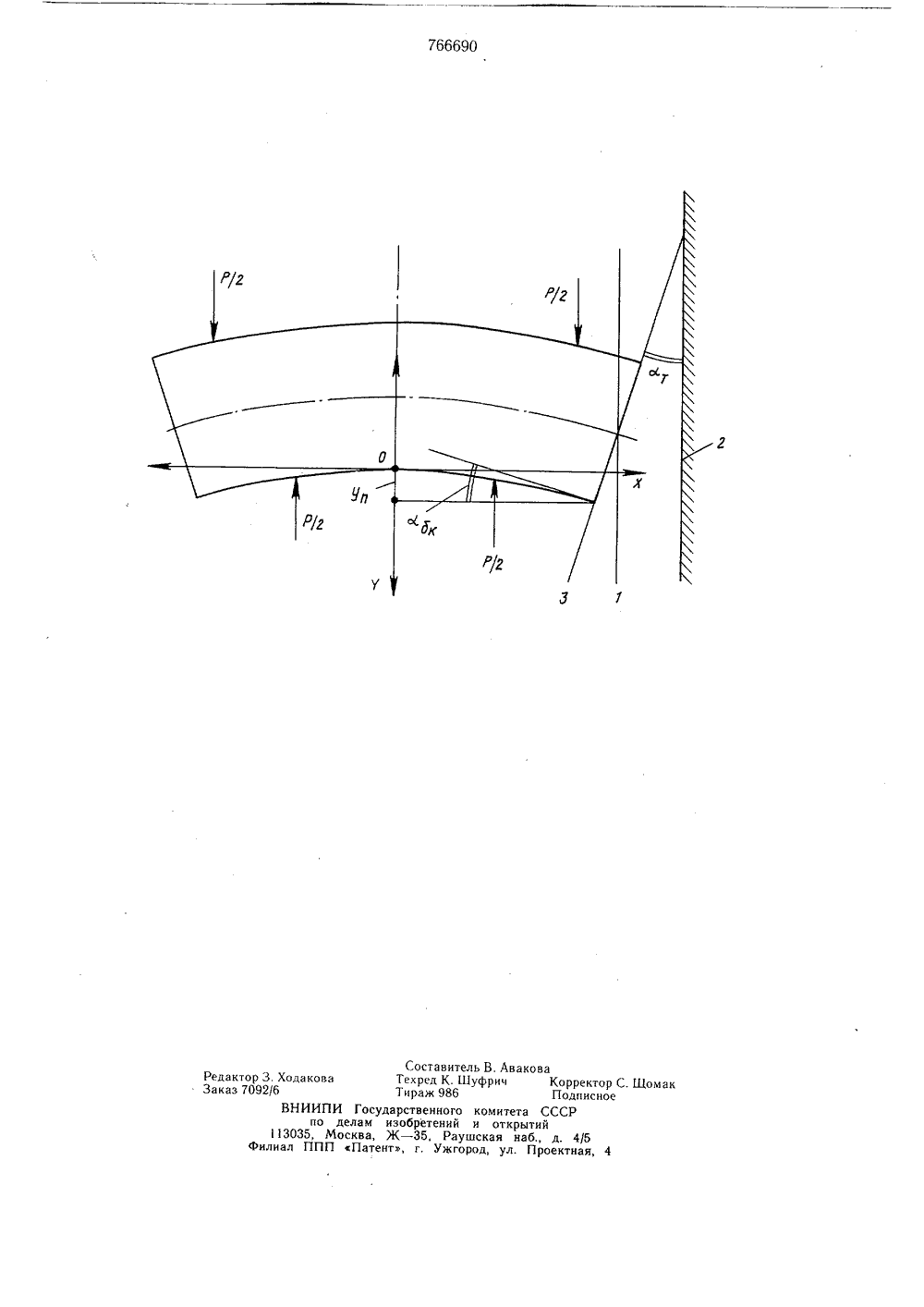
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскикСоциалистическихРеспублик(53) УДК 621.771. ,014.3 (088.8) аа делам изобретений и открытий(72) Автор изобретения В. П. Дубравин иевский институт автоматики им. ХХЧ съезда КПСС 71) Заявител 4) СПОСОБ ОПРЕДЕЛЕНИЯ ПРОГИБАОЧЕК РАБОЧИХ ВАЛКОВ ПРИ ПРОКАТКЕ прогиба бочек лее точным имым на пракна всех листоствуют устройабочих валков.ных станах, где тивоизгиба боИзобретение относится к области прокатного производства металлической полосы и может быть использовано на прокатных станах для определения величины полного прогиба бочек рабочих валков, а следовательно, и поперечной разнотолщинности полосы в процессе прокатки.При прокатке металлической полосы распределение усилия прокатки на бочки рабочих валков происходит неравномерно по их длине, в силу чего они прогибаются и создают неравномерный зазор между собой, в результате которого полоса в своем поперечном сечении получается чечевицеобразной формы. Такое непостоянство полосы в поперечном направлении снижает ее качество и вызывает необходимость осуществления контроля за величиной прогиба бочек рабочих валков.Известно устройство, в котором измерение сближения шеек рабочих валков производится в двух точках, разнесенных по шейкам в осевом направлении, причем при отсутствии прогиба бочек рабочих валков разность расстояний, замеренных в этих бочках, равна нулю. При наличии прогиба бочек замеренная разность расстояний будет иметь ение, которое с учетом рассевой линии прокатной клети влять приблизительную вели- бочек рабочих валков 111. мерения, заложенный. в основу ного устройства, обладает низ, что является его существенком.близким по технической сущгаемому результату к изобреся способ измерения прогиба в при прокатке, в котором вели валков определяют путем измеоворота бочки рабочего валка ее первоначального горизонжения и расстояния от осевой ной клети до точки измерения какое-то знач стояния до о будет предста чину прогиба Способ из работы извест кой точностью ным недостат Наиболее ности и дости тению являет 10 рабочих валко чину прогиба рения угла п относительно тального поло 15 линии прокат этого углами 3Такой способ измерения рабочих валков является бо сравнительно легко реализуе 20 тике и может быть применен прокатных станах, где отсут ства противоизгиба бочек р Однако на техлистопрокат установлены устройства прочек рабочих валков, усилие противоизгиба в них прикладывается к шейкам рабочих валков, в силу чего последние под действием упругой деформации изгиба отгибаются назад и вносят нарушение в равенство углов поворота бочек и их шеек, создавая тем самым дополнительную погрешность в способе измерения, величина которой зависит от величины упругой деформации изгиба шеек и может быть значительной, что снижает точность измерения величины прогиба бочек рабочих валков и исключает возможность применения известного способа на листопрокатных станах с устройствами противо- изгиба бочек рабочих валков, что является его недостатком.Целью изобретения является повышение точности определения прогиба бочек рабочих валков Поставленная цель достигается благода ря тому, что в способе определения прогиба путем измерения угла поворота бочек рабочих валков относительно их первоначального горизонтального положения и расстояния от осевой линии прокатной клети до точки определения угла поворота бочек дополнительно измеряют угол поворота торцовой поверхности бочки рабочего валка относительно вертикальной части станины прокатной клети, затем по этому углу и расстоянию от осевой линии прокатной клети до точки измерения угла определяют прогиб рабочего валка.Объясняется это тем, что торцовая поверхность бочки рабочего валка жестко связана со своей цилиндрической поверхностью по краям бочки и связь эта не зависит от наличия усилий противоизгиба бочек рабочих валков, прикладываемых, как правило, к их шейкам, а угол поворота бочки на ее краях при изгибе относительно первоначального положения или горизонтальной линии и угол тоцровой поверхности бочки относительно вертикальной части станины прокатной клети равны между собой, как образованные взаимно перпендикулярными сторонами.Измерение угла поворота торцовой поверхности бочки рабочего валка относительно вертикальной части станины прокатной клети позволяет исключить влияние усилий противоизгиба бочек рабочих валков на измерение угла поворота цилиндрической поверхности самой бочки и тем самым повысить точность измерения. Так как на измерение угла поворота торцовой поверхности бочки рабочего валка усилие противоизгиба бочек этих валков не влияет, то предлагаемый способ можно применить как на прокатных станах с устройствами противоизгиба их бочек, так и без них, что обеспечивает универсальность способа.На чертеже приведена схема измерения, поясняюшая сущность предлагаемого способа.На схеме изображены линия 1 первоначального положения торцовой поверхности Применительно к определению величиныпрогиба бочки рабочего валка относительно какой-либо фиксированной точки, взятой на цилиндрической поверхности бочки этого валка, обращенной к полосе, необходимо изб мерить горизонтальную координату Х от осевой линии клети до фиксированной точки на бочке валка и угол поворота бочки валка ц в этой точке относительно горизонтальной оси или первоначального положениябочки.40 Однако измерение угла поворота бочкирабочего валка в любой фиксированной точке на ее цилиндрической поверхности, обращенной к полосе, физически является не возможным. Наиболее доступной точкойдля определения угла поворота бочки валка является точка на ее краю, в которой измеряют угол поворота торцовой поверхности бочки с относительно вертикальной части станины прокатной клети и по его величине 1 ф судят об угле поворота цилиндрической поверхности бочки сна ее краю.Объясняется это тем, что угол поворотабочек рабочих валков при их изгибе на краях по отношению к первоначальному положению находится в пределах одного-двух градусов, в силу чего искажения геометрических размеров бочек практически не про.исходит и углы Ыи Ыт являются жестко связанными между собой, а ка 1 образованбочки при отсутствии прогиба; вертикальная часть 2 станины прокатной клети; линия3 положения торцовой поверхности бочкипри наличии прогиба; Р - усилие прокатки;у - величина полного прогиба бочки валка;ок- угол поворота цилиндрической поверхности бочки валка на ее краю; амтвугол поворота торцовой поверхности бочкивалка; Оу - вертикальная ось координат;ОХ - горизонтальная ось координат.Известно, что прогиб бочек рабочего 1 р валка под действием усилия прокатки математически описывается параболической кривой. Уравнение такой кривой, как известноиз математики, имеет видУ =Х 2(1) 1 2,Ргде У - вертикальная координата точки,взятой на параболе, являющаяся ивеличиной прогиба бочки валка;Х - горизонтальная координата этой 2 О точки;Р - параметр параболы, являющийся постоянной величиной для каждой параболы.Величина параметра параболы, как известно из математики, равна23к; Сд, (2)где о - угол поворота ветви параболы относительно горизонтальной оси координат.ные взаимно перпендикулярными сторонами равны между собой, т. е..= т.При таком измерении угла поворота бочки рабочего валка горизонтальная координата до точки измерения угла ее поворота Х = 1/2 (где Е - длина бочки рабочего валка), а величина параметра параболы принимает вид Х сЙ сд А ЩаЬ О 94(3) Подставив значение горизонтальной ко.ординаты Х = 1//2 и выражение (3) в уравнение (1), получают окончательное уравне.ние величины полного прогиба бочки рабочего валка при прокаткеУ ---------- 1 д ю (4)Х (ф. о(З Я/-Ч тПри отсутствии усилия прокатки Р и полосы в рабочих валках отсутствует и их изгиб. Торцовая поверхность бочки рабочеговалка, находящаяся в плоскости, перпендикулярной к осевой линии валка, находитсяв,вертикальном положении 1, параллельновертикальной части 2 стороны прокатнойклети,При появлении усилия прокатки Р и полосы в валках бочки их прогибаются и поворачиваются в вертикальной плоскости,проходящей через оси валков. Соответственно поворачиваются и цилиндрические по-,верхности бочек, находящиеся на их краях,в этой же плоскости на угол Й. На такойже угол с относительно вертикальной части 2 станины поворачиваются и торцовыеповерхности бочек, которые занимают положение 3. При этом измеряют угол ст междуповерхностью торца бочки и вертикальнойчастью станины прокатной клети и одновременно измеряют расстояние от осевой линиипрокатной клети до точки измерения а 4= Ытт. е. длину половины бочки рабочего валка1./2 и на основании уравнения (4) определяют величину полного прогиба У рабочего валка при прокатке. Наличие устройства противоизгиба бочекрабочих валков при этом лишь уменьшает величину полного прогиба, но на точность измерения не влияет.Предложенный способ определения прогиба бочек рабочих валков при прокатке может быть реализован в устройстве измерения величины прогиба бочек рабочих валков при прокатке на листопрокатных станах с устройствами противоизгиба бочек рабочих валков (а также и без них).1 О Полученный по такому способу сигналвеличины полного прогиба бочек рабочих валков в процессе прокатки может быть использован в системах автоматического регулирования поперечной разнотолщинности полосы и тем самым способствует повышению качества листового проката, что в целом повышает экономическую эффективность листопрокатного производства,Формула изобретения20Способ определения прогиба бочек рабочих валков при прокатке, заключающийся в измерении угла поворота бочек рабочих валков относительно их первоначального горизонтального положения и измерении расстояния от осевой линии прокатной клети до точки измерения этого угла, отличаюи 1 ийся тем, что, с целью повышения точности определения прогиба бочек рабочих валков, щ дополнительно измеряют угол поворота торцовой поверхности бочки рабочего валка относительно вертикальной части станины, затем по этому углу и расстоянию от осевой линии прокатной клети до точки измерения угла определяют прогиб рабочего З валка.Источники информации,принятые во внимание при экспертизе1. Патент Швейцарии Юо 489287,екл, В 21 В 37/08, 1970.2. Авторское свидетельство СССРЮо 498994, кл. В 21 В 37/08, 1976.Редактор 3. ХодаковаЗаказ 7092/6 Составитель В. Авакова Техред К. Шуфрич Корректор С. Тираж 986 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 илиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2655915, 09.08.1978
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
ДУБРАВИН ВАСИЛИЙ ПЕТРОВИЧ
МПК / Метки
МПК: B21B 38/12
Метки: бочек, валков, прогиба, прокатке, рабочих
Опубликовано: 30.09.1980
Код ссылки
<a href="https://patents.su/4-766690-sposob-opredeleniya-progiba-bochek-rabochikh-valkov-pri-prokatke.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения прогиба бочек рабочих валков при прокатке</a>
Устройство для измерения прогиба рабочих валков

Номер патента: 1135513
Опубликовано: 23.01.1985
МПК: B21B 38/12
Метки: валков, прогиба, рабочих
...принудительного гидроизгиба рабочих валков.Включение в устройство измерителя действующих на шейки отгибающнх усилий позволяет учитывать приизмерении прогиба валков изменениеположения шейки валка за счет ееотгиба относительно положения бочкии тем самым устранить погрешность,вызванную этим отгнбом.На чертеже представлена схемаустройства для измерения прогиба 40рабочих валков в процессе прокатки. Устройство содержит расположенныена разном расстоянии от оси прокатки измерители 1 и 2 вэанмного положения подушек 3 и 4 соответственно верх него 5 и нижнего 6 рабочих валков,блок 7 установки нуля выходного сигнала, суммирующий блок 8, входы кото513 Составитель В.ЭтингенТехред Ж. Кастелевич Корректор О.Луговая,Редактор А.Иотыль Заказ 10145/4 Тираж...
Устройство для замера прогиба рабочего валка клети квартовсесоюзнаяр

Номер патента: 328973
Опубликовано: 01.01.1972
Авторы: Будаква, Завражный, Носов, Ткалич, Шмаков
МПК: B21C 51/00
Метки: валка, замера, квартовсесоюзнаяр, клети, прогиба, рабочего
...ические балочки. Длина подвижного стержня выбирается таким образом, чтобы прп его установке тензометрпческая балочка имела предварительный изгиб. На тецзометрическпе оалочкп цаклепва 1 отся датчики) например проволочные датчики сопротивления, и соединяются в одно плечо полумостовой схемы.Устройство работает следующим образом.В процессе прокатки вертикальное перемещение рабочего валка вызывает поступательное перемещение подвижных стержцец, которые дополнительно цзгцбают тензометрцческие балочки, передаюгцпе полезньш сигнал, который фиксируется тецзометрпческой аппаратурой. При горизонтальном перемещении рабочего валка группа тепзометрцческцх балочек с одной стороны будет получать дополцительцьш изгиб, подавая положительный сигнал с...
Опорное устройство рабочего прокатного валка

Номер патента: 624669
Опубликовано: 25.09.1978
Авторы: Гринавцев, Дорожко, Мних, Несмачный, Проценко, Фомин
МПК: B21B 31/02
Метки: валка, опорное, прокатного, рабочего
...к допустимому удельному давлению материала упругого элемента.В одной плоскости с горизонта. ьными валками расположены вертикальные валки 8 с подшипниками 9, снабженные .нажимным устройством 10. Между опор624669 10 Формула изобретения 3ными плитами 11 расположены упругие элементы 12, суммарная площадь контакта которых также равна произведению площади контакта металла с вертикальными валками на 1,2-1,6 отношения предела текучести материала прокатываемого профиля к допустимому удель ному давлению материала упругогО зле" мента,Пределы отношения предела текучес" ти прокатываемого материала к допустимому удельному давлению на упругий элемент, равные 1,2-1,6, выбраны из условия наилучшего обеспечения равномерного обжатия раската....
Устройство для измерения давления и прогиба валка при прокатке

Номер патента: 352695
Опубликовано: 01.01.1972
Авторы: Бережной, Кальменев, Королев, Московский, Нгуен, Павленко
МПК: B21B 27/02, B21C 51/00
Метки: валка, давления, прогиба, прокатке
...валка производят на рабочем месте. П редмет изо пя Устроиство гиба валка п тированные н ки с выводом рез мостовую с целью новь ния, тензомет на поверхнос моничто, мере- лены с присоединением заявкиИ вестны устроиства для измерения давлени и прогиба валка при прокатке, содержащие смонтированные на валке тензометрические датчики с выводом на регистрирующий прибор через мостовую схему.Цель изобретения - повышение эффективности измерения, Это достигается тем, что прокатный валок выполнен как измеритель прогиба валков и полного давления металла на валки. На поверхности осевого канала валка вдоль оси наклеиваются датчики, например сопротивления, включенные в мостовую схему. Указанная особенность измерителя позволяет производить...
Устройство для измерения сил и прогиба валка при обработке металлов давлением

Номер патента: 1255226
Опубликовано: 07.09.1986
МПК: B21B 38/12
Метки: валка, давлением, металлов, обработке, прогиба, сил
...5 и осевой б каналы. Каждый рабочий тензодатчик 7 и 8 в паре с одним из компенсационных тензодатчиков 9 включается в измерительные электрические мосты (фиг.З), регистрирующие сигналы с тензодатчиков без наложения их друг на друга.Электрические мосты (фиг.З) содержат регистрирующий прибор 10, сопро О тивления 11 и 12 и источник 13 питания.Установка в полом валке упругой оси, закрепленной неподвижно, позволяет установить тензодатчики стацио нарна таким образом, что датчик вертикальной составляющей усилия постоянно находится в верхней части оси, а смещенный по окружности оси на 90 ф другой датчик постоянно фиксирует горизонтальную составляющую усилия, передаваемого вращающимся валком на упругую ось. Поэтому такая конструкция устройства...
Предыдущий патент: Устройство для контроля формы движущейся полосы проката
Следующий патент: Устройство для автоматического регулирования разнотолщинности проката
Случайный патент: Устройство для удержания крышки сальника на полированном штоке