Роботизированный технологический комплекс прессования изделий из таблетированных пресс-материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
3 СОВЕТСКИЦИАЛИСТИЧСПУБЛИК 278 09) (11) 1) 4 В 29 С 43 3 ГОСУДАРСТВЕННЫЙ КОМИТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТПРИ ГКНТ СССР М ОПИСАНИЕ ИЗОБРЕТЕНИЯ ЕЛЬСТ АВТОРСКОМУ СВИ о-конструкторск ектротехническо индель,нова Комлексноная технолор. Р.55,29. -нинградского ЗИРОВАННЫЙ ТЕХНОЛО ОМПЛЕКС ПРЕССОВАНИ 3 ТАБЛЕТИРОВАННЫ нологическийиз таблетиотносится к(71) Всесоюзный проектнинститут технологии элпроизводства(56) Информационный листоавтоматизированная прессовогическая ячейка82-153, сЛ.: Информационный отдел ЛЦНТИ. 1982.(57) Роботизированный текомплекс прессования изделированных пресс-материалов оборудованию по переработке термореактивных материалов. Цель изобретения - расширение номенклатуры прессуемых изделий за счет изменения объема прессовой дозы высотой таблетки. либо количеством таблеток одного диаметра. Для этого прижимы 20 для удерживания таблеток от выпадения связаны с шибером 26 посредством поперечин 21, на которых закреплены прижимы, подпружиненных относительно по крайней мере одной скалки 22, установленной вдоль направления перемещения шибера и закрепленной с возможностью изменения вертикального расположения относительно дополнительных вертикальных направляющих магазина в опорах 24, жестко закрепленных на шибере, Кроме того, сменная многогнездовая кассета робота-манипулятора снаб- э жена вертикальными направляющими для приема прессовой дозы, установленными в гнездах кассеты. 6 ил.51015 20 25 30 35 40 45 50 55 Изобретение относится к автоматизированным комплексам по переработке термореактивных материалов, в частности к роботизированным технологическим комплексам прессования изделий из таблетированных пресс-м атериалов.Цель изобретения - расширение номенклатуры прессуемых изделий за счет изменения объема прессовой дозы высотой таблетки, либо количеством таблеток одного диаметра.На фиг. 1 дана схема роботизированного технологического комплекса; на фиг. 2 устройство загрузки таблеток в многогнездную кассету, вид А на фиг, 1; на фиг. 3 устройство загрузки таблеток, вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг, 5 - положение таблеток в устройстве загрузки до начала выдачи; на фиг. 6 - разрез Д-Д на фиг. 1.Роботизированный технологический комплекс (РТК) состоит из гидравлических прес сов 1 и 2 со сменными пресс-формами 3, установки 4 высокочастотного нагрева с выдвижным подом 5, устройства 6 загрузки, робота-манипулятора 7 с многогнездной сменной кассетой 8 и съемником 9, системы 10 управления РТК, приемной тары 11 для готовой продукции.Устройство 6 загрузки таблеток в кассету 8 (фиг. 2 - 4) имеет основание 12, на котором крепится механизм 13 выдачи таблеток. На механизме 13 выдачи таблеток закреплен накопитель 14 с направляющими 15 в виде металлических труб, Металлических труб в накопителе столько, сколько гнезд в пресс-форме.Механизм 13 выдачи таблеток состоит из магазина 16 в виде вертикальных направляющих 17 с пазами 18 и 19. Вертикальные направляющие 17 магазина являются как бы продолжением накопителя 14 и представляют собой металлические трубы, которые через торцы Е имеют возможность сопряжения их внутренней полости с внутренней полостью направляющих 15. В пазах 18 установлены датчики, регистрирующие выход таблетки из полости направляющих 17. В пазах 19 располагаются прижимы 20, которые закреплены на поперечинах 21. Поперечины 21 установлена на двух скалках 22 и подпружинены пружинами 23 относительно скалок. Скалки установлены в опорах 24 с пазами 25.Пазы 25 предназначены для изменения расположения скалок 22 с поперечинами 21 по высоте. Опоры 24 жестко закреплены на шибере 26, входящем в состав механизма выдачи таблеток и который связан через рычаг 27 с пневмоцилиндром 28, установленным на основании 12. В шибере 26 выполнены отверстия 29, через которые таблетки выходят из магазина в вертикальные направляющие 30 для таблеток сменной многогнездной кассеты 8. Шибер 26 перемещается в направлении, указанном стрелкой Г. Положение поперечин 21 может изменяться передвижением хомутов 31 по скалкам 22. Для того, чтобы повысить надежность удерживания таблеток от выпадания в среднем ряду направляющих 17, поперечина 21 выполнена из двух частей, соединенных плоской пружиной 32. Датчик, регистрирующий выход таблетки из полости направляющих 17, обозначен позицией 33. На основании 12 устанавливаются два накопителя 14 для увеличения времени бесперебойной работы комплекса. У снятого накопителя в нижней части устанавливается съемная заслонка 34, которая удаляется после установки накопителя в рабочее положение.РТК работает следующим образом, Вначале производится подготовительная работа. На гидравлических прессах 1 и 2 закрепляются необходимые для изготовления деталей многогнездные пресс-формы 3. На одной руке робота-манипулятора 7 закрепляется соответствующая установленной на пресс-форме многогнездная сменная кассета 8, а на другой руке закрепляется съемник 9 для снятия готовых изделий с прессформ 3. Накопитель 14 заполняется таблетками заранее непосредственно у таблетирующей машины, транспортируется и устанавливается на механизм выдачи таблеток. Заслонка 34 удаляется и таблетки опускаются в направляющие 17 до упора в поверхность шибера 26 (фиг. 5). Скалки 23 устанавливаются по высоте расположения в зависимости от объема требующейся прессовой дозы за счет их переустановки в пазах 25 опор 24.По команде от системы 1 О управления РТК рука робота с кассетой выходит на позицию загрузки таблеток под механизм 13 выдачи таблеток. Вертикальные направляющие 30 многогнездной сменной кассеты 8 устанавливаются напротив вертикальных направляющих 17. Срабатывают датчики положения руки робота-манипулятора 7 и от системы 10 управления подается сигнал на работу пневмоцилиндра 28, который через рычаг 27 сдвигает шибер 26. При этом передвигаются опоры 24 со скалками 22. Прижимы 20 входят в пазы 19 направляющих 17 и упираются в боковую поверхность таблетки, расположившейся напротив прижима в столбе таблеток, образованном из таблеток в направляющих 15 и 17. Шибер 26 продолжает свое движение до тех пор, пока его отверстия 29 не совместятся с полостями направляющих 17 механизма выдачи таблеток. При движении шибера до конечного своего положения перемещаются также поперечины 21, сжимая пружины 23 и прижимы 20, в результате надежно зажимая столб таблеток в направляющих 15 и 1. Таблетки, находящиеся ниже зажатой прижимами 20, выпадают в направляющие 30 сменной кас 1512785510 формула изобретения 15 сеты 8, а остальные остаются в устройстве загрузки,После того как датчики 33, расположенные в каждой направляющей 17, передадут сигнал о выходе таблеток из устройства загрузки в сменную кассету 8, по команде от системы управления робот-манипулятор опускает кассету 8 на выдвижной под 5 установки 4 высокочастотного нагрева таблеток, Далее по командам от системы управления робот-манипулятор переносит таблетки от установки 4 нагрева в пресс-форму 3 пресса 1. Одновременно с отходом робота- манипулятора 7 к установке 4 нагрева система управления дает команду на пневмоцилиндр 28, который возвращает шибер 26 в исходное первоначальное положение. В первоначальное положение возвращаются с шибером опоры 24 со скалками 22, пружинами 23, поперечинами 21 и прижимами 20. Столб таблеток освобождается от прижимов 20 и таблетки опускаются в направляющих 17 и 15 вновь до упора в поверхность шибера 26. Устройство загрузки готово к следующему переходу выдачи таблеток, При передаче таблеток из кассеты 8 в прессформу 3 пресса 1 съемник 9 осуществляет съем готовых изделий в пресс-форме пресса 2, расположенного напротив пресса 1. Далее цикл работы РТК повторяется на загрузку пресс-формы 3 пресса 2 (съемник удаляет готовые детали на прессе 1) и т, д. поочередно загружаются пресс-формы прессов 1 и 2 таблетками и разгружаются от готовых изделий съемником 9 в тару 11 при по- моши робота-манипулятора 7.При замене пресс-форм 3 на прессах 1 и 2 на другие, отличающиеся массой изготавливаемых изделий и, соответственно, необходимостью загрузки в каждое гнездо другой по объеме прессовой дозы, производится регулировка расположения скалок 22 в пазах 25 опор 24,Внедрение РТК позволяет обеспечить автоматизацию процесса изготовления деталей при серийном и мелкосерийном производстве деталей из пластмасс методом прессования из таблетированных реактопластов в многогнездных пресс-формах, повысить производительность труда, уменьшить численность работающих во вредном производстве. Повышается культура производства и безопасность труда.Предлагаемый РТК позволит расширить номенклатуру используемых пресс-форм по 20 25 30 35 40 50 их многорядности гнезд (1 ряд гнезд, 2 ряд гнезд и т. д.). Это можно достигнуть за счет введения дополнительных скалок 22 с поперечинами 21 и прижимами 20, последовательно устанавливаемых на шибере. Установка дополнительных скалок возможна, так как конструкция поперечин выполнена из частей, соединяемых упругими элементами таким образом, что полупризмы (прижимы 20), выполненные на соединяемых частях, в сборе образуют призму, обеспечивающую надежный зажим столба таб. леток. Роботизированный технологический комплекс прессования изделий из таблетированных пресс-материалов, включающий гидравлический пресс со сменной многогнездной пресс-формой, робот-манипулятор со сменной многогнездной кассетой для переноса таблеток к гидравлическому прессу от устройства загрузки, включающего с ьемный накопитель в виде вертикальных направляющих по числу гнезд пресс-формы для установки таблеток, и механизм выдачи таблеток в сменную кассету робота-манипулятора через магазин в виде дополнительных вертикальных направляющих, сопрягаемых через верхние торцы с вертикальными направляющими съемного накопителя, а через нижние торцы - с отверстиями приводного шибера в положении выдачи таблеток, связанного с прижимами для удерживания таблеток от выпадания из магазина при выдаче таблеток в сменную многогнездную кассету, отличающийся тем, что, с целью расширения номенклатуры прессуемых изделий за счет возможности изменения объема прессовой дозы высотой таблетки либо количеством таблеток одного диаметра, прижимы для удерживания таблеток от выпадания связаны с шибером посредством поперечин, на которых закреплены прижимы, подпружиненных относительно по крайней мере одной скалки, установленной вдоль направления перемещения шибера и закрепленной с возможностью изменения вертикального расположения относительно дополнительных вертикальных направляющих магазина в опорах, жестко закрепленных на шибере, кроме того, сменная многогнездная кассета робота- манипулятора снабжена вертикальными направляющими для приема прессовой дозы, установленными в гнездах кассеты, 1512785Составитель А. ВоробьевРедактор В. Данко Техред И. Верес Корректор С. Черни3 а к аз 5933/15 Тираж 535 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
СмотретьЗаявка
4375256, 05.01.1988
ВСЕСОЮЗНЫЙ ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ ТЕХНОЛОГИИ ЭЛЕКТРОТЕХНИЧЕСКОГО ПРОИЗВОДСТВА
ЛЕХЕЛЬ ЮЛИЙ ГЕНРИХОВИЧ, ШПИНДЕЛЬ БОРИС ИОСИФОВИЧ, ВОРОБЬЕВ ЮРИЙ СЕРГЕЕВИЧ, СТЕПАНОВА ВАЛЕНТИНА ГРИГОРЬЕВНА
МПК / Метки
МПК: B29C 43/34
Метки: комплекс, пресс-материалов, прессования, роботизированный, таблетированных, технологический
Опубликовано: 07.10.1989
Код ссылки
<a href="https://patents.su/6-1512785-robotizirovannyjj-tekhnologicheskijj-kompleks-pressovaniya-izdelijj-iz-tabletirovannykh-press-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Роботизированный технологический комплекс прессования изделий из таблетированных пресс-материалов</a>
Система управления промышленным роботом-манипулятором

Номер патента: 474434
Опубликовано: 25.06.1975
Авторы: Кобринский, Корендясев, Саламандра, Тывес
МПК: B25J 3/04
Метки: промышленным, роботом-манипулятором
...14, двухпозиционный электрогидрозолотник 15, насосную станцию 16, аккумулятор давления 17, трехпозиционный золотник 18, усилитель 19, датчик 20 скоросчи непрограммируемого привода.Система управления работает следующим образом.Сигналы программного устройства 3, характеризующие траекторию и скорость движения схвата робота-манипулятора 1, отрабатываются программируемым приводом 4 с помощью золотника 5 и датчиков положения обратной связи (на схеме не показаны). При этом объект 2 перемещается в соответствии с наложенными внешними связями. В полостях программируемого привода 4 установлены датчики 7 и 8 изменения давления. От программного устройства 3 в цепь управления непрограммируемого привода 6 устройством 9 включается датчик изменения...
Стенд для испытания промышленных роботов-манипуляторов

Номер патента: 1425078
Опубликовано: 23.09.1988
Авторы: Бондаренко, Романюк, Скорина, Тимченко, Цырендоржиев
МПК: B25J 11/00
Метки: испытания, промышленных, роботов-манипуляторов, стенд
...13,Затем осуществляется воспроизведение записанной программы перемещения рабочего инструмента. В момент включения режима воспроизведения программы устройство управления роботом выдает сигнал на один из вторьх входов вычислительного блока 24, При налинии такого сигнала вычислительный блок 24 начинает осуществлять измерение координат Фактического положения рабочего инструмента 20 робота, чем достигается синхронизация моментов измерения и прохождения инструментом 20 эталонных значений координат точек линии соединения. Измерение Фактичес кого положения рабочего инструмента 20 осуществляется путем выдачи с вычислительного блока 24 по второму выходу опросных сигналов, которые поступают на входы датчиков 5, 2 и 13 25 угла поворота. 1При...
Стенд для испытания промышленных роботов-манипуляторов
Номер патента: 1495114
Опубликовано: 23.07.1989
Авторы: Бондаренко, Павлюк, Романюк, Скорина, Цырендоржиев
МПК: B25J 11/00
Метки: испытания, промышленных, роботов-манипуляторов, стенд
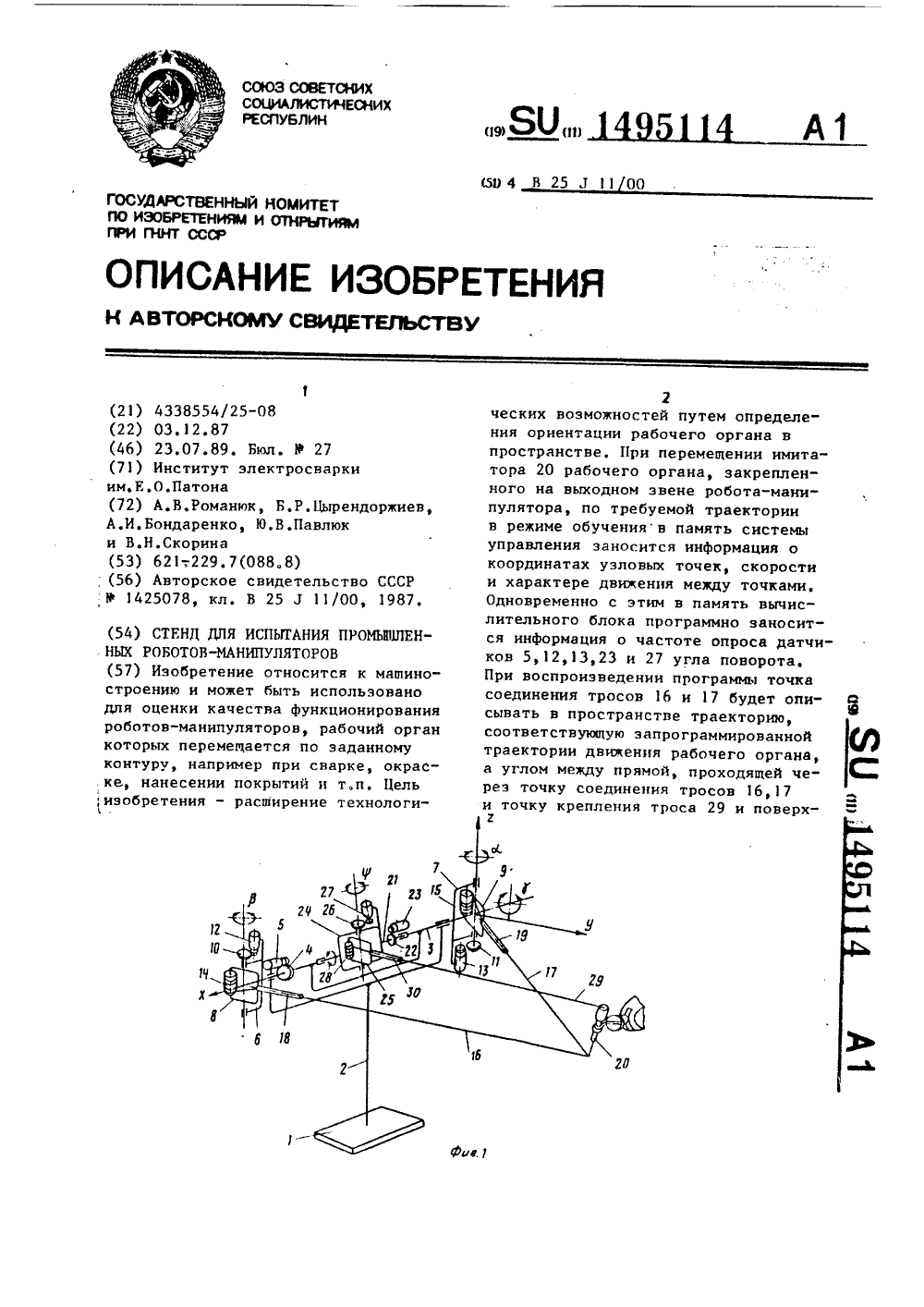
...относительно запрограммированной траектории, Подпружиненные барабаны 14 и 15, соединенные с 40 тросами 16 и 17, и барабан 28, соединенный с тросом 29, вращаются соответствующим образом, обеспечиваяразмотку или намотку тросов 16, 17и 29.45 Поворот рамок 8,9 и 25 осуществляется так, чтобы обеспечиваласьсоосность тросов 16,17 и 29 и направляющих 18,19 и 30, На входе и выходе направляющих 18,19 и 30 уста,новлены рамки для улучшения условийпрохождения тросов по направляющим,обеспечения их соосности и исключения влияния изгибов тросов на показания датчиков 12,13 и 27. Одновременно с поворотом рамок 8,9 и 25через мультипликаторы 10, 11 и 26вращаются датчики 12,13 и 27, показания которых, соответствующие угламЫиповорота тросов 16,17...
Робот-манипулятор

Номер патента: 464443
Опубликовано: 25.03.1975
Авторы: Зальцман, Писаренко, Рожков, Симонов, Травин
МПК: B25J 3/04
Метки: робот-манипулятор
...1 скрещивающихся сферических кулис 2 и 3. Кулисы обращены выпуклой стороной к захвату. В направляющих кулис 2 и 3 помещены камни 4 и 5. Ведомое звено 6 сферического шарнира 7 проходит сквозь камни кулис и несет на конце захват.Ведущее звено 8 шарнирно закреплено в предплечьи 1 и соединено с приводом 9. Г 1 ри вод 10 соединен с осью кулисы 2, например,кривошипцо-шатунным механизмом. Привод 11 аналогично соединен с осью кулисы 3.Привод 10, поворачивая кулису 2, перемещает камень 5 и звено 6 в широтном на правлении. При этом камень 4 свободноскользит в направляющей кулисы 3. Привод 11, поворачивая кулису 3, перемещает камень 4 и звено 6 в меридиональном направлении. Прп этом камень 5 свободно скользит 15 в направляющей кулисы 2. Привод 9...
Стенд для испытания промышленного робота-манипулятора

Номер патента: 1039704
Опубликовано: 07.09.1983
Авторы: Бижанов, Нарышкин, Сафонцев, Слуцкий
МПК: B25J 11/00
Метки: испытания, промышленного, робота-манипулятора, стенд
...предлагаемого стенда позволяет по сравнению с известными устройствами такого типа упростить конструкцию и в то же времяполучить все необходимые эксплуатационные показатели различных типовпромышленных роботов. Известныестенды имеют усложненные конструкции в связи с применением большого45.1 количества телескопических штанг,Однако при испытаниях наиболее раепространенных промроботов такаясложность является избыточной. Вчастности, предложенный стенд позволяет проводить испытания отечественных промышленных роботов серии МП,фРитм, ПР, Циклон", Универсал 1 и др. Для укаэанных типов роботов на стенде могут осуществляться испытания на точность, быстродействие, наработку на отказ и другиеэксплуатационные характеристики. Заказ 6798/13...
Предыдущий патент: Устройство л. п. шендрикова для прессования изделий из термопластов
Следующий патент: Автомат для наплавки полиамида на резьбу гаек
Случайный патент: Водовод-питатель для дождевальных машин