Стенд для испытания промышленных роботов-манипуляторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1425078
Авторы: Бондаренко, Романюк, Скорина, Тимченко, Цырендоржиев

Текст
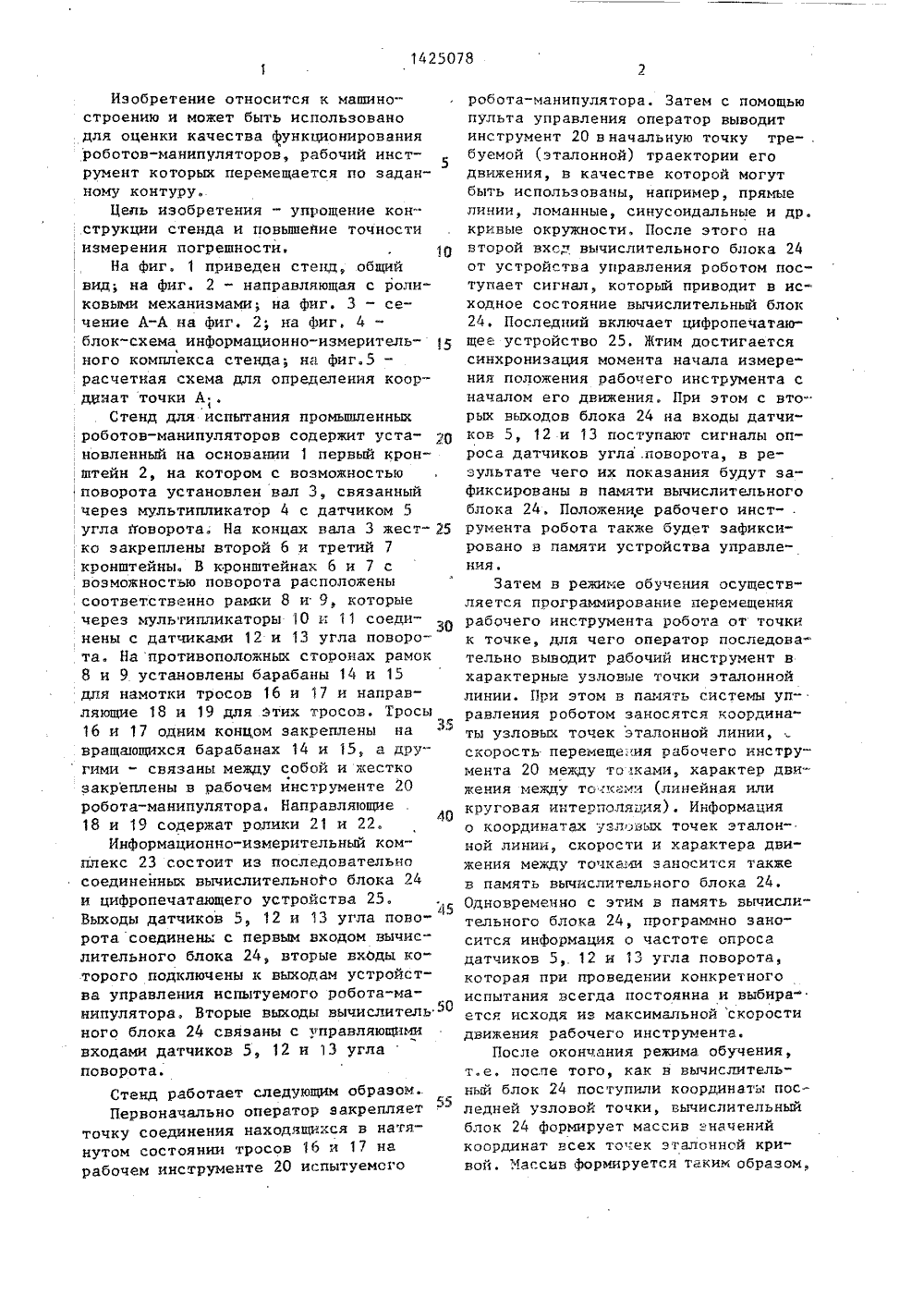
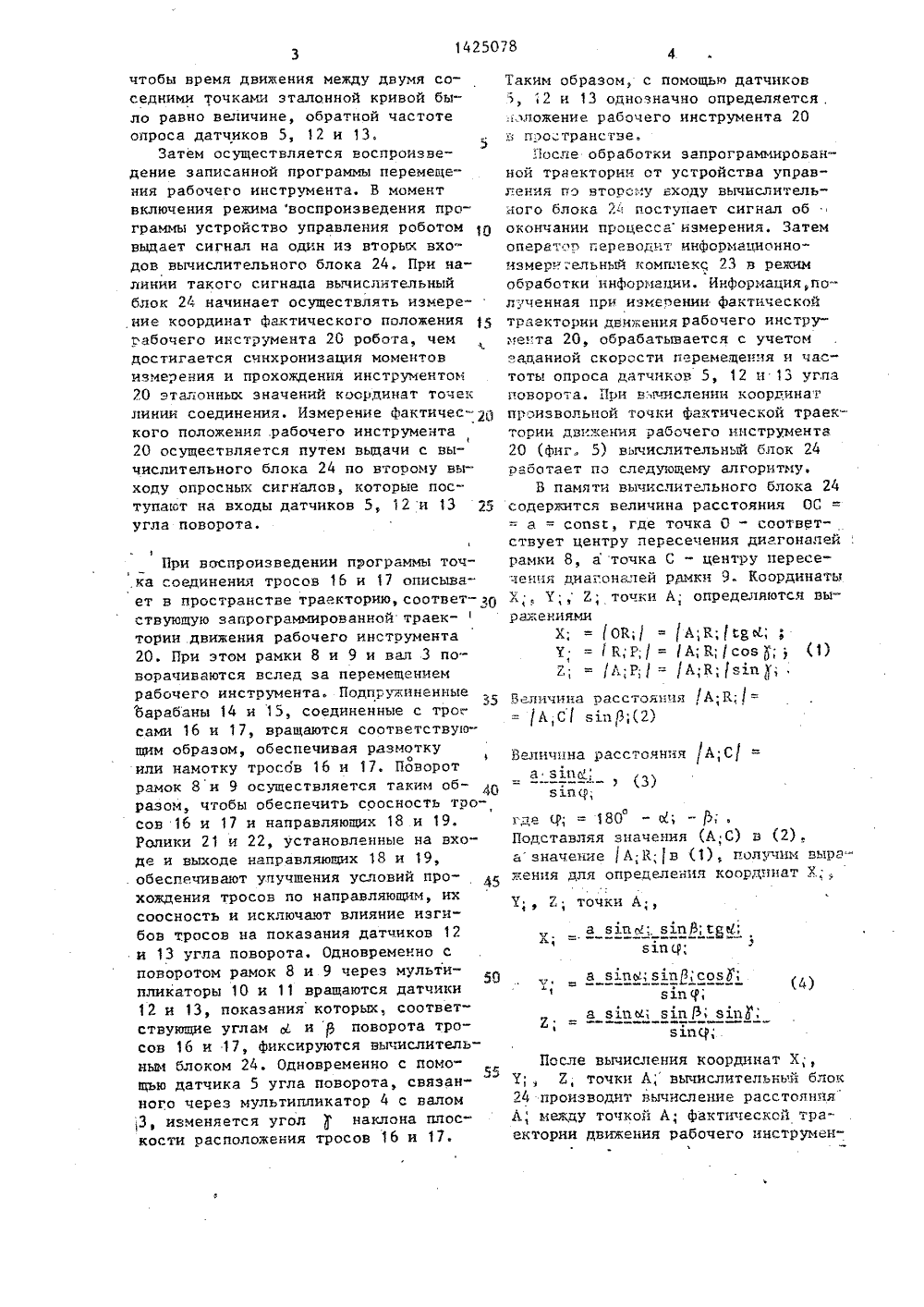
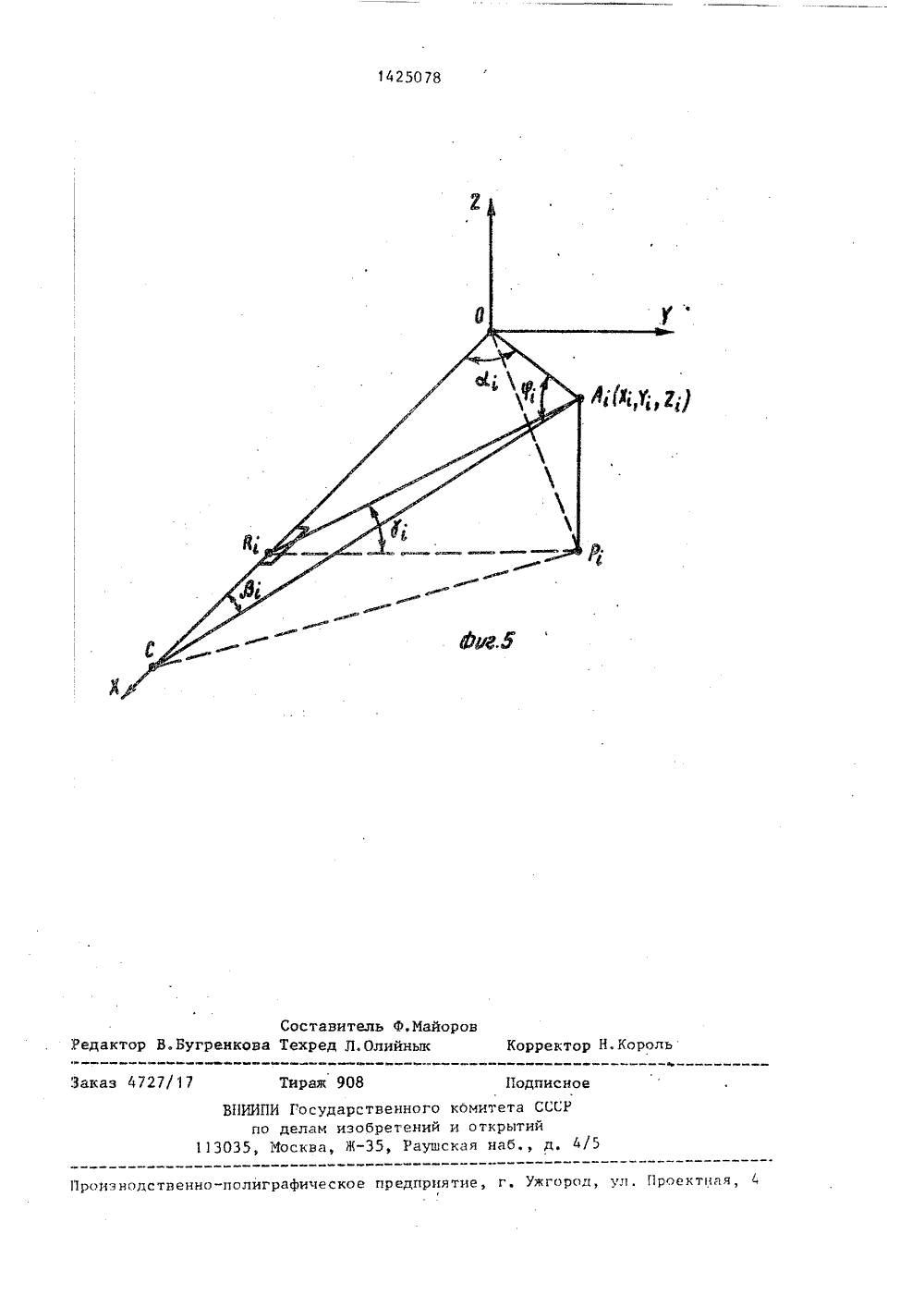
(19) И 1)4 В 25 1 11/ООПИОАНИЕ ИЗОБРЕТЕНИЯ Н АВТОРСКОМУ СВИДЕТЕЛЬСТВУ СУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) Авторское свидетельство СССРВ 1171308, кл. В 25 1 11/00, 1982.(54) СТЕНД ДЛЯ ИСПЫТАНИЯ ПРОМЯШ 1 ЕННЫХ РОБОТОВ-МАНИПУЛЯТОРОВ(57) Изобретение относится к машиностроению и может быть использованодля оценки качества функционированияроботов-манипуляторов, рабочий инст. румент которых перемещается по заданному контуру. Целью изобретения является упрощение конструкции стенда н повышение точности измерения погрешности обработки траектории, При перемещении рабочего инструмента 21 робота-манипулятора в пространстве происходит перемещение одних концов тросов 16 и 17, другие концы которых закреплены на подпружиненных барабанах 14 и 15, и поворот вала 3 установленного на кронштейне 2. При этом поворачиваются рамки 8 и 9, на которых установлены барабаны 14 и 15, и направляющие, Информация о величине перемещения поступает в информационно-измерительный комплекс с датчиков 5, сф 12 и 13 угла поворота. 1 э.п, ф лы, 5 ил.Изобретение относится к машиностроению и может быть использованодля оценки качества функционированияроботов-манипуляторов, рабочий инструмент которых перемещается по заданному контуру.Цель изобретения - упрощение конструкции стенда и повышейие точности,измерения погрешности, 10На фиг, 1 приведен стенд, общийвид; на фиг. 2 - направляющая с роли, ковыми механизмами; на фиг. 3 - се, чение А-А на фиг, 2; на фиг, 4 -блок-схема информационно-измерительного комплекса стенда; на фиг.5 -расчетная схема для определения координат точки А;.Стенд для испытания промьппленныхроботов-манипуляторов содержит установленный на основании 1 первый крон,штейн 2, на котором с воэможностьюповорота установлен вал 3, связанныйчерез мультипликатор 4 с датчиком 5угла йоворота. На концах вала 3 жестко закреплены второй 6 и третий 7кронштейны. В кронштейнах 6 и 7 своэможностью поворота расположенысоответственно рамки 8 и 9, которыечерез мультипликаторы 10 и 11 соединены с датчиками 12 и 13 угла поворота. На противоположных сторонах рамок8 и 9 установлены барабаны 14 и 15для намотки тросов 16 и 17 и направ"ляющие 18 и 19 для этих тросов. Тросы16 и 17 одним концом закреплены навращающихся барабанах 14 и 15, а другими - связаны между собой и жесткозакреплены в рабочем инструменте 20робота-манипулятора. Направляющие18 и 19 содержат ролики 21 и 22,ИнФормационно-измерительный комплекс 23 состоит из последовательносоединенных вычислительного блока 24и цифропечатающего устройства 25.45Выходы датчиков 5, 12 и 13 угла поворота соединены с первым входом вычислительного блока 24, вторые входы которого подключены к выходам устройства управления испытуемого робота-манипулятора. Вторые выходы вычислитель,50ного блока 24 связаны с управляющимивходами датчиков 5, 12 и 13 углаповорота.Стенд работает следующим образом.55Первоначально оператор закрепляет точку соединения находящихся в натянутом состоянии тросов 16 и 17 на рабочем инструменте 20 испытуемого робота-манипулятора. Затем с помощью пульта управления оператор выводит инструмент 20 вначальную точку тре- .буемой (эталонной) траектории его движения, в качестве которой могут быть использованы, например, прямые линии, ломанные, синусоидальные и др.кривые окружности. После этого на второй вход вычислительного блока 24 от устройства управления роботом поступает сигнал, который приводит в исходное состояние вычислительный блок 24. Последний включает цифропечатающее устройство 25. Жтим достигается синхронизация момента начала измерения положения рабочего инструмента с началом его движения, При этом с вто" рых выходов блока 24 на входы датчиков 5, 12 и 13 поступают сигналы опроса датчиков угла .поворота, в результате чего их показания будут зафиксированы в памяти вычислительного блока 24, Положение рабочего инст- . румента робота также будет зафиксировано в памяти устройства управленияЗатем в режиме обучения осуществляется программирование перемещения рабочего инструмента робота от точки к точке, для чего оператор последовательно выводит рабочий инструмент в характерные узловые точки эталонной линии. При этом в память системы управления роботом заносятся координа" ты узловых точек эталонной линии, скорость перемеще;.ия рабочего инструмента 20 между то 1 ками, характер движения между то;хами (линейная или круговая интерполяция). Информация о координатах уэлзвьж точек эталонной линии, скорости и характера движения между точками заносится также в память вычислительного блока 24.Одновременно с этим в память вычислительного блока 24 програьпчно заносится информация о частоте опроса датчиков 5, 12 и 13 угла поворота, которая при проведеьии конкретного испытания всегда постоянна и выбирается исходя из максимальной скорости движения рабочего инструмента.После окончания режима обучения, т.е. после того, как в вычислительный блок 24 поступили координаты последней узловой точки, вычислительный блок 24 формирует массив -начений координат всех точек эталоннсй кривой. Массив формируется таким образом, 3 1425078чтобы время движения между двумя соседними точками эталонной кривой было равно величине, обратной частоте опроса датчиков 5, 12 и 13,Затем осуществляется воспроизведение записанной программы перемещения рабочего инструмента. В момент включения режима воспроизведения программы устройство управления роботом выдает сигнал на один из вторьх входов вычислительного блока 24, При налинии такого сигнала вычислительный блок 24 начинает осуществлять измерение координат Фактического положения рабочего инструмента 20 робота, чем достигается синхронизация моментов измерения и прохождения инструментом 20 эталонных значений координат точек линии соединения. Измерение Фактичес кого положения рабочего инструмента 20 осуществляется путем выдачи с вычислительного блока 24 по второму выходу опросных сигналов, которые поступают на входы датчиков 5, 2 и 13 25 угла поворота. 1При воспроизведении программы точка соединения тросов 16 и 17 описывает в пространстве траекторию, соответ- )О ствующую запрограммированной траектории движения рабочего инструмента 20. При этом рамки 8 и 9 и вал 3 поворачиваются вслед за перемещением рабочего инструмента. Подпружиненные барабаны 4 и 15, соединенные с тро-, сами 16 и 17, вращаются соответствующим образом, обеспечивая размоткуо или намотку тросов 16 и 17. Поворот рамок 8 и 9 осуществляется таким образом, чтобы обеспечить соосность тросов 16 и 17 и направляющих 8 и 19. Ролики 21 и 22, установленные на входе и выходе направляющих 18 и 19, обеспечивают улучшения условий прохождения тросов по направляющим, их соосность и исключают влияние изгибов тросов на показания датчиков 12 и 3 угла поворота. Одновременно с поворотом рамок 8 и 9 через мультипликаторы 10 и 11 вращаются датчики 12 и 13, показания которых, соответствующие углам . и р поворота тросов 16 и 17, Фиксируются вычислительным блоком 24. Одновременно с помощью датчика 5 угла поворота, связанного через мультипликатор 4 с валом 3, изменяется уголнаклона плоскости расположения тросов 16 и 17. Таким образом, с помощью датчиков,.эложение рабочего инструмента 20в про транстве,После обработки эапрограммирОванной траектории ст устройства управления пэ втор:;:у входу вычислительного блока 24 поступает сигнал обокончании процессаизмерения. Затемоператор переводит инФормационноизмеригельный комплекс 23 в рехямобработки инФормации. ИнФормация,полученная при иэмерении Фактическойтраектории движения рабочего инструмента 20, обрабатывается с учетом;,ацанной скорости перемещения и частоты опроса датчиков 5, 12 и 3 угпаповорота. При вжислении координатпроизвольной точки Фактической траектории движения рабочего инструмента20 (Фиг,. 5) вычислительный блок 24работает по следующему алгоритму.В памяти вычислительного блока 24содержится величина расстояния ОС=- а = сопят, где точка О - соответствует центру пересечения диагоналейрамки 8, а точка С - центру пересечения диагоналей рдмки 9. КоординатыХ;, У;, Е; точки А; определяются выр аж е киями/ ОВ.; / = / А, К; / г, К;у = /К;Р;/ = /А;Е;/соя; ) (1)Е; = /А;Р / = /А;К; /я 1 п ; .Величина расстояния /А; В.; / -- /А;С/ я 111(3;(2)Бдпичнна расстояния,/А;С/а э 1 пСД ) 3/где с; = 180Подставляя значения (А,С) в (2).а значение / А; К;/в (1), получим выра: -жения для определения координат Х;.,).; Е, точки А;,а Я 1 п М;, Я 1 п В; С Ю Я 1 П Ц; я 1 пм; я 1 пД; соя У 1я 1 п сЗ:ПМ; Я 1 П 5 З 1 ПЯ 1 ПЦ;После вычисления координат Х;, 7;, Е; точки А вычислительньй блок 24 производит вычисление расстояния" А, между точкой А; Фактической траектории двжкения рабочего инструмен425078 5 Формула изобретения 23 и"6 где А, " точность измерения погрешотра оти 9Ь; =ОА;1-расстояние от точки О дотачки А;ш - пороги чувствительности датчиков 5, 12 и 13 угла поворота;п - количество импульсов на один.оборот датчика узла поворота;Й - передаточное число мультипликаторов А, 1 О и. 11. ез ульта ть 1 вычисления по 1 р ешнас тиЗОи точности измерения погрешности Ь; отработки траектории рабочим инструментом могут быть выведены на Цифропечать в виде таблицы.Точность измерения погрешности отработки траектории можно повьппать 35 ва счет увеличения передаточных чисел мультипликаторов 4, 1 О и 11.Подготовка програььы перемещения рабочего инструмента робота по задан" Кой эталонной линии мажет быть выполнена также методом внешнего програи" рамок. 5ота 2 и точкой А; эталонной линии соединения, заданной в процессе обучения робота. Величина расстояния П, является погрешностью отработки программы и определяется выражениеми, = (х; - х;) +Д; - ) к - е;),Точность измерения погрешности отработки траектории определяется по Формуле мирования с заданием программы на перфоленте,Стенд для испытания прамыпцтенных рабатов-манипуляторов, содержащийустановленные на основании два подпружиненных барабана, два троса, каждый из которых расположен в направляющей, одни концы которых связаны между собой, а другие - закреплены на барабане, три датчика угла наворота и информационно-измерительный комплекс, связанный с выходамн датчиков угла поворота, о т л и ч а ю щ и йс я тем, что, с целью упрощения конструкции и повышения точности измерения погрешности отработки траектории, он снабжен тремя кронштейнами, первый из которых жестко связан с основанием, валом, установленным на первом кронптейне с возможостью поворота, на концах которого закреп" лены второй и третий кронштейны и двумя рамками, установленными со" ответственно на втором и третьем кронштейнах с возможностью поворота ьокруг параллельных осей, при этом на противоположных сторонах каждой из рамок установлены соответственно подпружиненный барабан и направляющая а датчики уг,а наворота связа ны соответственно с валом и осями 2. Стенд по и,. , о т л и ч а ющ и й с я тем, то кажая напр ауля ющая снабжена ","ч;с р 1 ппами поли ков расположенных в ра;и:альных плос" костях.1425078 Составитель Ф,МайорРедактор В.Бугренкова Техред Л.Олийнык рректор Н.Коро Заказ 4727/ 1 Тираж 908 И Государственного делам изобретений Москва, Ж, бауш подписи комитета СССРи открытий ВНИИ кая наб,Проектная, 4 1 роиэяодственно-полиграфическое предприятие, г. Ужгород
СмотретьЗаявка
4187993, 02.02.1987
ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
ТИМЧЕНКО ВИКТОР АНАТОЛЬЕВИЧ, БОНДАРЕНКО АЛЕКСАНДР ИГНАТЬЕВИЧ, РОМАНЮК АЛЕКСЕЙ ВЛАДИМИРОВИЧ, ЦЫРЕНДОРЖИЕВ БАТА РАБДАНОВИЧ, СКОРИНА ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: B25J 11/00
Метки: испытания, промышленных, роботов-манипуляторов, стенд
Опубликовано: 23.09.1988
Код ссылки
<a href="https://patents.su/6-1425078-stend-dlya-ispytaniya-promyshlennykh-robotov-manipulyatorov.html" target="_blank" rel="follow" title="База патентов СССР">Стенд для испытания промышленных роботов-манипуляторов</a>
Интерференционный датчик измерения углов поворота объекта с отражающей поверхностью

Номер патента: 504080
Опубликовано: 25.02.1976
Авторы: Круглов, Любимов, Тихонов
МПК: G01B 11/26
Метки: датчик, интерференционный, объекта, отражающей, поверхностью, поворота, углов
...пропускаюшее излу 0 ченпе, светочувствительный элемент 6 и электронный блок 7. Интерференционная плоскопараллельна пластина 4 установлена между цсточнико 1 излучения и объектом (плоским зерка 25 лом) 8 так, чтоотраженныеот объекта 8ния и и толщины д, пластины 4 и дли-ны волны излучения А. При постоянстве в измерительной схеме н., а и Л расстояние между максимумами потока бу дет функцией от угла поворота объекта 8. Регистрируя с помощью электронногоблока количество максимумов или минимумов светового потока, попадающего на 10 светочувствительный элемент, можно получить не только суммарный угол поворота объекта, но и закон изменения угла поворота его во времени,лучи, интерферируя на плоскопараллельнойпластине, направляются...
Датчик предельного угла поворота

Номер патента: 558319
Опубликовано: 15.05.1977
Авторы: Овечкин, Сарычев, Шпандырев
МПК: G01B 7/30, H01H 36/00, H01H 51/28
Метки: датчик, поворота, предельного, угла
...из П-образного магнитопровода 2 и расположенной на одном из его полюсов обмотки 3 возбуждения, На другой полюс магнитопровода надет защитный цилиндрический ферромагнитный экран 4 с прорезью вдоль образующей цилиндра, внутри которого рядом с прорезью установлен геркон 1. При этом элементы конструкции закреплены симметрично относительно оси О - О так, что прорезь цилиндра и геркон находятся с внутренней стороны полюса магнитопровода. Конструкция датчика собрана на кронштейне 5 и неподвижном основании 6 гироскопического устройства. Подвижный магнитный шунт 7 заходит в зазор между экранном и полюсом магнитопровода, на котором расположена обмотка возбуждения, и закреплен на подвижной части 8 гироскопического устройства.Ширина прорези Х...
Приспособление к геодезическим инструментам для отсчета углов поворота алидады

Номер патента: 55152
Опубликовано: 01.01.1939
Автор: Макарчук
МПК: G01C 1/06
Метки: алидады, геодезическим, инструментам, отсчета, поворота, углов
...углов тангенциальные микрометренные винты обладают тем существенным недостатком, что с увеличением абсолютного значения измеряемого угла (до 10 - 12) абсолютная точность измерения уменьшается. Поэтому тангенциальные винты для отсчета углов рационально применять лишь для диапазона от 0 до-+- 4,5.Предметом настоящего изобретения является приспособление для отсчета параллактических углов поворота алидады геодезического ин. струмента, допускающее измерение без уменьшения абсолютной точно сти последнего, с увеличением абсолютной величины измеряемого угла, примерно, до 22. С этой целью приспособление имеет микрометр, винт которого всегда располагается по хорде измеряемой дуги (угла),Предлагаемое, согласно изобретению,...
Фотоэлектрический датчик синуса угла поворота

Номер патента: 658405
Опубликовано: 25.04.1979
Автор: Касаткин
МПК: G01B 11/26
Метки: датчик, поворота, синуса, угла, фотоэлектрический
...8,частжно проходит через заштрихо- З 0ванную поверхность и попадает вобъектив 7. Вышедший из нее параплельный пучок проходит через полупрозрачное зеркало 6 и конденсатор 9, фокусирующий этот пучок наотсчетной системе.При вращении вала 1 штрихи 3 надиске 2 и наложенное на них штриховое изображение, спроектированноезеркалом 8, перемещаются в противоположных направлениях, причем штрихи диска и изображения остаются всегда параллельными, поэтому световойпоток, прошедший через освещеннуюобласть заштрихованной поверхностисо стороны зеркала 8, оказывается 45модулированным. Соответственно сигнал с фотоэлектрической отсчетнойсистемы 10 имеет переменную составляющую, которая может быть выделена, Синус угла поворота в пределах 0-90 ц...
Устройство для ввода в вычислительную машину координат точек криволинейных поверхностейдеталей

Номер патента: 273446
Опубликовано: 01.01.1970
Авторы: Айзенберг, Кудевкцкий
МПК: G01B 5/20
Метки: ввода, вычислительную, координат, криволинейных, машину, поверхностейдеталей, точек
...свободы, датчик 5 измерения модуля перемещения диска относительно каретки, растровый датчик больших переме цений, выполненный в виде фотоэлемента б, подвижного ного растров 7 и 8 и осветителя датчик О малых перемещений с конечнпком 11, опнраю.цимся о5 диска 4. Каретка 3 перемещается но базовой поверхносги 12 по в говым электродвигателем 14. Вь датчиков включены в схему выч машины на чертеже не показана)10 Описываемое устройство работ щим образом. В начальный момент центр плавающегоа 4 выставляется по программе от базоповерхности 12 на расстояние, определяеуглом поворота измеряемой турбинной лопатки 15, поворачиваемой блоком 1. Датчик 2 угла поворота лопатки опрашивается вычислительной машиной после каждого поворота лопатки. В...
Предыдущий патент: Привод микроманипулятора
Следующий патент: Манипулятор
Случайный патент: Стол для ручного сортирования плодов