Способ получения толстых листов из алюминиевых, жаропрочных и титановых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
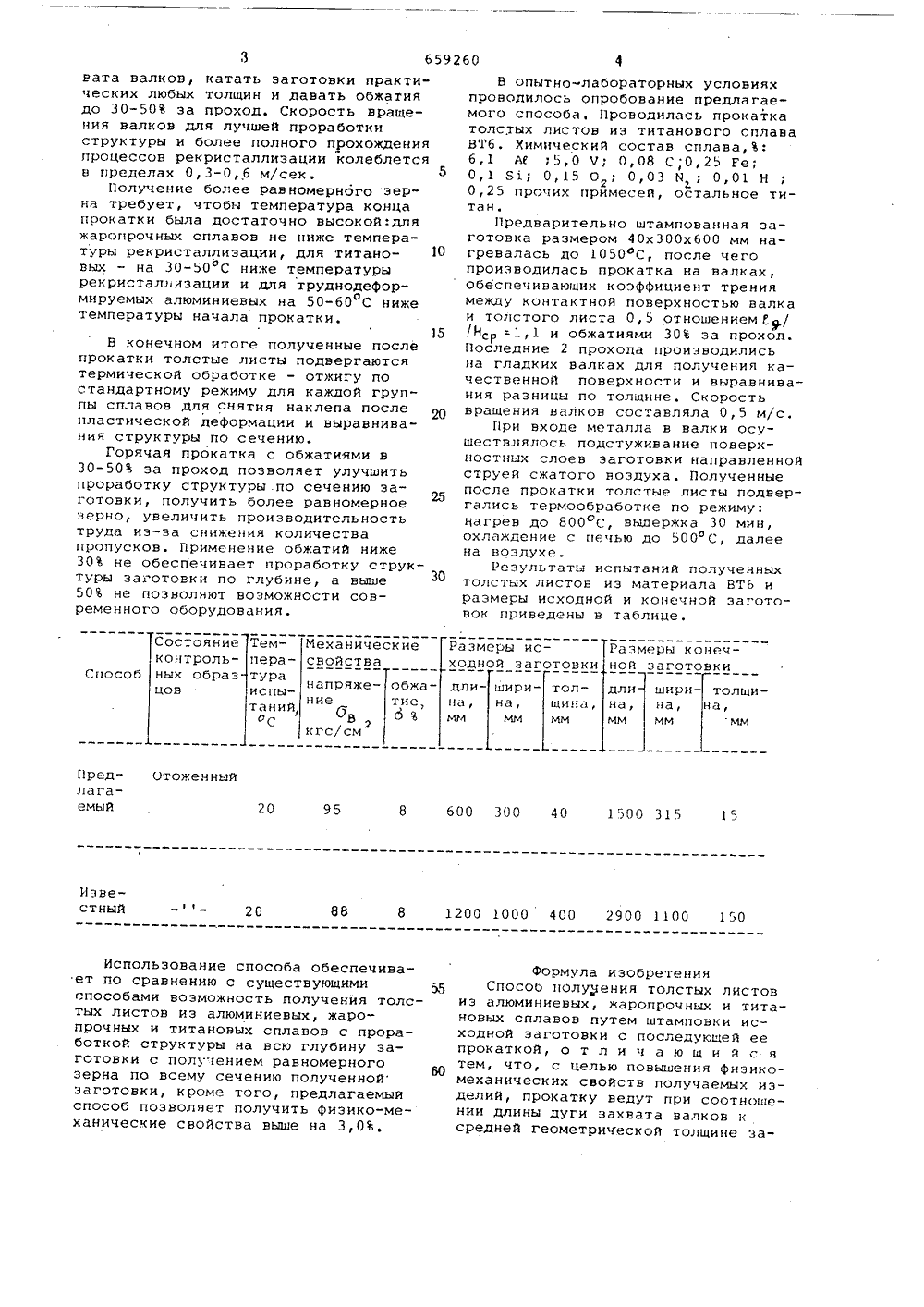
Союз Сфветскик Сфциапистическии Респубиик(22) Заявлено 05.1277 (21) 2552906/25-27с присоединением заявки РЙ(51) Ю. Кл. В 21 Н 8/00 В 21 В 3/00 Государственный комитет СССР по делам изобретений и открытий(088.8) Опубликовано 300479. Бюллетень % 16 Дата опубликования описания 300479( 54 ) СПОСОБ ПОЛУЧЕНИЯ ТОЛСТЫХ ЛИСТОВЭ А.гПЬЧИНЕЬЫХ, ЖАРОГРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ Изобретение относится к обработкеметаллов давлением и может быть использовано при изготовлении стальныхконструкций, резервуаров, корпусовморских сосудов, труб из алюминиевыхжаропрочных и титановых сплавов,применяемых в различных отраслях народного хозяйства, таких как судостроение, энергетическое и транспортное машиностроение, самолетостроениеи др,Известен способ получения толстых листов методом горячен прокатки на гладких валках 1 .1 бг 1 еДостатком известного способа Является то, что он не обеспечивает получение качественных толстых листов из-за недостаточной проработки структуры и сечения заготовки.4 ВИзвестен способ получения толстых листов из алюминиевых, жаропрочных и титановых сплавов путем штамповки исходной заготовки с последующей ее прокаткой 2,а Однако недостаточные степени обжатий приводят к неравномерному зерну по сечениям и снижению механических характеристик.30;1 елью эобретения является повышение физико-механи еских свойств получаемых и.делий.Для достижения цели прока гку ведут прн :.:отношении длины дуги захвата в;:.яков к средней геометрической толщине эаготов:".и, равном 0,9- 2,7, причем обжатие эа проход составляет 30-50,Для определения численных значений укаэанного соотношения задавались различными диаметрами прскатных валков, исходнымн и конечными толщинами прокатываемых листов и различными степенями деформации, после чего взяли нижний и верхний пределы результатов подсчетов по +;.рмуле е.н Ьгде В - радиус прокатного валка;Н - исходная толшнн;. заготовки;конечная тол .. листа.Для большего выра н н ивни я скоростей течения псверхностных и серединных слоев г:роизволится подстуживание поверхности металла при входе эаго - товки в валки сгруей сжатого воздуха,1 рокатка с соотношением 1 Нор.=-0,9- -2,7 позволяет увеличигь угол зах659260 10 30 ТемСостояниеконтрольных образцов Механическиесвойства Размеры исходой заготовки Размеры коечной заготовки пера- тура исытаний, С Способ обжа- дли- шири- толтие, а, а, щиа, 6мм мм мм напряжениеВкгс/см дли шири- толщина, а, на,мм мм мм Пред- Отоженный лага- емый 20 8 600 300 40500 3155 Изве- стный 88 8 1200 1000 400 2900 1100 150 20 вата валков, катать заготовки практических любых толщин и давать обжатия до 30-50 за проход. Скорость вращения валков для лучшей проработки структуры и более полного прохождения процессов рекристаллизации колеблется н пределах 0,3-0,6 м/сек.Получение более равномерного зерна требует, чтобы температура конца прокатки была достаточно высокой:для жаропрочных спланон не ниже температуры рекристаллизации, для титановых - на 30-500 С ниже температуры рекристаллиэации и для труднодеформируемых алюминиевых на 50-60 С нижео температуры начала прокатки. В конечном итоге полученные после прокатки толстые листы подвергаются термической обработке - отжигу по стандартному режиму для каждой группы сплавов для снятия наклепа после пластической деформации и ныравнива" ния структуры по сечению.Горячая прокатка с обжатиями в 30-50 за проход позволяет улучшить проработку структуры .по сечению заготовки, получить более равномерное зерно, увеличить производительность труда иэ-за снижения количества пропусков. Применение обжатий ниже 30 не обеспечивает проработку структуры заготовки по глубине, а выше 50 не позволяют возможности современного оборудования. Использование способа обеспечинает по сравнению с существующими 55 способами воэможность получения толстых листов из алюминиевых, жаропрочных и титановых сплавов с проработкой структуры на всю глубину заготовки с полу умением равномерного зерна по всему сечению полученной заготовки, кроме того, предлагаемый способ позволяет получить физико-механические свойства выше на 3,0. В опытно-лабораторных условияхпроводилось опробонание предлагаемого способа. Проводилась прокаткатолстых листов из титанового сплаваВТ 6. Химический состав сплава,:6,1 М ;5,0 Чр 0,08 С;0,25 Ге;0,1 81 0,15 О р 0,03 40,01 Н0,25 про их прймесей, остальное титан,Предварительно штампованная заготовка размером 40 х 300 х 600 мм нагревалась до 1050 фС, после чегопроизводилась прокатка на валках,обеспечивающих коэффициент трениямежду контактной поверхностью валкаи толстого листа О, 5 отношением Г //Нср =1,1 и обжатиями 30 эа проход.Последние 2 прохода производилисьна гладких валках для получения качественной поверхности и выравнивания разницы по толщине. Скоростьвращения валков составляла 0,5 м/с.При входе металла в валки осуществлялось подстуживание поверхностых слоев заготовки направленнойструей сжатого воздуха. Полученныепосле прокатки толстые листы подвергались термообработке по режиму:нагрев до 800 С, выдержка 30 мин,охлаждение с печью до 500 С, далеена воздухе,1 езультаты испытаний полученныхтолстых листов иэ материала ВТ 6 иразмеры исходной и конечной заготовок приведены в таблице. Формула изобретенияСпособ полуения толстых листов иэ алюминиевых, жаропрочных и титановых сплавов путем штамповки исходной заготовки с последующей ее прокаткой, о т л и ч а ю щ и й с я тем, что, с целью повышения фиэикомеханических свойств получаемых иэделий, прокатку ведут при соотношении длины дуги захвата валков к средней геометрической толщине эа659260 Составитель И.МентяговаРедактор Т,Морозова Техред С,Мигай КорректорИ. Муска Заказ 2098/2 Тираж 1033 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий Москва, ЖРаушская наб. д 4/5113035 филиал ППП Патентф, г.ужгород, ул,Проектная,4 готовки, равном 0,9-2,7, причемобжатие за проход составляет 20-50.Источники информации, принятыево внимание при экспертизе1. Бровман М.Я., Зеличенок Б.Ю.,Герцев А.И. Усовершенствование технологии прокатки толстых листов,Металлургия, М., 19 б 9, с,22-27,2. Заявка Р 243 ь 814/27,кл. В 23 Р 3/00, 1977, по которойбыло принято решение о выдаче авторского свидетельства.
СмотретьЗаявка
2552906, 05.12.1977
ПРЕДПРИЯТИЕ ПЯ Р-6209
ФРОЛОВ АЛЕКСАНДР ВИКТОРОВИЧ, КАЛУГИН ВИКТОР ФИЛИППОВИЧ, РАЗУВАЕВ ЕВГЕНИЙ ИВАНОВИЧ, АКСЕНОВ БОРИС НИКОЛАЕВИЧ, ТЕРЕНИН ВИКТОР СЕРГЕЕВИЧ, ГЕРАСИМОВ ДАНИИЛ ЕФИМОВИЧ
МПК / Метки
МПК: B21H 8/00
Метки: алюминиевых, жаропрочных, листов, сплавов, титановых, толстых
Опубликовано: 30.04.1979
Код ссылки
<a href="https://patents.su/3-659260-sposob-polucheniya-tolstykh-listov-iz-alyuminievykh-zharoprochnykh-i-titanovykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения толстых листов из алюминиевых, жаропрочных и титановых сплавов</a>
Способ обработки титановых сплавов с пластинчатой структурой

Номер патента: 1014974
Опубликовано: 30.04.1983
Авторы: Кайбышев, Лутфуллин, Салищев, Султанова
МПК: C22F 1/18
Метки: пластинчатой, сплавов, структурой, титановых
...более дисперсного мартенсита, При нагреве закаленного сплава до температур на 1 ОС ниже полного полиморфного сплава (на этапе первого цикла термоциклирования) происходит распад мартенсита с образованием относительно (в сравнении с исходной пластинчатой структурой) дисперсных пЛастин с-фазы, наследующих дефектную структуру мартенсита, выраженную во множественном двойниковании. К-пластин. Наличие двойниковых границ и субграниц, разделяющих пластину-кристалл о-фазы на ряд более мелких объемов, позволяет в процессе термоциклирования трансформировать пластинчатуюструктуру сплава в глобулярную путем сфероидизации субзерен с формированием новых о-зерен в бывшей о-пластине . Возможность осуществления преобразования пластинчатой структуры в...
Способ получения листов из титановых сплавов

Номер патента: 730395
Опубликовано: 30.04.1980
Авторы: Аксенов, Герасимов, Калугин, Разуваев, Сухарев, Теренин, Фролов, Шарыпин
МПК: B21B 3/00
Метки: листов, сплавов, титановых
...Далее заготовку охлаждают до температуры д +Р-области (ниже температуры пьлиморфцого превращения ца 10-30 С), а затем производят прокатку вдоль оси заготовки ца конечный размер с суммарной 1 О степенью деформации 30-50%.Использование в качестве исходной заготовки под горячую прокатку круглого слитка приводит к сокращению технологического процесса получения толстых листов из титановых сплавов, так как позволяет ликвидировать такие операции как нагрев и ковку или штамповку круглых слитков на слыбы, а также строжку слябов.Для разбивки раската по ширине прокатку проводят под углом 30 60 к оси стана. Выбор углов разбивки осуществлен экспериментальным путем, Опытным путем установлено, что применение углов для25 разбивки раската более 60 о...
Способ получения листов из сплавов молибдена горячей прокаткой
Номер патента: 713626
Опубликовано: 05.02.1980
Авторы: Карелин, Корчагин, Кузнецов, Пановко, Пчицкий, Репина, Соколов, Уманский
МПК: B21B 3/00
Метки: горячей, листов, молибдена, прокаткой, сплавов
...не менее 80-ООж Я.Недостатком такразвитие значигельконтактных зон д.дит к образованиюмвлоппастичных сплавах.Известен способ получения листа, япример, из сплава молибдена (ММС),включающий горячее прессование и проку в направлении, перпендикулярном ос. Кузнецов, А. М. Уманский,П. Репина и И. В, Соколов первичной деформации. При епосле прессования составляетмарная вытяжка после прокатЭтот способ позволяет умконтактные вонью деформациино воздействовать нв грубоэерструктуру прессованной загогозначительная по величине вынаправлении приводит к анизосвойств на горячекатаном лисразмеров.Белью изобретенияанизотропии пластическкости листа и повышепрн листовой штамповкЗаказ 9170/5 Тираж986 Подписное ЦНИИПИ Государственного комитета СССР по...
Сплав на титановой основе

Номер патента: 144993
Опубликовано: 01.01.1962
Авторы: Глазунов, Каганович, Кушакевич, Моисеев, Шабров
МПК: C22C 14/00
Метки: основе, сплав, титановой
...2 Состояние образцов Механические свойстваГредел прочности,кг/лсм"1 СО 140 Предел текучести, кглсм- ". 92 128 Относительное удлинение1=5,65/Р % 17 8 В таблице3 приведены механические свойства сплава для образцов, испытанных при повышенных температурах. Таблица 3 Температура испытаний, С Механические свойства сплава200 300 350 400 20 118 112 108 104 108 101 97 90 140 Г 1 редел прочности кг/мм- Предел текучести, кгслслс 128 Относительное удлинение 1 = 5, 65 / 1 % 9 11 10 Закалка в старение сварного соединения, проведенные по режиму, применяемому для основного металла, упрочняют до его уровня сварной шов.Свойства сварных образцов из листов толщиной от 1,0 до 6,0 лслс в сравнении с образцами из основного металла приведены в...
Способ получения плакированных листов из сплавов на основе ниобия
Номер патента: 543486
Опубликовано: 25.01.1977
Авторы: Вергасова, Волин, Данилина, Демкин, Натапов, Сутина, Фомин, Чижов
МПК: B23P 3/06
Метки: листов, ниобия, основе, плакированных, сплавов
...между которыми размешают прослойку из титана. Собранный пакет помешают в вакуумную печь и нагревают до температуры на 20 С, превышаюшей температуру плавления прослойки, Для уменьшения толщины прослойки на пакет устанавливают небольцой груз, создаюший давление в пределах 0,001-0,1 кГ/мм и достаточный для выдавливания избыточного количества жидкой прослойки. В результате образовавшая ся прослойка имеет толшину 0,1 мм, Послео достижения температуры 170050 С производят выдержку в течение 5 мин, что обеспечивает протекание процессов жидкофазной диффузии, приводяшей к плотному соединению слоев между собой. При охлаждении пакета после расплавления прослойки по достижении температуры 1400 С осушествляют выдержку в течение 3 час,...
Предыдущий патент: Устройство для прокатки канавок
Следующий патент: Способ изготовления деталей обработкой давлением
Случайный патент: Автономный инвертор тока