Патенты опубликованные 23.09.1991
Способ получения порошков молибдена и вольфрама

Номер патента: 1678535
Опубликовано: 23.09.1991
Авторы: Поляков, Полякова, Самсонова
МПК: B22F 9/30, C22B 34/34, C22B 34/36 ...
Метки: вольфрама, молибдена, порошков
...ьфрама- молибдеколбе в о кипения ссчитываб прост в аппаратурном ребует дорогостоящих репо качеству полученные ют получаемым водородием. Данныи спосо оформлении и не т агентов. При этом порошки не уступа ным восстановлен(2120 ют по ОМН 2 РМе (1 Ф ормул 1. Способ ена и вольф кое разложе тл ич аю прощения те ие молибден е де взят ГОСУДАРСТВЕ ННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР(71) Бийский филиал Алтайческого института им. И.И.(56) Зеликман А,Н., Меерсогия редких металлов, -1973, 670 с.Балихин В,С., Резничесы получения и рафинироваметаллов. - М.: Наука, 1975 Изобретение относится к по металлургии, в частности к спо лучения металлических порошков Целью изобретения являетс ние технологии,П р и м е р. Соль типа Ма 2 Ме хН 2 Ме...
Способ получения порошов молибдена и вольфрама

Номер патента: 1678536
Опубликовано: 23.09.1991
Авторы: Поляков, Полякова, Самсонова
МПК: B22F 9/30, C22B 34/34, C22B 34/36 ...
Метки: вольфрама, молибдена, порошов
...22 В 34/34, 34/3 4) СПОСОБ ПОЛУЧЕНИЯ :1 ОЛИБДЕНА И ВОЛЬФРАМ (57) Изобретение относится металлургии, в частности к сп ния металлических порошков тения - упрощение техколог окисдное соединение вольф либдена растворяют в распл бамиде, Полученное биуретн подвергают термическому ра доступа воздуха, Качество л рошков не ниже полученных нием водородом. Способ дорогостоящих реагентов и и турном оформлении. 1 з.п, фк порошковой особам получе, Цель изобреии. Для этого рама или моавленном карое соединение зложению без олучаемых по- восстановлене требует рост в аппаралы, 1 табл. Мк-де - молекулярная масса карбамида;. Мме - молекуляркая масса металла.Далее колбу герметизируют и нагревают до температуры термического разложения полученного биуретного...
Способ формообразования точных фасонных поверхностей

Номер патента: 1678537
Опубликовано: 23.09.1991
Авторы: Клебанов, Самарин, Селина
МПК: B23B 1/00
Метки: поверхностей, точных, фасонных, формообразования
...вращение иэделия большей допустимой скоростью. В ессе точения угловую скооость обрабамого изделия изменя:.т по зависи 1 Б 78537(Х) й 4 екс олжительность вращения изделия после обработки.П р и м е р, Алмазное точение вогнутой оптической поверхности зеркала из сплава АМгб выполняют на станке МА. Размеры иэделия показаны на фиг. 2, По радиусу 8925 движется режущая кромка инструмента, Схема силового воздействия показана на фиг. 1, где показаны обрабатываемая оптическая деталь 1, суппорт 2 с инструментом, ось 3 поворота суппорта, приспособление 4, грузы 5, вращающиеся вместе с изделием,Отклонение заданной поверхности от сферы радиуса В 925 в направлении оси. Го = 80 ( - ) +240, мкм,300где х - радиус точки поверхности, мм,Для...
Способ формообразования точных фасонных поверхностей

Номер патента: 1678538
Опубликовано: 23.09.1991
Авторы: Клебанов, Самарин, Селина
МПК: B23B 1/00
Метки: поверхностей, точных, фасонных, формообразования
...скорость вра щения изделия. устанавливают его на станок и вращают в течение указанного 5 времени с наибольшей допустимой скоростью, Выполняют точение, управляя упругими и развивающимися во времени деформациями ползучести обрабатываемого изделия, изменяя его угловую скорость 10 по зависимости 15, Формула изобретенияСпособ формообразования точных фа сонных поверхностей, при котором в процессе точения управляют упругими деформациями и развивающимися во времени деформациями ползучести, изменяя скорость вращения изделия, о т л и ч а ю щ и й с я тем, что, с целью расширениятехнологических возможностей, повышения точности и производительности, предварительно определяют наибольшую допустимую скорость вращения изделия и 0 производят...
Устройство для механической обработки

Номер патента: 1678539
Опубликовано: 23.09.1991
Авторы: Босин, Дудка, Лаптий, Литвиненко, Мезенцев
МПК: B23B 1/00
Метки: механической
...помощью шариковых опор. На шестерне 5 эксцентрично расположен шпиндель 9 с шестерней 10 и установленным в нем инструментом 11, Шестерня 10 кинематически связана с шестерней 12 ус,ановленной в отверстии шестерни 5 с помощью шариковых опор. Шестерня 12 в своа очередь кинематически связана с шестерней 13, при этом наружные зубья шестерни 12 входят в зацепление с внутренними зубьями шестерни 13, которая кинематически связана с шестерней 14, установленной на одной оси с приводом 15, Шестерня 13 установлена своей наружной цилиндрической поверхностью с помощью шариковых опор во внутренней цилиндрической поверхности шестерни 6. При этом шестерни 4, 6 и 13 расположены соосно корпусу 1, а шестерня 5 и 12 соосны друг другу.1678539 Составитель Д,...
Способ обработки с дроблением стружки

Номер патента: 1678540
Опубликовано: 23.09.1991
МПК: B23B 1/00
Метки: дроблением, стружки
...с дроблением стружки при обработке детали 1 осуществляетсярезцом 2, которому сообщают движениеподачи Я, Резец 2 имеет возможность возвратно-поворотных движений вокруг оси3, неподвижно закр-пленной в резцедержателе 4, перпендикулярно основнойплоскости, и располокенной в плоскостирезания, На головке резца 2 расположенрежущий элемент 5, Привод возвратно-поворотных движений осуществляют, например, через тягу 6, соединенную шарнирно сдержавкой (корпусом) резца 2.Осуществление способа акгивного измельчения стружки протекает следующимобразом,На вращающуюся (и) деталь 1 подают (Я)резцовое устройство, Резец 2 благодарявозвратно-поворотным движениям удалявприпуск частично, чередуя обработанныйучасток с необработанным. 30 При...
Способ нарезания канавок

Номер патента: 1678541
Опубликовано: 23.09.1991
Авторы: Заскалина, Козлов, Лакирев, Миков, Хилькевич
...нарезании винтовых канавок в отверстии 9 заготовки 10 фиг. 2) обкаточный резец 5 контактирует с поверхностью 11, содержащей нарезанные винтовые канавки втулки 12, взаимодействуя при этом с обкаточным резцом 8, который при сообщении инструменту 3 вращательного движения с частотой вращения и и поступательного с подачей Я начинает нарезать винтовые канавки на поверхности 13 в от- . верстии 9.В образовании винтовой канавки участвуют несколько зубьев обкаточного резца 8. Первый зуб имеет минимальную величину внедрения в нарезаемую поверхность 13 заготовки 10, При вступлении в работу последующих зубьев глубина их внедрения вовпадину зуба увеличивается. При дальнейшем перемещении инструмента 3 на поверхности 13 будут образовываться винтовые...
Многошпиндельный станок

Номер патента: 1678542
Опубликовано: 23.09.1991
Авторы: Вахницкий, Киловатый, Шахрай
МПК: B23B 9/00
Метки: многошпиндельный, станок
...воэможности сохранения постоянства кинематической связи шпиндельного блока с приводом шпинделей в процессе поворота шпиндельного блока.На фиг, 1 - 3 изображены варианты компоновки станка, общий вид; на фиг. 4 - схема привода шпинделей станка при зафиксированном шпиндельном блоке; на фиг, 5 - то же, во время поворота шпиндель- ного блока; на фиг. 6 - развернутая схема привода шпинделей станка; на фиг. 7 - 10 - кинематически изображены варианты конструктивного исполнения привода шпинделей станка при зафиксированном шпиндельном блоке.Многошпиндельный станок содержит поворотный шпиндельный блок 1 со шпинделями 2 - 7, кинематически связанными с центральной шестерней 8, и привод вращения шпинделей, Привод содержит двигатель 9, приводную...
Токарный вертикальный многошпиндельный станок

Номер патента: 1678543
Опубликовано: 23.09.1991
Авторы: Агеев, Азаров, Алафузов, Галкин, Королев, Новиков
МПК: B23B 9/12
Метки: вертикальный, многошпиндельный, станок, токарный
...стола, несущего обрабатываемые изделия относительно неподвижной части, на которой расположены суппорты 3 с режущим инструментом, производящим по заданной программе обработку деталей б на рабочих позициях. Одновременно на загрузочной позиции (их может быть две, расположенные диаметрально противоположно) производится смена обработанной детали на заготовку. В процессе обработки деталей расположенные на рабочих позициях входы 33 и 35 стола 4 соединены с выходами 29 и 31 опорной гильзы 8, в результате чего масло под давлением от источника 11 по подводам 25 и 27 и отводам 37 и 39 подается в штоковые полости 40 гидроцилиндров 7 эа 167854351015 25 30 35 40 45 50 55 жимных устройств, расположенных на рабочих позициях, чем достигается надежный...
Устройство для направления и подачи прутков

Номер патента: 1678544
Опубликовано: 23.09.1991
МПК: B23B 13/00
Метки: направления, подачи, прутков
...устройства, при этом один гидроцилиндр через круглые направляющие 20 осуществляет одновременное перемещение всех ползунов 19 для разжима прутка, 45 50 55 5 1020ЗО40 На той же станине устанавливается механизм подачи прутка и толкэтеля с электрическим приводом (не показаны).В положении на фиг. 1 пруток 24 сцентрирован и зажат в зажимном механизме пальцами 12 посредством пружины 9, которая воздействует на втулку 10 и на пальцы 12, упирающиеся во внутреннюю коническую поверхность 16 втулки 17. В этом положении ползун 19 отведен влевогидроцилиндром, и упорный винт 35 сжимает пружину 28, а рычаги 33 с призмами 34 развернуты до горизонтального положения, при котором пруток не касается поверхностей призм 34.При вращении прутка от...
Режущий инструмент и способ определения его геометрических параметров
Номер патента: 1678545
Опубликовано: 23.09.1991
Авторы: Гринберг, Лобанов, Межвинский
МПК: B23B 27/00
Метки: геометрических, инструмент, параметров, режущий
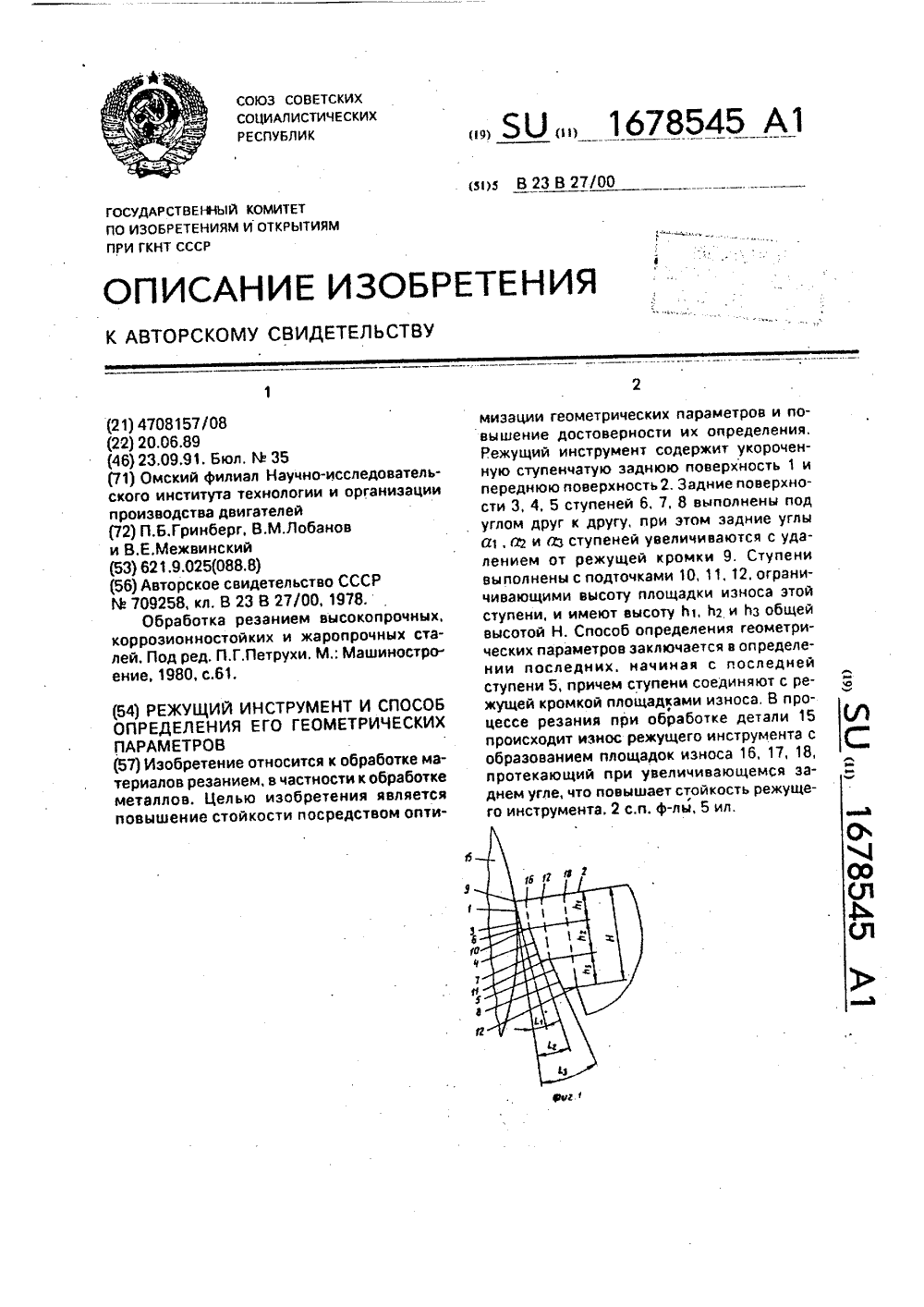
...соединяют с режущей кромкой площадкой 14 износа, а на ступени 8 выполняют задний угол, равным а 3", и глубину подточки, равную Ьз, На следующем этапе таким же образом определяют значения а 1 и Ь 1 для ступени 6, при этом в каждом эксперименте ступень 8 выполняют с а 3" и Ьз, а ступень 7 саД и Ь 2Режущий инструмент работает следующим образом.При обработке детали 15 вначале в работу вступает ступень б с задним углом а 1, наименьшим из выполненных на режущем инструменте, что позволяет в ответствен ный момент приработки резца повыситьпрочность режущей кромки и виброустойчивость. По мере износа ступени б угол а 1 принимает значение О, образуя площадку 16 износа первой ступени, Износ площадки 16 10 продолжается до соединения ее со ступенью 7,...
Режущая пластина для сборного инструмента

Номер патента: 1678546
Опубликовано: 23.09.1991
Авторы: Мальцев, Пикунов, Стасов
МПК: B23B 27/00
Метки: инструмента, пластина, режущая, сборного
...выступами 4 и 5, каждый иэ которых ограничен хордой и стенкой отверстия. Другая ступень выполнена цилиндрической, Между ступенями выполнена переходная фаска. Форма отверстия пластины исключает концентраторы напряжений, что повышает ее прочность и позволяет выполнять пластину из хрупких инструментальных материалов и расширить эа счет этого ее технологические возможности, Закрепление. пластины может производиться как с помощью специального крепежного элемента, взаимодействующего с конической ступенью, так и с помощью винта с конической головкой, взаимодействующего с переходной фаской, 3 ил.(56) Авторское свидетельство СССРВ 526452, кл. В 23 В 27/00, 1974.(54) РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СБОРНОГО ИНСТРУМЕНТА(57) Изобретение относится к...
Регулируемый резцедержатель

Номер патента: 1678547
Опубликовано: 23.09.1991
Автор: Тимофеев
МПК: B23B 29/00
Метки: регулируемый, резцедержатель
...со скосом на выступе 6 вкладыша 5. На торце гайки 2 имеется радиальный паз 14,Резцедержатель работает следующим образом.После установки режущего инструмента 9 в гнездо сферической державки 8 вращением гайки 2 осуществляют предварительный зажим державки 8 между сферическими поверхностями 3 и 7 гайки и вкладыша, Затем, установив инструмент в требуемое осевое положение посредством винта 13 и гайки 2 и в требуемое угловое положение посредством поворота державки с инструментом, осуществляют его окончательное закрепление посредством гайки 2, При этом части державки, образованные прорезями, за счет упругих свойств обжимают хвостовик инструмента и он плотно эакимается в гнезде и резцедержателе. При необходимости резца на угол, близкий или равный...
Патрон для закрепления инструмента

Номер патента: 1678548
Опубликовано: 23.09.1991
Автор: Костомаркин
МПК: B23B 31/02
Метки: закрепления, инструмента, патрон
...пазы,предназначенные, соответственно, для прохода и размещения выступа 7(не показаны). 35На тыльной части корпуса 1 имеется направляющий паз 8 для размещения пружины 9 и защелки 10, которая можетвзаимодействовать с пазом на торце втулки5 для предотвращения ее поворота в положении закрепления инструмента в корпусепатрона, Цилиндрическая гайка 11 и редназначена для опоры пружины 9, прижимающей защелку 10 к торцу втулки 5,45При необходимости использования инструмента с коническим хвостовиком (предусмотренным стандартом) применяют квадратную насадку 12 (фиг. 5) с коническим отверстием 13, в которое вводят хвостовик 50 инструмента, удерживаемого в насадке силой трения. Благодаря насадке 12, размер квадрата которой соответствует размерам...
Цанговое устройство

Номер патента: 1678549
Опубликовано: 23.09.1991
Автор: Фрейман
МПК: B23B 31/20
Метки: цанговое
...элементы, выполненные в виде вставок 3 с конусной внутренней поверхностью и коническими хвостовиками 4, Вставка 3 контактирует внутренней конусной поверхностью с нажимным коническим элементом 5, а коническими хвостовиками 4 - с внутренней конической поверхностью обоймы 6. Конический элемент 5 и коническая поверхность обоймы 6 имеют одинаковый угол конусности и соединены между собой с помощью резьбовой тяги 7, расположенной в резьбовом осевом отверстии обоймы 6, чем обеспечивается их синхронное взаимодействие, Обойма 6 соединена с винтовым штоком 8, который проходит сквозь отверстия корпуса 1, а гайка 9 упирается в торец корпуса 1. Пластинки 10 с насечкой служат для надежного закрепления обрабатываемых деталей,Устройство работает...
Зажимной патрон к станку

Номер патента: 1678550
Опубликовано: 23.09.1991
МПК: B23B 31/30
Метки: зажимной, патрон, станку
...4. На одной стороне диска 7 выполнена торцовая .спираль А, а на другой - кольцевой выступ Б, При этом кольцевой выступ Б взаимодействует с промежуточными кулачками 3, а торцовая спираль А - с зажимными кулачками 4. Тяга 6 установлена с возможностью вращения в полом штоке гидроцилиндра 8, закрепленного неподвижно на заднем кснце шпинделя 1, На тяге 6 установлены сцепные муфты 9 и 10, служащие для включения и выключения механизма 7 регулирования,Зажимной патрон работает следующим образом. Регулирование патрона, От системы управления станка подается команда на разжим патрона, При этом в полость В гидроцилиндра 8 подается давление, и тяга 6 вместе с клином 5 и муфтами 9 и 10 сцепления перемещаются вдоль оси шпинделя 1. Взаимодействуя с...
Способ обработки отверстий

Номер патента: 1678551
Опубликовано: 23.09.1991
МПК: B23B 35/00
Метки: отверстий
...со - время работы первой пластины до40 момента врезания второй;,во - угловая скорость вращения.В свою очередь где 1 - путь резания;Ч - линейная скорость,Эти величины выражаем слразом где пх - число оборотов, ко55 заготовка до момента врезстины;Оо - диаметр обработкЧисло оборотовгде Н - расстояние между пластинами, мм; Я - подача, мм/об. Подставив эти величины в уравнение(12) С учетом выражения (12) общие колебания инструмента описываются уравнением 10+ 81 п иу т + Оу зп ( Й)у 1 + %у , (13) Рассмотрим условия, при которых выражение (13) обращается в нуль, т.е. отсутствуют вибрации инструмента, Очевидно, при наличии первичных колебаний величина А 2 всегда отлична от нуля, Поэтому для выяснения условий виброгашения приравняем к нулю...
Способ определения оптимальной скорости резания при механической обработке

Номер патента: 1678552
Опубликовано: 23.09.1991
Автор: Молохов
МПК: B23C 3/00
Метки: механической, обработке, оптимальной, резания, скорости
...режущих кромок торцевой фрезы (определяется как отношение величины износа к пути резания режущей кромки) также при торцевом фрезеровании двух различных материалов,Для обработки берут заготовку и производят обработку ее при различных скоро, БО 1678552 А 1 нической обрабо-ке, Цель изобретения - упрощение способа и расширение технологических возможностей за счет использования способа в условиях прерывистого резания, обработки с переменным припуском и инструментом с криволинейной поверхностью. Производят обработку заготовок при различных скоростях ч резания при постоянной подаче на зуб, Для каждой скорости на выходе инструмента измеряют толщину ножки заусенца, Скорость резания при минимальной толщине ножки заусенца считают оптимальной. 2...
Режущий инструмент

Номер патента: 1678553
Опубликовано: 23.09.1991
Автор: Червяков
МПК: B23C 5/16
Метки: инструмент, режущий
...державка, установленная в корпусе инструмента, поперечное сечение.В пазах корпуса 1 установлены черновые резцы 2, регулируемая державка 3 с пластиной 4 для чистовой обработки, Державка крепится к корпусу 1 с помощью болтов 5. По обе стороны пластины установлены регулируемые по высоте две опоры качения. Первая по направлению подачи опора 6 качения расположена выше второй опоры 7 на величину снимаемого припуска. Вторая опора установлена на одном уровне с зачистной кромкой 8 пластины 4.Регулировка опор б и 7 качения и пластины 4 для чистовой обработки по высоте осуществляется с помощью регулировочных упорных винтов 9,При подготовке к работе державка 3 устанавливается в паз корпуса 1 и крепится болтами 5, Первая по направлению подачи...
Устройство для крепления фрезы

Номер патента: 1678554
Опубликовано: 23.09.1991
Автор: Загуменный
МПК: B23C 5/26
...15, выполненной на лепестках 8. На конической центрирующей поверхности 5 закреплен шпоночный элемент 16, предназначенный для размещения в шпоночном пазу фрезы 6, На противоположном относительно головки 11 конце тяги 10 выполнена резьба, на которой установлена гайка 17, предназначенная для взаимодействия с задним торцам шпинделя 4. Оправка 1 связана также со шпинделем 4 фиксированно от проворота посредством сухарей 18. Переустанавливаемая опора 14 установлена на направляющих 19 с возможностью осевого перемещения и фиксации в требуемом положении посредством винта 20,Устройство работает следующим образом,Оправку 1 сопрягают посредством конического хвоставика 2 с коническим гнездом 3 шпинделем 4 станка, Затем фрезу 6...
Инструментальный блок для обрезки полых деталей

Номер патента: 1678555
Опубликовано: 23.09.1991
Авторы: Еремин, Павлов, Шаповалов
МПК: B23D 21/00, B23D 31/00
Метки: блок, инструментальный, обрезки, полых
...перемещается в крайнее нижнее положение, Во время хода стакана 4 происходит сжатие пружины 10 и поочередное воздействие клиньев б на рабочие профили соответствующих кулачков 7. Сжимаемая стаканом пружина 10 обеспечивает удержание матрицы 3 от осевого перемещения, а взаимодействующие с кулачками 7 клинья 6 осуществляют ее планетарное передвижение в поперечной плоскости, В результате такого движения матрицы прбисходит Отрезка края детали 22. Следует отметить, что в процессе отрезки детали подаватель 21 воспринимает незначительный по величине изгибающий момент, определяемый из произведения усилия резания на плечо и. равное расстоянию от торца резца 23 до торцагильзы 15,По окончании отрезки детали стакан 4под действием копира 49 возвращается...
Устройство для резки пруткового материала

Номер патента: 1678556
Опубликовано: 23.09.1991
Авторы: Блик, Васильковский, Евменов, Рыбкин, Шадский, Шевелев
МПК: B23D 23/00
Метки: пруткового, резки
...давление жидкости в цилиндр 35 механизма 9 обратного хода привода передвижения подвижной плиты 2, и подвижный втулочный нож 4 с отрезанной частью возвращается в исходное положение, далее подается давление жидкости в цилиндры 24 и 27, а цилиндры 25 и 26 сообщаются со сливом, после чего накатные но 35 40 45 50 55 Каретка 8, в которую устанавливается сменный упор 7, снабжена выступами 32, сопрягаемыми с пазами 33, выполненными в неподвижной плите 1, с возможностью вертикального перемещения каретки 8 вдольоси заготовки, При опускании каретка 8 фиксируется на упоре 34, а механизм 9 обратного хода подвижной плиты 2 выполнен в виде гидроцилиндра 35, вмонтированного в основание 31 неподвикной плиты 1, при этом плунжер гидроцилиндра 35...
Способ изготовления закаленных зубчатых колес

Номер патента: 1678557
Опубликовано: 23.09.1991
Авторы: Копф, Митрофанов, Овумян, Панфилов, Синицына
МПК: B23F 5/26
Метки: закаленных, зубчатых, колес
...колеса используют инструмент с дополнительными режущими кромками, выполненными, например, в виде круглого резца.Дополнительные кромки должны выступать над исходной инструментальной поверхностью на величину Л = 1,3(пч 2)С, где в - модуль станочного зацепления; Е - число зубьев обрабатываемого колеса; С = 0,25- ( /) 0,5 - величина, характеризующая жесткость системы СПИД. 6=13 с,одуль станочного зацепления;1678557 Е - число зубьев обрабатываемого колеса; Составитель И.КузнецоваТехред М.Моргентал Корректор С,Черни Редактор В.Данко Заказ 3169 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4(5Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина,...
Устройство для нарезания резьбы

Номер патента: 1678558
Опубликовано: 23.09.1991
Авторы: Губин, Ларионов, Ларионова, Рудкий
МПК: B23G 5/00
...закреплена гильза 19 с помощью шпонки 20, На гильзе 19 с диаметрально противоположных сторон установлены ролики 21, а внутри расположен шпиндель 22 с резцедержателем 23, Шпиндель 22 через систему гибкой передачи 24 связан с двигателем (не показан), Гайка 6 снабжена скобой 25, контактирующей с роликами 21, Скоба 25 крепится к гайке 6 с помощью пальца 26 и вин ге 27,Устройство работает следующим образом,С помощью винтов 12 и 13 устанавливается угол конусности нарезаемой резьбы, Ослабив ручку 8 поворотом внутренней втулки 7, устанавливаем необходимый диаметр нарезаемой резьбы в основной плоскости. Винтом 27 устанавливаем скобу под необходимым углом к вертикальной плоскости. Если необходимо нарезать коническую резьбу с шагом, равным...
Устройство для электрохимического заострения деталей

Номер патента: 1678559
Опубликовано: 23.09.1991
МПК: B23H 3/00
Метки: заострения, электрохимического
...цикла промывки зонда. Основание через цепь 24 соединено с источником тока и держателем, Между крестовиной 3 и плитой 13 установлена пружина 25, Головка 17 состоит из корпуса, закрепленного на валике 16 винтом 26, и планки 27,имеющей возможность радиального перемещения и фиксации относительно корпуса толовки 17 винтами 28 и 29. В планку 27 запрессована ось 30, на которой сидит кулачок 31, который фиксируется зажимом 32. Профиль каждого выступа на головке 17 рассчитан таким образом, чтобы обеспечить постоянную линейную скорость зонда при возвратно-поступательном движении на позиции образования конуса, Выступы на кулачке 31 имеют протяженность, обеспечивающую заданную продолжительность контакта торца зонда с поверхностью...
Способ электроэрозионного легирования

Номер патента: 1678560
Опубликовано: 23.09.1991
Авторы: Анисимов, Буркацкий, Перченко, Серобабин
МПК: B23H 9/00
Метки: легирования, электроэрозионного
...плоскости. Регулирование величины поперечного возвратно-поступательного перемещения электрода-инструмента осуществляют с помощью регулятора ло времени на прохождение электродом-инструментом заданной ширины участка 2 легирования. Слежение, т.е. регулировку межэлектродного зазора, осуществляют с помощью регулятора по параметру, связанному с параметром технологического тока,Электрод-инструмент 3 устанавливают на участке 2 упрочняемой кромки, включают источник технологического тока, включают движение поперечной подачи и производят обработку, После выхода электрода-инструмента за режущую кромку прерывают подачу технологического тока и прекращают слежение за межэлектродным зазором, поднимают электрод-инструмент с помощью регулятора...
Сварочная установка

Номер патента: 1678561
Опубликовано: 23.09.1991
Авторы: Гавриш, Грановский, Лившиц, Макаренко
МПК: B23K 9/00
Метки: сварочная
...15, определяющим время задержки подачи импульса по отношению к началу полуволны данной полярности, Регулятор 16 таким же образом позволяет регулировать момент подачи импульса при полуволне противоположной полярности,При сварке на переменном токе высоколегированных сталей, алюминия, магния,никелевых сплавов, меди стабильность дуги оказывается низкой и недостаточной для повторного возбуждения дуги. Поэтому для повторного возбуждения дуги применен специальный импульсный стабилизатор, включаемый в сварочную цепь и подающий на дуговой промежуток короткий импульс высокого напряжения, обеспечивающий поджиг дуги, В стабилизаторе 10 момент подачи импульса при каждой полярности сварочного тока может регулироваться регуляторами 15 и 16, Сварочная...
Вибратор электрода для сварки

Номер патента: 1678562
Опубликовано: 23.09.1991
Авторы: Коприков, Корушонков, Протасов, Синяков, Четин
МПК: B23K 9/022, B23K 9/30
Метки: вибратор, сварки, электрода
...и входящего без зазора в прорезь,На конце винта 10 установлен подшипник 26 для соединения винта с объектомколебаний. На корпусе 1 вибратора имеются отверстия (не показаны) для его крепления.Вибратор монтируется следующим образом.Корпус 1 вибратора устанавливается нанесущую конструкцию, например, сварочного автомата и закрепляется через отверстия винтами, а конец винта 10 посредствомподшипника 26 соединяется со сварочнойгорелкой,Вибратор работает следующим образом,Вращение от электродвигателя 2 передаетсязубчатому колесу 4, а от него находящимся с ним в зацеплении двум зубчатымколесам 8 и 9. При этом зубчатое колесо 8за один. свой оборот позволяет перемещатьвинт 10 в осевом направлении на величину 10 15 20 25 30 35 40 шага...
Горелка г. а. шагалова для дуговой сварки неплавящимся электродом в защитных газах

Номер патента: 1678563
Опубликовано: 23.09.1991
Автор: Шагалов
МПК: B23K 9/16
Метки: газах, горелка, дуговой, защитных, неплавящимся, сварки, шагалова, электродом
...- расширение технологических возможностей горелки путем обеспечения сварки плавящимся электродом,На чертеже показана горелка, разрез, Горелка содержит корпус 1, выполненный с цилиндрической поверхностью, переходящей в коническую у рабочего торца. В корпусе 1 установлена цанга 2 для крепления неплавящегося электрода, Цанга 2 образует с корпусом 1 камеру 3 для защитного газа. В корпусе 1 выполнены радиальные каналы 4, соединяющие камеру 3 с полостью сопла 5, закрепленного на корпусе 1, Радиальные каналы 4 выполнены в стенке корпуса с цилиндрической наружной поверхностью, которая расположена с кольцевым зазором относительно внутренней поверхности сопла 5, Этот кольцевой зазор соединен и с полостью сопла 5 и с радиальными каналами...
Способ аргонодуговой сварки неповоротных стыков трубопроводов

Номер патента: 1678564
Опубликовано: 23.09.1991
Авторы: Васильченко, Голуб, Задоенко, Морочко, Новиков, Рачков, Токарев, Шкандыков
МПК: B23K 31/02, B23K 9/167
Метки: аргонодуговой, неповоротных, сварки, стыков, трубопроводов
...системы аргоном и затрудняет вращение сварочной го 5 ловки, а при величине К более 39 мин/лчрезмерно возрастает расход защитногогаза,При Л более 0,2 мм шов подверженокислению, при Л менее 0,05 зазор д10 уменьшается настолько, что затрудняетсявращение сварочной головки.При б менее 0,8 мм корень шва подвержен окислению, а при б более 1,8 мм увеличивается расход аргона, что так же способствует15 окислению корня шва.При величине зазоров д 1 более 3,45 ммснижается качество защиты металла шва, апри д 1 менее 0,51 мм затрудняется вращение сварочной головки и снижается производительность сварки из-за увеличениявремени продувки системы аргоном.При сварке вертикальных или наклонных на угол до 45 к вертикали трубопроводов для повышения...