Патенты опубликованные 23.08.1990
Устройство слежения за стыком при дуговой сварке

Номер патента: 1586873
Опубликовано: 23.08.1990
Авторы: Власов, Тимченко, Цыбулькин
МПК: B23K 9/10
Метки: дуговой, сварке, слежения, стыком
...перемещение горелки . Од" новременно через элемент И 26 поступа.ют импульсы на вход делителя 30 частоты. Через интервал времениТ = -(2)1 р 5 158687 та 25, вход инвертора 32, вход формирователя 33 импульсов объединены между собой и. образуют вход блока 5 управления, связанный с выходом блока 3 сравнения. Второй вход элемента И 27 соединен с выходом инвертора 32, а выход элемента И 27 образует выход 10 блока 5 управления, Выходы элемен- . тов И 23 и 24 образуют соответственно 10 выходы 13 и 14 блока 5 управления,Привод 6 коррекции, включающий усилитель мощности, двигатель и исполнительный механизм, предназначен для осуществления перемещения сварочной горелки 7 в положительном и отрица-. тельном направлениях поперек линии...
Способ сварки плавлением стыковых соединений труб

Номер патента: 1586874
Опубликовано: 23.08.1990
Авторы: Белкин, Буренов, Ротштейн, Фролов
МПК: B23K 9/16
Метки: плавлением, сварки, соединений, стыковых, труб
...химического анализа основного металла по линии сплавленияи металла шва при сварке отечественнои11 1 стали со сталью фирмы Сандвик и "Кобе Стел" приведены в табл,З.Благодаря выбранным величинам заглубления присадочного элемента,в основной металл все стыковые соедииеания одной толщины изразных материалов свариваются на одном и том же режиме.Способ обеспечивает возможность сварки сталей одного структурного класса, но различных по химическому составу и отличающихся по свариваемости, возможность сварки указанных сталей на одном и том же режиме при применении расчетйой величины заглубления, облегчение процесса сварки за счет изменения размеров лрисадочного элемента, возможность сварки рафинированных сталей и разнородных металлов....
Электрододержатель
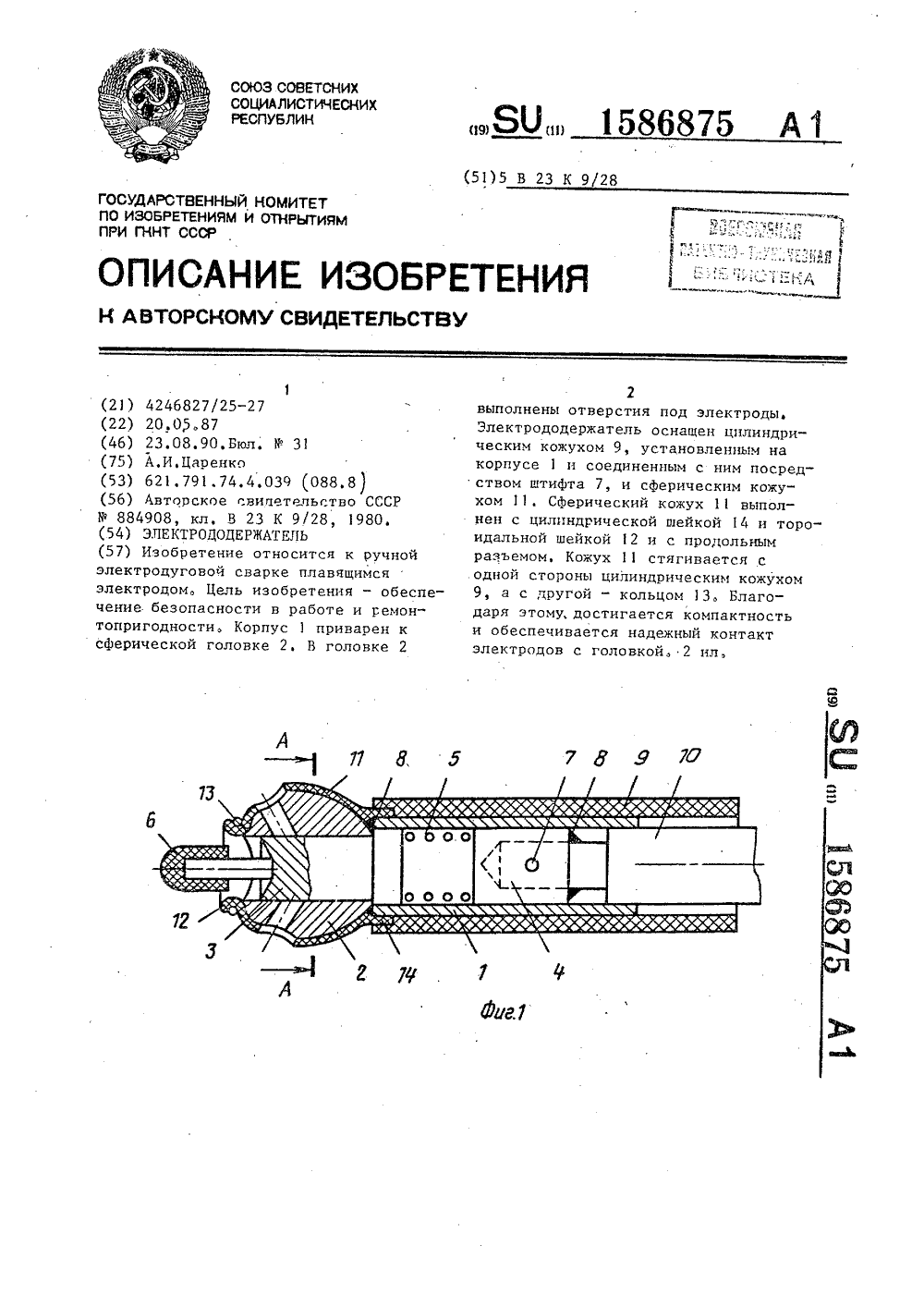
Номер патента: 1586875
Опубликовано: 23.08.1990
Автор: Царенко
МПК: B23K 9/28
Метки: электрододержатель
...питания вторым концом соецинен с источником сварочного тока. 30 Сферический кожух 11 выполнен с продольным разъемом из электроизоляционного теплостойкого материала и имеет две шейки - тороидальную35 и цилиндрическую, Первая шейка 12 стягивается снаружи кольцом 13 круглого профиля, а вторая шейка 14 имеет цилиндрическую форму и стягивается снаружи цилиндрическим кожухом 9. я 0 Продольный раз.ьем 15 предусмотрен для удобства сборки и демонтажа, а боковые отверстия в кожухе 11 соосны с отверстиями под электроды в сферической головке 2, но но размеру их 45 ,превьшают, чтобы не мешать надежному электрическому контакту конца электрода с головкой. При работе электррдодержателя токот кабеля 10 через вставку 4 и штифт7 подается к электроду....
Способ сварки давлением

Номер патента: 1586876
Опубликовано: 23.08.1990
Авторы: Андыбов, Бондарчук, Ващенко, Казымов, Кучук-Яценко, Никитин, Солодовников, Титус, Чередничок, Швец
МПК: B23K 11/04
...вся зона с температурой,при которой происходят структурныепревращения. Увеличение 1 ) 4 1 у повышает эффективность охлаждения,однако это приводит к чрезмерномуувеличению сопротивления вторичногоконтура, что отрицательно влияет напроцесс оплавления,После сварки разжимают подвижныйзажим и удаляют грат путем перемещения бандажа зажимом,Примером конкретного примененияспособа сварки давлением может служить контактная стыковая сварки трубдиаметром 114-325 нм с толщиной стенки 4-7 мм на сварочной машине К,серийно выпускаемой КЗЭСО, Первоначально на свариваемые концы трубустанавливают бандажи, на трубу, ус 1 тановленную в неподвижном зажиме, устанавливают обычный бандаж, а натрубу, устанавливаемую в подвижномзажиме, бандаж,...
Источник питания для контактной сварки с автоподстройкой режима

Номер патента: 1586877
Опубликовано: 23.08.1990
Авторы: Белозеров, Бравинский, Лапкин, Миронов, Щербаков
МПК: B23K 11/24
Метки: автоподстройкой, источник, контактной, питания, режима, сварки
...контакты 18 и 20и размыкаются контакты 23, Последними разрывается цепь подготовки программатора 21 и он своим выходомчерез контакты 20 подключается к интегратору 12.Пусковое устройство 19 синхроннос напряжением сети в начале каждогополупериода выдает управляющие импульсы тока 1 ; на симистор 2, через программатор 21 напряжения обеспечивается питание интегратора 12напряжения, величина напряжения на.котором в момент С 1 равна Уц - Уп(Фиг.2 б). Далее напряжение на интеграторе У - 11 возрастает повыбранной экспоненциальной зависимости, на выходе интегратора формируется пилообразное напряжение П, таккак в качале каждого полупериода напряжения сети ключ 13 открывается накороткое время и происходит сброс напряжения с емкости интегратора....
Устройство для нанесения металлических покрытий на ленту

Номер патента: 1586878
Опубликовано: 23.08.1990
Авторы: Белевский, Ошеверов, Смирнов, Титова
МПК: B23K 20/04
Метки: ленту, металлических, нанесения, покрытий
...работает следующим образом.Вращающаяся по направлению стрелки щетка 1 ворсом 2 контактирует с бруском 3, прижатым к ее периферийной поверхности 1. С бруска 3, выполненного иэ металла покрытия ( например, медного), металл покрытия переходит на ворс щетки и в месте 11 45 рабочего контакта переносится на поверхность 14 ленты 8, образуя на ней слой 16 меди. Ленту перемещают, разворачивают на обводном ролике 9 и через направляющий ролик 10 подают к месту 12 рабочего контакта поверхности 14 ленты с периферийной поверхностью щетки. Ворс щетки, перемещаясь от места 11 рабочего контакта к месту 12 рабочего контакта, контактирует с дополнительным бруском 4 из металла покрытия (например, алюминиевым), При этом на поверхность 14, уже покрытую...
Способ сварки трением

Номер патента: 1586879
Опубликовано: 23.08.1990
Авторы: Матвеев, Рыжков, Широков
МПК: B23K 20/12
...и смещеныодна относительно другой на длину поперечного сечения детали. Торцы дета- З 5лей 8 вводят в соприкосновение с плоскостями дисков 9, вращаемых электромоторами 10, так, чтобы ось диска 9совпадала с осью разогреваемой детали8. Гидроцилиндрами 11 производят поджатие деталей в. осевом направленииЪдля увеличения силы трения между торцами деталей 8 и плоскостями дисков 9.После достижения торцами деталей 8температуры сварки производят проковку, для чего подвижный суппорт 2по направляющим 4 смещают вправо доограничителя 6. В результате этогоплоскости вращающихся дисков начинают смещаться с торцов деталей, но 5 Оодновременно торец одной детали надвигается на торец другой, Послетого как плоскости дисков полностьюсдвигаются с...
Устройство для диффузионной сварки

Номер патента: 1586880
Опубликовано: 23.08.1990
Автор: Коблов
МПК: B23K 20/16
Метки: диффузионной, сварки
...торцы всех штанг расположены в плоскости сварки и имеют гнезда для крепления распыляю. шихся электрическим взрывом фрльгУстройство работает следующим об разом.1;После установки механизма 2 зажима со сварщаемыми изделиями:3, например из феррита ЗОСЧ-.6, и теплоизоли рующими прокладками 9 в вакуумнойкамере на подвижные ферромагнитные вкладьппи 4 в гнездах торцов токопро-,водящих штанг 10 и 11 закрепляют фоль- гу 6 толщиной 0,025 мм, например, 25 из никеля, Камеру 1 герметизируют:иф .вакуумируют,например, до давления ; 110 Па,. Затем П-образные пуансоны 7с индуктором 5 и рабочий стол 8 подводят к ферромагнитным вкладышам 4 вакуумной камеры, прикладывают давление с целью создания,неразветвленной магнитной цепи высокочастотного индуктора...
Устройство для сжатия деталей при диффузионной сварке

Номер патента: 1586881
Опубликовано: 23.08.1990
Авторы: Беляков, Бердов, Матюшкин, Ротарь, Шкроб
МПК: B23K 20/26
Метки: диффузионной, сварке, сжатия
...13 откачивают воздух, наполняют ее нейтральным 25 газом и герметизируют сваркой при помощи шва 11.При нагревании устройства с деталями на воздухе из-за разности термических расширений материалов составных стяжек и свариваемых деталей 22 и 23 между плитами 1 и 2 возникает сдавливающее усилие, которое через шарики 7 сепаратора 6 и плиту 4 передается на свариваемые детали 22 и 23. 35 В то же время в результате термическо. го расширенияудлинениятолкателей 10 осуществляется угловое перемещение сепаратора 6 с шариками 7 вокруг оси симметрии устройства. При этом шари ки 7, перекатываясь с одной стороны по кольцевой .проточке 5 плиты 4, а с другой стороны по поверхности торцовых кулачков элементов 19, преобра - зуют угловое...
Машина для контактной сварки

Номер патента: 1586882
Опубликовано: 23.08.1990
Авторы: Бойченко, Меркулов, Полуян, Поляченко
МПК: B23K 11/06, B23K 31/02
Метки: контактной, сварки
...11 подвески механизма давленияпутем вращения винта 15 посредствомрукоятки 17,г 0Для получения сварочного швавоздух подается в правую полостьпневмоцилиндра 14, шток 1 б перемещаетвинт 15 и узел 11 подвески совместно со сварочной головкой 4 относитель 55но основания 12 по направляющим 13,при этом электроды 1 О прижимаются ксвариваемой поверхности детали 2,Твключается приводвращения свариваемой детали и от сварочного трансфарматора подается напряжение.Кольцевой шов образуется при вращении детали. При взаимном перемещении электродов и поверхности детали в направлении ее оси на поверхности свариваемой детали получают ряд кольцевых швов с заданной степенью перекрытия, Сварочные электроды-ролики могут быть расположены один относительно...
Устройство для сварки круговых швов

Номер патента: 1586883
Опубликовано: 23.08.1990
Авторы: Гедрович, Калюжный, Черноморов
МПК: B23K 31/02, B23K 37/02
...имеет продольное рифление для взаимодействия спродольным рифлением 19, имеющимсяна штоке 13,Ведомая шестерня 18вращается посредством привода 20 вращения, который может быть размещен непосредственно на диэлектрическом корпусе 1 или выполнен вынесенным. Надведомой шестерней 18 установлен электромагнит 21, который закреплен на корпусе 1 и не связан с ведомой шестер-.ней 18. Сварочный ток подводится ккорпусу 3 посредством подпружиненной 20щетки 22. Защитный газ подводится вустройство через отверстие 23 в щетке22,Устройство работает следующим образом. 25 Перед началом использования устройства на нижний торец центратора 5 на"винчивают насадку 6, соответствующуюдиаметру ввариваемой трубки 7, Насадка 6 имеет диаметр (большее...
Электродный узел для сварки и резки

Номер патента: 1586884
Опубликовано: 23.08.1990
Авторы: Лихинин, Маркевич, Медведков, Петрочук
МПК: B23K 35/02, B23K 9/16
Метки: резки, сварки, узел, электродный
...металла, длину обоймы, выбирают из со- отношения 30 длина полого участка обоймы, мм;величина вылета электродногоузла, которая определяется,длиной рабочего участка соплаи типом сварного соединения,выполняемого с помощью данного электродного узла, мм;наружный диаметр обоймы,мм. где 1. -Составитель Г.ТютченковаРедактор И.Горная Техред М,дидык Корректор,М.Максимишинец Заказ 2389 Тирах 655 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб д. 4/5 Производственно-издательский комбинат "Патент", г,ужгород, ул. Гагарина,101 Изобретение относится к электроду-говой сварке и резке с использованием .защитных газов, в частности к устройствам неплавящихся электродов и моЪжет быть...
Флюс для низкотемпературной пайки

Номер патента: 1586885
Опубликовано: 23.08.1990
Авторы: Мусин, Самойленко, Слонимский, Супрун, Хорунов, Царев
МПК: B23K 35/363
Метки: низкотемпературной, пайки, флюс
...производной формамида ослабляет зависимость полного времени смачивания от температуры нагрева изделия.Флюс представляет собой бесцветную жидкость, имеющу слабый коричневый ,оттенок. Получают флюс смещением ука занных количеств триэтаноламина или ,его производной с Е100, например,Н-метилформамидом. Применяют флюс при пайке и лужении медных псверхнос,тей при температурах нагрева 160 о300 С. Флюс может использоваться при нагреве концентрированными источниками тепловой энергии, например лазерами, при этом разбрызгивания при- . поя и флюса не происходит. Удаление флюсового остатка производится промывкой в деионизованной воде в течение 5 мин..Пределы содержания триэтаноламина во флюсе следующие. При значениях 25 менее 10 и более 80%...
Электрод для сварки

Номер патента: 1586886
Опубликовано: 23.08.1990
Авторы: Глушкова, Земляков, Марсунов, Носов, Феофанов
МПК: B23K 35/365
...железа,Содержание в покрытии электрода плавикового шпата от 18 до 22 снижа- ет пористость в наплавленном металле за счет более полного связывания водорода и удаления его из зоны дуги. При содержании плавикового шпата меньше 18.в наплавленном металле возникает водородная пористость. При содержании плавикового шпата больше 22 нарушается устойчивость дуги, так как из-за снижения скорости затвердевания шлака он мешает процессу сварки.Содержание в покрытии ферротитана в количестве 5-7 и исключение двуокиси титана обеспечивают необходимое раскисление наплавленного металла и исключают нежелательное легирование5 1586886 6титаном, позволяют улучшить уровеньсопротивления хрупкому разрушению,При содержании ферротитана менее 57возникает...
Сварочная головка

Номер патента: 1586887
Опубликовано: 23.08.1990
Авторы: Кудин, Кутузов, Ластовецкий, Литовченко
МПК: B23K 37/02
...коромысло 8, закреплен 1 Оупор 17, отстоящий от поверхности коромысла на величину зазора Я - максимально допустимого отклонения соединения от номинального, в пределахкоторого допускается коррекция траектории перемещения,Сварочная головка работает следующим образом.На позицию сварки подается предварительно собранное под сварку впахле 50стку соединение, например корпус подвески автомобиля. Сварочная головка,установленная на руке робота илидругого автоматического устройстваие показано, подводится к началушва и после возбуждения дуги осуществляет сварку плавящейся электроднойпроволокой 7 с постоянным ее вылетом 1 и заданным углом наклона Ы,сварочной горелки 2. При этом горелка 2 и копирный ролик 6, прижатый куглу нахлесточного соединения...
Устройство для наплавки на торцы заготовок

Номер патента: 1586888
Опубликовано: 23.08.1990
Авторы: Водолазский, Галинский, Замков, Катая, Куцанкин, Мошкин, Сапрыкин, Скрыпка, Тарханов, Топольский, Чепига
МПК: B23K 37/04
Метки: заготовок, наплавки, торцы
...газа.Устройство работает следующим образом,При помощи приводных роликов 18 наплавляемая заготовка 25 подается до откидного упора 12 и замыкает датчик 13, По сигналу датчика 13 система управления подает команду на подачу воздуха в и ривод 15. пластин 21 к подпружиненным упорам, которые обеспечивают плотное прилеганиепластины 21 к заготовке, 1 з,п. ф-лы, 4 ил,Заготовка 25 фиксируется захватами 14, замыкается датчик 16, по сигналу которого отводится упор 12,Поворотную раму 10 поднимают в вертикальное положение, контролируемое датчиком 20, При этом деталь 25 взаимодействует с охлаждающими пластинами 21. Последние, расположенные на направляющей 2 и поворотной раме 10, под воздействием подпружиненных упоров 24 прижимаются к детали 25, при...
Кантователь

Номер патента: 1586889
Опубликовано: 23.08.1990
Авторы: Елманов, Кривленков, Леенсон, Слепкова, Смирнов, Хамритилев
МПК: B23K 37/04
Метки: кантователь
...цим корпус 20 закрепленный нэ траверсе, обойму 21 с ша рамл 22 и плиту 23 с опорным подпятником 24, выполненным в виде винта-гайки и установленным на плите 23 с помощью упорныхподшипников 25,В корпусе 20 встроены четыре винта 26. Фиксатор положения ложемента состоит из откидных опор 27 (фиг, 2), установленных наодной из полок ложемента, и упора 28, установленного на основании 1 с возможностью возвратно-поступательного перемещения.Кантаватель работает следующим образом,При обработке на вращателе изделий конической формы предварительно обе пары приводных балок 8 и 9 устанавливают в положение, при каторсм образующие роликов совпадают с образующей конуса, При этом стойка б установлена параллельно полке ложемента 2,После установки изделия на...
Металлическая формирующая подкладка калюжного в. в. для сварки

Номер патента: 1586890
Опубликовано: 23.08.1990
Автор: Калюжный
МПК: B23K 37/06
Метки: калюжного, металлическая, подкладка, сварки, формирующая
...с выводными планками 19. Регулируемый клапан 10 давлениясостоит из корпуса 20, в котором установленшарик 21, перекрывающий канал 7 поршня6. Шарик 21 поджат к каналу 7 пружиной 22через перфорированную шайбу 23. Жесткость пружины 22 изменяют с помощью гайки 24, внутри которой выполнено отверстие25 для прохода охлаждающей жидкости изканала 7 в трубопровод 11.Формирующая подкладка работает следующим образом,Свариваемые детали 18 устанавливаютнэ формирующую повеохнасть 2 бруса 1,располагая один торец детали 18 околокрышки 12. К торцам деталей 18 приварива 1 Лспальэование подкладки обеспечивает приложение растягивающего усилия к деталям при сварке, снижая при этом остаточные сварочные деформации в тонко листовых конструкциях.Формула...
Способ восстановления звездочек цепных передач

Номер патента: 1586891
Опубликовано: 23.08.1990
Авторы: Андронов, Детковская, Шаповалов
МПК: B23P 6/00, F16H 55/30
Метки: восстановления, звездочек, передач, цепных
...просверливают отверстия 2(фиг. 1), затем по оси Мй(фиг,2) звездочку разрезают пополам, в результате чего образуются.две половины 3 и 4, После снятиянеобходимого металла по плоскости с осью 20Мй две половины 3 и 4 скрепляют болтами5(фиг. 4). Для регулировки размера В, который должен Соответствовать ширине звенацепи, на болты 5 могут быть надеты определенной толщины прокладки 6. В результате 25таких операций изношенные эоны 1 выбираются и звенья цепи располагаются (призацеплении) на новых неизношенных площадях зубьев звездочки. Ширина звездочекпозволяет проводить такие операции, так 30как они в основном изготавливаются литьемс большими допусками на плюс, связанными со сложностью профиля. Выбор повышенной ширины звездочек...
Способ сборки деталей запрессовкой и устройство для его осуществления

Номер патента: 1586892
Опубликовано: 23.08.1990
Авторы: Годович, Каган, Скубков
МПК: B23P 19/02
Метки: запрессовкой, сборки
...дополнительное усилие передается на соответствующие отдельныеучастки площади контакта рабочих элементов устройства и манжеты 7, Для усиления эффекта местной деформации запрессовываемой детали рабочая часть толкателя может быть выпогнена в виде сегмента фиг. 4), обращенного к наружному контуру корпуса 1 головки, При снятии нагрузки с одного из толкателей 2 по закону, заданному проФилем кулачка 3, соседний по ходу вращения кулачка 3 толка- тель нагружается по тому же закону, Толкатели 2, последовательна воздействуя на манжету 7 по ее периметру, запрессавывают последнюю в канавку 8 крышки 9. Для снижения мощности привода и износа кулачка при интенсивных нагрузках посгедний может быть заменен роликом.Технико-экономический эффект от...
Способ изготовления шарового шарнира

Номер патента: 1586893
Опубликовано: 23.08.1990
МПК: B23P 11/00, B23P 15/00, F16C 11/06 ...
...поясок 2 по шаровой головке 3. Затем собранный шарнир опускают в ванну 6 со смазывающей жидкостью 7 и производят приработку сферических поверхностей корпуса 1 шарнира и шаровой головки 3. При приработке смазывающая жидкость 7 захватывается шаровой головкой 3 и подается в зазор между вальцуемым пояском 2 и шаровой головкой 3, улучшая притирку их поверхностей. При этом при приработке шаровой головки 3 в корпусе 1 прокачивают(можно как постоянно, так и периодически) через зазор между сферическими поверхностями ксрпуса 1 шарнира и шаровой Головки 3 смаэывающую жидкость 7 гидромотором 8 из бака 9 для удаления из зазора продуктов приработки, Приработку и прокачку производят до полного прекращения выдавливания в ванну продуктов приработки,...
Пресс для сборки узлов мебели

Номер патента: 1586894
Опубликовано: 23.08.1990
Авторы: Богуславский, Герасимов, Лихачев, Маслов
МПК: B23P 19/027
Метки: мебели, пресс, сборки, узлов
...выполненный в виде камеры 28 со сжатым воздухом, в пазах 29 винтами ЗО на проставках 31 закреплены подвижные фиксаторы 32, повают относительно оси шарнира и закрепляют на траверсе 9. Траверса 9 в свою очередь перемещает П 17 в зону сборки. Камера 28 прижимает сетку к подставке 4 и выравнивает ее поверхность, после чего происходит сборка обеих рамок. При этом охватываемаярамка входит в паз охватывающей, одновременно зажимая в упомянутом пазу края сетки, б ил. средством которых закреплена охватываемая рамка 33, закрепляющая ротанговую сетку 34 в пазах схватывающей рамки 5 сидения стула, Положение фиксаторов можно регулировать в определенных пределах для обеспечения совмещения рамки 33 с пазом 35 в рамке 5, На колонках 7 установлен архитрав...
Гибкая производственная система

Номер патента: 1586895
Опубликовано: 23.08.1990
МПК: B23K 37/04, B23Q 41/02
Метки: гибкая, производственная
...пульта 41 станции адресоеаиия, После установки тары с необходимымл заготовкамл на рольганг 11 приемопередаточной стаицил 9 стенда адресоеаиия оператор "асит" запрос соответствующего места нажатием кнопки на пульте 4" Сигаг адресо. еания запоминается системой управления, После освобождения тоанспортиой тележки 12 от выполнения предыдущей операции она перемещается по направляющим 14 в иаправленил стенда 42 адресоваиия. При подходе к передаточнс й станции 9 стенда 42 адресования элемент 20 воздействует на датчик 16, После еыбега тележка 12 останавливается напротив передаточной станции 9. Контроль совмещения позиционирования) рольгаига 13 транспортной тележки 12 и оольганга 11 приемопередаточиой стаи" ции 9 осуществляется тем кз...
Устройство для дорнования отверстий труб

Номер патента: 1586896
Опубликовано: 23.08.1990
Авторы: Гонохов, Кушманов, Кушманова, Сажко
МПК: B24B 39/02
Метки: дорнования, отверстий, труб
...38 до упора в зле 1 С 15 мент 35 осевого подпора заднего конца трубы, Передний конец трубы фиксируют быстроотводным упором 37, Затем включаютпресс, Ползун 34 пресса, перемещаясь вниз через кронштейн ЗЗ и толкатель 28, перемещает основание выдвижного элемента 15 с закрепленным дорном 19. Приэтом дорн 19 с дорнирующим элементом 21 описывает дугу радиусом, равным радиусу кривизны отверстия обрабатываемой детали, и перемещается до упора в торец отверстия заготовки 36. Дпя предотвращения поломки устройства применяется концевой выключатель (не показан), После этого включают ход ползуна пресса, вверх и выводят дорн из обработанной заготовки, отводят в 20 25 ф)0 35 40 45 50 55 сторону упор 37, и через отверстие в элементе 35 выталкивают...
Инструмент для образования микрорельефа

Номер патента: 1586897
Опубликовано: 23.08.1990
Авторы: Ивахненко, Николаев, Пискун
МПК: B24B 39/04
Метки: инструмент, микрорельефа, образования
...числом боковых граней, имеющих разную толщину пластины у со: седних вершин (фиг. 3): Набор пластин 3 закреплен на оправке 1 с помощью колец 2 и гаек 5. Оправка 1 устанавливается на ось 6.Инструмент работает следующим образом.Оправка 1 с набором пластин 3 и осью 6 устанавливается на подпружиненной державке, которая крепится в резцедержателе токарного станка при обработке поверхностей тел вращения или резцедержателе строгального или шпинделе фрезерного станка при обработке плоских поверхностей. После придания вращения детали эа счет натяга начинает вращаться оправка 1 с установленными на ней деформирующимиэлементами. Инструменту сообщается движение подачи вдоль оси детали и на поверхности последней образуются дискретные...
Самоцентрирующие рычажные тиски михайлова

Номер патента: 1586898
Опубликовано: 23.08.1990
Автор: Михайлов
МПК: B25B 1/18
Метки: михайлова, рычажные, самоцентрирующие, тиски
...и закрепленные. Заготовка 19 в продольном направлении устанавливается до упора 21, которыйпредварительно отрегулирован в необходимом положении за счет перемещения колонки 22 и угольника 23. Затемперемещаются рычаги 4 и 5 в требуемое длязакрепления заготовки 19 положение, Этирычаги 4 и 5 перемещаются попарно комплектно с ориентирующим звеном 10 и винтом 13 вдоль направляющих 3, После этого,используя винт 13 с правой и левой резьбовыми нарезками 24 и 25, посредством круглых поворотных гаек 26 и 27 поворачивают30 40 но направляющих 3 и фиксации его45 положения упорными элементами 35 и 36. Затем после нахождения требуемого для 50 15 20 25 рычаги 4 и 5 до соприкосновения с заготовкой 19. Затем, прилагая необходимое усилие, производят...
Зажим

Номер патента: 1586899
Опубликовано: 23.08.1990
Автор: Козловский
МПК: B25B 5/16
Метки: зажим
...является увеличение усилия зажима и повышение надежности путем увеличения усилия заклиниванияпропорционально усилию зажима детали.На чертеже представлен зажим, общийвид,Зажим содержит штангу 1 снеподвижной губкой 2, подвижную губку, состоящуюиз двух частей 3 и 4, имеющих прорези 5 и6, в которых размещена штанга 1. Части 3 и4 подвижной губки соединены между собойосью 7 так, что расстояние от оси винта дооси 7 больше, чем от оси 7 до начала зажимной поверхности подвижной губки. На части3 подвижной губки установлен силовой винт8, а на части 4 на оси 9 установлен кулачок10, взаимодействующий со штангой 1. Силовой винт 8 связан с кулачком 10, Междукулачком 10 и частью 4 подвижной губкиустановлена пружина 11, Неподвижная губка 2...
Магнитный держатель

Номер патента: 1586900
Опубликовано: 23.08.1990
Автор: Гипсман
МПК: B25B 11/02
...например, с ферритовыми сферами при определении электромагнитных параметров ферритов, а также при использовании их в электронных приборах.Цель изобретения - расширение эксплуатационных возможностей за счет регулирования усилия захвата и съема детали.На фиг. 1 представлен магнитный держатель, общий вид; на фиг, 2 - разрез А-А на фиг, 1.Магнитный держатель содержит рычаг 1, связанный с ним одним концом с возможностью поворота относительно него дополнительный рычаг 2, выполненный иэ пружинящего материала и представляющий собой механизм сброса захваченной детали (не показана). На рычаге 1 соосно по разные стороны закреплены постоянный магнит 3 и магнитопроводящий элемент 4. В рычаге 2 выполнен паз 5 для размещения магнитопроводящего...
Торцовый трещеточный ключ

Номер патента: 1586901
Опубликовано: 23.08.1990
Автор: Саргаев
МПК: B25B 13/06, B25B 13/46
Метки: ключ, торцовый, трещеточный
...пазы 6 для периодического размещения шариков 5. В кольце 4 выполнены радиальные отверстия 7 числом, равным числу шариков 5, которые в них размещены, Кроме шариков 5 в радиальных отверстиях 7 размещены толкатели 8 с хвостовиками 9. Эластичное кольцо 10 охватывает кольцо 4, в нем выполнены радиальные отверстия 11, соосные радиальным отверстиям 7 кольца 4 для размещения в них хвостовиков 9 толкателей 8. На вором конце стержня 2 размещена опорная головка 12. Головка 1 может быть выполнена сменной,Торцовый трещеточный ключ работает следующим образом.Головку 1 накидывают на отворачиваемый крепежный элемент(не показан). Ручку 3 передвигают вдоль стержня 2 до необходимой высоты. Поворачивая ручку 3 против часовой стрелки, передают усилие на...
Трещеточный ключ

Номер патента: 1586902
Опубликовано: 23.08.1990
Авторы: Купер, Нафашьян, Руденко
МПК: B25B 13/46
Метки: ключ, трещеточный
...с углом при вершинах, обращенных к осевому отверстию 3, равным 90 О, Вхраповом колесе 5 выполнено осевое многогранное отверстие 13, в котором крепятсясменные головки 14,Трещеточный ключ работает следую. щим образом.В осевое многогранное отверстие 13вставляется сменная головка 14, которая устанавливается на крепежный элемент (непоказан). При закручивании крепежногоэлемента переключателем 9 реверса перемещают храповую собачку 7 вдоль оси ключа до соприкосновения ее прямоугольноговыступа 11 с одной из впадин 12 храповогоколеса 5. Поворачивают корпус 1 с помощью рукоятки 2 па часовой стрелке, темсамым передавая крутящий момент через 4 храповую собачку 7 храповому колесу 5 исменной головке 14, При повороте корпуса 1 с рукояткой 2 против...