Патенты опубликованные 23.02.1987
Способ изготовления гнутых профилей

Номер патента: 1291240
Опубликовано: 23.02.1987
МПК: B21D 11/20
...при гофрировании, правке и последующем продольном изгибе суммируются, образуя зоны увеличенных значений 5 . Превытшение размеров этой зоны более ЗЬ приводит к тому, что появляются участки с различными значениями 8 где упрочнение не достигнуто ни при гофрировании, ни при правке, ни при последующем продольном изгибе. Четвертая операция заключаетсяв том, что профиль разрезают на мерные длины и подвергают правке иливальцовке, если он идет на изготовление металлорукавов.При профилировании с изгибом обоих,полок 3 и 4 поворотом участков 1 вокруг АВ пластические зоны распространяются от линии СР и ЕГ по всейширине листа Ь. В ряде случаев целесообразно часть листа, соответствующую полке 4, пропустить черезклеть, не деформируя ее (не подвергая...
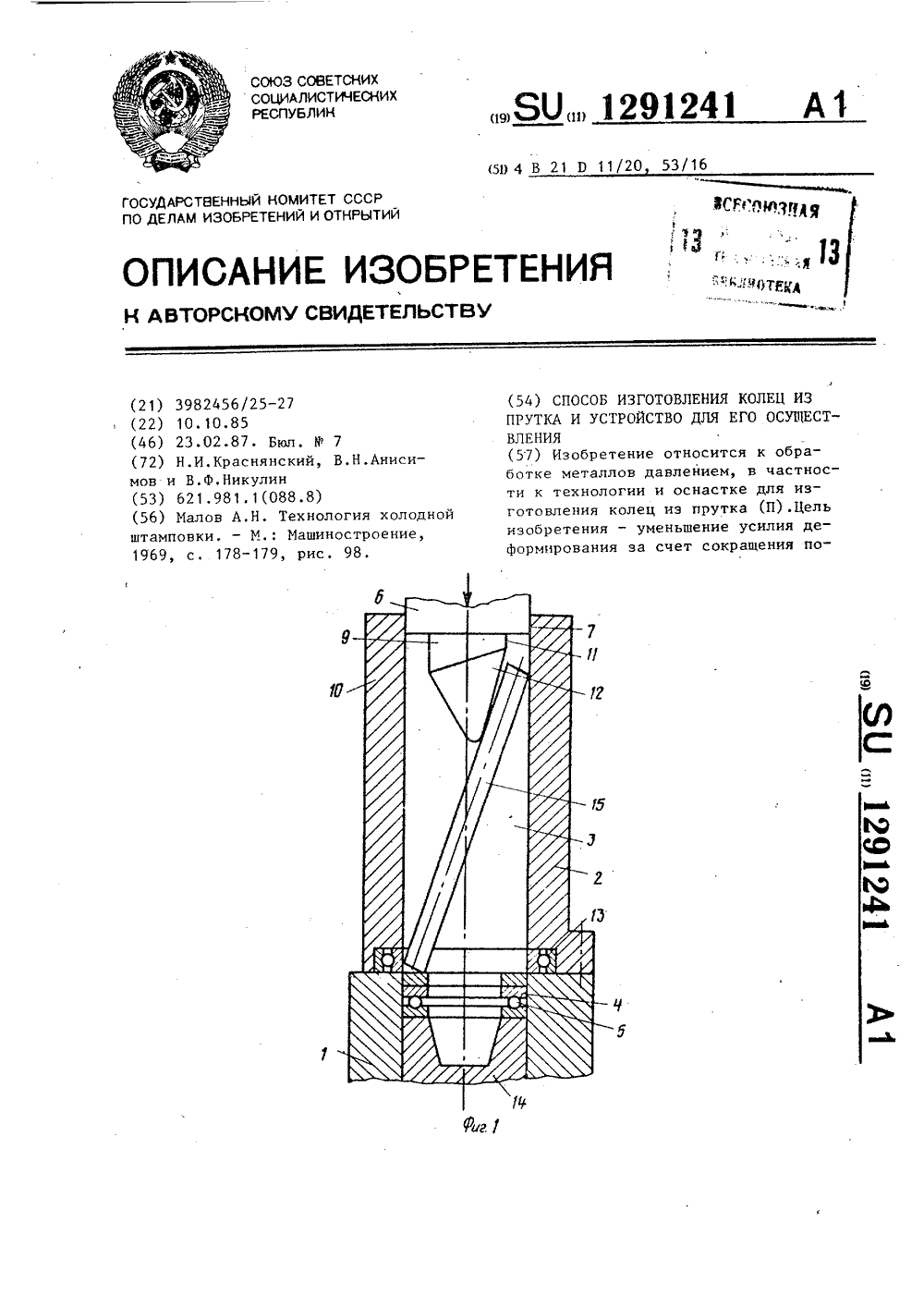
Способ изготовления колец из прутка и устройство для его осуществления
Номер патента: 1291241
Опубликовано: 23.02.1987
Авторы: Анисимов, Краснянский, Никулин
МПК: B21D 11/20, B21D 53/16
...участка калибрующей части пуансона. В конце хода ПН изогнутый П заходит на цилиндрический участок ПН и калибруется между рабочим торцом ПН и опорным диском, 2 с.п. Ф-лы, 3 ил. а его ось расположена наклонно к осицилиндрического участка 11. В пазудонной части матрицы 2 встроен подшипник 13, Диск 4 с подшипником 6установлен на выталкивателе 14.Диаметр направляющей части 8 пуансона выполнен соответствующим диаметру полости 3, а диаметр отверстия 5 - не менее диаметра цилиндрического участка 11,Устройство работает следующим образом,При рабочем ходе пуансона 7 происходит деформирование прутка 15,установленного наклонно в цилиндрической полости 3 матрицы 2 на опорном диске 4. Пруток 15 завивается повинтообразной линии посредством...
Штамп для гибки п-образных скоб

Номер патента: 1291242
Опубликовано: 23.02.1987
МПК: B21D 22/02
Метки: гибки, п-образных, скоб, штамп
...стойках 4 с возможностью свободного перемещения по нап равляющим. Фиксирующие винты 7 эакреп. лены в подвижных секциях и установлены свободными концами в направляющих 5, Выталкиватель 8 расположен между неподвижными стойками 4. Для взаимодействия выталкивателя с подвижными секциями 6 в устройстве предусмотрен механизм привода в виде пары тяг 9, установленных под выталкивателем, и серег 10, связывающих указанные тяги с подвижными секциями. Серьги нежестко закреплены на осях 11 и 12, в качестве которых использованы в 1 инты.Штамп работает следующим образом,40Заготовка устанавливается в рабочей положении и фиксируется одним из известных способов. При рабочем ходе пуансон 2 производит гибку.В процессе гибки он прижимает заготов 45 ку к...
Штамп для гибки листовых заготовок

Номер патента: 1291243
Опубликовано: 23.02.1987
МПК: B21D 22/02
Метки: гибки, заготовок, листовых, штамп
...13,Штамп работает следующим образом.Перед установкой штампа на пресс части 4 и 5 пуансона настраиваются на расчетный угол гибки Р . Затем производится пробная гибка. Для этого заготовки устанавливают на прижим 14 и при опускании подвижнойплиты 1 зажимают гибочной колодкой3 и отгибают частями 10 и 11 матрицы по частям 4 и 5 пуансона, На основании результатов контроля при необходимости производится повторнаянастройка пуансона штампа. Настройка может быть ручной - при помощи тарированного лимба 7 путем вращения его на необходимое количестводелений. Причем цена одного делениялимба соответствует определенномууглу поворота подвижной части пуансона, например О - 10Настройка пуансона на заданныйугол может быть выполнена и...
Устройство для штамповки эластичной средой

Номер патента: 1291244
Опубликовано: 23.02.1987
Авторы: Гольман, Дзядель, Краснокутский, Кривонос, Курович, Попов, Скобляков, Финогеев, Щеголева
МПК: B21D 22/10, B30B 15/04
Метки: средой, штамповки, эластичной
...выступы 14 и 15, входящие при работе устройства во втулку. На опорной плите 13 установлен формообразующий инструмент 16 с заготовкой 17. Опорная плита 13 жестко соединена с выталкивателлем 18 и установлена на нижней поперечине 3 через промежуточную проставку 19, обеспечивающую возможность удаления готового изделия иэ устройства. К верхней подвижной траверсе пресса с помощью инструментодержателя 20 жестко крепится шток 21, который через отверстие 22 воздействует на. эластичную подушку 1 О.В полости: контейнера установлены уплотнения 23 и 24.Для установки обрабатываемой заготовки 17 и удаления готового изделия с формообразующим инструментом 16 на проставке 19 смонтирована ручка 25,а на нижней поперечине 3 крепится монтажный столик в виде...
Штамп для безотходной резки полосы

Номер патента: 1291245
Опубликовано: 23.02.1987
Автор: Кольцов
МПК: B21D 28/04
Метки: безотходной, полосы, резки, штамп
...штамповки деталей из полосы,Цель изобретения - повышение стойкости и производительности штампа для безотходной резки полосы путем обеспечения одновременной вырубки двух деталей. На фиг. 1 изображен штамп для беэотходной резки полосы; на фиг. 2 матрица, вид сверху; на фиг, 3 - разрез А-А на фиг. 2,1Штамп для безотходной резки полосы содержит установленную на нижней плите матрицу 1 с закрепленными на ней направляющими 2 и 3, по которым скользит полоса 4. На верхней плите закреплены вырубной 5 и пробивные 6 пуансоны, На съемнике 7 установлен ограничитель, выполненный в виде упора 8 и толкателя 9. Последний подпружинен пружиной 10, установленной на шпильке 11, На съемнике 7 выполнен вырез 12 для установки полосы и паз 13 для толкателя 9. В...
Способ изготовления рельсовых подкладок

Номер патента: 1291247
Опубликовано: 23.02.1987
Авторы: Гучков, Казанцева, Локшин, Плахотин, Сорокин, Толмачев, Трунина
МПК: B21D 35/00
...пробивают Т-образное отверстие. При дальнейшем ходе пуансона вниз одновременно производят пластический сдвиг выступающих элементов по малой грани в направлении к внешним поверхностям (при этом отдельные грани матрицы и пуансона работают как ножи), их гибку и чистовую штамповку. с образованием на выступающих элементах внутренних сопрягаемых поверхностей контакта, плоскостей центрирования и внешних поверхностей выступающих элементов контролируемой высоты.40 При этом напряжения деформации для формирования всех поверхностей и элементов должны соответствовать, 1,0-1,4 предела текучести металла.1 25 Формула изобретения Изобретение относится к обработке металлов давлением, а именно к технологии изготовления рельсовых поцПри экспериментальном...
Штамп для листовой штамповки

Номер патента: 1291248
Опубликовано: 23.02.1987
МПК: B21D 37/00
Метки: листовой, штамп, штамповки
...перемещения, выполненный в виде стержня 5 с пружиной 6. В стержне 5 упора выполнены продольные пазы 7, в которых на шарнирах 8 установлены ограничители перемещения в виде собачек 9, нагруженные пружиной 10. В верхней части стержня 5 выполнены лыски 11 под ключ и отверстие 12 для облегчения удаления стержня упора иэ гнезда 3.Штамп работает следующим образом.Заготовку кладут на матрицу 1 и фиксируют стержнями 5 двух упоров.После рабочего хода готовую деталь снимают со стержней упоров. В случае выхода из строя пружины 6 упораили при возникшей необходимости установить упор в другое гнездо, выполненное в матрице, гаечным ключом поворачивают стержень 5 упора 5 в гнезде 3, утапливая собачки 9в пазах 7, После этого, просунув в...
Узел крепления быстросменного инструмента

Номер патента: 1291249
Опубликовано: 23.02.1987
Авторы: Гамаюнов, Перевозчиков, Семенов
МПК: B21D 37/04
Метки: быстросменного, инструмента, крепления, узел
...по ступенчатым наклонным отверстиям 8 обоймы 2 до упора торцом 13 в рабочую поверхность 12 канавки 11 на поверхности хвостовика 5 инструмента и поджимают инструмент к плите 1,Быстрая смена инструмента обеспечивается за счет неполного свинчивания накидной гайки 7 с обоймы 2. Для извлечения инструмента необходимо сначала неполностью свинтить с обоймы 2 накидную гайку 7. Так, например, при угле наклона оси ступенчатых наклонных отверстий 8 к оси обоймы 2, равным 40, наружном диаметре резьбы обоймы 2 180 мм, шаге резьбы 4 мм и большем диаметре ступенчатых сухарей 9, равном 15 мм, накидную гайку 7 для извлечений инструмента необходимо отвернуть на четыре оборота, что обеспечивает возможность смены инструмента.При извлечении...
Штамп для обжима тонкостенных цилиндрических заготовок

Номер патента: 1291250
Опубликовано: 23.02.1987
Авторы: Алюшин, Березовский, Кадеров, Остриков
МПК: B21D 41/04
Метки: заготовок, обжима, тонкостенных, цилиндрических, штамп
...1. При дальнейшем перемещении подвижной плиты 2 вниз клинья 3 вступают в контакт с клиновыми ползунами 12 н посредством их перемещают секции матрицы 4 в радиальном направлении. Коническая поверхность 14 матрицы 4 вступает в контакт с кромкой заготовки 18 и формоизменяет ее верхнюю часть в усеченный конус. Степень обжима при радиальном перемещении секций матрицы 4 не превышает 3-5После окончания радиального перемещения секции матрицы 4 смыкаются и вступают в жесткий контакт с подвижной плитой 2, которая перемещает матрицу 4 вниз. Дальнейшее формоизменение заготовки 18 производится за счет осевого перемещения матрицы 4 в усговиях подпора по всей поверхности заготовки 18, так как коническая поверхность 14 матрицы 4 и коническая...
Заготовка для изготовления полых изделий типа шаровых корпусов сосудов

Номер патента: 1291251
Опубликовано: 23.02.1987
Авторы: Арефьев, Горохов, Зубков, Пакало, Петунин
МПК: B21D 41/04, B21D 51/00
Метки: заготовка, корпусов, полых, сосудов, типа, шаровых
...штамповку методом продольного обжима шаровых корпусов сосудов диаметром Р =90 мм из стали 10. Н = 0,5 Р (агс сов в+ агс соя - )+Б; (2)Й с 12о оЬ, = 0,5 Ро (1 - );1(б) где Э - диаметр шарового корпуса посрединной поверхности,Анализ полученных зависимостей(5) и (6) показывает, что регулирование величины отжатия торцов в предлагаемой форме заготовки возможноосуществлять не только с помощью параметра 2 Н, с 8 с, но также за счетизменения толщин Б,и Б , так как этивеличины выбираются в зависимости отчисленных значений диаметров торцовых отверстий с 1 и с 1 шарового корпуса.В таблице приведены сравнительныеданные по изготовлению шаровых корпусов сосудов из цилиндрических и конических обечаек. Геометрические, размеры конических обечаек...
Устройство для отделения части термопластичного материала от общего массива

Номер патента: 1291252
Опубликовано: 23.02.1987
МПК: B21D 43/00, B26F 3/00
Метки: массива, общего, отделения, термопластичного, части
...работ пластичными смазками, 5 всего массива, После этого за рукоЦель изобретения - повышение на- ятку и корпус 1 вынимают из массива дежности работы. термопластичного материала, переноНа фиг. 1 изображено устройство; сят на необходимое расстояние и, на фиг, 2 - разрез А-А на фиг, 1; устанавливая ручку 9 отсекателя в на фиг, 3 - разрез Б-Б на фиг.1; на 10 первоначальное положение, выгружают фиг. 4 - клапаны отсекателя. материал из полости корпуса 1.Устройство содержит полый корпус1, крышку 2 с упором 3 и рукояткой4, нож 5, закрепленный в нижней час- Формула изобретения ти корпуса 1, отсекатель, имеющиивал б, смонтированный в стенке корпуса 1 параллельно его продольнойоси несущий отсекающий элемент 7Отсекающий элемент 7 выполнен в...
Автоматизированный комплекс для штамповки

Номер патента: 1291253
Опубликовано: 23.02.1987
Авторы: Герасимов, Костров, Котова, Макеев, Роднянский, Рыбаков, Штабной
МПК: B21D 43/00, B30B 15/30
Метки: автоматизированный, комплекс, штамповки
...черновой штамп, приемиэ чернового штампа остающегося отполосового материала 2 скрала 60,и подачу последнего в приемник 65.Захваты 15 при своем возвратно-поступательном перемещении воздействуют на толкатели 91, которые проиэво 55дят включение командопередающих счетных устройств 72 и 87. Кроме того,захват 15 передает вращение черезшарнирно прикрепленное к нему води 53 4ло 66 с зубчатой рейкой 51, шестерню 52, храповик 53 и плавающий вал 50 ориентирующему диску 57. Укомплектовывающий вал 50 копиром проводит периодический подъем и опускание диска 57, За счет совмещенного циклического однонаправленного вращения и периодического подъема и опускания диска 57 проводятся заталкивание стержнями 59 деталей в установочные гнезда 48 кассеты 47...
Фрикционный питатель

Номер патента: 1291254
Опубликовано: 23.02.1987
МПК: B21D 43/08, B21D 43/24
Метки: питатель, фрикционный
...возможностьвертикального перемещения и электрически связанный с механизмом подъемастопы заготовок. Со стороны обрабатывающей машины на стойках 2 закреп лен отсекатель 11, имеющий пазы 12Фрикционный питатель работает следующим образом.На стол 3 укладывают стопу листовых заготовок 4 до отсекателя 11,послечего проводят настройку отсекателя 11 на заданную толщину листа посредством перемещения его с установкой зазора 1,1-1,3 толщины листа. Отсекатель 11 фиксируется в нужном положении винтами 13. Включается привод5 подъема стола 3, Стол 3 перемещается вверх до тех пор, пока не сработает командоаппарат 10, после чего50включается привод 8 вращения валка 1.При этом может возникнуть проскальзывание и отделение листа не происходит. Втаком случае...
Устройство для подачи длинномерного материала в зону обработки

Номер патента: 1291255
Опубликовано: 23.02.1987
Авторы: Ефимов, Изотов, Комаров, Корнев, Ленский, Логинов, Симанов
МПК: B21D 43/08, B30B 15/30
Метки: длинномерного, зону, подачи
...2 1, соединенным через муфту 22 с электродвигателем 23, Между кареткой 15 и корпусом 1 установ лен конечный выключатель 24 с возможностью взаимодействия с кареткой 15.В зоне обработки установлен датчик наличия материала, выполненный в виде полого корпуса 25, в полости которого установлен стержень 26, подпружиненный пружиной 27, контактов 28.и 29, двуплечего рычага 30, шарнирно закрепленного на основании и связанного с электромагнитом 31.Датчик 26 электрически соединен с электродвигателем 23, а электромагнит 31 через датчик 11 - с электродвигателем 23,Конечный выключатель электрически соединен с электродвигателем 23,электромагнит 10 через датчик 12с электродвигателем 23.Устройство работает следующимобразом.На материале 21 (кольце или...
Устройство для перемещения ферромагнитного материала

Номер патента: 1291256
Опубликовано: 23.02.1987
Авторы: Васильев, Дудник, Хайкин
МПК: B21D 43/18, B30B 15/30
Метки: перемещения, ферромагнитного
...1 и 2 создается результирующее тяговое усилие, направленное по диагонали, а при включении обмоток индукторов таким образом, чтобы они создавалиразнонаправленные магнитные поля(фиг.4), осуществляется вращательноедвижение листа. Путем различных сочетаний включения индукторов можнообеспечить плоскостное манипулирование листом по более сложным траектоТаким же образом осуществляется двухкоординатное манипулирование листом с помощью индукторов кольцевой формы. При одновременном включении обмоток 15 и 17.так, чтобы создаваемые ими силы действовали в одном направлении, результирующая сила тяги Р, направлена вдоль координаты Х, при аналогичномвключении обмоток 16 и 18 Р направлена вдоль координаты У, а при встречном включении обмоток 15 и 17...
Способ отделения верхнего листа от стопы

Номер патента: 1291257
Опубликовано: 23.02.1987
Авторы: Марченко, Новак, Попов, Рябущенко
МПК: B21D 43/24, B30B 15/30, B65H 3/00 ...
Метки: верхнего, листа, отделения, стопы
...от стопы осуществляется следующим об разом.Стопу 1 листов 2 укладывают на стол 3, затем захватные органы 4 и 5 перемещают вниз до полного соприкосновения их с верхним листом 2. Опускают упор 6 на поверхность листа 2, который расположен в направляющей 7. После захвата захватными органами 4 и 5 листа (фиг,2) осуществляют подъем верхних листовпри этом могут25 подниматься несколько листов. Упор 6 препятствует перемещению листов в центральной части, в результате чего листы начинают изгибаться вогнутостью вверх, Подъем верхних листов захватами 4 и 5 относительно упора 6 осуществляют до тех пор, пока только один лист удерживается на захватах 4 и 5. После захвата одного листа захватами 5 и 4 с упором 6 лист переносится на соответствующую...
Устройство для отделения верхнего листа от стопы

Номер патента: 1291258
Опубликовано: 23.02.1987
Авторы: Марченко, Новак, Попов, Ракша, Рябущенко
МПК: B21D 43/24
Метки: верхнего, листа, отделения, стопы
...столе 16. Далее подается воздух в полость пненмоцилиндра 9, иупор 8, двигаясь вниз, прижимает нижнюю часть верхнего листа стопы 15,При движении штока пневмоцилиндра 9одновременно с ним движутся кронштейны 3, которые в свою очередь, поворачиваясь вокруг шарнира 13, разворачивают кронштейны 2 вокруг шарнира 11. При этом происходит отгиб краев верхнего листа от стопы (фиг.2).Барнир 14, расположенный на вакуумных захватных органах,позволяет сох-ранить перпендикулярное положение кплоскости листа. Если во время отделения верхнего листа от стопы происходит прилипание нижних листон, топо мере увеличения изгиба (относительно упора 8) за счет упругихсвойств материала листа и противоположности в направлениях действиясил (сила, действующая от...
Устройство для выталкивания деталей из пуансона двухударного холодновысадочного автомата

Номер патента: 1291259
Опубликовано: 23.02.1987
Автор: Абугов
МПК: B21F 5/00
Метки: автомата, выталкивания, двухударного, пуансона, холодновысадочного
...удаляя деталь 17из пуансона 3, так как ход пуансонодержателя 1 больше величины необходимого хода выталкивателя 4, тодля обеспечения надежного выталкивателя на длине хода, равного длиневысаживаемой в пуансоне детали, движение толкателя 7 вместе со штоком 9 осуществляется лишь на указанной 15длине. При этом перемещении толкатель 7 движется до упора его во втулку 19, при котором шарики 12 рас.положены напротив кольцевого паза 6 втулки 5. При дальнейшем движении штока 9 вперед шарики 12 выходят в кольцевой паз 6 и разъединяют толкатель 7 со штоком 9, после чего шток 9 свободно перемещается, сжимая пружину 10. После выполнения первого удара и удаления заготовки из пуансона 3 пуансонодержатель 1 перемещается вверх на позицию для выполнения...
Устройство для торцовой раскатки осесимметричных изделий

Номер патента: 1291260
Опубликовано: 23.02.1987
Авторы: Ещенко, Николаенко, Теплый, Яланский
МПК: B21H 1/06
Метки: осесимметричных, раскатки, торцовой
...вместе со шпинделем 8 и втулкой.12 и за счет сил трения, создаваемых пружиной 23, передает вращение холостому валку 4. Заготовка 44, уста 60 4новленная в матрице 7 с некоторымзазором относительно ее внутреннейповерхности и наружной поверхностиоправки 13, в это время проскальзывает между ними и поэтому вращаетсянеравномерно и с меньшей скоростью,В момент, когда плоскость торца наконечника 35 задвигаемой во втулку12 оправки 13 совпадает с плоскостьюторца заготовки 44, коническая часть38 валка 4 поджимает заготовку 44к торцу наконечника 37 втулки 12,которая через подшипник 25, гильзу24, корпус 27 и шайбу 31 упираетсяв толкатель 32 и далее усилие замыкается на регуляторе 34 хода, упирающемся в неподвижный корпус цилиндра 33, который...
Способ упрочнения поверхности зубьев зубчатых колес

Номер патента: 1291261
Опубликовано: 23.02.1987
Автор: Афтаназив
МПК: B21H 5/00, B24B 39/00
Метки: зубчатых, зубьев, колес, поверхности, упрочнения
...нанем упрочняемое зубчатое колесо ишестерня 7, Через шестерни 7 враще 50 ние передается валам 4, на которыхзакреплены деформирующие элементы 5,Поскольку шестерни 7 выполнены смодулем и количеством зубьев, равны ми модулю и количеству зубьев упу рочняемого зубчатого колеса 1, вращение деформирующих элементов 5 происходит с угловой скоростью, равнойугловой скорости вращения упрочняемого зубчатого колеса 1. При враще 1291261нии деформирующих элементов 5 и упрочняемого зубчатого колеса 1 рас.положенные во впадинах зубьев колеса 1 обрабатывающие тела 10 интенсивно перемешиваются. По мере вступления в зацепление зуба деформирующего элемента 5 с зубьями упрочняемого зубчатого колеса 1 расположенные в соответствующей впадине зубьев...
Ковочные вальцы

Номер патента: 1291262
Опубликовано: 23.02.1987
Авторы: Анисимов, Батуркин, Уразов
МПК: B21H 8/00
...15 и 16главного приводного колеса 6 параллельно его оси, приводного элемента: 17 в виде зубчатого сектора с наружными зубьями 18, связанного с промежуточной шестерней 8,и средств дляперемещения и фиксации вставки в ви. де регулировочного болта 19 с гайкой20 и шпилек 21 и 22 соответственно сгайками 23 и 24.При изменении межосевого расстояния или при смене штамповых секторов.(не показаны) на рабочих валках 7 и9 может измениться положение заходных частей их ручьев. Их совмещениеосуществляют поворотом приводногорабочего валка 7 оТносительно рабочего валка 9, При этом при необходимости перемещения вставки 13 в сторону приводного элемента 17 выворачивают иэ вставки регулировочныйболт 19 и навертывают гайки 23 и 24на шпильки 21 и 22, а при...
Способ изготовления заготовок для последующего выдавливания их в штампе и обработки резанием

Номер патента: 1291263
Опубликовано: 23.02.1987
Авторы: Букин-Батырев, Быков, Смуров, Тараненко
Метки: выдавливания, заготовок, последующего, резанием, штампе
...возрастает, и она перетекает вдоль поверхности движущейся заготовки до тех пор, пока недостигает выхода иэ матрицы. Благо-даря постоянному подпору со стороныпуансона поддерживается устойчивыйгидростатический слой, на котором заготовка "всплывает", и процесс идетс максимально благоприятными условиями трения, т.е, непосредственногоконтакта заготовки с инструментомнет, а обычное трение сохраняетсятолько по ребрам заготовки, площадьповерхности которых минимальна.Такое выполнение способа изготовления заготовок обеспечивает четкую соосную Фиксацию заготовки по ребрам в полости приемной части матрицы 4 вдоль ее оси, за счет чегообеспечивается равномерное осесимметричное распределение смазки поповерхности заготовки, что н своюочередь...
Способ получения ковано-сварных изделий

Номер патента: 1291264
Опубликовано: 23.02.1987
Авторы: Веретенников, Горовая, Онищенко
МПК: B21J 1/04
Метки: ковано-сварных
...прямоугольную формупоперечного сечения, площадь которого равна15 (1,5-1,6) площади поперечного сече, ния поковки.Затем заготовки сваривают электро- шлаковой сваркой, после чего сваренный блок в месте сварки обжимают с уковом 1,5-1,6, начиная обжатие ступени по максик льному размеру ее поперечного сечения.Принятый уков 1,5-1,6, т.е. отношение площадей поперечного сечения до и после ковки, определяет максимальный размер сечения ступени под сварку (так как минимальный имеет размеры заготовки). Это соотношение позволяет ковать сварное соединение, начиная с его максимального размера, со степенью деформации за единичное обжатие Е157, что обеспечивает проковку металла во всем объеме сварного шваОдновре менно происходит увеличение...
Способ ковки цилиндрических поковок

Номер патента: 1291265
Опубликовано: 23.02.1987
Авторы: Баркалов, Бухарев, Пименов
МПК: B21J 5/00
Метки: ковки, поковок, цилиндрических
...протяжка в нижнем вырезном бойке верхним бойком, имеющим выпуклую цилиндрическую рабочую поверхность, с кантовками на 180, 90 и 180 н с относительными обжатиями 13-203. Второй операцией ковки является окончательная протяжка в вырезных бойках с кантовкой после первого прохода нао90 , до получения готовой поковки.Предварительную протяжку выполняют с подачей у большего основания слитка в пределах 0,4-1,2 и с последовательным увеличением обжатий и подач в направлении к большему основанию слитка. Величину подачи у меньшего основания слитка, а также величины обжатий у обоих его оснований и радиус рабочей поверхности верхнего бойка принимают по за- висимостямизобре л Ф н Способ ковки цилин ок, при котором за ческих поовку протя...
Привод в. с. борисова для исполнительных механизмов штамповочных автоматов

Номер патента: 1291266
Опубликовано: 23.02.1987
Авторы: Борисов, Луговой, Попов
МПК: B21J 5/08
Метки: автоматов, борисова, исполнительных, механизмов, привод, штамповочных
...4 кинематически связан с исполнительным звеном 7 и с станиной 1 посредством пружины 8 сжатия. Для обеспечения работоспособности привода исполнительных механизмов и конструктивных габаритов параметры а и Ь должны соотноситься друг с другом условиемЬ/а = 1/22, (1) где Й - коэффициент трения между ползушкой 4 и пазами валиков 6.На станине 1 соосно ползушке 4установлены передний 9 и задний 10 упоры, взаимодействующие с рычагом 5.Привод исполнительных механизмов штамповочного автомата работает сле" дующим образом,При вращении кривошипа 2 ползушка 4 узла перемещения и выстоя исполнительного звена совершает возвратно-поступательные движения, Пружина 8 сжатия через рычаг 5 постоян -но обеспечивает контакт между валиками 6 и ползушкой 4,...
Технологический ротор

Номер патента: 1291267
Опубликовано: 23.02.1987
Автор: Таныгин
МПК: B21J 7/16, B30B 11/12
Метки: ротор, технологический
...с транспортными загрузочным 24 и разгрузочным 25 роторами. Загрузочный ротор 24 в сектореподает поштучно изделия 26 в инструментальные блоки 7 ротора. В секторах О и М, совершается технологическая операция, после чего в сеКторе изделия также поштучно удаляется из инструментальных блоков посредством разгрузочного ротора 25.После подачи изделия 26 в приемную часть блока матрица 10 посредством приводного ползуна 3, взаимодействующего вначале с кулачком 4, перемещается вверх и входит внутрь изделия, затем, взаимодействуя с торцевым кулачком 5, поджимает дно изделия к пуансону 9 и пробивает в нем отверстия.Отход удаляется через центральное отверстие 27, После этого матрица 10 отводится в исходное нижнее положение, а штифтом 28 отводит...
Горизонтально-ковочная машина

Номер патента: 1291268
Опубликовано: 23.02.1987
Автор: Батров
МПК: B21J 7/18
Метки: горизонтально-ковочная
...холостого хода высадочного полэуна 2 ограничена упором 22, взаимодействующим.с кулаком 16, При достижении последним упора 22 ползун 2 останавливается. Ролик 21 сходит с участка Ъ, т.е. коромысло 15 расфиксируется и при дальнейшем повороте кривошипа 5 поворачивается по часовой стрелке, и через кинематически связанный с ним исполнительный механизм приводит эажимной ползун 3 в исходное (крайнее верхнее) положение. Таким образом, все исполнительные механизма машины приводятся в исходное положение. После этого цикл повторяется.Поскольку рычажные исполнительные механизмы высадки и зажима кинематически связаны между собой коромыслом 15, осуществлякюцим между ползу- нами обратную механическую связь, то при возникновении перегрузки в...
Штамп для обрезки облоя поковок прямоугольных в плане

Номер патента: 1291269
Опубликовано: 23.02.1987
Автор: Клабуков
МПК: B21J 13/02
Метки: облоя, обрезки, плане, поковок, прямоугольных, штамп
...8 трапеции режущего контура,выполнены выемки 9 глубиной 3 =1-2 мм,начало которых ближе к режущей кромке 10 (фиг. 4), чем начало съемнойканавки 2 на величину 6=5-8 мм, Контур профиля канавки 2 пуансона 1 радиусный, глубина а и высота й съемной канавки 2 задаются по нормам канавки известного штампа, Начало 114 Осъемной канавки 2 отстоит от режущейкромки 10 на расстоянии Ь котороев 1,3 раза больше, чем по нормам дляизвестного штампа.Штамп для обрезки облоя работает45следующим образом.Пуансон 1 после момента среза облоя входит в провальное окно матрицы 3.Облой, перемещаясь по пуансону,достигает уровня выемок 9 и в про 5 Одольном направлении становится не связанным с рабочим контуром пуансона. Продолжая перемещаться по...
Боек для штамповки концевого инструмента

Номер патента: 1291270
Опубликовано: 23.02.1987
Автор: Кобелькова
МПК: B21J 13/02
Метки: боек, инструмента, концевого, штамповки
...зоне поковки метчика и двусторонние карманы 8 глубиной Ь, равной 2 3 мм, для ограничения ширины зоны контакта бойка с поковкой на ее пере 40 ходном участке до величины, равной ширине проекции наклонной площадки участка 4 на плоскость, параллельную основанию 1, Для исключения огранки в ходе штамповки участка переходной45 зоны поковки уклон 9 (м, равный дляОчетырехперых метчиков 24 ), необхоодимый, например, для формообразования переднего угла метчиков, - единый для всех участков гравюры.В оформлении поковки участвуют несколько одинаковых бойков, которые в сборе при установке в штампе радиальной штамповки образуют разъемное штамповое очко. Например, при штамповке метчика количество бойков равно числу перьев метчика. Принцип действия штампа...