Способ получения заготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
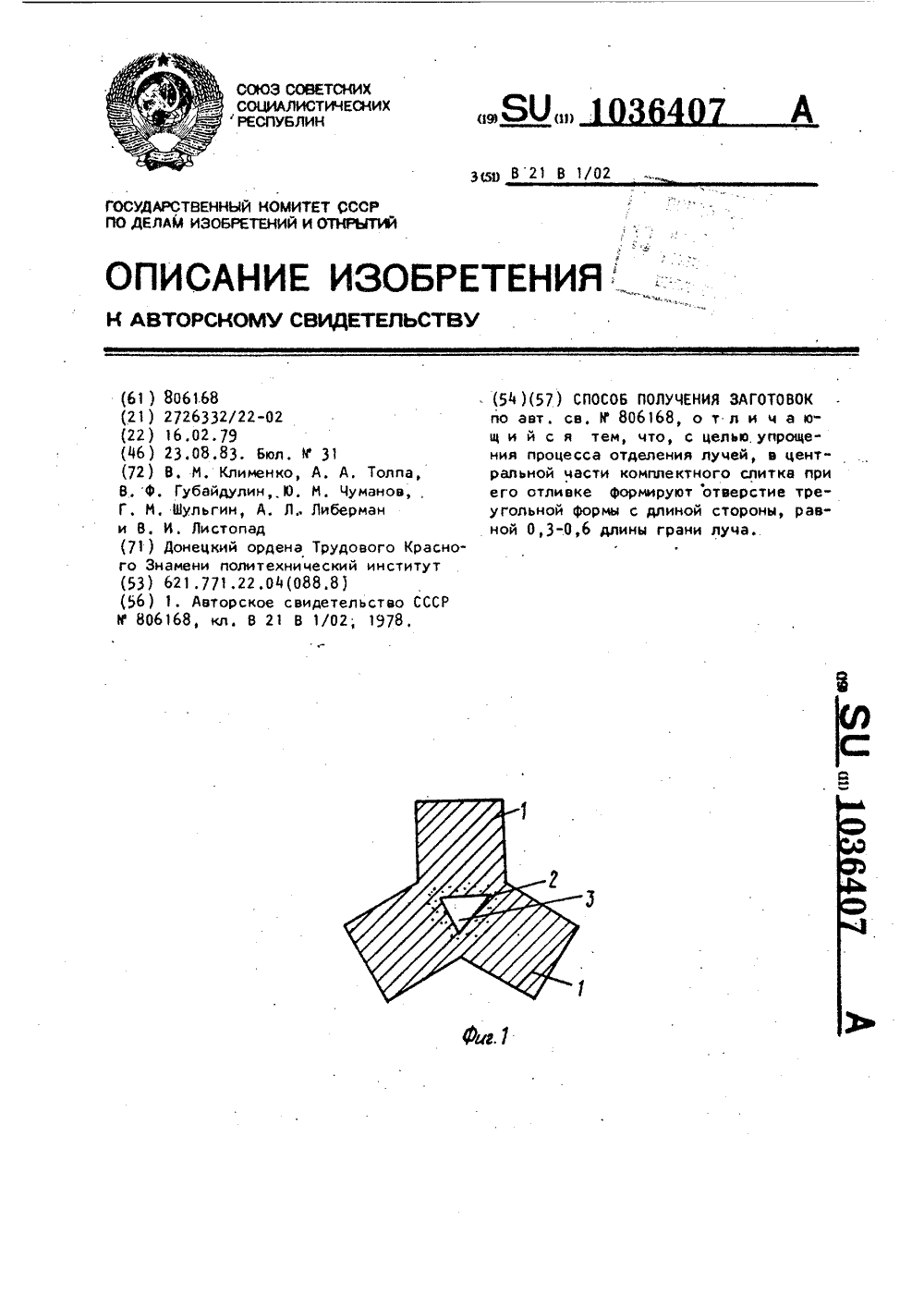
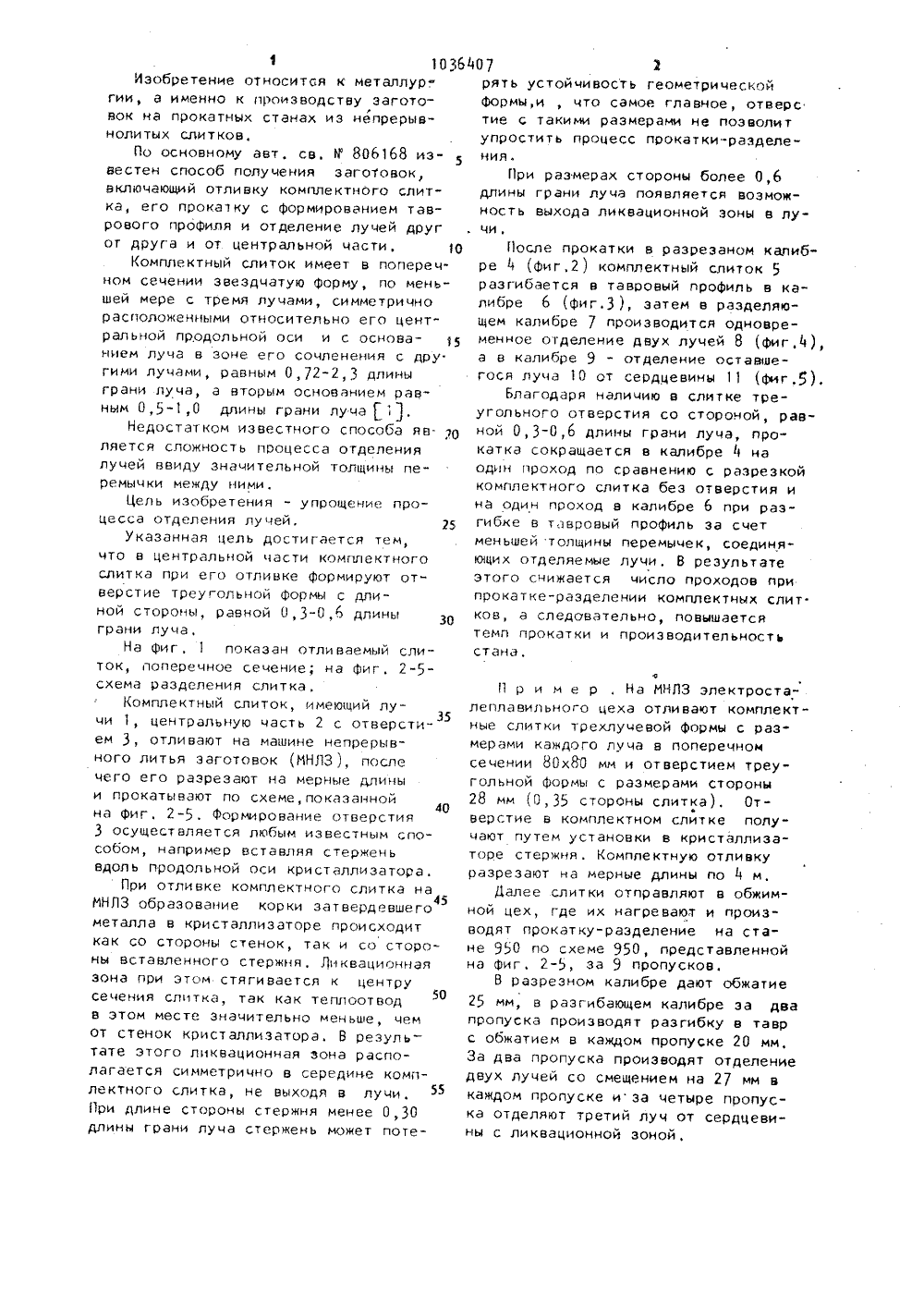
.ЯО вг 02 Й едиу ИЕ ИЗОБРЕТ АВ ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТН КОМУ СВИДЕТЕЛЬСТВ(71) Донецкий ордена Трудового Красного Знамени политехнический институт(56) 1. Авторское свидетельство СССРИ 806 168, кл. В 2 1 В 1/02, 1978,(54)(57) СПОСОБ ПОЛУЧ по авт, св, И 806168, щ и й с я тем, что, ния процесса отделени ральной части комплек его отливке формирую угольной формы с длин ной 0,3-0,6 длины гра ИЯ ЗАГОТОВОК тличаюцелью упрощелучей, в центого слитка при отверстие трестороны, равлуча.1 1036Изобретение от носи тся к мет аллу р"гии, а именно к производству заготовок на прокатных станах из непрерывнолитых слитков.По основному авт, св.806168 известен способ получения заготовок,включающий отливку комплектного слит"ка, его прокатку с Формированием таврового профипя и отделение лучей другот друга и от центральной части, 10Компле ктный слиток имеет в по пере чном сечении звездчатую форму, по меньшей мере с тремя лучами, симметричнорасположенными относительно его цент"ральной продольной оси и с основанием луча в зоне его сочленения с дру.гими лучами, равным 0,72-2,3 длиныграни луча, а вторым основанием равным 0,5 -1,0 длины грани луча (),Недостатком известного способа яв. 20ляется сложность процесса отделениялучей ввиду значительной толщины перемычки между ними.Цель изобретения - упрощение процесса отделения лучей, 25указанная цель достигается тем,что в центральной части комплектногослитка при его отливке Формируют от"верстие треугольной формы с длиной стороны, равной 0,3-0,6 длиныграни луча,На Фиг, 1 показан отли ваемый слиток, поперечное сечение; на фиг. 2-5 схема разделения слитка.Комплектный слиток, имеющий лучи 1, центральную часть 2 с отверсти 35ем 3, отливают на машине непрерывного литья заготовок (МНЛЗ ), послечего его разрезают на мерные длиныи прокатывают по схеме, показанной4 пна Фиг. 2-5. Формирование отверстия3 осуществляется любым известным способом например вставляя стерженьвдоль продольной оси кристаллизатора.При отливке комплектного слитка наМНЛЗ образование корки затвердевшего45металла в кристаллизаторе происходиткак со стороны стенок, так и со стороны вставленного стержня. Ликвационнаязона при этом стягивается к центрусечения слитка, так как теплоотводв этом месте значительно меньше, чемот стенок кристаллизатора. В результате этого ликвационная зона располагается симметрично в середине комплектного слитка, не выходя в лучи.При длине стороны стержня менее 0,30длины грани луча стержень может поте 407 2рять устойчивость геометрической формы,и, что самое главное, отверс тие с такими размерами не позволит упростить процесс прокатки-разделения.При размерах стороны более 0,6длины грани луча появляется возможность выхода ликвационной зоны в лучи, После прокатки в разрезаном калибре 4 (Фиг,2) комплектный слиток 5 разгибается в тавровый профиль в калибре 6 (фиг.3 ), затем в разделяющем калибре 7 производится одновременное отделение двух лучей 8 (фиг,4), а в калибре 9 - отделение оставшегося луча 10 ст сердцевины 11 (фиг.5),Благодаря наличию в слитке треугольного отверстия со стороной, равной 0,3-0,6 длины грани луча, прокатка сокращается в калибре 4 на один проход по сравнению с разрезкой комплектного слитка беэ отверстия и на один проход в калибре 6 при разгибке в тавровый профиль за счет меньшей толщины перемычек, соединяющих отделяемые лучи. В результатеэтого снижается число проходов припрокатке-разделении комплектных слит.ков, а следовательно, повышаетсятемп прокатки и производительностьстана,П р и м е р . На МНЛЗ электросталеплавильного цеха отливают комплектные слитки трехлучевой Формы с размерами каждого луча в поперечномсечении 80 х 80 мм и отверстием треугольной формы с размерами стороны28 мм (0,35 стороны слитка). Отверстие в комплектном слитке получают путем установки в кристаллизаторе стержня. Комплектную отливкуразрезают на мерные длины по 4 м.Далее слитки отправляют в обжимной цех, где их нагревают и производят прокатку-разделение на стане 950 по схеме 950, представленнойна фиг. 2-5, за 9 пропусков.В разрезном калибре дают обжатие25 мм, в разгибающем калибре эа двапропуска производят раэгибку в таврс обжатием в каждом пропуске 20 мм,За два пропуска производят отделениедвух лучей со смещением на 27 мм вкаждом пропуске и эа четыре пропуска отделяют третий луч от сердцевины с ликвационной зоной,1036407 Фиг, 5 Заран Составитель Ю. инТехред М,Костик Корректор А Д Дан Редакто аказ 5891 ВНИИодписное и по дела13035, Иос иал ППП "Патент", гУжгород, ул, Проектна арственно изобрете ва, Ж, ж 816комитета СССй и открытийаущская наб
СмотретьЗаявка
2726332, 16.02.1979
ДОНЕЦКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
КЛИМЕНКО ВАЛЕНТИН МИТРОФАНОВИЧ, ТОЛПА АНАТОЛИЙ АНДРЕЕВИЧ, ГУБАЙДУЛИН ВЯЧЕСЛАВ ФУАТОВИЧ, ЧУМАНОВ ЮЛИАН МИХАЙЛОВИЧ, ШУЛЬГИН ГРИГОРИЙ МИТРОФАНОВИЧ, ЛИБЕРМАН АНАТОЛИЙ ЛИПОВИЧ, ЛИСТОПАД ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21B 1/02
Метки: заготовок
Опубликовано: 23.08.1983
Код ссылки
<a href="https://patents.su/3-1036407-sposob-polucheniya-zagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения заготовок</a>
Способ производства заготовок

Номер патента: 806171
Опубликовано: 23.02.1981
Авторы: Губайдулин, Либерман, Листопад, Чуманов, Шульгин
МПК: B21B 1/02
Метки: заготовок, производства
...его сочленения с другими лучами и центральной частью. Доля площади поперечного сечения, за- нятая ликвацией не изменяется. Затем производится отделение лучей от цен тральной части, Отделение производится поочередно, Например, обжимая грань луча 2 перпендикулярно его радиусу, валок 5 воздействует не по всей длине луча, а только на участке с металлом, 1 свободным от ликвационных макродефектов. Учитывая, что предварительно раскат продеформирован на 10-30 и за счет деформации и искусственного удлинения лучей длина грани лучей возросла по сравнению с первоначальной на 2-60, то удаление 1,02-1,5 длины первоначального значения грани луча позволяет получать луч-заготовку с гарантированным качеством, без ликвации. 25П р и м е р, На машине...
Устройство для съема с форм заготовок маканыхизделий

Номер патента: 359165
Опубликовано: 01.01.1972
Авторы: Гутерман, Небогатиков, Никифоров
МПК: B29C 33/46, B29C 41/42
Метки: заготовок, маканыхизделий, съема, форм
...обеспечивает одскольких заготовок тва дляделий,содержеденияв поли кори приполненого с вноврембез их Пред 1. Устройство макапых издел 30 оболочек, содеет изобрете для съема с форм заготовок й, например шаропилотных жящее цилиндрический корПредлагаемое устройство отличается от известных тем, что оно снабжено трубчатой рамкой-воздуховодом для крепления цилиндрических корпусов, в которых средства для удержания заготовок выполнены в виде трубчатых эластичных диафрагм, расширяющихся при подаче сжатого воздуха через рамкувоздуховод в полости, образованные цилиндрическими корпусами и диафрагмами, Рабочая поверхность диафрагмы выполнена шероховатой.Такое выполнение обеспечивает одновременный съем нескольких заготовок без их повреждения, а...
Способ автоматического управления раскроем слитка на машине непрерывного литья заготовок

Номер патента: 1603625
Опубликовано: 30.05.1991
Авторы: Анюхин, Бекасов, Капитанов, Манаенко, Масленников, Смирнов
МПК: B22D 11/16
Метки: заготовок, литья, машине, непрерывного, раскроем, слитка
...образом использование средней скорости вытягивания слитка для каждого отслеживаемого участка поз воляет получить относительно простую зависимость, учитывающую наличие нестационарнцх процессов при разливке в количественно точно отражающую изменение объема слитка по его длине.В установившихся режимах разливки средняя скорость 7; будет постоян. ной для всех элементарных участков и равной установившейся скорости литья, а при изменении последней средняя скорость участков будет меняться по гиперболической зависимости, причем ее значение станет .сновапоетояввьи для всех участков, когда в тянущую клеть попадает элемент по" верхности, разлитый нв новой постоянной скорости.Подставив значения средней скорости 7; в зависимости (Ц, получим,...
Способ ю. г. проскурякова и в. н. романова определения макрогеометрических отклонений формы заготовок трубного проката

Номер патента: 652432
Опубликовано: 15.03.1979
Авторы: Проскуряков, Романов
МПК: G01B 5/28
Метки: заготовок, макрогеометрических, отклонений, проката, проскурякова, романова, трубного, формы
...С помощью индикатора определяют макси-.мальное радиальное биение наружной поверхности Ф -Кщ ) в пределах длины :. Максимальная высота макро- неровностей (например, в сечении К-к) Н К-К) будет составлять общий приР пуск на обточку наружной поверхности заготовки до диаметра Рщ,д= щсу 1 К) Я( КММ/ который разбивается равномерно на принятое число проходов п,так что с другои стороны Н (х - пр Йэ мму где Ь - припуск на сторону, снимаемый при обточке заготовки за один проход.Перед выполнением первого прохода на заготовке с помощью чертилки или резцом наносится продольная риска, образующая сечение с наименьшим радиусом по наружной поверхности трубы. Такая же осевая линия наносится и на листе прозрачной бумаги, на котором будут наносить...
Устройство для автоматического измерения длины слитка в машине непрерывного литья заготовок

Номер патента: 1503988
Опубликовано: 30.08.1989
Авторы: Демин, Успенский, Шефтель
МПК: B22D 11/16
Метки: длины, заготовок, литья, машине, непрерывного, слитка
...1 изрегистра 14 переписывается в параллельном коде во второй регистр 15.Так как выходы регистра 15 связаныс первыми входами первого сумматора16, то на выходах последнего оказы 1503988(2) вается число, соответствующее 21 На следующий период генератора 9 описанный цикл повторяется и на выходах сумматора 16 окажется число, соответствующее 31 , Так будет продолжаться до тех пор, пока при очередном и-м цикле число п 1 на выходах сумматора 16 не окажется больше 1 Тогда на первом выходе третьего компаратора 19 появится единичный сигнал, который поступит на управляющий вход генератора 9 и остановит его работу. Таким образом, на выходах сумматора 16 окажется зафиксированным (в параллельном коде) число п 1, большее 1.к и ближайшее к нему,...
Предыдущий патент: Образец для моделирования процесса деформации
Следующий патент: Способ прокатки заготовок
Случайный патент: Электрод для износостойкой наплавки