Пшеничная
Способ изготовления гнутых неравнополочных швеллеров

Номер патента: 1228939
Опубликовано: 07.05.1986
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, неравнополочных, швеллеров
...швеллера соступенчатой стенкой предлагаемымспособом.Так, например, при изготовлениинеравнополочного швеллера со ступенчатой стенкой 105 х 80 х 50 х 28 х 25 х 3 ммиэ стали Ст 3 кл после перехода 1 (задающего) в переходах 11-1 11 иэ полосовой заготовки 1 первоначально одно:временной подгибкой большей 2 и мень Ошей 3 полок и примыкающих к нимучастков 4 и 5 стенки будущего швеллера формообразуют профиль в видедвух сопряженных между собой уголков.Первоначальная Формовка сопряженных между собой двух уголков путемодновременной подгибки полок и участков стенки профиля позволяет в минимальном количестве переходов (одномили двух) изготовить профиль без щопродольного его скручивания и продольного изгиба, При этом места изгиба б и 7...
Способ склеивания конструкционных материалов

Номер патента: 1214703
Опубликовано: 28.02.1986
Авторы: Пшеничная, Слободкин, Шелевская
МПК: C09J 5/02
Метки: конструкционных, склеивания
...а также деталей с соединяемыми зквидистантными замкнутыми поверхностями, например для склеивания цилиндрических деталей внахлест,Целью изобретения является увеличение прочности клеевого соединения.П р и м е р. Клеевые композициинаполненпую К(607-ный нитрит бора, непаполненные К, БП - через 30 мин с момента приготовления наносят па подготовленные подложки слоем тогцциной 0,5 мм. Все виды эперговоздействия на адгезианный слой в период открытой выдержки проводят при температурах слоя35, 60, 80, 100 С, что соответствует плотггости рационального потока при ггнфракрасном ( ИК) излучении 1 = 0,051 0,11 0,21 0,25 Вт/см до момента гелеобраэования И = 207 при температуре воздуха в камере 30-35 С со скоростью продувки Ч = 0,5 м/с. Затем...
Способ изготовления гнутых профилей с просечками

Номер патента: 1209336
Опубликовано: 07.02.1986
Авторы: Докторов, Кирсанов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, просечками, профилей
...2 до угла ы 150 и обжатие в упругих пределах по толщине смятых участков полки 3, отбортовки 2 и мест 4 изгиба между ними позволяет восстановить форму (устранить искажение) места 4 изгиба и смятых участков. полки 3 и отбортовки 2 профиля 5после просечки, сохранив требуемуюФорму нросечек. При этом отгибкаотбортонки 2 обеспечивает стабильность размера й между кромкой отбортовки 2 и полкой 3 профиля, чтопри окончательной подгибке отбортоноки 2 до заданного угла ж =18016 обеспечивает стабильный зазор 0 между полкой 3 и отбортонкой 2 по всейдлине профиля 6.Проведенные лабораторные испытания покаэали, что с увеличением15 угла отгибки доступ инструмента ксмятыи участкам для их дранки улучшается, что обеепе 1 инает с ебилъРиост ь р аз мера ц...
Способ изготовления гнутых профилей

Номер патента: 1201020
Опубликовано: 30.12.1985
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
...0-20-40- 60-75 , скорость профилирования 0,7 м/с. Для получения готового профиля согласно предлагаемому способу п требовалось семь технологических переходов. Угол скручивания на готовых профилях составлял 0,5 ф, а стрела прогиба - 0,5 мм на 1 м длины. При этом максимальные отклонения ширины полок профиля составляли до +0,5 мм. Выполнение составного профиля с заданными размерами в переходе, предшествующем продольной разрезке, и размещением участков, соответствующих будущим полкам профилей в плоскости профилирования, позволяет при разрезке создавать для каждого одинарного профиля практически одинаковые условия формообразования, в том числе и тяговые усилия, прикладываемые к профилю со стороны валков, а это обеспечивает одинаковую...
Инструмент профилегибочного стана

Номер патента: 1176996
Опубликовано: 07.09.1985
Авторы: Гусенко, Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: инструмент, профилегибочного, стана
...и 9 нижнего валка.Выполненные на торцовой поверхности 3 элемента 2 соосно его цнлинд.рической рабочей поверхности 4 кольцевые конусные полости 1 О позволяютза осевой плоскостью валков подгибаемым элементам полкам .профиляперегибатьсянапример, на угол А вследствие продолжающейся подгибки) на угол больше номинального, соответствующего перпендикулярному расположению подгибаемого элемента поотношению к оси вращения валка, нахо.дящегося в контакте с внутренней сто.роной места изгиба подгибаемого элемента.Благодаря выполнению на торцовых рабочих поверхностях профильного элемента валка конусной коль евой полости становится возможным освободить подгибаемый элемент от стеснения (сжатия) по толщине и устранить поверхностные дефекты в видецарапин...
Способ изготовления гнутых профилей с отбортовками

Номер патента: 1159684
Опубликовано: 07.06.1985
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, отбортовками, профилей
...к отбортовкам 2 и 3,но 11-17 технологических переходахнаправлены против часовой стрелкии уравновешиваются моментом, прикла-дываемым к боковой стенке 4, направленным в противоположную сторону,т,е. цо часовой стрелке.В 7-711 переходах при доформовке профиля до заданных размеров уравновешинание момента, прикладынаемого к подгибаемой по жесткому режиму боковой стенке б, производится моментами, прикладываемыми к подги/баемой боковой стенке 4 и отгибаемой отбортовке 2.Так, например, изготовление про.Филя 40 ф 2010 х 102 мм из стали Ст 3 производили на станке 1-3 х 30-300 в семи технологических переходах . Режим подгибки элементов профиля приведен в таблице,При этом превьппение угла подгибки отбортонки, Формуемой наружу, над углом...
Валок рабочей клети профилегибочного стана

Номер патента: 1139535
Опубликовано: 15.02.1985
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: валок, клети, профилегибочного, рабочей, стана
...проворота в установочном положении обеспечивается установочными болтами 24 относительно жестко закрепленной в станине клети 25 тяги 26. Профиль 27 формируется в калибре, образованном профильными дисковыми элементами 4 и 5 и формующим роликом 17 верхнего валка и профильными дисковыми элементами 28 нижнего валка.Изготовление профиля в валках производится следующим образом.Профиль 27, постоянно находясь в контакте с приводными профильными дисковыми элементами 4 и 5 и формующим роликом 17, закрепленным на валу 1 верхнего валка, и приводными профильными дисковыми элементами 28 нижнего валка, перемещается вдоль стана и формоизменяется. При этом приводятся во вращение закрепленные на валу 1 с помощью шпонки 2 и дистанционных втулок 3 профильные...
Способ изготовления гнутых профилей

Номер патента: 1094642
Опубликовано: 30.05.1984
Авторы: Асеев, Докторов, Обозный, Пшеничная, Тришевский
МПК: B21D 5/06
...по ширине находит отражение в неточности развертки Ьч центрального участка 3. Затем в 111 впереходах, центрируя заготовку относительно кромок, производят подгибку крайних участков профиля 4 и 5. В И переходе при зажатых крайних элементах 4 - 6 растягивают центральный участок 3 на ве-, личину Ь Ьц, обеспечивая получение задан 5 10 15 20 25 30 35 40 45 50 55 ной конечной ширины развертки (Ьц + Ь Ьц) центрального участка профиля.В последних переходах производят выпрямление в калибре валков растянутого центрального участка 3 и доформовку профиля до требуемой конфигурации и размеров. При этом ширина центрального участка профиля в последнем переходе увеличивается по сравнению с шириной в предшествующем переходе Ь- .Так, например, при...
Рабочая клеть профилегибочного стана

Номер патента: 1094641
Опубликовано: 30.05.1984
Авторы: Ахлестин, Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: клеть, профилегибочного, рабочая, стана
...этом ком. пактна, формующие ролики 5, закрепленные с помощью держателя 4 на валке, приводные и размещены в калибре валков.При настройке стана смещение формующих роликов вдоль линии профилирования производится путем поворота держателя 4 на втулке-подшипнике 3 вала 1 с помощью регулировочного болта, соединенного со шпилькой 7. Упорные подшипники 8, которые могут быть выполнены в виде дисков Заготовка 9, постоянно находясь в контакте с приводными дисковыми рабочими эле.ментами 2, установленными на валах 1 вал.ков, и приводными от упомянутых дисковых элементов 2 верхнего валка уормующими ооликами 5, перемещается вдоль стана под их действием. При этом закрепленные на подшипнике 3 верхнего валка с помощью двуплечего держателя 4 формующие...
Способ изготовления гнутых несимметричных профилей

Номер патента: 1079334
Опубликовано: 15.03.1984
Авторы: Гарбузов, Гусенко, Докторов, Пшеничная, Самощев, Тришевский
МПК: B21D 5/06
Метки: гнутых, несимметричных, профилей
...в Профипь формовки непрерывным способом на стане 1-4 х 50-300 из рупонной заготовки.Для попучения готового профипя по прецпагаемому способу требуется 6 334 2сторону, противоположную поцгибке этойпопки.На фиг. 1 привецена схема формовкинеравнопопочного швеппера по прецпагае-мому способу; нв фиг. 2 - конфигурацияпрофилей с технологическими отбортовками и после их удаления,В 1 перехоце заготовка 1 направпяется вцопь стана. Во И-У 1 перехоцахпроизвоцят поцгибку большей 2 и меньшей 3 попок относительно стенки 4 профипя, Во 1-УП перехоцах поцгибаюттехнопогическую отбортовку 5. Углыпоцгибки зв прохоц большей попки Ьо.до всем перехоцам приняты одинаковыми с углами поцгибки меньшей попкиЬ . Поцгибка же отбортовки в сторону,противоположную...
Валок рабочей клетки профилегибочного стана

Номер патента: 1077680
Опубликовано: 07.03.1984
Авторы: Герасько, Докторов, Калужский, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: валок, клетки, профилегибочного, рабочей, стана
...и мест изгиба профиля у меньшейполки 11 и большей полки 12,Валки рабочей клети профилегибочного стана предлагаемой конструкцииработают следующим образом,От привода стана вращение передается рабочим валам 1 и 8 и установленным на них профильным дисковымэлементам 2 - 7 и 9. В калибре, образованном упомянутыми профильнымидисковыми элементами верхнего инижнего валков формуется профиль,содержащий стенку 10 и подгибаемыеменьшую 11 и большую 12 полку. Приэтом проФиль, большая и меньшая полки которого были подогнуты соответственно на углы К и Ющ, перемещаясь вдоль стана, вначале на входе ввалки предлагаемой конструкции центрируется направляющими буртами б и 7нижнего валка, а затем, достигая конусных участков 5 и 3, начинает Формоиэменяться,В...
Способ изготовления гнутых несимметричных профилей

Номер патента: 1076164
Опубликовано: 28.02.1984
Авторы: Докторов, Кузьмис, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, несимметричных, профилей
...удаляют.На Фиг, 1 показана схема Формовки неравнополочного швеллера попредлагаемому способу; на Фиг.2конфигурация профилей с технологической отбортовкой и после ее удаления.В 1 переходе заготовка 1 направляется вдоль стана, Во 11 -ЧП перехо.дах производят подгибку большейполки 2. Во 11- 7 переходах одновре 5 10 15 20 25 30 35 40 45 50,профильного прогиба, расширить сор 2, Способ по п. 1, о т л и ч а - ю щ и й с я тем, что технологическую отбортовку Формуют одновременно с подгибкой обеих полок. 3. Способ по пп. 1 и 2, о т л и ч а ю щ и й с я тем, что технологическую отбортовку после Формообразования профиля удаляют. менно с подгибкой большей полки 2 подгибают технологическую отбортовку 3, а начиная с М перехода - меньшую полку 4....
Валок рабочей клети профилегибочного стана

Номер патента: 1072949
Опубликовано: 15.02.1984
Авторы: Докторов, Обозный, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: валок, клети, профилегибочного, рабочей, стана
...на верхнем и нижнем валах рабочей клети. На валу 1 нижнего валка установлены профильные дисковые элементы, в том числе конусные 2 для подгибки полок профиля, а также цилиндрический 3 элемент для отформовки стенки профиля. На бурте элемента 4, со стороны конусного участка валка, выполнен дополнительно переходной конусный участок 5. Сопряженный по калибру с нижним валком верхний валок содержит установленный на валу 6 профиль 1ный элемент 7, обеспечивающий отформовку стенки 8 и мест изгиба профиля у полок 9. При пддгибке полок швеллера 100 х 96 х 5 х 1 мм с угла 15 на угол ЗО ширина дополнительно выполненного переходного конус- ного участка на торце цилиндрического бурта 4,7 мм, меньший диаметр упомянутого конусного участка д 200,5...
Способ изготовления профилей с гофрами жесткости

Номер патента: 308608
Опубликовано: 30.08.1983
Авторы: Гуренко, Докторов, Клепанда, Пшеничная, Тришевский
МПК: B21D 5/08
Метки: гофрами, жесткости, профилей
...ул, Проектная Изобретение относится к обработкеметаллов давлением и может быть использовано в металлургической промьпаленности,при изготовлении гнутых профилей проката.Известен способ изготовления профилей с гофрами жесткости, согласнокоторому формовку гофров жесткостиПРоизводят одновременно с подгибкойплоских элементов при зажатых боковых элементах заготовки з счет ме.0стного утонения материала,В процессе формовки гофров известным способом утонение материала рас-;.прецеляется неравномерно по сечениюпрофиля, и при относительно большойглубине гофров, вследствие локального утонения, возможен даже разрывметалла, При этом участки профиля,смежные с максимально деформируеьыми,подвержены незначительному формоизменению И имеют...
Диафрагменный электролизер
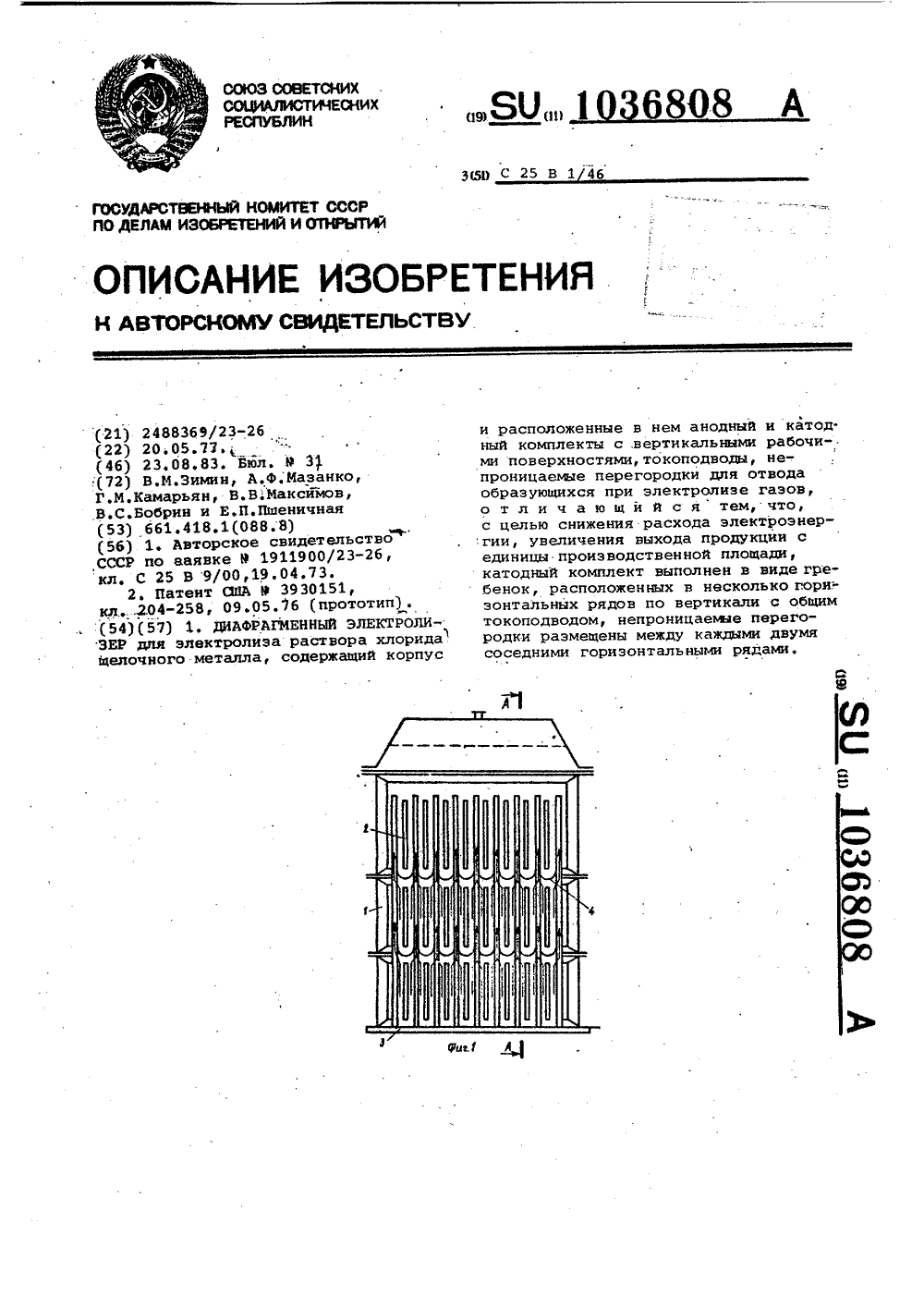
Номер патента: 1036808
Опубликовано: 23.08.1983
Авторы: Бобрин, Зимин, Камарьян, Мазанько, Максимов, Пшеничная
МПК: C25B 1/46
Метки: диафрагменный, электролизер
...площади,Укаэанная цель достигается диафрагменным электролизером для электролиза раствора хлорида щелочногометалл.1, содержащим корпус и расположенные в нем анодный и катодныйкомплекты с вертикально расположенными рабочими поверхностями, токопроводами и непроницаемыми перегородками для отвода образующихся приэлектролизе газов, катодный комплектвыполнен в виде гребенок, расположенных в несколько горизонтальных рядов по вертикали с общим токоподвожм, непроницаемые перегородки раз-мещены между каждыми двумя соседними горизонтальными рядами. Анодный комплект можно выполнить секционированным по высоте, секции расположены ,симметрично относительно гребенок катода и непроницаемые перегородки размещены меж-,. ду каждыми двумя...
Валок рабочей клети

Номер патента: 1028403
Опубликовано: 15.07.1983
Авторы: Докторов, Зиенко, Пшеничная, Тришевский
МПК: B21D 5/06
...приводными дисковыми элементами 4, закрепленными на валу 1верхнего валка с помощью шпонки 2 и .дистанционных втулок 3, а также с .приводными профильными элементами 22нижнего валка, перемещается под ихдействием вдоль стана. При этом закрепленный на двуплечем рычаге 7 вподшипниках 12 ролик-оправка 13участвует в формообразовании профиляи, опираясь на опорный ролик 11, позволяет создавать в калибре заданноеусилие формовки. Это усилие передается от рабочего вала 1 через переходную втулку 5, подшипник 8, экацентрик 9, подшипник 10, опорный ролйк11 и ролик-оправку 13 на профиль 21,При этом установленный шарнирно наподшипниках б на рабочем валу 1 двуплечий рычаг 7, на одном плече которого установлен ролик-оправка 13,с помощью второго плеча...
Рабочая клеть профилегибочного стана

Номер патента: 1015960
Опубликовано: 07.05.1983
Авторы: Гарбузов, Докторов, Карташев, Пшеничная, Тришевский, Хорхордин
МПК: B21D 5/06
Метки: клеть, профилегибочного, рабочая, стана
...основания конического валка 5 для подгибки меньшей полкир 1мЬдЮу м Ьм яРм- м рмовки полки;нижнего осно Диаметр-,О . нижнего оснческоговалка 4 для подгибкполки принимается оптимальиз условия его прочности иных возможностей рабочей клэтом для качественной отфоизгиба профиля цепесообразнаклона образующей кхности обоих большего ивалков одинаковыми, т,е.обеспечивая одинаковый ни меньшей .полок относитепьоф вания конибольшей1 х размеров онструктивети, При рмовки местно выполнятьонусной поменьшегом Даклон большей угльвер но с Рабочая клеть профипсгибочного стана имеет два приводных валка 1 и 2 и два неприводных вертикально установленных конических валка 3 и 4 соответственно для подгибки меньшей полки 5 профиля и большей полки 6. Стенка 7...
Валок рабочей клети профилегибочного стана

Номер патента: 1009561
Опубликовано: 07.04.1983
Авторы: Ахлестин, Докторов, Пшеничная, Тришевский
МПК: B21D 5/08
Метки: валок, клети, профилегибочного, рабочей, стана
...дисковыми элементами, снабжен размещенной на переходной втулке составной эксцентриковой втулкой с фиксатором, а профильные дисковые элементы устаньвлены на эксцентриковой втулке с возможностью вращения,На . Фйг. 1 изображен валок рабочей клети, продольный разрез, на фиг. 2 разрез А-А на Фиг. 1.На валу 1 с помощью шпонки 2 и 60 дистанционных втулок 3 жестко закреплены приводные профильные дисковые элементы 4 и переходная втулка 5, на которой свободно с возможностью взаимого вращения установлена составная 65 эксцентриковая втулка 6. На этом эксцентрике с возможностью свободного вращения установлен профичьный дис-, ковый элемент 7. Зксцентриковая втулка б с торцов взаимодействует с упорными Подшипниками 8. Обе части эксцентриковой...
Способ изготовления гнутых профилей

Номер патента: 1005977
Опубликовано: 23.03.1983
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
...суммарные уг лы подгибки полок (отбортовок ) Э, большей боковой стенки ( и меньшей а 6 . Углы подгибки за проход йс,д сну при этом равны разности соответствующих суммарных углов в рассматриваемом и предшествующем переходах.Профиль формуют непрерывным способом на стане 1-4 х 50-300 иэ рулонной заготовки, для создания заданно го растяжения места изгиба, ширина длина контактаместа изгиба б большей боковой стенки 3 с валками,"длина развертки места изгиба 7 в поперечном сечении,коэффициенты, отражающиеупрочнеиие металла при степенном законе. При этом растяжение металла местаизгиба б создается за счет, например,увеличения длины большей боковой стЕн-.ки 3 профиля и перемещения металлав стенку 3 из места изгиба б. Для качественной...
Способ изготовления гнутых профилей

Номер патента: 997901
Опубликовано: 23.02.1983
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
...в стброну увеличения угла подгибки КК, в то время как обЫчно при подгибке пружинение направлено в сторону уменьшения угла подгибки о. 5Для устранения пружиненйя Формовку Следует вести таким образом, .чтобы радиус кривизны рк - др) перед переформовкой места изгиба на заданный радиус кривизны рк учитывал угол 20 пружинения при подгибке Ь орр. При этом радиус кривизны определяется по Формуле)к" . 25Гк дР) аьХВ ряде случаев при формовке профилей, когда в местах изгиба наблюдается действие поперечных сил, величину угла пружинения Ьсп можно ЗО принимать несколько меньшей.Так, например, при формообразовании профиля 60 х 161 мм из стали Ст.3 для теплиц подгибку элементов заготовки производят на 9-клетевом ста не 1-3 х 20-350 в 8 технологических...
Способ формовки гнутых профилей проката

Номер патента: 995974
Опубликовано: 15.02.1983
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/08
Метки: гнутых, проката, профилей, формовки
...прототипу отклонение составляет до Зф, утонениедо 104 и наблюдается появление рисоки задиров на поверхности профилей.1 з Применение предлагаемого способадля изготовления профилей в сравнении с прототипом, выбранного в качестве базового объекта, позволяет снизить энергозатраты на 10-20 за счет рв исключения обжатия мест изгиба профиля по толщине и уменьшения потерь натрение в калибре валков.Экономический эффект получают засчет снижения металлоемкости профи- и лей на 204, уменьшения трудозатратна изготовление. профилей и,сборку изних конструкций на 104. формула изобретения. Ч технологических переходах места изгиба 2 профиля прогибают в сто"рону центра кривизны при одновремен"ной подгибке прямолинейных элементов3 ипрофиля относительно...
Валок рабочей клети профилегибочного стана

Номер патента: 986540
Опубликовано: 07.01.1983
Авторы: Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: валок, клети, профилегибочного, рабочей, стана
...17 нижнего валка, перемещается под их действием вдоль стана. При этом закрепленный на двуплечем рычаге 7 в подшипниках 8 профильный ролик 11 участвует в формообразовании профиля и, опираясь на опорный ролик 9, позволяет создавать в калибре заданное усилие формовки. Это усилие передается от рабочего вала 1 через переходную втулку 5, подшипник 8, опорный 9 и профильный 11 ролики на профиль 16. При этом установленный шарнирно на подшипниках 6 на рабочем валу 1 двуплечий рычаг 7, на одном плече которого установлен профильный ролик 11, с помощью второго влеча зафиксирован относительно тяги 15, жестко связанной со гтаниной установочными болтами 13. С помощью этих болтов профильный ролик 11 может быть повернут на рычаге 7 относительно вала 1...
Способ изготовления гнутых профилей проката

Номер патента: 978972
Опубликовано: 07.12.1982
Авторы: Антипов, Докторов, Олейник, Плотников, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, проката, профилей
...профиля 11.Недостатком способа является пру жинение металла мест изгиба и вследствие этого ухудшение качества изготовления профилей.Целью изобретения является повышение кацества профилей путем уменьшения пружинения в местах изгиба,С этой целью изготовление гнутых профилей проката, имеющих стенку,способом при котором оформляют гаоаритные размеры профиля до заданных, а затем осуществляют растяжение мест изгиба, при оформлении габаритных размеров профиля оформляют также радиусы мест изгиба, а растяжение мест изгиба производят путем выполнения технологических гофров местной вытяжкой на участках стенки профиля, приф легающих к местам изгиба.На фиг. 1 приведены технологические переходы изготовления корытного профиля по предлагаемому...
Способ изготовления профилей с элементами двойной толщины

Номер патента: 956095
Опубликовано: 07.09.1982
Авторы: Докторов, Олейник, Пшеничная, Тришевский
МПК: B21D 5/08
Метки: двойной, профилей, толщины, элементами
...- 7 производят искривление и дальнейшую подгиб ку на угол с = 110 участков заготовки 1 (переход 17) . Затем в У-Ч пере-, Модах производят осадку профиля посред"; ствои воздействия на него формующих усилий Р со стороны верхнего валка, фиксируя при этом перемещение мест сопряжения 3 отбортовок с элементами двойной толщины по прямой Ч-Ч в направлении осадки до плотного их соприкосновения со стенкой 4 профиля, В Ч 1 переходе осуществляют осадку искривленных в дугу элементов двойной толщины до плотного соприкосновения со стенкой профиля по всей его ширине. Формула изобретения 30 Профили, изготовленные по предлагаемому способу, характеризуются постоянством ширины элементов двойной толщины, стабильностью геометрических размеров поперечного...
Способ изготовления гнутых профилей проката

Номер патента: 946720
Опубликовано: 30.07.1982
Авторы: Гарбузов, Докторов, Олейник, Пшеничная, Тришевский, Чумаченко
МПК: B21D 5/08
Метки: гнутых, проката, профилей
...в калибрах валков и переформовке участков профиля,обеспечивается хорошее качество поверхности профилей, предупреждаетсяпоявление задиров, царапин, рисок,снижаются знергозатраты на Формовку.Относительная тангенциальная де,формация растяжения, возникающая дополнительно при изменении радиусакривизны по нейтральной линии деформации с р на р фиг.2), определяется по Формуле9 к 2раст= р р 9-9 к)Я+З -4,где с( рад - угол подгибки местаизгиба.Для устранения пружинения формовку следует вести таким образом, чтобы деформация растяжения.ье компенсировала деформацию сжатйя есж на внутренней поверхности места изгиба. При этом относительная деформация сжатия может быть определена расчетным путем по Формуле7 к-О,Ы 0,56е, :еТкгде Я " толщина...
Способ изготовления гнутых гофрированных профилей

Номер патента: 944708
Опубликовано: 23.07.1982
Авторы: Ахлестин, Докторов, Обозный, Пшеничная, Тришевский
МПК: B21D 5/08
Метки: гнутых, гофрированных, профилей
...гофров центрального участка, т.е. выполняется условие ьЬ ъ 0, гдеаг: Н- Н.Так, например, в соответствии спредложенным. способом изготовленияпроФиля из стали Ст.3 толщиноймм с пятью гофрами глубиной 5 мм и шири"ной 10 мм на стенке производят на десятиклетьевом стане 1"2 х 30-350 мм при скорости профилирования 20 м/мин. При этом в 1 переходе. заготовкушириной 320 мм направляют вдоль линии 3 944708 4профилирования. Во 11 переходе на заготовке отформовывают два гофра укромок глубиной 5 мм. Затем в 111переходе участки у кромок с отформованными на них гофрами смещают изплоскости профилирования в сторонувершин этих гофров (в сторону нижнего валка) за счет искривления сечения проФиля по дуге, При этом смещео ние гофров составляет 20 мм. В 1...
Способ изготовления гнутых профилей

Номер патента: 841162
Опубликовано: 07.07.1982
Авторы: Антипов, Докторов, Плотников, Пшеничная, Тришевский
МПК: B21D 5/08
...этом, при нрохокдении формуемого профиля 1 между верхним 2 и нижнем 3 валками производится подгибки боковых стенок 4. Усилпекподгибаемым боковым стенкам при формовке прикладывается со стороны конусных элементов нижнего вала. Боковая стенка профиля со стороны верхнего валка при его подгибке была освобождена в калибре, Центрирование профиля на входе в валки производилось направляющими буртами 5 нижних валков 3. Непосредственно в очаге деформации, когда ширина профиля меньше, чем на входе в валки, и направление профиля буртами становится невозмокным, центрирование профиля производят путем прилояения дополнительно центрирующих усилий Р к смыкающимся элементам с внутренней стороны полузакрытой полости формуемого профиля, например, с помощью...
Способ изготовления гнутых профилей

Номер патента: 940911
Опубликовано: 07.07.1982
Авторы: Докторов, Клепанда, Колоколов, Подыминогин, Постоногов, Пшеничная, Тришевский
МПК: B21D 5/08
...их смятие, и качественно отформовать места изгиба отбортовки в калибрах, образованных спаренными верхним и нижним валка,ми,Кроме того, в связи с тем, что смещение отбортовки по высоте с уровня,профилирования минимально, минимальны также перепад скоростей в калибре валков и энергозатраты на формовку профиля,Поворот отформованной многоэлементной отбортовки на заданный угол по отношению к боковой стенке производят за счет подгибки примыкающето к боковой стенке участка профиля без приложения усилий к кромкам, что исключает их смятие и позволяет применять жесткие режимы подгибки. Подгибка до заданного угла боковой стенки с отформованной отбортовкой производится с освобождением подгибаемых элементов профиля в калибрах валков при...
Инструмент профилегибочного стана

Номер патента: 912333
Опубликовано: 15.03.1982
Авторы: Антипов, Гарбузов, Докторов, Обозный, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: инструмент, профилегибочного, стана
...образом,От привода стана вращение передает- ся рабочему валу 2 с закрепленными на нем дисковыми кромконаправляющими 1 и профильными элементами 3. При этом профиль 4, размещенный в руье, образованном профильными дисковыми элементами 5, перемешаясь вдоль стана, контактирует в осевом сечении валков кромками 9 с торцовыми плоскостями 6 кромконаправляюшего дискового элемента 1. За осевой плоскостью валков вследствие продолжающейся подгибки бо ковых стенок профиля расстояние между кромками 9 профиля уменьшается. Это становится возможнь ч иэ-аа выполненных на торцовых плоскостях 6 кромконаправляющего дискового элемента 1 кщп;- цевых пазов 8, в которые и попадают за2333 6полками подгибают путем приложения кним усилий со сторочы дисковых...
Способ изготовления коробчатых профилей

Номер патента: 910280
Опубликовано: 07.03.1982
Авторы: Гарбузов, Гусенко, Докторов, Пшеничная, Тришевский, Чумаченко
МПК: B21D 5/08
Метки: коробчатых, профилей
...заданному, путем смещения стенки 2 с уровня профилирования Х-Х . В 111 переходе, подгибают полки 3 и отбортовки 4, в 1 Ч переходе подгибают боковые стенки 1 путем смещения стенки 2, одновременно подгибая полки 3 на заданный острый угол с относительно боковых стенок 1 и отбортовки 4 на угол 1 относительно полок, после чего в Ч Ч 1 переходах стенку 2 возвращают на уровень профилирования Х -Х и подгибают боковые стенки 1 с отформованными полками 3 и отбортовками 4, В Ч 11 переходе профиль доформовывают до требуемой формы путем подгибки боковых стенок 1 сотформованными полками 3 и отбортовками 4 на заданный уголТакая схема подгибки полок позволяет применять жесткие режимы формовки с углами подгибки за проход до 4-600 при минимальной...