Левичев
Устройство для дистанционного оптического контроля изоляции

Номер патента: 1238003
Опубликовано: 15.06.1986
Авторы: Крюков, Левичев, Овсянников, Розэ, Цаголов, Яншин
МПК: G01R 31/08
Метки: дистанционного, изоляции, оптического
...с помощью входного объектива 1 формируется изображение контролируемого объекта, а с помощью объектива 9 - импульсный световой3 1238003 4 сигнал светодиода 8. Светодиод 8 управляется задающим генератором источника 7 импульсного напряжения питания, чем обеспечивается их синхронизация. При включении источников поссвета оказывается невозможным. В данном устройстве для селекции поверхностных разрядов использована импульсная.модуляция коэффициента усиленияяркости. тоянного 6 и импульсного 7 высоковольтного напряжения питания на выходном экране 4 формируется изображениеконтролируемого объекта, свечения поИмпульсы напряжения питания подаются на микроканальную пластину 3 с частотой Р , отличающейся от удвоенной частоты Г воздействующего на...
Пневмоинструмент

Номер патента: 1207749
Опубликовано: 30.01.1986
Авторы: Левичев, Меркулов
МПК: B25D 17/04
Метки: пневмоинструмент
...Москва, Ж1 аушская наб д, 4/5 Заказ 133/18 Филиал ППП "Патент", г. Ужгород, ул, Проектная, 4 112077Изобретение относится к инструментам ударного действия и может бытьиспользовано в пневмоинструментах,работающих при отрицательных темпераэтурах. 5Цель изобретения - повышение про -йзводительности в условиях отрицательных температур путем обеспечениянепрерывного подогрева рукояткиНа фиг. 1 изображен пневмоинстру Омент, общий вид с вырезом; нафиг, 2 - разрез А-А на фиг, 1,Пневмоинструмент содержит цилиндрический корпус 1 с жестко связаннойс ним рукояткой 2 и каналом 3 для 5подачи рабочего тела, охватывающуюрукоятку 2 скобу 4 с глухим продольным отверстием 5, расширяющимся навходе в тангенциальном направлении исвязанным с каналом 3...
Способ прокатки заготовок

Номер патента: 882067
Опубликовано: 07.09.1985
Авторы: Губайдулин, Левичев, Толпа, Шульгин
МПК: B21B 1/02
...Ьа, а ширина Ьп.Отделение крайних заготовок 1 от среднейзаготовки 3 в валках 4 и 5 происходит сле 35дующим образом. При вращении верхнего 4и нижнего 5 валков происходит смешениелинии их контакта с заготовкой на величинуравную С и Ссоответственно, крайние заготовки будут смешаться. по направлению ОМ40на величину Ссср р, по направлению 01 -на Ссовр, Благодаря наличию у перемычки ширины удается скомпенсировать перемещение крайней заготовки в направлении 0. При этом вследствие деформации перемычки в этом направлении остается свобода перемещений заготовок в направлении ОХ так как в противном случае из эа вмятия средней заготовки в крайнюю к уже существующей перемычке добавляется еше перемыч. ка толщиной, равной разности а- СсозуЪ где с -...
Способ прокатки заготовок

Номер патента: 649190
Опубликовано: 30.03.1985
Авторы: Губайдулин, Кукуй, Левичев, Ляшенко, Моисеенков, Солод, Чуманов, Шульгин
МПК: B21B 1/02
...пропуске толщины перемычки.до 0,03 - 0,05 высоты калибра перед прокаткой в чистовом калибре заготовки сближают и одновременно поворачивают вокруг своих продольных осей, попарно навстречу друг другу ди достижения между боковыми смежными гранями заготовок рас" стояния равного ширине перемычки.На фиг. 1 - 4 показана схема формирования и разделения заготовок по описываемому способу.Сляб 1 прокатывают в многоручьевдм калибре 2 до величины перемычки равной 0,03-0,05 высоты калибра (см. фиг. 1). Затем заготовки 2 перед чистовым пропуском сближают и одновременно поворачивают вокруг своих продольных осей 4 попарно навстречу друг другу (см. Фиг, 2) до достижения между боковыми смежными гранями 5 и 6 заготовок расстояния равного ширине...
Многоручьевой калибр

Номер патента: 645314
Опубликовано: 30.03.1985
Авторы: Губайдулин, Левичев, Ляшенко, Моисеенков, Чуманов, Шульгин
МПК: B21B 1/02
Метки: калибр, многоручьевой
...СОВЕТСКИХ 645314 1 ЩР В 21 В 1/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙОПИСАНИЕ ИЗОБРЕТЕНИЯ Красститут 84 Ь Фиа втоесномм свИДатедьСтаМ(71) Донецкий ордена Трудовогоного Знамени политехнический и(56) 1, Патент США В 1977285,кл. 266-23, опублик, 1934,(54) (57) ИНОЮРУЧЬЕВОЙ КАЛИБР, содержащий несколько одноручьевцх КаЛибров, имеющих Форму квадратов, врезанных в прокатные валки на диагональ, совмещенных по щирине и разделевйых буртами, о т л и ч а ю щ и й с я тем, что, с целью повьвпения произво- дительности процесса прокатки путем увеличения угла захвата, часть периметра валка на каждом из буртов, йо меньшей иере на одном из валков, соответствующая центральному углу 3-35 , выполнена в виде по крайоней мере одной...
Способ производства сортового проката

Номер патента: 748960
Опубликовано: 30.03.1985
Авторы: Губайдулин, Левичев, Лященко, Моисееков, Солод, Толпа, Чуманов, Шульгин, Шум
МПК: B21B 1/00
Метки: производства, проката, сортового
...про.филей 2.Е недостаткам указанного способаследует отнести появление в местахразделения дефектов типа заусенцев,смятий и утяжек которые трудно уст 40раниьи при последующей прокатке; помюю этого, щж разделении по данному способу не устраняются изгиб искручивание профилей в случае разделения взанмиьм сдвигом,Описываемый способ производствасортового проката лйвеи указанныхнедостатков и отЛичается тем, чтоперед разделением формируют продольные утолщения с обеих сторон полосы вместах будущего разделения высотой равной 0,1-0,5 и основанием равным 1,03,0 толщины полосы и месте разДеления.Формирование укаэанных профильныхутолщений с обеих сторон полосы поэ 60 3воляет устранить образование утяжки и смятия на профиле в месте разделения.На фнг,...
Рн-метр с автоматической очисткой и регенерацией стеклянного электрода

Номер патента: 1140031
Опубликовано: 15.02.1985
Авторы: Брусов, Крашенинников, Левичев, Сухарев
МПК: G01N 27/38
Метки: автоматической, очисткой, регенерацией, рн-метр, стеклянного, электрода
...на этой стадии и следует производить измерение, а на все остальное время стеклянный электрод, можно изолировать от контролируемой среды, включив посредством программного блока операцию очистки и регенерации. При этом контролируемая среда внутрь насадки проникнуть не может, так как реагент имеет избыточное по сравнению с ней давление. Кроме того, реагент протекает через зазор между поршнем и внутренней поверхностью насадки, уходя в контролируемую среду через перепускные окна. Одновременно реагент растворяет вещества, высаживающиеся при выполнении операции измерения на внутренних поверхностях- насадки.Обеспечение высоких скоростей протекания реагента через проточку позволяет интенсиФицировать процес сы очистки и регенерации. В...
Система автоматического управления

Номер патента: 1113780
Опубликовано: 15.09.1984
Авторы: Брусов, Левичев, Сухарев
МПК: G05B 17/02
...и второго усилителей, второй вход первого усилителя соединен с выходом блока обратной модели и с входом корректирующего блока,50 второй вход второго усилителя соединен с выходом второго сумматора, а вход объекта связан с выходом второго усилителя и с входом блока задержки,1На фиг.1. Представлена структурная 55 схема системы автоматического управле ния; на фиг.2 - схема реализации усилителей," Структурная схема (фиг.1) включает в себя последовательно соединенные первый сумматор 1, первый регулятор 2, четвертый сумматор 3, блок прямой модели 4 объекта третий сумматор 5, блок обратной модели 6 объекта, корректирующий блок 7, выходной сигнал которого с обратным знаком поступает на вторые входы сумматоров 3 и 8, а выходной сигнал блока...
Устройство для обработки информации

Номер патента: 1112368
Опубликовано: 07.09.1984
Авторы: Брусов, Брусова, Гнездилов, Крашенинников, Левичев, Орлова, Сухарев
МПК: G06F 15/42
Метки: информации
...входным шинам 5, соединенные между собой первый накопитель 6 информации и первый блок 7 управления, соединенные между собой второй накопитель 8 информации и второй блок.9 управления, бпок 10 формирования 45 50 55 3подсоединенного входом к выходам первого блока поиска .информации и второго блока памяти, соединенного входами с выходами второго блока по иска информации, второго накопителя информации, блока формирования снгн лов управления регистрацией и блока настройки, блок формирования сигналов управления регистрацией подключен входами к выходам таймера, блок настройки и блока анализа требований оператора,. блок контроля подсоединен вторым входом к второму выходу первого блока памяти, первый накопитель информации соединен выходами ,с...
Способ получения игольчатой гамма-окиси железа для изготовления магнитных носителей

Номер патента: 1089052
Опубликовано: 30.04.1984
Авторы: Балахонов, Горохова, Ковтун, Костова, Левичев, Мирошниченко, Пономарев, Рупышев, Серяков, Соломко
МПК: C01G 49/06
Метки: гамма-окиси, железа, игольчатой, магнитных, носителей
...рабочем слое магнитной ленты,Концентрация ПАВ в дисперсиониой 20среде суспензии, равная 1-4 ККМ,необходима для создания оптимальной(равной 20-65 ) степени покрытия поверхности частиц моногидрата окиси;.железа, При концентрациях ПАВ меньше 251 ККМ степень покрытия меньше 20 .,что приводит к спеканию частиц порошка.и, как следствие, к уменьшениюоднородности частиц и магнитныхсвойств готового продукта, При концентрациях ПАВ больше 4 ККМ степеньпокрытия поверхности частиц моногидрата окиси железа больше 65 , приэтом также происходит ухудшениемагнитных свойств порошка - остаточ-35ной индукции, индукции насыщения икоэрцитивной силы, что снижает значение относительной частотной характеристики.Магнитные свойства получаемой40 гамма-окиси железа...
Образец для моделирования процесса деформации
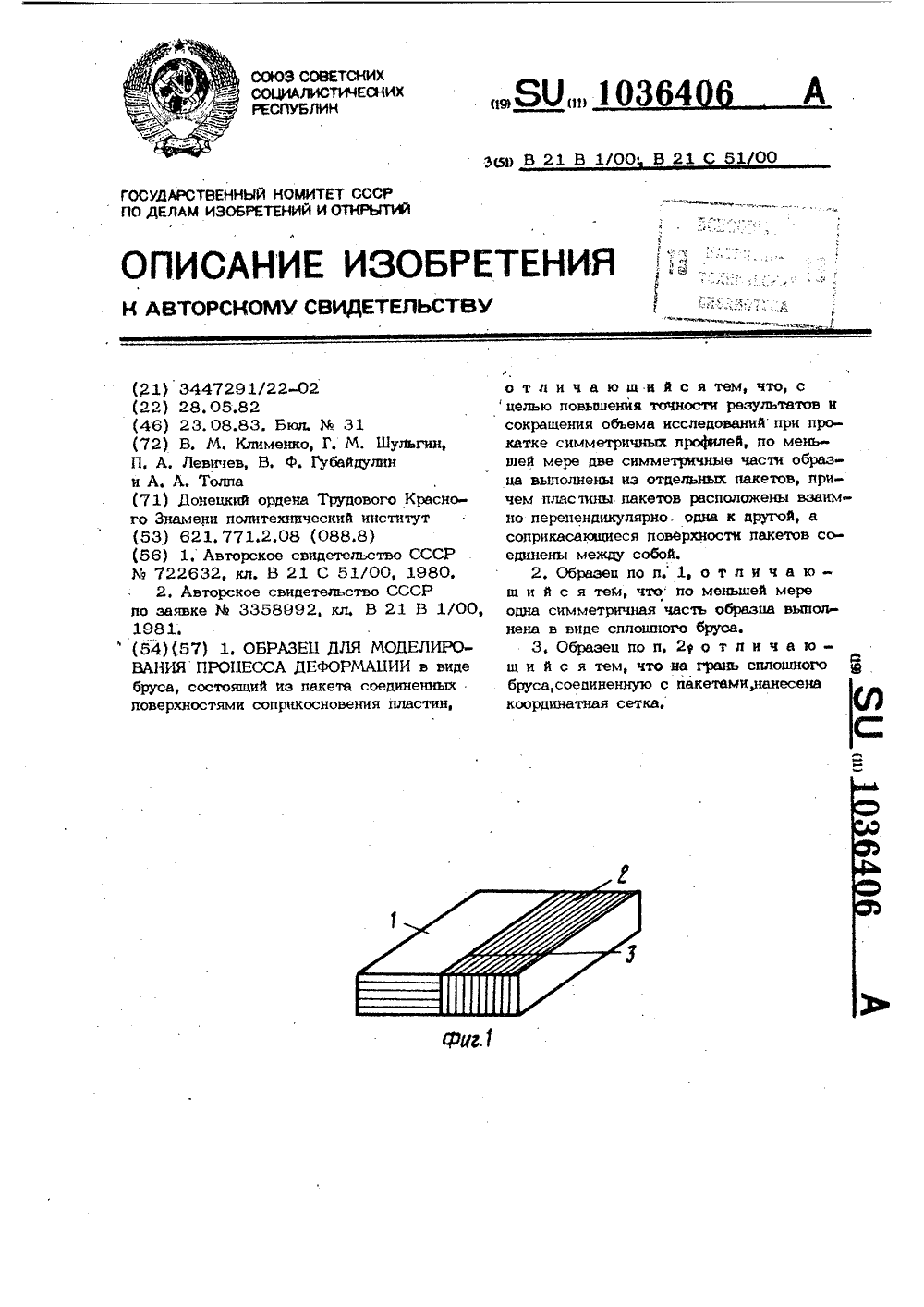
Номер патента: 1036406
Опубликовано: 23.08.1983
Авторы: Губайдуллин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: деформации, моделирования, образец, процесса
...4 и 5 и сплошной части Ибруса) 6, причем 7- место склейки пакетов, а 8 - место склейки сплошного бруса 6 и пакетов 4 и 5.Образец Ш состоит из пакетов 9 - 11 и сплошного бруса 12. Позициями 13 и .14 обозначены места склейки пакетов, а 15 и 16 - места склейки бруса 12 с пакетами.Образец используют при исследовании симметричных процессов деформации, В частности, при симметричной прокатке, исследуя высотную и поперечную дефор- мации, используют образец Г Ифиг. 1), состояший соответственно иэ пакетов 1 и 2, При исследовании течения метал- ла в горизонтальной плоскости симмеърии используют образец 11 (фиг, 2), состояший из пакетов 4 и 5 и сплошнойчасти 6. На сплошной части 6 наносяткоординатную сетку по месту 8 склейкис пакетами 4 и 5,...
Способ получения сортовых заготовок

Номер патента: 1022759
Опубликовано: 15.06.1983
Авторы: Губайдулин, Клименко, Левичев, Онищенко, Шульгин
МПК: B21B 1/02
...Кроме того, после разделения на выходе из валков происходит взаимная обкатка мест разделения.На фиг. 1 показана схема прокат"ки; на фиг. 2 " закон изменения усилий обжатия; на фиг. 3 и- взаимные положения заготовок в момент приложения сил в противофазах; нафиг.5 - заготовки после разделения.Прокатка одновременно двух заготовок 1 и 2, соединенных перемыцкой3 в момент разделения, введется сле"дующим образом.К заготовкам прикладываются циклически изменяющиеся усилия одновременно в плоскостях параллельныхлиний разделения 1 (силы Р и Р 4 илиР и Р 4) и перпендикулярных линий1разделения(силы Р и Р или Р,1и Р ). Усилия прикладываются к заготовкам со стороны валков 5 и 6.При взаимном смещении заготовок 1 и 2 в вертикальной...
Образец для моделирования процесса прокатки

Номер патента: 997860
Опубликовано: 23.02.1983
Авторы: Губайдулин, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: моделирования, образец, прокатки, процесса
...поверхности сплошных пластин, соединенных с торцовой поверхностью пакета, препятствует разрыву образца в плоскостях закрепления пластин пакета при наличии достаточно больщих растягивающих напряжений. Предотвращение нарушения сплошности образца в определенных условиях прокатки определяется толщиной сплошных пластин на боковой поверхности образца.Еак показали проведенные исследования, толщина этих пластин должна быть не меньше толщины пластин пакета. Если толщина боковых пластин меньше, то после нескольких пропусков они начинают разрушаться именно по местам склейки пластин пакета.На чертеже представлен предлагаемый образец для моделирования процесса прокатки, общий вид.Образец состоит иэ пакета пластин 1, соединенных между собой по...
Вибродемпфирующее устройство для корпуса транспортного средства

Номер патента: 965873
Опубликовано: 15.10.1982
Авторы: Байков, Бодунов, Глушков, Кирпичников, Кузьмичев, Левичев, Ляпунов, Рудаков
МПК: B63B 3/70
Метки: вибродемпфирующее, корпуса, средства, транспортного
...устройства. Эффективность проверяется на части обшивки настила судна толщиной 4 мм с размерами в плане 2,62 х 2,58 м. Обшивкае настила 1 подкреплена тремя ребрами жесткости 2, расположенными вдоль размера 2,62 м через 0,65 м, и двумя ребрами жесткости 2 вдоль размера 2,58 м через 0,86 м. Ребра 2 изготовлены из полособульбового профиля высотой 100 мм и толщиной 6 мм, Одна по.15 верхность обшивки облицована покрытием (см, фиг. 1), состоящйм из диссипативного слоя 3 толщиной 8 мм и армирующего слоя 4 толщиной 4 мм. Армирующий слой 4 покрытия соединен с ребрами жесткости 2. Возбуж. З 1 дение обшивки настила осуществляется с помощью электродинамического вибровозбудителя ВЗДС - 10, установленного на фундаменте в середине настила....
Способ калибровки валков

Номер патента: 946698
Опубликовано: 30.07.1982
Авторы: Левичев, Острейко, Паско, Пеленов, Погоржельский, Следнев, Стычинский, Чуманов, Шульгин, Шум
МПК: B21B 1/04
Метки: валков, калибровки
...калибре площади поперечного сечения крайних ручьев выполняют равными до 1;2 площади срединных ручьев. В связи с этим при прокатке прямоугольной заготовки 3 в этом калибре несмотря на более интенсивную утяжку металла по высоте в крайних ручьях по сравнению со срединными эа счет наличия значительной поперечной деформации (уширения) это способствует выполнению высоты заготовки в крайних ручьях, большей высоты заготовки, получаемой в срединных ручьях.В промежуточном калибре выполнение площади поперечного ечения крайних ручьев в пределах 1,2-1,0 площади срединных ручьев способствует выполнению высоты заготовки, получаемой в крайних ручьях, большей высоты заготовки в срединных ручьях.Большая площадь заготовки, полученная в крайних...
Способ исследования деформации металла при прокатке

Номер патента: 929252
Опубликовано: 23.05.1982
Авторы: Губайдулин, Зинин, Клименко, Левичев, Шульгин
МПК: B21B 1/00
Метки: деформации, исследования, металла, прокатке
...1 (фиг. 1) устанавливаетсямежду валками 2 и 3 таким, образом, чтобы его передний торец лежал в плоскостиосей валков. На переднем торце образца 1нанесена координатная сетка. После установки образца 1 производят сближениевалков 2 и 3 (фиг. 3),Величина сближения валков определяется заданной степенью деформации образца.В процессе сближения валков производяткиносъемку пережнего торца образца с нанесенной координатной сеткой. По изменению шага координатной сетки судят о перемещениях металла в поперечном и высотном направлениях.Применение предлагаемого способа целесообразно в тех случаях, когда разрабатываются новые процессы прокатки,информация о которых отсутствует.Пример. На стане 280 было проведеноисследование нового...
Составной валок

Номер патента: 884753
Опубликовано: 30.11.1981
Авторы: Губайдулин, Левичев, Ляшенко, Толпа, Шульгин
МПК: B21B 27/02
...калибра, с внешней стороны которых установлены нажимные гайки 5, снабженные фиксаторами. Каждый фиксатор выполнен в виде стержня 6, подпружиненного пружиной 7 и опертого в С-образный сег 20 мент 8, вмонтированный в нажимную гайку, При помощи нажимных гаек осуществляют изменение расстояния между шайбами, а фиксаторы исключают скручивание гаек в процессе прокатки.25 Между шайбами на оси установлены пружины 9 равной жесткости, которые позволяют изменить расстояние между шайбами на одну и ту же величину.Устройство работает следующим образом.При трехручьевой прокатке квадратной заготовки 100 х 100 мм исходная заготовка 410-200 мм прокатывается в черновых клетях, где установлены валки предлагаемой конструкции. Расстояние между...
Способ прокатки заготовок

Номер патента: 871853
Опубликовано: 15.10.1981
Авторы: Губайдулин, Клименко, Левичев, Морозов, Нетреба, Толпа, Шульгин
МПК: B21B 1/02
...делая в каждом из калибров, кроме чистового, по 2 пропуска. В чистовом калибре производят отделение заготовок за один пропуск.Суммарная степень высотной деформации в местах будущего разделения за два пропуска в первом черновом калибре других дефектов до их заваривания, что макропустоты в непрерывнолитом и кивпослецствие обеспечивает образование пящем металле завариваются, Для некона поверхности проката прерывистых -.рещин и волосовин.Бель изобретения - улучшение качества металла в районе мест разделения путем обеспечения заваривания макропустот.Поставленная цель достигается тем,что согласно способу, включающему последовательное формирование из сляба в 10многоручьевых калибрах раската, состо-5 ширинам перемычки в...
Способ обработки давлением удлиненных металлических заготовок

Номер патента: 867501
Опубликовано: 30.09.1981
Авторы: Губайдулин, Левичев, Ляшенко, Солод, Толпа, Шульгин
МПК: B21J 5/00
Метки: давлением, заготовок, металлических, удлиненных
...материалом обжимаемой заготовки, так как для ряда металлов необходимо давать нысотное обжатие больше, чем горизонтальное перемещение эагоговки, а также требонани. ями к геометрической точности заготовок ввиду того, что при больших деформациях трудно получить точный профиль.Предел величины углов в 75 объ ясняется тем, что при большей величине углов производительность процесса низка вниду незначительного перемещения заготовки вдоль своей продольной оси по сравнению с ее высотой деформацией.В другом случае обжатие заготон. ки 1 осущестнляется двумя группами сил (бойков), причем в первую группу входят бойки 2-4, а во вторую бойки 5-7 (фиг,2).Бойки расположены под углом 1200 относительно друг друга, а деформация, осуществляемая ими,...
Система управления для объектов с запаздыванием

Номер патента: 860002
Опубликовано: 30.08.1981
Авторы: Брусов, Левичев, Сухарев
МПК: G05B 17/00
Метки: запаздыванием, объектов
...на усилитель 20, с выхода которого сигнал поступает на второй вход пятого сумматора 19. С выхода сумматора 19 сигнал подается на параметри веские входы второго усилителя 12 и первого усилителя 7.Обозначим передаточную функцию обьекта 2 с запаздыванием через Че(Р)е 1, передаточную функцию модели 60 объекта 6 беэ запаздывания - через И р), передаточную Функцию второго блока 10 временной задержки - е Рд, 5-е Р,15-е) передаточную функ - Р С+Ь)цию обратной модели 11 объекта без 65 запаздывания - Я 1 Р). Пусть Чав)=огде К - коэффициент усиления объекта;полином и-го порядка от р,пусть также Ч,1 Р)= -ф, тогда Ч пк)6 со) м 1 о,р= -сс, где Кс- перестраиваемый коэфФицйент усиления усилителей 7 и 12Запишем выражение для иэображениявыходного...
Клеть прокатного стана

Номер патента: 831233
Опубликовано: 23.05.1981
Авторы: Губайдулин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 13/02
Метки: клеть, прокатного, стана
...7 пружинного типа. На подушке 2 установлен подпятник 8, в который упирается нажимной винт 9 механизма регули. ровки раствора валков. На подушке 2 закреплен один конец стяжнаго элемента 10,831233,формула изобретения 15 НИИПИ Заказ 313/23 Тираж 888 Подписное лнал ПГ 1 П Патентэ, г. Ужгород, ул, Проектная, 4 второй конец которого закреплен на подушке 3, Стяжные элементы 1 О выполнены в виде гибких лент, например канатов, и уста новлены по обе стороны от осей валков 4 и 5. Причем стяжные элементы 10 соединяют подушки 2 и 3 через блоки 11, оси которых закреплены на станине 1.Клеть работает следующим образом.При вращении нажимного винта 9 механизма регулировки раствора валков происходйт его перемещение. Это перемещение через подпятник 8...
Способ производства сортовых заготовоки калибр для его осуществления

Номер патента: 822932
Опубликовано: 23.04.1981
Авторы: Губайдулин, Ефименко, Левичев, Лященко, Моисеенков, Следнев, Солод, Чуманов, Шульгин, Шум
МПК: B21B 1/02
Метки: заготовоки, калибр, производства, сортовых
...толщиной 0,005 - 0,1 высоты исходного сляба иимеющих равные горизонтальные диагонали.После этого раскат перемещают на один ручейвдоль осей валков и прокатывают ромбические нитки в квадратных ручьях с частнымистепенями деформации 1,05 - 1,5.Во второй фазе, преимущественная цродольиая деформация ромбических ниток в квад.ратных ручьях вызывает продольную сдвига.вую деформацию в зоне перемычек, где происходит отделение заготовок друг от друга.П р и м е р 1. Стан 280 Донецкого палитехнического института, На бочке ф 300 ммврезают 4 трехручьевых калибра, из которых3 подготовительных и один чистовой. Конечноесечение квадрата 20 мм, Р 380 ммз. Шагмежду отдельными нитками (ручьями многоручьевого калибра) 28 мм. Исходное сече. 822932 4ние -...
Способ прокатки сортовыхзаготовок

Номер патента: 820930
Опубликовано: 15.04.1981
Авторы: Губайдулин, Клименко, Левичев, Лесик, Минаев, Толпа, Шульгин
МПК: B21B 1/02
Метки: прокатки, сортовыхзаготовок
...сторону, противоположную направлению смещения крайних заготовок, и прокатывают заготовки.820930 формула изобретения аказ 1583/13 Тираж 888 П НИИП л ППП "Патент", г. Ужгород, ул. Проектная,ф В валках 1 и 2 Формируют три заготовки 3-5. Формирование осуществляют посредством уменьшения зазора между валками 1 и 2 . После окончания Формирования заготовок оба эти валка иэгибают выпуклостью в сторону, противоположную направлению смещения крайних заготовок, т. е. вверх. После изгиба в валки 1 и 2 задают раскат состоящий иэ заготовок 3-5, соединенных перемычками, и прокатывают. Так как заготовку 4 удерживают в среднем ручье, а заготовки 3 и 5 обжимают гранями ручьев верхнего валка 1, происходит смещение крайних заготовок потому, что грани калибра...
Способ прокатки заготовок

Номер патента: 816582
Опубликовано: 30.03.1981
Авторы: Губайдулин, Клименко, Левичев, Ляшенко, Паско, Пеленов, Татаринов, Шульгин
МПК: B21B 1/02
...утолщения,что не позволяет достичь поставленной цели, так как Фактически утолщение превращается в обычную плоскуюбоковую грань раската.При ширине утолщения менее 0,2высоты сляба положительный эФФектисчезает, так как неэавиеимо от толщины этого элемента наблюдается продольный закатВ данном случае приконтактное уширение. развивается значительно интеисивней, чем уширениев центральной части на боковой грани сляба.Важную роль при устранении этогонедостатка играет толщина продольного локального утолщения, которая непосредственно связана с наклоном боковой грани мйогоручьевого калибра.установленочто. при больших углахвыпуска45 (реверсивные обжимныестаны) следует использовать верхнийпредел определения толщины, т.е.0,15 высоты сляба на...
Способ прокатки заготовок

Номер патента: 806173
Опубликовано: 23.02.1981
Авторы: Губайдулин, Левичев, Ляшенко, Моисеенков, Солод, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
...отделяются друг от друга.В результате формирования впадин и последующей прокатки повышается пластичность металла, так как измельчается зерно металла.Кофигурация сляба после деформации на гладкой бочке благоприятствует закрытию дефектов сплошнссти металла в вершинах заготовок и препятствует их возникновению, так как в многоручьевых калибрах значительно уменьшается утяжка металла в вершинах заготовок, При этом снижаются растягивающие йапряжения в этих зонах и дажепереходят в сжимающие,Если Формировать впадины глубже, чем 0,2 толщины исходного сляба, тс резко возрастает износ и нагрузки. на Формующий инструмент, падает производительность Формирования впадин. В другом случае, когда глубина впадин менее 0,1 толщины исходного сляба,...
Черновой калибр для многоручье-вой прокатки

Номер патента: 804013
Опубликовано: 15.02.1981
Авторы: Губайдулин, Клименко, Левичев, Паско, Пеленов, Татаринов, Толпа, Шульгин
МПК: B21B 1/02
Метки: калибр, многоручье-вой, прокатки, черновой
...2, В, - ширина этого калибра по дну; 7 - выпуск калибра или угол наклона боковой грани калибра. Прямоугольный раскат 3 имеет ширину В, Позиции 4 и 5 показывают расположение соответственно верхнего 1 и нижнего 2 валков при установившемся процессе прокатки. В калибре, симметричном относительно линии прокатки ,см, фиг, 2 ), прокаты нают раскат 8 полученный в калибре на Фиг. 1. Причем эти калибры можно применять как на реверсивном стане так и на линейном стане трио, проектируя их сопряженными. 15Смысл изобретения заключается в том, чтобы предотвратить первоначальный одновременный контакт с гребнями верхнего и нижнего валков, т. е, иЬя. Е случае 8 ( н 20 имеющем место при использовании чернового многоручьеного калибра (см. Фиг, 1), при...
Система калибров

Номер патента: 801907
Опубликовано: 07.02.1981
Авторы: Губайдулин, Клименко, Левичев, Паско, Пеленов, Татаринов, Толпа, Шульгин
МПК: B21B 1/02
Метки: калибров
...поясняется чертежом,где представлена схема системы многоручьевых калибров,В валках 1, 2 и 3 стана триоврезаны сопряженные калибры 4 и 5,причем углы наклбна стенок ручьев с.этих калибров различны. Для калибРа 4 с 2 ф а для калибра 5(А.При этом углы наклона стенок нижнихручьев калибра 4 и верхних ручьевкалибра 5 равны сС.Соответственно задаче прокатки вкалибрах с постепенным увеличениемугла наклона боковых стенок, калибр4 служит в качестве предшествующего,а калибр 5 - последующего по ходупрокатки калибра. На бочках одногокомплекта валков может быть нарезано несколько пар таких смежно распо"ложенных калибров. Система калибровпредназначена для проката квадратных проФилей нз плоских заготовок.801907 Формула изобретения слов Корректор М....
Осушитель

Номер патента: 798435
Опубликовано: 23.01.1981
Авторы: Елынкин, Кулаков, Левичев, Меркулов, Подольский
МПК: F25B 9/02
Метки: осушитель
...вывод 5, патрубок 6 вывода холодного потока, сборник 7 конденсата и механических примесей, сообщенный радиальными каналами 8 с трубой, которая имеет ребра 9. Горячий конец трубы заглушен.Работает осушитель следующим образом.При истечении сжатого газа из соплового ввода 2 внутри вихревой трубы 1 образуется закрученный поток, периферийные слои которого нагреваются, а приосевые-охлаждаются. В результате коническая часть вихревой трубы, наружная поверхность которой имеет ребра 9, нагревается. Холод798435 формула изобретения Сдкпи газ иг,2 Составитель Ю. МартинТехред А. Бойкас Тираж 577 ИПИ Государственного коми по делам изобретений и отМосква, Ж - 35, Раушская ППП Патент, г. Ужгород, у Редактор М. ЛикоЗаказ 9997/45ВН вич Корректор...
Способ прокатки сортовых заготовок

Номер патента: 789167
Опубликовано: 23.12.1980
Авторы: Губайдулин, Левичев, Ляшенко, Моисеенков, Солод, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
Метки: заготовок, прокатки, сортовых
...непрерывно. заготовочного стана локальную деформацию наиболее предпочти.тельно вести с помощью кантующих валковв мекклетевых промежутках, используя приэтом энергию привода рабочих валков.Известно, что износ режущих гребней рабочихИвалков превалирует над износом по остальнойчасти калибра. Анализ экспериментальных эпюризноса, например по данным 131 показывает,что в калибрах типаразрезных применение ост. рых гребней быстро выводит калибр из строя.Преимущественный износ наиболее ощутим вдиапазоне (0,1-0,4) К, где К - ширина гребняразрезного калибра, Учитывая геометрическуюаналогию многоручьевого калибра с разрезным,этот диапазон равен (0,04 - 0,25)С, где С - шагмежду ручьями по гребням рабочих валков.Особенно важно то обсточтельство, что...
Способ изготовления фасонных профилей

Номер патента: 782942
Опубликовано: 30.11.1980
Авторы: Губайдулин, Левичев, Ляшенко, Моисеенков, Солод, Чумаков, Шульгин
МПК: B21H 7/00
...требуемой глубины,С целью расширения сортамента получаемыхизделий, прокатку ведут в несколько последо.вательных проходов, используя в каждом по.следующем проходе шаблон, площадь поперечного сечения которого больше плошади поперечного сечения шаблона предшествующего прохода.На чертеже показана схема прокатки профи.ля корытного хипа за три прохода.В зоне деформации между одним иэ валков1 и заготовкой 2 располагают шаблон 3 вдоль. оси деформации, причем в каждом последующемпропуске площадь поперечного сечения шаблона 3 увеличивают.Сущность способа заключается в следующем.Раскат задают в зону деформации, образован.ную валками 1 и шаблоном 3, после выходараската из клети его задают в следующую клеть,в зоне деформации которой размещен...