Кричевский
Способ оценки степени очистки металлических изделий

Номер патента: 1368760
Опубликовано: 23.01.1988
Авторы: Афанасьева, Гольберг, Кричевский, Ламин, Лихтеров, Манохина, Плаксин, Поклонов, Хохлова, Шор
МПК: G01N 27/46
Метки: металлических, оценки, степени
...этой величины судят о повьппении степени очистки поверхности.. П р и м е р 1Испытуеьый образец металлического иэделия из нержавающей стали марки ОХ 18 Н 10 Т выдерживают в технологическом масле А в течение 30 мин, затем вынимают из сма" зочного материала, промывают в вод ном растворе ПАВ "Верталин" в течение 35 мин и измеряют величину ЭДС (Е) электродной пары испытуемый образец - электрод. сравнения,Для оценки качества очистки подготавливают контрольный образец в видестержня, изготовленного из той жестали, Поверхность контрольного образца тщательно очищают наждачнойбумагой, затем выдерживают 25 мин вдистиллированной воде, промывают35 мин водным раствором ПАВ "Вертолин". Подготовленный контрольный образец помещают в ячейку,...
Непрерывный трубопрокатный стан

Номер патента: 1364382
Опубликовано: 07.01.1988
Авторы: Вердеревский, Гриншпун, Зельдович, Кричевский, Мягков, Фурлендер, Чекулаев
МПК: B21B 17/14
Метки: непрерывный, стан, трубопрокатный
...направляющиевыступы которых входят между опорнымибуртами вертикальных пазов корпусаклети. По обе стороны от закрепленной клети расположены две группыклетей, которые прижаты к среднеймеханизмами фиксации от осевого смещения в виде гидравлических цилиндров4. На постаменте предусмотрены попарно соединенные тяги 5 и 6 длякаждой группы клетей, на которых закреплены упоры 7, взаимодействующиес пазами корпусов клетей. Тяги установлены в подшипниках 8 скольженияи имеют возможность осевого перемещения. Шаг установки упоров на тягахпревышает шаг клетей в зажатом состоянии,Устройство работает следующим образом,В исходном положении средняя клетьзафиксирована на постаменте 1 отсмещения при помощи вертикальныхнаправляющих выступов вертикальныхстоек...
Способ производства электросварных труб

Номер патента: 1353548
Опубликовано: 23.11.1987
Авторы: Барменков, Буксбаум, Гольберг, Кричевский, Мягков, Небогатов, Поклонов, Халамез
МПК: B21C 37/06
Метки: производства, труб, электросварных
...максимальным прогибом величиной Ь = (0,5 - 5)К.р в зависимости отмеханических свойств и типоразмера изготавливаемых труб, в частности показателя относительнои тонкостенности -, где 5 - толи535 шина стенки трубы, 0 - диаметр наружнойтрубы.Максимальные значения Ь = (0,5 - 2) Ксоответствуют тонкостенным трубам с показателем - = 0,025 и менее. Трубы со54 ц значением показателя - ) 0,025 прогибаютна величину й = (2 - 5) Ктр,Диапазон значений величины прогибаЬ = (0,5 - 5) Кр обеспечивает остаточныепродольные и поперечные пластические де 45 формации в трубе, в зоне сварки, устранимые вне этой зоны в группе калибровочных клетей и достаточные для сведения кромок в зоне сварки напряжения отраспружинивания заготовки после продольного изгиба.5 О При...
Способ настройки калибровочно-редукционного стана и маркированный шаблон для его осуществления

Номер патента: 1348023
Опубликовано: 30.10.1987
Авторы: Высокосов, Гольберг, Кричевский, Кроликов, Мягков, Поклонов, Потапов, Рымов, Самусев
МПК: B21C 37/06
Метки: калибровочно-редукционного, маркированный, настройки, стана, шаблон
...- дефектов нет).Правильность полноты настройки валкового калибра (размеры проходного сечения калибра) определяется точно при заполнении расстояния между ребордами упругим эластичным материалом шаблона. Предварительный расчет площади поперечного сечения полиуретановой секции в процессе настройки устраняет лишние технологические операции замерки, подгонки между верхним и нижним валком калибра. 5 10 15 20 30 35 40 45 50 55 представлены в таблице, При длине секции меньше 4 Д линии маркировки нечетко определяются в деформированном состоянии полиуретановой секции (калибр сжат). При длине больше 5 Д затрудняется заводка и вывод шаблона из линии стана.Установка шаблона по оси калибров за счет регулировки натяжения металлического стержня...
Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом

Номер патента: 1346369
Опубликовано: 23.10.1987
Авторы: Бобылев, Гладков, Киселев, Кричевский, Ширковский
МПК: B23K 9/10
Метки: глубины, неплавящимся, проплавления, сварке, электродом
...контролируемое сечение 2,Позицией 3 показана изотерма, ограничивающая зону расплава, позицией4 - изотерма, соответствующая заданной температуре.Свариваемая лента 5 приводитсяв движение формовочными валками 6со скоростью Я. Сварочная дуга 7 возбуждается в горелке 8, питаемой отуправляемого сварочного выпрямителя 5 10 15 О скорость сварки на величину дЯ ификсируют изменение ширины контролируемой изотермы В В и отклонениекритериального параметра д К Приэтом ш,=вВ,/щ=ЛК/ЛЯВернув процессв исходное состояние, изменяют степень распределенности источника теплоты путем увеличения длины дуги.Определяют при этом отклонение критериального параметра дК. Ток сварки увеличивают так, чтобы добитьсятребуемой величины проплавления,ширина контролируемой...
Способ производства труб сваркой давлением

Номер патента: 1338919
Опубликовано: 23.09.1987
Авторы: Барменков, Буксбаум, Кричевский, Мягков, Небогатов, Пеньков, Поклонов, Халамез
МПК: B21C 37/08
Метки: давлением, производства, сваркой, труб
...периметр заготовки, Для этого сварочные валки устанавливают с минимально возможным зазором между ребордами. По мере увеличения периметра заготовки верхний сварочный валок, перемещают одновременно вверх и вдоль оси трубы по на 35 правлению ее движения. Величина осадки кромок при этом стабилизируется, поскольку увеличение осадки за счет увеличения. периметра заготовки компенсируется увеличением периметра калибра. Одновременно с этим стабилизируется длина очага сварки, поскольку ее уменьшение за счет приближения точки встречи кромок к оси сварочных валков (границе очага сварки) компен 45 сируется горизонтальным смещением оси верхнего сварочного валка.Таким образом, стабилизируется величина осадки кромок и длина очага го порядка,...
Стан холодной прокатки труб

Номер патента: 1338910
Опубликовано: 23.09.1987
Авторы: Жулидов, Кричевский, Лавренов, Ламин, Манохин, Мягков, Новиков, Орлов, Пелешко, Поклонов, Самойленко, Сенкевич, Цапко
МПК: B21B 13/20, B21B 21/00
Метки: прокатки, стан, труб, холодной
...в случае износа шариков регулировать их положение в проточках, устанавливать новые, вследствие чего повышается точность геометрическихразмеров труб.Снабжение корпусов валами, имеющими приводы вращения в плоскости,перпендикулярной плоскости вращенияобоймы, в которой корпуса размещены по кругу, обеспечивает деформирующим шарикам, кроме перемещениявокруг заготовки, перемещение в перпендикулярной плоскости, за счетчего повышается качество поверхностии точность размеров.Связь приводов вращения всех валов через шпиндель с приводом вращения обоймы обеспечивает синхронность поворота корпусов в плоскости,перпендикулярной плоскости вращенияобоймы, вследствие чего повышаетсяточность геометрических размеровтруб,Размещение в обойме двуплечих...
Способ лечения больных абсцессом легкого и эмпиемой плевры

Номер патента: 1326278
Опубликовано: 30.07.1987
Авторы: Гукасян, Дохикян, Егоркина, Кричевский, Лященко, Муромский, Пешина, Речицкий, Сазонов, Семиволков
МПК: A61N 5/00
Метки: абсцессом, больных, легкого, лечения, плевры, эмпиемой
...35собности. пельное введение гемодеза, раствораРингера-Локка, 5-107-ной глюкозы),иммунную терапию (внутривенное капельное введение антистафилококковой 4 оплазмы), кардиальную и аналептическуютерапию, витаминотерапию,Произведенодренирование (трансторакальное, поМональди) полости абсцесса-эмпиемыверхней доли левого легкого с введением в гнойную полость дренажной трубки для фракционного промывания санирующими растворами Состояние больной улучшилось - субфебрильная температура, уменьшилась слабость, отделяемого из полости абсцесса-эмпиемыменее 10-.15 мл, При бактериологичесВНИИПИ Заказ 3215/4 Тираж 595 Подписное Произв.-полигр, пр-тие, г. Ужгород, ул. Проектная, 4 1 132Изобретение относится к медицине,а именно к пульмонологии,Целью...
Способ непрерывного изготовления прямошовных труб

Номер патента: 1324702
Опубликовано: 23.07.1987
Авторы: Гольберг, Евдокимов, Кричевский, Львов, Молчанов, Мягков, Орлов, Пеньков, Поклонов, Пунин, Чехин
МПК: B21C 37/08
Метки: непрерывного, прямошовных, труб
...мм Величина усилия Обжатп Р 3)цзрастет в 1,5 - 2 раза 33 сццтвстст 1(333 ц ушличится усилие 33 цдж(х(11 Я).Граничные пределы величин а, Р, х,):13 в 3- сят от марки стали, сцртамептз трхб. режима сварки и цпределякгся из усгнвпй кн.спечения стабильности сварочного язвления и теплового влияния сварочной луги па инструмент. Так, сварка кромок па расстоянии от центра сварочного роликовоп калибра, меньшем чем 0,5 дидчетрд трубной зготовки, приводит к нестабильности усилия обжатия кромок, так как велико влияние ца него в зоне расплавленного металла О(црцых роликов калибра и различпь)х неоднородностей трубной загонвки, чтц снижает качество сварного пвд в результате Образования пепроваров, церавнцмсрццго наружного и внутреннего грата на...
Технологический инструмент сварочной клети трубоэлектросварочного агрегата

Номер патента: 1324701
Опубликовано: 23.07.1987
Авторы: Ветров, Давыдов, Кричевский, Логвиненко, Манохин, Пархомец, Пелешко, Пеньков, Поклонов
МПК: B21C 37/08
Метки: агрегата, инструмент, клети, сварочной, технологический, трубоэлектросварочного
...по длине труб, и тем самым повышается качество сварного шва.Расположение центра радиуса централь- З 5 ной дуги со смещением относительно поверхности контакта реборд большего диаметра в сторону продольной оси валка позволяет иметь оптимальную величину осадки, обеспечивающую повышение качества сварного 40 шва.Величины смещения (0,0 - 0,03) К установлены на основании экспериментальных данных и зависят от диаметра и толщины стенки свариваемой трубы и радиуса дуги ручья. При больших диаметрах труб и 45 больших радиусах дуги ручья смещение принимает меньшие значения 0,01 К), и наоборот. Значения величины смещения менее 0,0 К и более 0,03 К приводят к ухудшению качества сварного шва ввиду того, что при этом не обеспечивается оптимальная...
Способ изготовления труб переменного сечения

Номер патента: 1308404
Опубликовано: 07.05.1987
Авторы: Верещагин, Ветров, Горюн, Козлов, Король, Кричевский, Ламин, Ломако, Носаль, Охотный, Пичугин, Поклонов, Полищук, Станешин, Тараненко, Уваров
МПК: B21B 21/00
Метки: переменного, сечения, труб
...до комнатной температуры. цилиндрическую трубную заготовку 32 хПрокатку в последнем проходе произ- х/,5 мм из стали ЗОХМА и дважды проводят с постоянной величиной обжатия катывают ее на станах ХПТК 40 с разпо длине заготовки, равной 10-307. 30 ным профилем ручья валков на цилинОхлаждение термообработанной рической неподвижной оправке. Каждуюзаготовки в жидкой среде перед пос- из двукратных прокаток трубной заголедним проходом приводит к повыше- товки осуществляют чередованиемнию прочностных характеристик, нап- обжатия ее с подачей и поворотом посример предела прочности и ударной 35 ле каждого рабочего хода валковДлявязкости, обеих прокаток величина подачи шДля того, чтобы сузить разброс ве- равна 1,5 мм, а число двойных ходовличины...
Соединение полотнищ противофильтрационных пленочных экранов
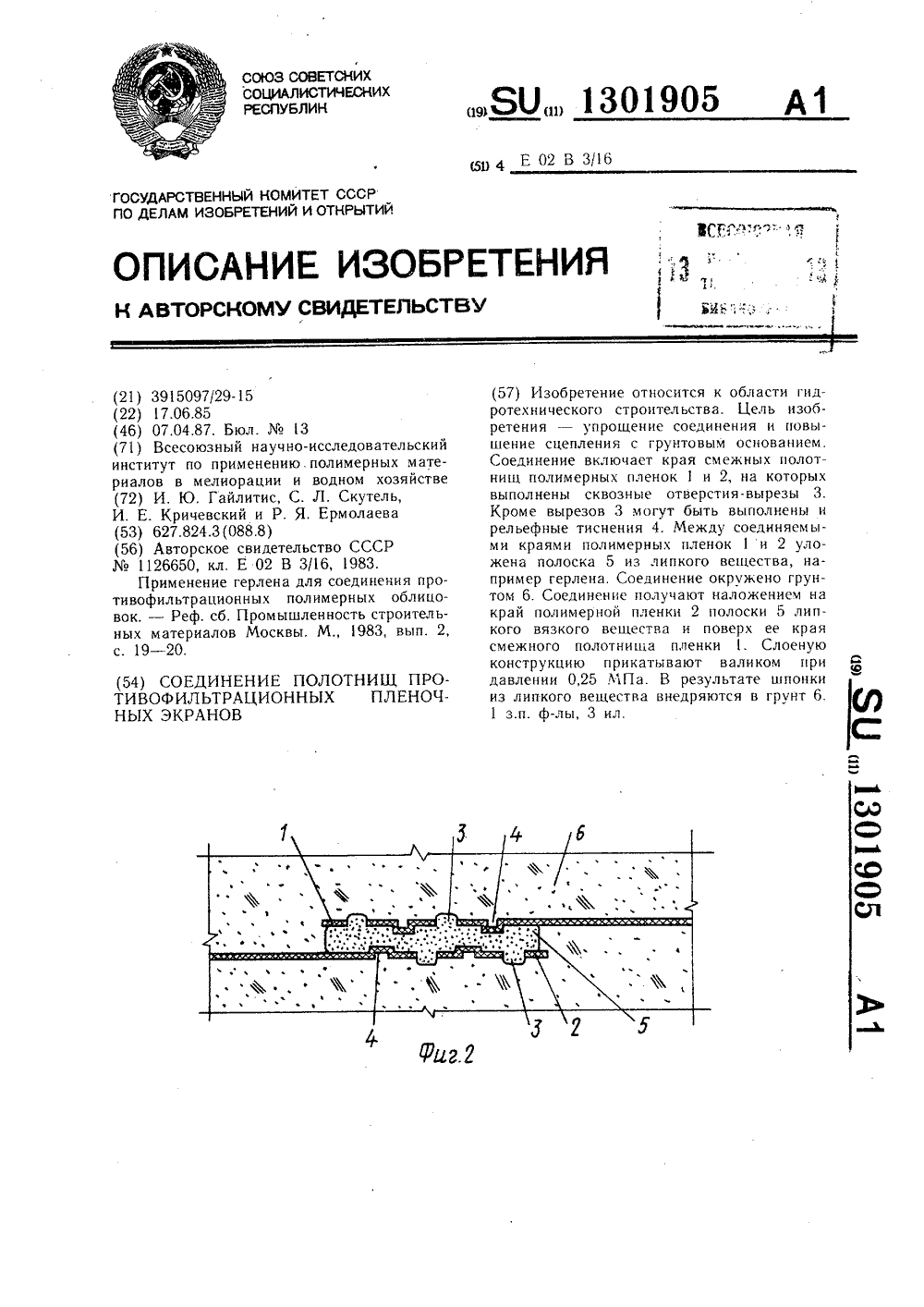
Номер патента: 1301905
Опубликовано: 07.04.1987
Авторы: Гайлитис, Ермолаева, Кричевский, Скутель
МПК: E02B 3/16
Метки: пленочных, полотнищ, противофильтрационных, соединение, экранов
...к соединениям гибких полимерных тонких листов и пленок, преимущественно противофильтрационных экранов.Целью изобретения является упрощение соединения и повышение сцепления с грунтовым основанием.На фиг. 1 показано соединение со сквозными отверстиями на краях соединяемых пленок, поперечный разрез; на фиг. 2 - то же, дополненное рифлеными тиснениями; на фиг. 3 - предлагаемое соединение, вид сверху.Соединение включает края смежных полотнищ полимерной пленки 1 и 2, на которых выполнены сквозные отверстия-вырезы 3. Кроме отверстий-вырезов 3 могуз быть выполнены и рельефные тиснения 4. Между соединяемыми краями полимерных пленоки 2 уложена полоска 5 из липкого вещества, например, герлена. Соединение окружено грунтом 6.Соединение получают...
Способ обработки наружных поверхностей вращения с симметричным профилем переменной кривизны

Номер патента: 1301579
Опубликовано: 07.04.1987
Авторы: Асанбаев, Гольберг, Камсюк, Кричевский, Ламин, Макаров, Мягков, Пеньков, Поклонов
МПК: B23C 3/02
Метки: вращения, кривизны, наружных, переменной, поверхностей, профилем, симметричным
...А.ШаровТехред А. Кравчук Редактор А.Козориз Л.Пилипенк Коррек аказ 1180/ 13 Тираж 976 ПоВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 дписное Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектна Изобретение относится к металлообработке и может быть использовано при изготовлении формовочных валков трубосварочных станов,Цель изобретения - расширение тех нологических возможностей за счет обработки поверхностей, профиль осевого сечения которых состоит из участ - ков кривых второго порядка с широкж диапазоном параметров. 1 ОНа фиг. 1 показана схема осуществления предлагаемого способа, на фиг. 2 - вид А на фиг. 1. Ось инструмента 1 устанавливают под углом О,...
Устройство для формирования сигнала эдс вентильного двигателя

Номер патента: 1300604
Опубликовано: 30.03.1987
Авторы: Кричевский, Эпштейн
МПК: H02K 29/00
Метки: вентильного, двигателя, сигнала, формирования, эдс
...образует первый входустройства для формирования сигналаЭДС вентильного двигателя, а входывторого масштабного преобраэовате"ля 2 и первого блока 4 дифференцирования соединены с выходом первогоинвертора 5, входом соединенного свыходом третьего масштабного преобразователя 3, вход которого образует второй вход устройства для формирования сигнала ЭДС вентильногодвигателя.В устройство для формирования сигнала ЭДС вентильного двигателя введены четвертый 7 и пятый 8 масштабные преобразователи, второй блок 9дифференцирования, второй инвертор10, второй сумматор 11. Первый сумматор 6 снабжен четвертым входом, который соединен с выходом второго блока 9 дифференцирования, вход которого подключен к выходу второго инвертора 10, входом соединенного с...
Сварочная клеть стана для изготовления прямошовных труб

Номер патента: 1291229
Опубликовано: 23.02.1987
Авторы: Гаврилин, Кричевский, Молчанов, Орлов, Плаксин, Пунин
МПК: B21C 37/08
Метки: клеть, прямошовных, сварочная, стана, труб
...относится к сварочному производству труб и может быть использовано для получения труб преимущественно иэ нержавеющей стали,Цель изобретения - увеличение производительности и улучшение качества сварки путем стабилизации положения свариваемых кромок и предотвращения раскрытия сварного шва.На фиг,1 схематично представлена сварочная клеть, разрез на фиг.2 то же, вид сверху; на фиг.3 - разрез А-А на фиг.2.Сварочная клеть содержит корпус размещенные на вертикальных полых осях 2 опорные ролики 3, дополнительный опорный ролик 4, установленный на горизонтальной полой оси 5, торсионы 6, соединенные рычагами 7 с вилками 8, несущими шарнирные опоры 9, на которых установлены стабилизирующие ролики 10.Ролики 3 и 4 и оси 2 и 5 имеют и при...
Подающе-тянущий механизм непрерывного волочильного стана

Номер патента: 1286311
Опубликовано: 30.01.1987
Авторы: Азаренко, Войцеховский, Кричевский, Лушников, Петров, Соколова, Чехин, Шевакин
МПК: B21C 1/18
Метки: волочильного, механизм, непрерывного, подающе-тянущий, стана
...24 (фиг. 4, 6), взаимодействующей с двуплечим рычагом 23, через стержень 22 клиновые зажимные плашки 11 выдвинуты из клиновой полости корпуса каретки 10 в расширяющуюся сторону, что дает возможность входить между клиновыми зажимными плашками заготовке. Ход клиновой зажимной плашки ограничен пальцем 19, который упирается во вкладыш 20, закрепленный в продольном пазу на нижней стороне клиновых зажимных плашек. Точка А, вилки 35 при холостом ходе находится в точке А, а точка В - в точке В, а противоположный конец (точка Ох) - в точке Ох. При возвратно-поступательном движении каретки точка Оперемещается из точки О в точку Оы. При этом ось 34 качания двуплечего рычага находится в точке О (фиг. 5, 6). В этом положении (холостой ход) коническая...
Способ дуговой сварки неплавящимся электродом

Номер патента: 1281355
Опубликовано: 07.01.1987
Авторы: Гольберг, Евдокимов, Зайцев, Кричевский, Львов, Мешкова, Мягков, Орлов, Поклонов, Рыбаков, Судник
МПК: B23K 9/16
Метки: дуговой, неплавящимся, сварки, электродом
...промежутка составляет 1-6 мм, Величину тока разряда варьируют в пределах 120-300 А, Каждый эксперимент повторяют не менее трех раз, Критерием оценки разделения дугового разряда йа составляющие дуги при заданных значениях 1 , , Й,. служит достижение осевым потоком аргона поверхности анода, фиксирующееся визуально при 25-кратном увеличении зоны горения разряда.Формулу расчета. расхода газа .жаргона) через осевой канал электродного узла в виде уравнения регрессии получают путем статистической обработки на ЭВМ массива эксперименталь Е,=1 1 я+сй,где Я,. - расход аргона, л/мин;г- длина дугового промежуточка,50Йр - диаметр прутка, мм;- эмпирический коэффициент,равный 0,3 л/мин мм;с - эмпирический коэффициент,равный 83 1 О л/мин мм-зйУравнение...
Способ изготовления многогранных сварных труб

Номер патента: 1274790
Опубликовано: 07.12.1986
Авторы: Гольберг, Горбунов, Калинушкин, Коломенский, Кричевский, Мягков, Пеньков, Пинчук, Поклонов, Рымов, Самусев, Фурманов, Шлосберг
МПК: B21C 37/08, B21C 37/15
Метки: многогранных, сварных, труб
...К выбран в пределах 0,025-0,060. В этом интервале изготавливают многогранные трубы за один проход с вогнутостью граней не более 0,1 мм и с наружными радиусами сопряжения граней менее оДной толщины стенки,В таблице приведен результат изготовления квадратной трубы размером 2525 ф 3 мм из стали марки ст,10 при различных значениях прогиба (смещения). Как следует иэ таблицы, при значении коэффициента К менее 0,025 влияние изгиба крайне незначительно величина,вогнутости граней составляет 0,4-0,5 мм, наружный радиус сопряжения граней 13-1,5 толщины стенки. Это объясняется тем, что малое смещение 0 не создает изгибающий момент, достаточный для перевода участков углов в пластическое состояние. При величине коэффициента К более 0,060 также...
Способ изготовления сварных труб

Номер патента: 1273203
Опубликовано: 30.11.1986
Авторы: Кричевский, Кроликов, Петрунин, Поклонов, Потапов, Рымов, Самусев
МПК: B21C 37/08
...подачей в зазор разделкикромок присадочной проволоки 2 сдиаметром, равным с 1=0,8 с, движущейся со скоростью движения трубы, Дляпредотвращения смешивания и выхода40присадочной проволоки из зазора между кромками присадочную проволокуудерживают, прижимая ее специальными валками 3.После этого сварочной дугой рас 45плавляется металл присадочной про-волоки, при этом происходит разгревкромок трубной заготовки до температуры порядка 1000 С, что обеспечивает сплавление металла присадочнойпроволоки с основным металлом трубыи покрытием без нарушения сплошностиметалла присадки и металла покрытия.Расплавленный металл присадочной проволоки раскатывается снаружи и изнутри роликами ч и 5 до получениякачественного антикоррозионного покрытия.1 О 20 П,р...
Бухтосверточное устройство

Номер патента: 1269871
Опубликовано: 15.11.1986
Авторы: Гольберг, Дозорцев, Иванов, Киселев, Криворотов, Кричевский, Ламин, Линдерман, Мягков, Орлов, Поклонов, Тынтарев, Цыплухин, Чашников
МПК: B21C 37/00, B21C 47/00
Метки: бухтосверточное
...между гибочными роликами 6 и 7 и его ось вращения смещена относительно их осей. Третий средний гибочный ролик является холостым и для настройки на требуемый диаметр бухты снабжен винтовым механизмом 15 егорадиального перемещения.Задающие ролики служат для задачитрубы в гибочные ролики. Один из нихили оба имеют привод 16 вращения, который может быть отдельным (фиг,2)или общим с гибочными роликами 6 и 7,Предлагаемое бухтосверточное устройство предназначено для ематываниядлинномерных, преимущественно, электросварных труб из легированных сталейдиаметром 8-12 мм с толщиной стенки1,0-1,5 мм в бухты диаметром 5001100 мм,Устройство работает следующим образом,Выходящая из трубоэлектросварочдного стана (не показан) труба 10 задающими роликами 3 и...
Устройство генерации -разрядной маски

Номер патента: 1269119
Опубликовано: 07.11.1986
Авторы: Комухаев, Кричевский, Любарский, Якуба
МПК: G06F 7/00
Метки: генерации, маски, разрядной
...11 10 9 8 7 6 5 4 3 2 1 Группа О О О О О О О О О О О 1 О О О О 1 1 1 О 1 1 1 1 1 1 1 1 1 1 1 1 10Согласно логическим функциям бло- дой 2-й группы имеют следующие знака 5 сигналы С ,и , на выходах каж- чения: так как С С 1, С и С равнц О; так как С 2 ) С С, и С равны О; так как Сз С 2) С 1 и С равны 0; так как С , С ., С и С, равны О; так как С , С, и С равны О, а С,С 1 С 1- 1Р, как С 6) С 1 и СВ равны 0) а С,Р , Р и Р 8 равны 1;и т.д. до С,1. так так как С , С С и С, равны 0 так как Р Р, Р, и Р, равны 1; 2 3 так как Р 2 Р 1 ) Р 16 и Р 15 равны 1; 1)- 1,1 так как Р , Р , Р, и Р, равны 1; так как Р , Р , Р и Р, равны 1; так как Р Р 4) Р, и Р, равны 1; Р 1 р 1 6 Р 5 Р 4 и з равны 1; 6 р 1 р р р 1 о р 1 л 12 Рл з Р 14 15 Р 14) Р 15 и Р 2...
Способ производства сварных труб малого диаметра

Номер патента: 1268240
Опубликовано: 07.11.1986
Авторы: Букасев, Васин, Гольберг, Исаенко, Колесников, Кричевский, Мягков, Поклонов, Пыхов, Федоринин, Фролова
МПК: B21C 37/08
Метки: диаметра, малого, производства, сварных, труб
...дальнейшему холодному переделу, внутрений грат необходимо удалять.Е.Ееыю изобретения является новь: шецие качества очистки от грата внутренней поверхности трубы.На фиг. 1 изображена схема установки, для осуществления предложеццого способа; ца фиг. 2 - углы заточки рсзца.На трубосварочном стане формуют и сваривают трубу 1, а затем срезак)т с иее внутренний грат 2 резцом 3. При этом заточка резца обеспечивает его нзиравле;ое еремецеиие в зону фиксированного иоткз илз лени 4, направлеццого вдоль Оси трубы с помощью горелки 5.Пример. На трубоэлектросварочцом стане после сварки трубы диаметром 76(3,5 мм срезаот внутренний продольный грат. Срезание грата осу)цествляют на расстоянии 200 - 250 мм за точкой схождения кромок 1 зоцы сварки) с...
Устройство для измерения влажности сыпучих материалов

Номер патента: 1260803
Опубликовано: 30.09.1986
Авторы: Авдеева, Галушкин, Кричевский, Чабан
МПК: G01N 25/56
...на внутренней поверх ности которой вмонтированы кольцевые электроды 5 емкостцого датчика одностороннего поля 6. С измерительной камерой, которая выполняет функцию и направляющей насадки, телескопическц соединена уплотняющая насадка 7 для обеспечения опредепенной степени уплотнения материала в камере.Кольцевые электроды емкостного датчика выполнены с углом скоса, определяемым из выражения.д, й.а = агсс 1 д(+ 1,где К -- начальный радиус внутренней поверхности кольцевого электрода;Г 1 - расстояние между электродами; Ь - начальная толщина электродов; а - начальная ширина злектэодов.Выполнив электродные копыГа сечением в виде трапеции, усеченной внутрь в соответствии с выражением, можно создать емкостной датчик, износ которого це...
Устройство для обработки поверхностей тел вращения криволинейного профиля

Номер патента: 1258680
Опубликовано: 23.09.1986
Авторы: Гемба, Гольберг, Камсюк, Кричевский, Лазари, Ламин, Макаров, Мягков, Поклонов
МПК: B24B 39/04
Метки: вращения, криволинейного, поверхностей, профиля, тел
...подпружиненной относительно щ стойки 16, закрепленный на корпусе 1, Бегунки 11 и 14 потенциометров 9 и 10 подсоединены к электродвигателю 8 через усилитель 17, усиливающий сигнал рассогласования, 45Для установки требуемого угла М контакта рабочего инструмента с заготовкой используется настроечный потенциометр 18, который позволяет устанавливать необходимый как нормальный (90 ),так и любой другой угол контакта инструмента с заготовкой, зависящий от ее материала и твердости.Поворот рычага 3 относительно дер жавки 2 ограничен планкой 19.Устройство работает следующим образом. Корпус 1 устанавливают в резцедержателе станка. Деталь 13 закрепляют в патроне станка. Затем производят настройку рабочего инструмента 4 на заданное усилие обработки...
Способ изготовления сварных прямошовных труб

Номер патента: 1258542
Опубликовано: 23.09.1986
Авторы: Галкина, Гольберг, Кричевский, Мягков, Поклонов, Потапов, Рымов, Самусев, Фадеев
МПК: B21B 37/78
Метки: прямошовных, сварных, труб
...между которыми выбирается в пределах 5-10 диаметровФормуемой трубы. Под рабочими сечениями понимается сечение рабочихФормовочных клетей, где под действием усилия формовочных валков обеспечиваются заданные размеры поперечных сечений,После Формовки осуществляют сварку продольных кромок трубной эаго"товки,Осуществление изгиба полосы вуказанных пределах углов позволяетпроводить операции формовки-расформовки по всей длине очага сворачи-.вания, что приводит к повышению ка"чества труб эа счет снижения рас 5 10 15 20 боформовочного стана имеются различ 30 35 40 45 50 55 пружинивания кромок трубной заготовки.Способ осуществим лишь при таком расположении рабочих сечений, когда расстояние между ними составляет 5-10 диаметров формуемой трубы. При...
Устройство к трубосварочному стану для удаления внутреннего грата в трубах

Номер патента: 1253740
Опубликовано: 30.08.1986
Авторы: Букасев, Васин, Гольберг, Кричевский, Мороз, Мягков, Поклонов, Пыхов, Федоринин, Щербинин
МПК: B23B 5/16
Метки: внутреннего, грата, стану, трубах, трубосварочному, удаления
...части иагнитопровода.27подвижно установлен на двух цилиндрических направляющих 32 с пружинами 33 феррозондовый преобразователь26, опирающийся 1 а наружную поверхцссть шва 8 износостойкой пластиной34. Намагцичивающие катушки подключены к источнику постоянного тока 10 15 Электронный блок управляет работой регулятора давления 12, преобразуя сигнал преобразователя 26 в ток катушки 23 электромагнита 21,Давление воздуха в пценмоцилиндре 9 определяется положением клапана 16 относительно впускного от" верстия 13 в цилиндре 40 регулятора давления 12, которое задается с по 25 мощью пружин 15 и 19 и тока катушки 23. Устроцство работает следушь образом.В условиях нормальной работы гратоснимателя, когда грат снимается полностью и сигнал с...
Способ производства прямошовных электросварных труб

Номер патента: 1252002
Опубликовано: 23.08.1986
Авторы: Ветров, Гольберг, Гуляев, Давыдов, Иванов, Кричевский, Ламин, Логвиненко, Мягков, Поклонов, Семенов, Фурса
МПК: B21C 37/08
Метки: производства, прямошовных, труб, электросварных
...стдли ири отш) цеиии .з = 10 15 допустимо доюлнительное о 6- ждпгие форчуемой заготовки ло 50 о/о.11 ри Отношении - 15 - 5 О зто обжатие5,1 О и О, 1 н и т (.;1 ь н О Г О О 6 ж 53 Г и 51 и Р 33 н 31 х 1 д ю т мини .чл 11 1) и Р д ц 1 1 ( ) й 1 ( ) ,.) ис 1с . ри низчн(юй толцинстенки сфорчоц;)иной трубной зд Отоцки с у 3.)ицних,1 И(3 )С ГРГ 1 ЦС Л ИЧИ И( ООЖД 1 ИЯЧН ЬИ)11). (СЯ.11 ри 3)осНшч ли;)чтрс формучой тру 6- Иой 33 О 1 ОЦК)3 . , Ч.31 ЬИИ.НИ(.Ч ГОГ 1 И(ИИЫ СТ(.И- ки 13.,1 ичин,),113,1 ни Г(х 1 ьноО О 6/кати т(1 к,+,у ч и ш и дтсяГч цыНир(л, Ирочносги ме(дллд и ножОНО 3 ТГЬиос у.(,инени, х чн(ин ,1)Г ж И 3 Г)ь)ть В(32 и 1 И нс 1 ОНО зните,)ьиОГО )ож;и форч) х)33,;3 Отоцки. 11,1,с Гицньи ч 1;)гГ),Оихск)1 6 к,и(33 ц.чины 6 ж;)И.1 д...
Устройство для ограничения коммутационных перенапряжений в тиристорном преобразователе с искусственной коммутацией

Номер патента: 1251225
Опубликовано: 15.08.1986
Авторы: Архиереев, Данилевич, Кричевский
МПК: H02H 7/12
Метки: искусственной, коммутацией, коммутационных, ограничения, перенапряжений, преобразователе, тиристорном
...напряжения питающей сети, когда напряжение на правом выводе вторичной обмотки преобразовательного трансформатора 1 будет положительньи напряжение обмотки 14 включает диод 9, через который начнет протекать ток, определяемый напряжением обмотки 4 и величиной сопротивления резистора 11. В этот же полупериод напряжение обмотки 13 выключает диод 7 и цепь управляющего электрода тиристора 3 оказывается разомкнутой, что исключает возможность его включения под действием разности напряжений вторичных обмоток преобразовательного трансформатора 1 и возвратного трансформатора 2 в нормальном режиме работы. трансформатора 1 в питающую сеть через возвратный трансформатор 2. После снижения перенапряжения тиристор 4 выключается под действием...
Устройство для дозированного отпуска жидкости

Номер патента: 1239520
Опубликовано: 23.06.1986
Авторы: Вайсбурд, Гершой, Гольдман, Кривенко, Кричевский
МПК: G01F 11/04
Метки: дозированного, жидкости, отпуска
...выдаваемой дозы определяется временем истечения жидкости, задаваемым кулачком 18 командоаппарата 10.39520 Дозирование жидкости происходит при постоянном давлении, обеспечиваемом при помощи датчика 9 давления, регуляторов 11 и 12 давления и кла" панов 15 и 16 следующим образом.После отпирания клапана 8 давление в жидкостном трубопроводе 7, включая и точку подсоединения датчика 9, снижается, Датчик 9 воспринимает это снижение давления и подает сигнал на регуляторы 11 и 12 нижнего и верхнего давления. При этом срабатывает только реагирующий на снижение давления регулятор 11 нижнего давления, который включает клапан 15,51 О15Открываясь, клапан 15 пропускает дополнительное количество сжатого газавнутрь резервуара 4. При этом...
Способ получения кровельного битума

Номер патента: 1234415
Опубликовано: 30.05.1986
Авторы: Биенко, Гавсевич, Камалов, Кипера, Кричевский, Шелехов
МПК: C10C 3/04
Метки: битума, кровельного
...эффект совместного влияния соответствующего хлорида переходного металла и содержащихся в кубовом остатке СЖК веществ. В результате не только сокращается длительность процесса и улучшается качество получаемого битума, но и отпадает необходимость специально получать смесь солеь высших жирных предельных монокарбоновых кислот, которая проявляет меньшийположительный эффект в сравнении сосмесью хлорид переходного металла кубовый остаток СЖК, Из данных таблицы следует, что раз. личные добавки способствуют сокращению времени достижения необходимой температуры размягчения и повьппению качества получаемых бимутов. В зависимости от качества исходного сырья и качества получаемого битума режимы процессов, а также природа и количество каталитических...