B24B 1/00 — Способы шлифования или полирования; применение вспомогательного оборудования в связи с такими способами (способы, характеризующиеся использованием особых станков или устройств, см. соответствующие рубрики для этих станков или устройств)
Способ обработки уголковых отражателей

Номер патента: 854684
Опубликовано: 15.08.1981
Авторы: Жданов, Журавлев, Коваленко, Мамонов, Москвин, Фомов
МПК: B24B 1/00
Метки: отражателей, уголковых
...11 для повышения точности блокировки заготовок.Обработка ведется по методу технологического комплекса, т,е. с од 854684ного закрепления заготовок на блокировочном кубе осуществляют обработку всех их граней: грубую алмазную шлиФовку граней, шлифовку и полировку.Алмазную шлифовку граней заготовок проводят относительно базовых поверхностей куба и поэтому от точности исполнения блокировочного куба зависит точность углового расположения граней заготовок уголковых отражателей, Для этого блокировочный куб закрепляется на станке, например 10 на скалке оптической делительной головки, установленной на фрезерном станке с помощью отверстий, имеющихся в теле блокировочного куба, и проводят последовательную обработку граней заготовок. При тонкой...
Способ обработки отверстий

Номер патента: 856756
Опубликовано: 23.08.1981
Авторы: Каплин, Карманов, Котлубей, Шамшин
МПК: B24B 1/00
Метки: отверстий
...смещения, зависящий от диаметра отверстия,Непрерывное изменение частоты вращения инструмента (раэрезногО под пружиненного притира) и скорости его возвратно-поступательного перемещения в процессе обработки отверстий обеспечивают различное время контакта инструмента с деталью в различных 35 точках поверхности отверстия, а следовательно, различную величину снимаемого металла.Предлагаемьгй способ обработки также может быть осуществлен и при 40 изменении только одного из параметров частоты вращении или скорости возвратно-поступательного перемещения инструмента) .На фиг.1 изображена схема дви жения инструмента-притира; на фиг.2 диаграмма изменения частоты вращения притира в зависимости от времени; на фиг.З - диаграмма изменения...
Способ обработки деталей типа колец подшипников
Номер патента: 859113
Опубликовано: 30.08.1981
МПК: B24B 1/00
Метки: колец, подшипников, типа
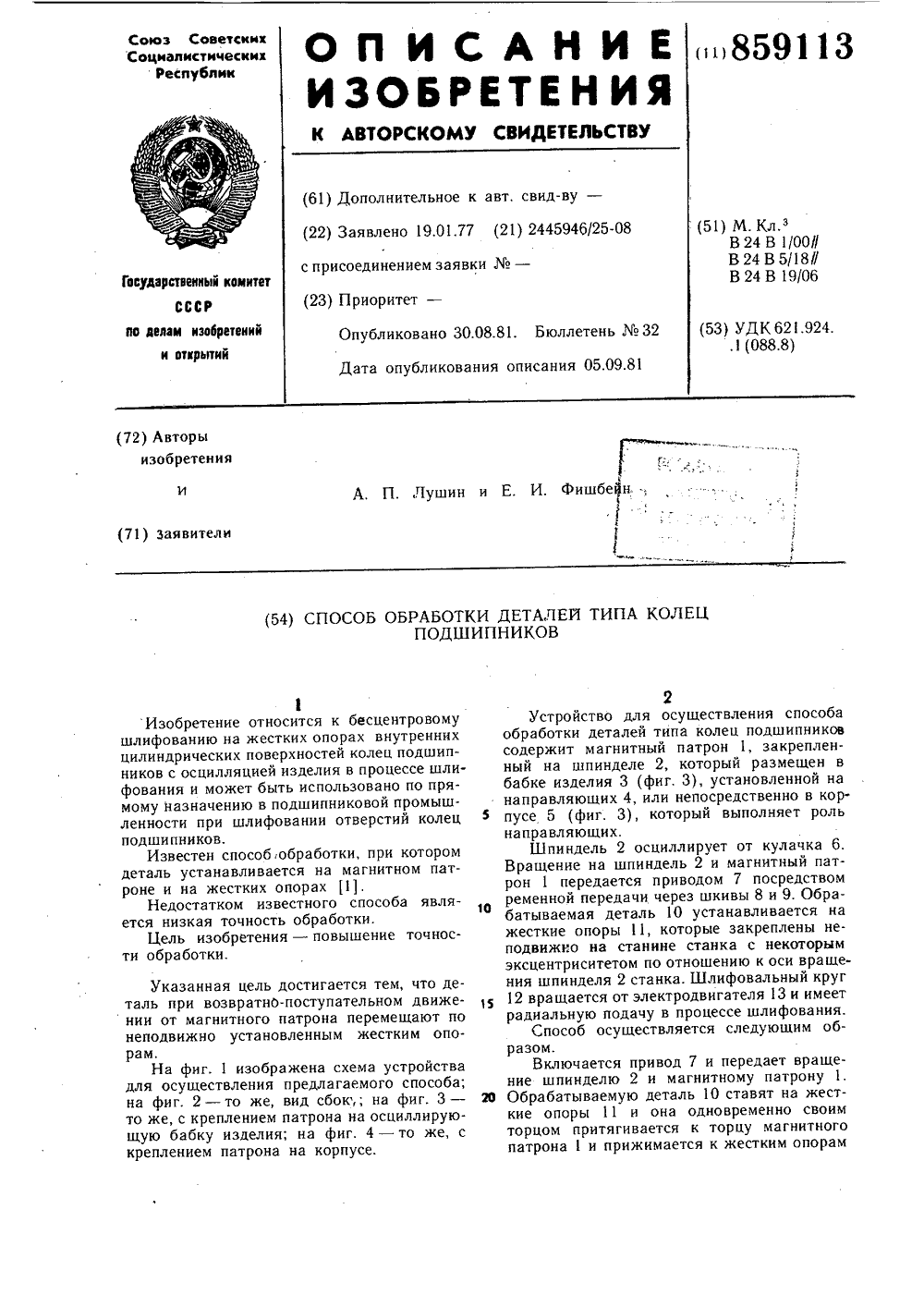
...5 (фиг. 3), который выполняет роль направляющих.Шпиндель 2 осциллирует от кулачка 6.Вращение на шпиндель 2 и магнитный патрон 1 передается приводом 7 посредством ременной передачи через шкивы 8 и 9. Обрабатываемая деталь 10 устанавливается на жесткие опоры 11, которые закреплены неподвижно на станине станка с некоторым эксцентриситетом по отношению к оси вращения шпинделя 2 станка. Шлифовальный круг 12 вращается от электродвигателя 13 и имеет радиальную подачу в процессе шлифования.Способ осуществляется следующим образом.Включается привод 7 и передает вращение шпинделю 2 и магнитному патрону 1.20 Обрабатываемую деталь 10 ставят на жесткие опоры 11 и она одновременно своим торцом притягивается к торцу магнитного патрона 1 и прижимается...
Способ обработки изделий периферией абразивного инструмента

Номер патента: 859114
Опубликовано: 30.08.1981
МПК: B24B 1/00
Метки: абразивного, инструмента, периферией
...ССР. -- = ( ЗДЕЛИЙ ПЕРИФЕРИЕЙСТРУМЕНТА Цель изобдительности оти цикла.Указанная цель достигается тем, что продольную подачу осуществляют путем обката деталей по окружности, концентрично расположенной относительно оси инструмента, с одновременным вращением деталей вокруг этой же оси, причем время одного оборота деталей больше времени обката.На чертеже показана схема способа обработки трех деталей, находящихся в положении загрузки (1), шлифования (11) и разгрузки (111).Абразивный круг 1 вращается вокруг оси с частотой П. Обрабатываемую деталь 2 закрепляют любым известным способом на плоской базовой поверхности 3. Установку детали по высоте производят с учетом величины снимаемого припуска. Это обеспечивается, например, за счет...
Способ шлифования дисковым абразивным кругом

Номер патента: 861011
Опубликовано: 07.09.1981
МПК: B24B 1/00
Метки: абразивным, дисковым, кругом, шлифования
...круга с металлом.Цельо изобретения является повышение стойкости абразивного круга прои выборке местных дефектов.Указанная цель достигается тем, что кругу сообщают,крутильные колебания вокруг второй оси, лежащей в плоскости его вращения и направленной перпендикулярно первой оси.Предложенный способ шлифования включаег совокупность приемов, обеспечивающих вращение абразивного круга вокруг собственной оси, крутильные колебания вокруг оси, параллельнои перпендикуляру к оси вращения круга и параллельной плоскости, касательной к периферии круга в наиболее удаленной от оси вращения точке его контакта с обрабатываемой поверхностью, а также крутильные колебания вокруг второй осп, лежащей в плоскости вращения круга и направленной...
Способ абразивной обработки поверхностей деталей из твердых и хрупких материалов

Номер патента: 861012
Опубликовано: 07.09.1981
Авторы: Иванов, Малов, Маслов, Мельниченко, Сергиенко, Скрипко
МПК: B24B 1/00
Метки: абразивной, поверхностей, твердых, хрупких
...размещения заготовок в державке цилиндрической формы; на фиг, 3 и 4 - то же, в державке, имеющей форму шара.Заготовку произвольной формы 1 размещают в имеющей форму круглого тела державке 2, заформовывая ее (фиг, 1, 2, 4) или устанавливая в державку, в которой выполнено гнездо А (фиг. 3),Заготовку лредварнтельно обрабатывают, образуя торцы а и б с учетом заданного взаимного расположения геометрической и оптической осей и устанавливают без выступания над рабочей поверхностью державки, по которой при обработке будет происходить ее перекатывание,Процесс дальнейшей обработки заключается в шлифовании и полировании державок с установленными в них заготовками между двумя дисками, В начальный период обработки съем материала происходит...
Способ шлифования фасонных валов

Номер патента: 863310
Опубликовано: 15.09.1981
Автор: Петухов
МПК: B24B 1/00
Метки: валов, фасонных, шлифования
...окончательно сформировавший профиль фасонного ва" ла. На фиг. 1 направление этого вращения вала указало стрелкой б . Причем указанное соотношение направлений можно выдержать только для шлифования конусов. При шлифовании фасонных валов, например конической формы, необходимо, чтобы863310 Формула изобретения 30 Чд з 1 п Ч В 1 ПР 15 г т иг. г НИИПИ Заказ 7660/23 Тираж 918 Подписи П "Патент", г, Ужгород, ул, Проектная,или ал где О,д,0 щ - максимальный и минимальный диаметры шлифовального круга,мм;ддц,дп; - максимальный и минимальный диаметры шлифуемого вала, мм.При выполнении указанного соотношения, фасонный вал обрабатывается коническим кругом. При шлифовании фасонных валов между перемещением А круга 1 и перемещением Б вала существует...
Способ изготовления торсионного вала

Номер патента: 874311
Опубликовано: 23.10.1981
Авторы: Подгуренко, Раимов, Садыков, Шнеерсон
МПК: B24B 1/00
Метки: вала, торсионного
...каретки суппорта на базовую поверхность станка установлен корпус 3, на одной стороне которого размещен электродвигатель 4.К валу электродвигателя 4 через конусную насадку крепятся эластичные полировальные круги 5, радиусы которых равны радиусу галтельного перехода вала. При этом специально предусмотренное отверстие в корпусе обеспечивает быструю замену кругов. Рукояткой 6 по лимбу поперечной подачисуппорта регулируется удельное давление круга на обрабатываемую поверхность вала.1 Полирование эластичными кругами, покрываемыми полировальными пастами, осуществляется по следующей технологической схеме: предварительное - полировальным кругом, изготовленным прессованием и вулканизацией смеси резины с абразивным по рошком; промежуточное -...
Способ определения эффективности поверхностно-активного вещества полировочной смеси

Номер патента: 874312
Опубликовано: 23.10.1981
Авторы: Багдасаров, Костиков, Николаева, Потоскаева, Турский, Шор
МПК: B24B 1/00
Метки: вещества, поверхностно-активного, полировочной, смеси, эффективности
...фильтровальной бумагой), по- мешается в сосуд, заполненный раствором испытуемого поверхностно-активного вещества. Затем сосуд ставится в термостат и выдерживается в течение времени пластифицирования при определенной температуре. После чего эталонный стержень промывается и охлаждается в дистиллированной воде. Далее эталонный стержень 1 помещается в углеводородную жидкость 2 и приводится во вращение (например, с числом оборотов,874312 Формула изобретения пи 918 Филиал ППП Ужгород, ул Заказ 914 Ц 21ПодписноеПатент,роектная, 4 равным 6000 об/мин для стержня диаметром 1 О - 20 мм).При этом в углеводородной жидкости возникает заряд, по величине и знаку которого судят об эффективности поверхностно- активного вещества. В качестве электри...
Способ механической обработки деталей

Номер патента: 878503
Опубликовано: 07.11.1981
Авторы: Горбунов, Калинин, Марков, Моисеев, Петров, Салтанов, Фирсов
МПК: B24B 1/00
Метки: механической
...неровности на инструмент 2 наносят в течение цикла обработки с интенсивностью, меньшей интенсивности износа инструмента 2. В этом случае режущие неровности постепенно изнашиваются, вершины их округления, съем материала уменьшаются. Одновременно уменьшается шероховатость обработанной поверхности и увеличивается наклеп поверхностного слоя изделия 1, так как округление поверхности помимо срезания,производит выглаживание поверхности изделия. Цикл обработки при этом включает обработку одной или нескольких деталей, после чего наносят неровности первоначальной величины. По такой схеме целесообразно обрабатывать изделия, поверх 5 10 15 "О 25 30 35 40 45 50 55 60 65 ность которых подлежит упрочнению. Например, при обработке изделий из стали 12 Х...
Способ шлифования

Номер патента: 880697
Опубликовано: 15.11.1981
Автор: Брискин
МПК: B24B 1/00
Метки: шлифования
...в стыке отверстие - инструмент на переднем конце алмазной развертки возникают сжимающие усилия Р, в результате чего продольный контур упругой втулки займет положение, показанное на Фиг.2 На этой Фигуре силы 0 изображают осевые усилия, возникающие от затяжки гаек 4 и 5.Способ осуществляется следующим образом.Установим упругую втулку на коническую оправку, имеющую выпуклую образующую 8 (фиг. 3). Наличие у втулки определенной радиальной упругости, а также установка ее на коническую оправку с.некоторым осевым натягом, приводит К появлению на ее поверхнос ти радиальной нагрузки о, направленной в сторону, указанную на Фиг. 3. Под действием нагрузки о упругая втулка будет деформироваться и внут880697 формула изобретения аказ 9818/21...
Способ абразивной обработки эластичным инструментом и устройство для его осуществления

Номер патента: 884967
Опубликовано: 30.11.1981
МПК: B24B 1/00
Метки: абразивной, инструментом, эластичным
...втулки, прогибающей инструмент, не на шпинделе, ана корпусе.Таким образом, предлагаемые способ и устройство обеспечивают одновременную обработку сопряженных поверхностей. шкивом 7 приводного электродвигателя8, установленного, например, на корпусе 4. Отличительной особенностьюустройства является то, что в полости шпинделя установлен с воэможностьюосевого перемещения шток 9, на конце которого между шайбами 10 и 11 спомощью гайки 12 закреплен эластичныйинструмент 13, например волосяная,травяная, проволочная или текстильная щетка, войлочный, сезалевый илипоропластовый полировальник и т. иа на шпинделе закреплена втулка 14,торец которой при осевом смещенииштока 9 контактирует с гибкой эластичной, упругой и т. п.) основой инструмента...
Способ шлифования дорожек качения колец подшипников

Номер патента: 891345
Опубликовано: 23.12.1981
Авторы: Вдовиченко, Комиссаров, Маркман, Спиро
МПК: B24B 1/00
Метки: дорожек, качения, колец, подшипников, шлифования
...зазор по всей окружности меж ду поверхностями должен быть постоянным (а = а) и составлять 25-30 мкм (см, фиг.1)Включают вращение шлифовального круга 1 и кольца 5, Илифовальный кругвводят в кольцо 5 и подают на него. В результате воздействия шлифовального круга обрабатываемое кольцо 5 смещается в направлении подачи, при этом зазор а уменьшается до определенного минимального значения, зависящего от параметров жидкости (вязкости давления) и режимов шлифования, становится равным примерно 5-15 мкм (фиг.2). Иинимальный зазор а соответствует моменту равновесия, при котором возрастаощее усилие, действующее на кольцо 5, под давлением возросшего локального давления в за",оре а, становится равным усилию подачи шлифовального круга 1.При зазоре 5-5...
Способ механической обработки

Номер патента: 899328
Опубликовано: 23.01.1982
Автор: Белоус
МПК: B24B 1/00
Метки: механической
...обусловленный нагревом заготовки и охлаждением участка поверхностного слоя впереди режущего инструмента, направлен от глубинных слоев заготовки к поверхностным, противоположно потоку, обусловленному процессом резания, что существенно снижает градиент температур, а следовательно, и внутренние напряжения в поверхностномслое заготовки.Охлаждение поверхностного слоя 5заготовки впереди режущего инструмента может быть осуществлено струей сжатого воздуха, распыленной жидкостьюи т.п, Обработка заготовок производится в следующей последовательности. Заготовку нагревают одним изследующих способов; индуктивным,электродуговым, электроконтактным,плазменным, в печах и т.л. В процессе резания охлаждают участок поверхностного слоя заготовки...
Способ шлифования конических поверхностей деталей

Номер патента: 901026
Опубликовано: 30.01.1982
Автор: Черноземов
МПК: B24B 1/00
Метки: конических, поверхностей, шлифования
...ХХО;,"1)Отта ОТ ПРХ)ифЕПт:,и круга,Ня тр)ХГ 1ГИ)ЗЕЧРНя СХЕ"тя Хтс "1)О=СТВЯ ПЛЯ, СУ)тХЕС Таттзттг)Я Споеоба - ХгфиГ, 2 - СХэма 1)аас 11 о,тто)тХЕ)ХИЯ (КОПОР .ТЕИ И ХтСХХЛХХй) )7 с Эг НИЯ В ХХЯтЯ)тс) тХ -; С)Ьтце шлифования,Деталь ( заготовка,) 1 Ориен;";"хр. -ЕТСЯ ОтНОСИтЕЛтЬНО ЧаШЕЧНОГО 1 ЛИфОВЯЛЬНОГО КВУГЯ 2 ПОСХ)ЕДСнтРОМ тстпэот.-" 11 ВЯ Готтагтэ;.Яттт.=.тО 1" ОлтХэтс ,г,)теэ- Н)тв Б "УНК 7 -", :тТРНОВЧРННЫЙ )1 г гтО.Г" ттХИПНИХ.тлХ,ХСт)аг)гХЯ 11 т 1)тНДЕ)тХэ О. Отэ:":)С- передачу Ь и электродвигатель 7тг ггтэО-сг,Хктэ т т а На в ттнтР ято,т,МЕВ "э"Зг) .:-" -Уэ)ПОГГО СТЯНКЯ ., Я КХ)х" ). ЗЯКХ)Е 11,1 ХЯК)ТШПИНДЕЛР..1 ЕРЕЭ,)ХЮНРТ 11)Б ВТУЛКУ 4 В ЗЯ;11: 1 ЦПИНДЕЛЯ ) ВСТЯХ)ХХЯ)ЗТ ЗЯ)ХОТОВК,т , ЦС упот)а. ЦХХХЛИНХтХ)И)1 ЕСКгя ПОВЕВХНОСТЬ...
Устройство для шлифования свободным абразивом

Номер патента: 903078
Опубликовано: 07.02.1982
Автор: Зуев
МПК: B24B 1/00
Метки: абразивом, свободным, шлифования
...а затем подаются в бункер 2. Из бункера 2 в шлифовальный инструмет 4 зерна поступают через сопло 5, имеющее прямоугольное выходное сечение. Такое сечение сопла 5 позволяет распределять зерна по длине опорной поверхности равномерно. Площадь сечения сопла обеспечивает одинаковый проход зерен в шлифовальный инструмент и расход их в зоне резания. Это позволяет сократить число зерен, не участвующих в процессе шлифования. Однако выполнение указанного условия недостаточно для экономичного шлифования. Это объясняется тем, что абразивное зерно, поданное внутрь шлифовального инструмента 4, движется к ограничиваюгцей поверхности 7 не мгновенно, а в течение некоторого. времени. Для. попадания зерна в зону резания необходимо, чтобы время его...
Способ обработки цилиндрических поверхностей

Номер патента: 904999
Опубликовано: 15.02.1982
Автор: Петухов
МПК: B24B 1/00
Метки: поверхностей, цилиндрических
...канавкн на вале.Прн обработке абразивный круг 1 срежущим эльборо- нлв алмазосодержащвмслоем вращают в направлении А вокругего оси и перемещают в направления С 1в плоскости Р, перпендикулярно осв руга, по касательной к внутреннему диаметру шлнфуемой канавки, прн этом обрабатываемый вал 2 вращают в направления5, совпадающем с направлением пере-.мещенвя круга 1. Шлвфованне осуществляется за один проход на полную глубинуканавки, длина которой равна диаметру круга, а глубина может быть любой, т.е. она не заввснт нн от размера режущей эльборосодержащей части, нв от высоты круга. За счет того, что вращение деталв совпадает с направленвем перемещення круга святве првпуска осуществляет торец круга, а формообразованве прямого профвля канавки - его...
Способ восстановления изношенных деталей цилиндрической формы

Номер патента: 905000
Опубликовано: 15.02.1982
Авторы: Артемов, Малышев, Музалевский, Сафонов
МПК: B24B 1/00
Метки: восстановления, изношенных, формы, цилиндрической
...эффективным 10средством повышения их обшей прочностии снижения скорости роста трещин,Остаточные напряжения сжатия, возникающие в поверхностном слое деталипри алмазном выглаживании, оказывают 15существенное влияние на развитие трещин. Происходит значительное увелйчениесрока службы деталей за счет более медленного роста трещин, как по периферии, Ютак и по глубине упрочненного слоя.Способ осуществляют следующим образом.В процессе восстановления плунжерхромируют. Для исправления гометричес905000 3кой формы и достижения необходимого размера плунжер шлифуют, а втулку хонин гуют алмазными брусками, которые производят выглаживание на подачах 0,08 - 0,12 мм/об и давлениях 2,5 - 4 кгс/см ь2. (0,025-0,4 мПа). Шлифование и хонингование выполняют...
Способ шлифования

Номер патента: 906670
Опубликовано: 23.02.1982
Автор: Свирщев
МПК: B24B 1/00
Метки: шлифования
...ввт. св, % 553090 известен способ шлифования с наложениемна шпиндель с кругом колебаний, при котором шлифовальному шпинделю с кругомсообщают крутильные колебания вокругосн вращения 1.Известный способ не позволяет полностью устранить автоколебания в процессе шлифования, что приводит к потерережущих свойств инструмента по мереего затупления, ухудшению шероховатости и образованию прижогов на обрабатываемой поверхности, .Это связано с тем,что параметры системы шлифовальныйшпиндель - инструмент, на которую накладываются колебания, не задаются всоответствии с условиями реализациипроцесса шлифования и их изменениямиво времени,Пель изобретения - устрвнезанного недостатка.Цель достигается тем, чтоние производят с адаптивнымем путем изменения...
Способ шлифования валков

Номер патента: 918032
Опубликовано: 07.04.1982
Авторы: Белан, Ошеверов, Смирнов, Цун
МПК: B24B 1/00
Метки: валков, шлифования
...на краях и середине бочки валка, В этих условиях уменьшается суммарная деформация крайних волокон листа и сни3 9180 жается трещинообразование кромок, что повышает качество проката; Шлифова-. ние валков по предложенному способу по режимам, представленным в таблике, позволяет получить шероховатость в середине бочки одинаковую во всех направлениях, величиной В =0,6-0,8 мкм, а на краях различную шероховатость- по окружности бочки 0,2-0,4 мкм, а вдоль бочки 0,5-0,7 мкм. Такое со- Ю отношение шероховатости на краях бочки вызывает сопротивление течению металла вдоль образующей и уменьшает трещинообразование кромок полосы, повышая ее качество. 15Увеличение скорости вращения круга и его подачи выше указанных пределов приводит к...
Способ отделочной обработки плоских и цилиндрических поверхностей изделий

Номер патента: 921793
Опубликовано: 23.04.1982
МПК: B24B 1/00
Метки: отделочной, плоских, поверхностей, цилиндрических
...путем улучшения условий самозатачивания бруска.Цель достигается тем, что дискам сообщают вращение в противоположных направлениях.На чертеже показано устройство, реализующее предлагаемый способ, вид в плане на шатун с брусками и диск.Устройство содержит диски 1 и 2, которые с помощью пальцев 3 связаны соответственно с левым и правым концами шатуна 4, снабженного абразивными брусками 5.Для осуществления предлагаемого спосо а концы шатуна 4 располагают и закрепля т левее.или правее соответствующих центров лискови 2, или вниз- вверх от снгтвсгствуюших центров. Например, лсвыйконец шатуна 4 здкрепляют ниже цснтрдлевого диска 1, д правый -- соответственновыше центра правого лиска 2. Здтек лискам5 1 и 2 сообпгдОт вращение в...
Способ шаржирования поверхности изделия

Номер патента: 921794
Опубликовано: 23.04.1982
Авторы: Гриценко, Курис, Розенберг
МПК: B24B 1/00
Метки: изделия, поверхности, шаржирования
...высоты микронеровностей обработанной поверхности, а взаимное перемещение изделия и инструмента производят с натягом, величину которого выбирают из выражения7- высота микройеровностей исход.ной поверхности;упругое восстановление поверхности после деформации. Способ обработки цллк)трирустся следуОц(их п)эпхс 10.Обработке подвергается отверстие втулки из стали 45 диаметром внутреннего отверстия 35 мм после операции точения, которой бьл достигнута шероховатость поверх- кости К =: 8,7 мкм, 8 п = 0,07 мм (по2 оГОСТ 278873). Далее ца поверхноть наносят абразивный порошок марки АСМ 1, юсле чего производят пластическое дсформирование протяжкой с натягом на один девформирующий элемент, равным 0.0 о мм, до деформации. равной 0,2 мм. Высота микроне-...
Способ хонингования

Номер патента: 921795
Опубликовано: 23.04.1982
Автор: Гуревич
МПК: B24B 1/00
Метки: хонингования
...поверхностью.На чертеже представленд схема обработки цилиндрического отверстия хонинговальной головкой в попеременным взаимным смешением брусков вдоль оси головки.Хонинговальная головка 1 с брусками 2 имеет два крайних (правое и левое) положения) относительно обрабатываемого изделия 3.В процессе обработки реверс кдждого продольного хода производят в тот момент, когда одна половина общего количества брусков 2 полностью вышла из контдктд с обрабатываемой поверхностью изделия 3, в то время как другая половина брусков 2 сохраняет с ним контакт.В результате на каждом продольном ходе имеет место попеременный полный выход сначала одной, затем другой половины общего количества брусков, т.е. происходит чередование полного и неполного...
Способ обработки твердых материалов

Номер патента: 931387
Опубликовано: 30.05.1982
Авторы: Дмитриева, Захаров, Либо
МПК: B24B 1/00
Метки: твердых
...Н.Безродная Техред Ж. Кастелевич Корректор М,ДемчикЗаказ 3612/1 Й Тираж 882 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 11303, Москва, Ж, Раушская наб., д.ч/5Филиал ППП "Патент", г.ужгород, ул.Проектная,3 93138 зива (менее размера выступающей части его .действие неэффективно; так как на поверхности обрабатываемого материала остаются в виде рисок следы шлифования связанным абразивом. При большем размере зерен свободного абразива (больше размера выступающей части зерна связанного абразива) ухудшается класс шероховатости поверхности обрабатываемого материала 10 и увеличивается глубина нарушенного поверхностного слоя.При обработке пластин фосфида галлия алмазным кругом поверхность пластин имеет...
Способ притирки

Номер патента: 931388
Опубликовано: 30.05.1982
Авторы: Горбунов, Кривега, Моисеев
МПК: B24B 1/00
Метки: притирки
...материалов, и обе детали помещают в ванну с активной жидкой средой 1. В качестве активной среды можно ис,пользовать при обработке закаленных сталей олеиновую кислоту, при обра 1388 4 ботке мягких сталей - смесь керосина 1,80) с олеиновой кислотой 20), Нижний торец пуансона 1 прижат кподкладке 5, а на верхнем торце размещен колеблющийся инструмент - шарик 6, прижатый торцом концентратора 7 к торцу пуансона 1 с усилием Р.Усилие прижима составляет 15 - 300 Н.Включают ультразвуковые колебания. Амплитуда колебаний Еконцентратора 7 зависит от размеров обработки и берется от 10 до 50 мкм. шарик 6приводится в интенсивное колебательное двимение с амплитудой Я,15 которая составляет 100 - 1000 мкм и возбуждает колебания в пуансоне 1,при этом...
Способ отделочной обработки

Номер патента: 931389
Опубликовано: 30.05.1982
Авторы: Гришкевич, Евтухов, Капуста, Цымбал
МПК: B24B 1/00
Метки: отделочной
...на нее влияние и угол поворота бруска вокругз своей оси вращения С, поскольку точго ка С при движении подачи бруска 5 ью перемещается по траектории 5. Так и как поворот бруска на угол д.(х) необходим для получения максимальной а площади контакта инструмента с дени- талью, то линия от поверхности бруска к точке С)(радиус г поворота брусла ка) при продлении всегда должна попадать в центр отверстия О. Тогда все15 точки поверхности притертого брускабудут равноудалены от поверхности детали на величину зазора В(х) а износбруска на приработку будет минимальы ным.2 в Определяют изменение углов у(х) ид,(х), характеризующих траекторию 5. е Из схемы на фиг.2 видно, чтоС 9 А(х)=РСХ/ОР, а величина ОР=К=К 0- тся -В 0-г=сопэй для обработки...
Способ обработки камня

Номер патента: 931390
Опубликовано: 30.05.1982
Авторы: Александров, Дмитриев
МПК: B24B 1/00
Метки: камня
...силы инерции возвратно-поступательных масс можно за счет снижения веса .пильной рамы.Цель иЗобретения - обеспечение возможности лекальной обработки и повышение производительности при обработке камня на распиловочном станке.Поставленная цель достигается тем, что инструмент, с профилем в поперечном сечении, обратном заданному профилю детали, устанавливают поперек рамы так, чтобы плоскость поперечного сечения инструмента была параллельна поперечной оси рамы, а скорость возвратно-поступательногб перемещения рамы выбирает 250-350 двойных ходов за минуту. Инструмент является жесткой конструкцией и не требует натяжения его специальными устройс 1 вами. Рама воспринимает на себя только усилие резания, поэтому нет необходимости изготавливать...
Способ абразивной обработки

Номер патента: 942949
Опубликовано: 15.07.1982
Автор: Островский
МПК: B24B 1/00
Метки: абразивной
...обработке на 30 - 35%.Устройство для осуществления данногоспособа абразивной обработки может содержать вращающийся импрегнированныйабразивный круг 1, связанный приводом 2 сдвигателем 3. Это устройство крепитсяк станине 4 шлифовального станка посредством, например, кронштейна 5,942949гом 25 А 40 СМ 17 К 5 на режиме Чк= 30 м/с, Чд= 10 м/мин, 1 = 0,03 мм без упрочнения, с упрочнением роликом и с упрочнением импрегнированным кругом 24 АБСТ 17 К 1 основные показатели операции шлифо 5 вания (горизонтальная Р 2 и нормальная Рукомпоненты силы резания, коэффициент трения 1, шероховатость обработанной поверхности Ки относительное повышение твердости поверхностного слоя ЬНтв представлены ниже 8 1,0 2,1 8 чнения,3 очнение роликом 18 тельно...
Способ обработки отверстий

Номер патента: 942950
Опубликовано: 15.07.1982
МПК: B24B 1/00
Метки: отверстий
...отверстий и инструмента) за половину двойного хода проходят все сечения инструмента, Следовательно, съем припуска на обработку в точке 4 более интенсивный, чем в крайних точках 3 и 5, которые за половину двойного хода вступают в контакт только с крайними сечениями инструмента.Вследствии это:о создаются предпосыл ки для образования отверстия с нецилиндричностью бочкообразного характера.Пересечение сопрягающихся образующихинструмента и отверстия в плоскости резания, обеспечиваемое соответствующим наклоном оси инструмента, создает предпосылки. для образования отверстия с нецилиндричностью седлообразного характера.Поскольку профилирование бочкообразности и седлообразности происходит одновременно, то в процессе обработки происхоб ВНИИПИ Заказ...
Способ шлифования

Номер патента: 948619
Опубликовано: 07.08.1982
МПК: B24B 1/00
Метки: шлифования
...увел Получ что попе ная йода нию Яи тельной ма винто величины фиг.8),поменяв зна под корнем: ены длины Яречная подачча Я приводЯя, Для вывеформулы наховой линии впоперечной ловии ипереччеЬ 2 й -Ь).,+., - .)й, -Ьагйай 1 и по 2 И сгй,1 и то 2 В+В 1-Ь)В дения окон дится угол зависимост подачи Яп Но так кака,выраженилучается: дъ от п,Ое= - ) О(ф агсЬ - В Р После привед лю и сокраще СОв Х сов агМс -п Посновную часть металла, а оставшуюся как бы деформирует в тело иэделияДля создания карманов закрытого типа одинакового сечения в поперечном направлении оптимальный радиус закругления круга в поперечном сечении (й, =0,5-100 мм) выбирают в зависимости от формы масляного кармана. Формы определяют из условия угла подъема масляного клина, который...