B24B 1/00 — Способы шлифования или полирования; применение вспомогательного оборудования в связи с такими способами (способы, характеризующиеся использованием особых станков или устройств, см. соответствующие рубрики для этих станков или устройств)
Способ обработки изделий перед шлифованием алмазными кругами

Номер патента: 1743807
Опубликовано: 30.06.1992
Авторы: Зленко, Лавриненко, Рыбкин, Сытник, Шкляренко
МПК: B23P 25/00, B24B 1/00
Метки: алмазными, кругами, шлифованием
...формируется устпйцивая по отношенио 1 внешним Возд 8 Й тв 11 ям ориентациОнная структура воды, отличная от изотропного состояния в эбь 81 ле, Это вода, между молекулами которой ействуат более сильные, чем дисперс;ь 8, силы водороднОЙ сэ. Позоу Водапорах имеет двойной положительный зфсет, вп-первых, в силу уникальных свойств связа,ной водь она имеет увеличенное число поверхностньх ОН-групп, способных к ОбразованиО связей С-О - Н с ювенильной поверхностью алмаза, в результате уменьшается схватьВание алмаза с керамикой и снижается износ алмазных зерен; Во-Втог 1:,а, известно, что В зону резания алмазом охлждаощая жидкость при шлифовании не 1" 01 ЗДВЯГ, поэтому вода В порах Га рантировс 1 нно ГОпадзеГ В зо 4 у резания происходит...
Способ обработки деталей из твердых хрупких неметаллических материалов

Номер патента: 1743808
Опубликовано: 30.06.1992
Автор: Бахратов
МПК: B24B 1/00
Метки: неметаллических, твердых, хрупких
...состоянии, перекатываясь в матрице из алмазных зерен круга, Каждое абразивное зерно работает свободным, не защемляясь между кругом и обрабатываемой поверхностью, Свободные зерна перемещаются, подталкиваемые алмазными зернами круга, и прижимаются к поверхноСти изделия центробежными силами через слой жидкой фазы суспензии, Эти зерна вращаются с большой скоростью и насекают пленку металла вставок, которая появилась в результате наволакивания и (втирания) "насаливания" металла вставок на поверхность неметаллической детали при шлифовании. Жидкая фаза суспензии проникает при этом в трещины, возникающие в пленке от воздействия свободных абразивных зерен, расклинивают и окисляют металл, а идущие следом свободные зерна удаляют окисную пленку,...
Способ шлифования

Номер патента: 1743809
Опубликовано: 30.06.1992
Авторы: Носов, Спасский, Филин, Швидак
МПК: B24B 1/00
Метки: шлифования
...рабоео профиля инструмента, отпадает необходимость в применении частых периодических правок инструмента, так как износ круга по рабочему профилю равномерен, Это приводит к сокращению расхода абразивного и алмазного правящего инструмента, повышению производительности,Сущность изобретения заключается в том, что в способе шлифования, при котором абразивный круг с прерывистой режущей поверхностью вводят в контакт с обрабатываемой поверхностью из условия обеспечения постоянства отношения длины рабочей поверхности круга и взаимодействующей с ней обрабатываемой поверхности, берут круг с наклонной относительно его оси образующей и устанавливают его . относительно торцовой поверхности из условия контакта максимального диаметра торцовой...
Способ шлифования

Номер патента: 1748996
Опубликовано: 23.07.1992
Авторы: Каблов, Маргулис, Савинская, Сарайкин
МПК: B24B 1/00
Метки: шлифования
...разных характеристик в соответствии с условиями резания,На чертеке изображена схема осуществления предлагаемого способа шлифования,Обрабатываемое изделие 1 перемещают относительно торца абразивного инструмента, который состоит из наружного круга 2 и внутреннего круга 3, установленных на соосных шпинделях; при этом скорость вращения внутреннего круга равна 0,8-1,0 скорости вращения наружного круга,При плоском шлифовании торцом круга длина дуги контакта и отношение периода резания зерна к периоду выхода из металла значительна (в несколько десятков раз) выше, чем при других видах шлифования, Отвод отработа ни ых и родуктов шлифования (стружка и выпавшие зерна со связкой, так называемый шлам) свободно происходить не может и, в...
Способ финишно-зачистной обработки сложных внутренних сквозных полостей деталей

Номер патента: 1763147
Опубликовано: 23.09.1992
Авторы: Дзегиленок, Одинцов
МПК: B24B 1/00
Метки: внутренних, полостей, сквозных, сложных, финишно-зачистной
...сильное магнитное поле так, чтобы инструмент располагался по силовым линиям, Соответствующим поворотом и перемещением соленоида вдоль отверстия облегчают заправку инструмента. При этом необрабатываемые отверстия закрывают заглушками 7 из немагнитного материала,При обработке задают инструменту 2 продольное возвратно-поступательное перемещение с амплитудой, которая в каждом конкретном случае выбирается, исходя из заданных условий обработки, Реверсивный поворот инструмента вокруг его оси создает благоприятные условия для полного использования всей рабочей поверхности, Экспериментально установлено, что за один двойной ход вдоль оси поочередно каждому 5 10 15 20 25 30 35 40 концу инструмента должно быть задано не менее двух поворотов в...
Способ шлифования

Номер патента: 1763148
Опубликовано: 23.09.1992
МПК: B24B 1/00
Метки: шлифования
...работе Семко М.Ф., Узунян М.Р. Юфа Э.П. Экономическое обоснование выбора алмазных кругов. - Харьков; Прапор, 1971, - 100 с.);И/ - объем сошлифованного материала за один час, см/ч.Для расчета удельной себестоимости измеряли объем сошлифованного материала, изношенный объем алмазоносного слоя, среднее напряжение при поддержании режущих свойств круга в автономной зоне, мощность резания.Основные уровни факторов и интервалы их варьирования выбирались с учетом требований к параметрам шероховатости обработанной поверхности (табл.1).Для определения градиента функции отклика был реализован дробный факторный эксперимент 2 (табл.2), при этом для получения линейной модели, отражающей зависимость удельной себестоимости от пяти указанных факторов,...
Способ шлифования

Номер патента: 1764953
Опубликовано: 30.09.1992
Авторы: Ермаков, Кулаков, Мельников, Степанов
МПК: B24B 1/00
Метки: шлифования
...толщины срезаемого слоя, равной нулюпри отсутствии перебегов шлифовальногокруга, и заканчивается максимальной, равной подаче на двойной ход,Кроме того, скорость вращения шлифовального круга Чк уменьшают до величины,соизмеРимой СО скоРостью Чпрод. возвРатно-поступательного перемещения детали, В .этом случае на детали образуется сетка траекторий, соответствующая хонинговальной,что повышает качество и эксплуатационныесвойства поверхности.Такой способ шлифования позволяетуправлять процессом формирования качества поверхностного слоя детали с учетомэксплуатационных требований к ней,Настройка станка на обработку осуществляется следующим образом,Детали 1, вращающейся со скоростьюЧд (фиг, 1), сообщают возвратно-поступательное движение со...
Способ контроля полирующей способности полировального инструмента

Номер патента: 1764954
Опубликовано: 30.09.1992
Авторы: Горбачев, Дракин, Прихно, Рогов, Рублев, Сперкач, Филатов
МПК: B24B 1/00
Метки: инструмента, полировального, полирующей, способности
...различных материалов известны и могут быть легко определены экспериментально для каждого конкретного случая с помощью термопары. Поеличине коэффициента сдвиговой вязкости в соответствии с формулой определяют полирующую способность полировального инструмента на основе полирита, содержащем исследуемое связующееИспользуемый показатель - коэффициент сдвиговой вязкости является определяющим при контроле работоспособности инструмента в связи с тем,что именно вязкость связующего определяет характеристики контакта инструмента и обрабатываемой детали в процессе полирования. При малом значении коэффициента сдвиговой вязкости связующее в процессе трения инструмента по поверхности обрабатываемой детали растекается и "намазывается" на поверхность...
Способ финишной обработки

Номер патента: 1775273
Опубликовано: 15.11.1992
Автор: Ющенко
МПК: B24B 1/00
Метки: финишной
...между собой так и с обрабатываемой поверхностью,Необходимость закрепления антифрикционных материалов на обрабатываемой поверхности вынуждает использовать дополнительные связующие материалы, в частности органическое пленкообразующее вещество, что не всегда обеспечивает возможность полного использования достоинств противозадирной обработки вследствие тепловой, разнородности твердых смазок и связующего (органическое пленкообразующее вещество полимеризу 1775273ется /затвердевает/ со скоростью прямо пропорциональной температуре в контакте инструмент - деталь), что затрудняет нанесение смазок, а обработанные поверхности имеют не высокие противозадирные свойства и эксплуатационные характеристики в целом, т. к. зависят и от приботехнических...
Способ шлифования хромированных цилиндрических заготовок торцом алмазного чашечного круга

Номер патента: 1776539
Опубликовано: 23.11.1992
Автор: Мещанинец
МПК: B24B 1/00
Метки: алмазного, заготовок, круга, торцом, хромированных, цилиндрических, чашечного, шлифования
...решающее значение на качество обрабатываемых поверхностей, так как основная часть работы, затрачиваемая нэ процесс шлифования, превращается в тепло, которое распространяясь вглубь заготовки, изменяет температуру по ее сечению, что вызывает появление остаточных напряжений и структурных превращений в основном металле, которые в свою очередь приводят к изменению геометрических размеров заготовки, нарушению точности обработки и отслаиванию хромированных слоев, Кроме того, при нагреве слоя хрома при исследовании возникают еще и дополнительные напряжения в основном металле из-за разности коэффициентов линейного расширения хрома и стали.При проведении серии экспериментов установлено, что при неправильно выбранных режимах шлифования...
Способ моделирования процесса формообразования поверхности вращения

Номер патента: 1780994
Опубликовано: 15.12.1992
Авторы: Овсянников, Проскурина
МПК: B24B 1/00
Метки: вращения, моделирования, поверхности, процесса, формообразования
...и карандаша откладывают отрезок, длина которого равна расстоянию от точки пересечения луча 5 с кривой 3 до той окружности на основании 1, которая имеет10 20 25 30 35 40 45 ходное отклонение от круглости обрабатываемой поверхности представили в виде 50 максимальный радиус г среди тех, которыевписываются в кривую 3. Затем лист 4 перемещают так, чтобы точка кривой 3, соответствующая радиусу К 1, легла на луч 6, а точкипересечения всех трех лучей с кривой 3 оказались равноудалены от точки О. Отрезок,отложенный на радиусе Къ увеличивают навеличину; равную расстоянию от точки пересечения луча 6 с кривой 3 до окружностирадиуса г. После этого лист 4 перемещаюттак, чтобы точка кривой 3, соответствующаярадиусу К 1, легла на луч 2, а точки...
Способ шлифования заготовок

Номер патента: 1780995
Опубликовано: 15.12.1992
Автор: Рябцев
МПК: B24B 1/00
Метки: заготовок, шлифования
...повышение Р - тангенциальная составляющая ситочности обработки. глы резания в кг;Изобретение поясняется фиг,1, на кото- - ) - Расстояние от места устанотовки в центр до наиболее удале рой в статике показан способ шлифования товки в центр до наиболее Уда е заготовок, фиг.2, на которой показан центр, загоовки торца Углубления, обр вид спереди, фиг.3 - то же, вид сверху, перемычку в мм; фиг,4 - сечение А-А на фиг,2, Шлифоваль- (1- диаметр центра в месте обр . ный круг 1 установлен на станине 2 станка, перемы"ки мм Центра 3 установлены в центровых бабках . (Ь - допускаемое напряжени станка (на фиг.1 и фиг,2 не показаны), кото- . гибе матерйала центра в кг/мм 2; рые жестко крепятся на столе 4 так же, как и: 1- момент инеРции сечения...
Способ контроля качества абразивного бруска

Номер патента: 1782706
Опубликовано: 23.12.1992
Автор: Жиляев
МПК: B24B 1/00
Метки: абразивного, бруска, качества
...рациональных режимов и разрабатывать рекомендации как по применению выпускаемых промышленностью хонинговальных брусков, так и для задания требуемых характеристик вновь создаваемых.Формула изобретения Способ контроля качества абразивного бруска, при котором последний вводят в контакт с обрабатываемой поверхностью, прижимают к ней с нормированным усили 30 35 ем, затем перемещают их друг относительно друга в соответствии со схемой обработки и замерян 5 т коэффициент трения междуними,отличающийся тем,что,с целью расширения информативности, дополнительно замеряют коэффициент трения во время приработки бруска, а о его качестве судят с учетом изменения интен 45 сивности коэффициента трения и его значении в конце приработки,Составитель Т....
Способ плоского шлифования

Номер патента: 1796414
Опубликовано: 23.02.1993
Авторы: Братан, Новоселов, Сопин, Фалалеев, Харченко, Харчин
МПК: B24B 1/00
Метки: плоского, шлифования
...6 и стол 7 4продольной подачи, на магнитной плите 8которого закреплена обрабатываемая деталь 9. Цепь главного движения связывает фшлифовальный круг 1 через шпиндель 10,ременную передачу 11-12 с двигателем М 1, рВторой шлифовальный круг 2 связан посредством полого шпинделя 13/размещенного в шпиндельном узле 3 нагидростатичссхих Опорах/, ео внутреннихопорах которого находится шпиндель 10, через ременную передачу 14-15 с двигателемМ 2,нный способ плоского шлифотвляют следующим образом, му кругу 1 сообщают вращер. с частотой щ 1 =. 45 с от теля М 2. Обрабатываемой де 1796414тали 9, закрепленной на магнитной плите 8, сообщают прямолинейное возвратно-поступательное движение в продольном направлении Я,р. При этом столу 7 обеспечивают также...
Способ шлифования

Номер патента: 1798123
Опубликовано: 28.02.1993
Авторы: Медведева, Николаев, Носов, Филин, Швидак
МПК: B24B 1/00
Метки: шлифования
...для шлифования многоступенчатых деталей. Сущность изобретения; блок с кругами устанавливают относительно обрабатываемой заготовки в положение контакта внешних торцов кругов и обрабатываемых ступеней. Круги расположены под разными углами к плоскости вращения и угол наклона рассчитывается по приведенной формуле, из условия обеспечения постоянства отношения площадей круга и соответствуощей ступени детали.1 ил. льных круговдостигаетс где Як 1, Зк 2, Зк - площади рабочих поверхностей шлифовальных кругов 1, 2.взаимодействующих с 1, 2 и . -ступенью1обрабатываемой детали;Яд 1, Яд 2, Зд - площади поверхности детали 1, 2,-ступеней,или а 1 - Ь 1 а - Ма = агс 19 Ок 1 О, 1ююаЪ тво отношения площадей взащих поверхностей круга и дедой ступени...
Способ глубинного шлифования

Номер патента: 1798124
Опубликовано: 28.02.1993
Автор: Суховий
МПК: B24B 1/00
Метки: глубинного, шлифования
...глубина резания, мм. Глубинное шлифование по предлагаемому способу электрокорундовыми кругами на керамической связке твердостью С 1-Т 1 при скорости резания 35 м/с позволяет обрабатывать конструкционные стали с большей точностью размера и формы детали при стабильной микротвердости обработанной поверхности, При этом стойкость круга возрастает,Ф ьа осыпание наступает при глубинах меньших3,0 мм, При врезании с линейным замедлением нэ глубину 2,0. мм имеет место локальное осыпание круга, вызванное, по всеи видимости, колебаниями переходных процессов окончания вреэания и начала обработки.Предлагаемый способ врезания отличается большей стойкостью круга, которая по осыпанию характеризуется величиной до 5,0 мм, что устанавливается шлифованием...
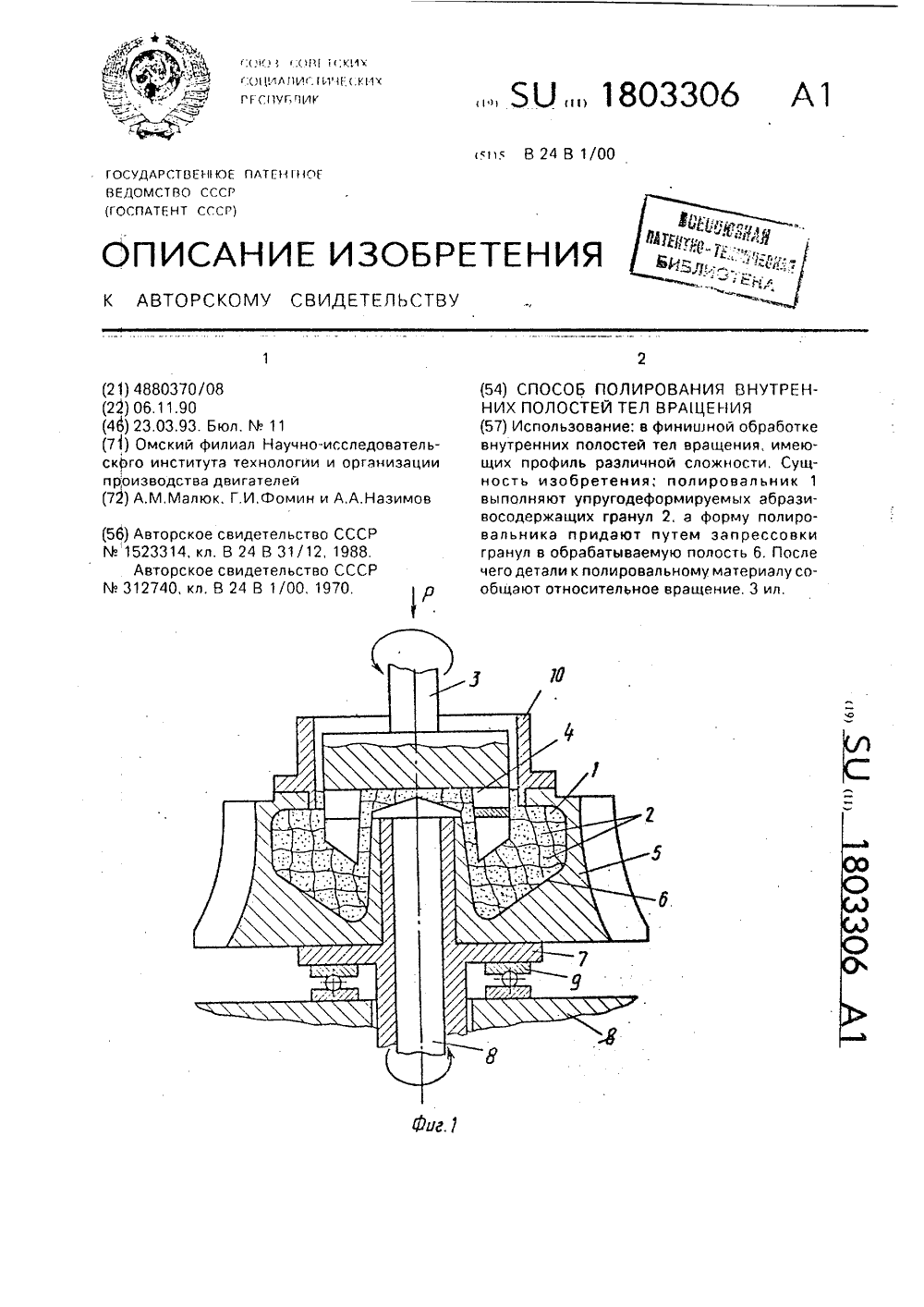
Способ полирования внутренних полостей тел вращения
Номер патента: 1803306
Опубликовано: 23.03.1993
МПК: B24B 1/00
Метки: внутренних, вращения, полирования, полостей, тел
...на шпинделе 7 при помощи тяги 8. Упорный подшипник 9 воспринимает рпбочее усилие "Р поддерживающее форму попировальника. Направляющая втулка 10 предназначена дпя заполнения обрабатываемой полости 6 гранулами 2 и дпя процесса формирования полировальника 1,Способ осуществляют следующим образом, Обрабатываемую деталь 5 устанавливают на шпинделе 1 и крепят тягой 8, На обрабатываемой детали 5 закрепляют направляющую втулку 10, через которую в обрабатываемую внутреннюю полость б засыпают упругодеформируемые абразивосодержащие гранулы 2. Затем, оправкой 3, под рабочим давлением Р формируют иэ этих гранул полировальник 1, После этого включают приводы вращения шпинделя 1 и инструмента, который связан с оправкой 3. При этом рабочее давление Р...
Способ полирования канавок в мелкозернистом спиральном сверле

Номер патента: 1808655
Опубликовано: 15.04.1993
Авторы: Гвритишвили, Гогисванидзе, Турманидзе
МПК: B24B 1/00
Метки: канавок, мелкозернистом, полирования, сверле, спиральном
...повышает режущие свойства обрабатываемого сверла, способствует повышение производительности процесса обрабатываемого сверла, способствует повышению производительности процесса сверления и улучшению качества отверстия.Нэ чертеже изображена схема реализации способа,Устройство состоит из поршня 1, металлической емкости 2, в которой помещена абразивная масса 3, в корпусе металлической емкости 2 вставлена фторопластовая втулка 4, которая имеет кольцевой канал 5, , соединенный с каналами 6 в корпусе металлической емкости 2. Обрабатываемое сверло 7 вставлено в калиброванное отверстие фторопластовой втулки 4 и введено в контакт с высокочастотной вибраустановкой 8 для придания сверлу 7 возвратно-поступательного движения. Кольцевой канал 5...
Способ абразивной обработки поверхностей вращения

Номер патента: 1809799
Опубликовано: 15.04.1993
Авторы: Николаев, Рахчеев, Филин, Швидак
МПК: B24B 1/00
Метки: абразивной, вращения, поверхностей
...АВ будет равна АВ == В- х Р -. =40,24 х 1,047 =42,25 мм,где В- - радиус. конической поверхностивнутреннего кольца подшипника 7516 в сечении 1-1.Согласно уравнению (1) определим длину дуги СД в сечении 11 НП для указанноготипа подшипника,ЬВщиВ =11 ви где Ь - минимальная ширина инструмента,3Вв - радиус профиля инструмента в месте минимальной его ширины;В - радиус профиля инструмента в 1-м сечении;Ь - ширина инструмента в 1-м сечении. 4 При вы пол не нии условий (постоя нство , удельного давления. бруска и обрабатываемой поверхности детали и отношения длинбруска и обрабатываемой конической поверхности в каждом их поперецном сече нии) достигается равномерное удаление припуска по всему обрабатываемому профилю и обеспечивается высокая...
Способ одновременного шлифования нескольких поверхностей детали

Номер патента: 1810271
Опубликовано: 23.04.1993
Авторы: Николаев, Спасский, Филин, Швидак
МПК: B24B 1/00
Метки: детали, нескольких, одновременного, поверхностей, шлифования
...С.Для нахождения Вк)(а-а/) необходимо определитьВЕ 1. Иэ Ь ВЕС имеем:1 ВЕ 1= ВС сов 8-500,866=43,3 мм;50 Вк(а-а)"ф"=Вщп 4)- 1 В Е 1 =250-43,3=206,7 мм;Вц(а-а/ф"=Яц(й)", ВЕ 1= 175-43,3 = 131,7 мм,Из выше приведенных расчетов видно, 55 что величина угла наклона шлифовальногоинструмента к оси детали определяет геометрические параметры инструмента.Из формулы (3) определим величину С),25 п" 1 ир,кр " 2 ЮВАО(и 250-1157=413,8 мм;1 ир.кр "2 Л Йы(и-и 685,8=413,8 мм,4 Х 1 ир,кр ф"2 Л72,1-827,5 мм 175- 5 фф-Хви3,14 с 175 Подставляя полученные значенияформулу (3) имеем: 2 ЛВ 1( а - а 23,14131,7 и с с . 827,5 827,5= 2,634=сопзй 2 гВд(а - ) 2 314.50 - 3,14 23,14 2 5 Аналогично рассчитываются геометрические параметры инструмента в любом из Принимаем...
Способ обработки изделий

Номер патента: 1815156
Опубликовано: 15.05.1993
Авторы: Бурмистров, Дубовик, Мащенко, Райхел
МПК: B24B 1/00
...инструмента зд период правка-обработка,При реализации сред шлифованием обр о е относится к машинострое ть использовано при обра из стеклокристаллически(54) СПОСОБ ОБРАБОТКИ ИЗДЕ У 1 ИИ (57) Использование: в машиносгроении при обработке изделий из стеклокристдллических материалов, При воздействии на обрабатываемую поверхность источником тепла высоой нтесвност онй ппверхностный слой материала плавится нд глубину припуска, Затем производят охлаждение до твердого состояния без образования кристаллической структуры, после чего образованный остеклованный слой удаляют алмазно-абразивным инструмен 1 ом. обрабатывались на лазерной угтдновке "Квант" с целью получения остекленения тонкого поверхностного слоя материдлд для чего тонкий...
Способ определения усилий прижима абразивной ленты при шлифовании

Номер патента: 1824291
Опубликовано: 30.06.1993
Автор: Юрьев
МПК: B24B 1/00, B24B 21/16
Метки: абразивной, ленты, прижима, усилий, шлифовании
...- скорость продольной подачи;К - коэффициент равный отношению интенсивности съема металла при обработке с продольной подачей и при врезном шлифовании (при прочих равных условиях);8 - ширина шлифования (равна ширине ленты).В дальнейшем, если использовать полученные в экспериментах графические изображения (в т,ч. за писа н н ые непосредственно на одну осциллограмму значения Ру(т), Чр(т), то можно поступить так. На графике изменения приведенной интенсивности съема металла (фиг.2 а) наносится графическое иэображение заданной величины От(в нашем случае будем считать От сопвт). Точкам пересечения графического изображения Ог с графическим изображением О( т ) (фиг,2 в) соответствуют искомые точки на зависимости Ру( т ) (фиг.2 а), Соединив...
Способ обработки деталей типа тел вращения

Номер патента: 1825674
Опубликовано: 07.07.1993
Авторы: Гришин, Захаренков, Лапшин, Литвиненко, Полинский, Проволоцкий, Сенин
МПК: B23C 3/12, B24B 1/00
...уменьшить шероховатость поверхностей ступеней вала.Исходная шероховатость обрабатываемых поверхностей Ва =3.2 мкм, требуелая -Ба=0,63 мкм,Использовали пары механических щеток, первая изготовлена из проволоки диаметром 0,2 мм, а вторые - иэ проволокидиаметром от 0,07 до 0,2 мм. При окружнойскорости вращения - 35 м/с, щетки сводились с обрабатываемой поверхностью с натягом 4 мм. Заготовка совершала 30 об/мин,Результаты обработки с различными параметрами приведены в табл. 1,Приведенные результаты показывают,что обработка деталей типа тел вращения позаявляемому способу всегда приводит к положительным результатам. При этом использование вторых щеток с проволокойдиаметром 0,12-0,14 мм приводит к эффектуполирования, Выбор диаметра...
Способ шлифования

Номер патента: 1830334
Опубликовано: 30.07.1993
Авторы: Зайцев, Новоселов, Ющенко
МПК: B24B 1/00
Метки: шлифования
...т.е. получается волна, имеющая отношение шага к длине более 1000, что не крассифицируется как волнистость.Связь между формируемой на поверхности волнистостью с динамическими и кинематическими параметрами работающего инструмента можно представить в виде: с гиб.дивУ - + У огиб,ккчУ огиб.дин ГДЕ Уогиб див. - ПараМЕтрЫ КрИВОй, СВяэаН- ные с динамикой процесса;Уогк.кон. - параметры кривой, связанные с кинематикой формирования неровностей в зависимости от геометрических параметров круга,Экспериментами установлено, что при низкоскоростном шлифовании с окружной скорость 1 о вращения шлифовального круга в пределах от 0 до 5,м/с, Высота волнистости обрабатываемой поверхности Юг не превышает высоту волнистости на шлифовальном круге Чч .Отсюда...
Способ шлифования

Номер патента: 1832074
Опубликовано: 07.08.1993
Автор: Нагайцев
МПК: B24B 1/00
Метки: шлифования
...от одного из ведущих валов 1,Пример выполнения способа шлифования; придание заготовкам, установленным на дискретно вращающемся столе, и кругу ссответствующих движений: главного движения подачи Ог и вспомогательных движе- ний подачи О в радиальной плоскости круга (фиг.1); вспомогательных ультразвуковых колебаний О относительно главного движения круга Ог, установленного по кромке детали с проекционным радиусом Япр . (фиг.2); главного и паразитного движения кругов Ог и Ог (фиг,З); взаимных перемещений трех кругов относительно кромок деталей с проекционными радиусами Кпрл,йпр 2 и Япрз со смещением сфер е и движениями Ог, Ог и Ог, с наклоном под угломкруга к детали (на фиг,5) и радиусом скругления р .На чертежах показаны детали 1 и...
Способ абразивной обработки

Номер патента: 2000914
Опубликовано: 15.10.1993
Авторы: Кулешов, Моксяков, Отсечкин, Филин
МПК: B24B 1/00
Метки: абразивной
...обработки, но и позволяет графитировать всю обрабатываемую керамическую поверхность, Введение порошкового графита помимо чугунного полировальника на предварительном этапе нецелесообразно из-за его безвозвратных потерь при грубой абразивной обработке без заметного улучшения и ротивозадирочных свойств обрабатываемой поверхности. При окончательной обработке порошковый графит и другие возможные антифрикционные элементы (масло, алюминий иэ чугуна и т.п.) заполняют полностью риски и трещины обрабатываемой поверхности и благодаря адгезии переходят на выступы и "плато" этой поверхности. Чугунный полировальник. основной материал которого не склонен к адгеэии йи с обрабатываемым материалом-керамикой, ни с материалами, нанесенными на ее...
Способ силовой скоростной абразивной обработки детали из материала

Номер патента: 2000915
Опубликовано: 15.10.1993
Авторы: Ашурлы, Ильин, Конюшкина, Отсечкин, Филин, Ямпольский
МПК: B24B 1/00
Метки: абразивной, детали, силовой, скоростной
...от воздействия неблагоприятных климатических факторов, увеличивая срок службы элемента. Кратковременное повышение температуры в зоне обработки до высокой контактной температуры быстро снижается после удаления круга с абразивом, затрагивая только приповерхностный слой и не нарушая физико-химических свойств обьема металла.Хрупкость образовавшихся на поверхности элементов оксидов несмотря на более высокую механическую прочность позволяет повысить производительность силовой скоростной абразивной обработки оптической поверхности по сравнению с пластичным, высокотекучим обрабатываемым металлом эа счет исключения возможности налипания вязкого металла (например, алюминия) на абразив и круг. Такое налипание металла препятствует или исключает...
Способ шлифования

Номер патента: 2004397
Опубликовано: 15.12.1993
Автор: Спицин
МПК: B24B 1/00
Метки: шлифования
...круг вводят в контакт с обрабатываемой поверхностью перемещая его по оси изделия, причем инструмент берется тоже с заходной фаской, Конкретно способ осуществляется следующим образом: перед перемещением стола 1 влево, приводом известной конструкции (не показан на чертеже), круг 2, имеющий заходную фаску 3, смещается по радиусу относительно оси обрабатываемого изделия на величину , Для данного случая Формула изобретенияСПОСОБ ШЛИФОВАНИЙ изделий с заходной фаской, включающий перемещение шлифовальной бабки с шлифовальным кругом на вреэание и вдоль оси обрабатываемого изделия, отличающийся тем, что, с целью повышения точности обработки за счет уменьшения динамических нагрузок на шлифовальный круг, перед подачей шлифовального круга...
Способ абразивной обработки

Номер патента: 2004398
Опубликовано: 15.12.1993
Автор: Каленков
МПК: B24B 1/00
Метки: абразивной
...падающей струей 3%-ный раствор эмульсии Укринолс расходом жидкости 14 дм /мин.Режим правки; продольная подача лучалазера 0,4 м/мин, число проходов 4,Совмещение правки круго лучом лазера с процессом шлифования нэ зтэге выхаживания позволяет уменьшить штучное время шлифования,Штучное время определяется по ФормулеТшт = тв.у + го.д,где 1 у - время нэ устлновку и снятие детали, мин,то.ш - неполное штучное время нэ обработку поверхности,мин,Неполное штучое время опр:.является по формуле1 н.о. = 1 о . Тесн. сг,сгде С 0 - основное (тгхнологечог г время; вмещается с правкой и получается болеепроизводительным.На чер.,еже дана схема абразивной обработки с нагревом поверхности круга лу 5 чом лазера.Схема содержит шлифовэльный круг...
Способ полирования пластин из керамических материалов
Номер патента: 1743114
Опубликовано: 15.07.1994
Авторы: Ерусалимчик, Рогов, Савушкин, Шаляпин
МПК: B24B 1/00
Метки: керамических, пластин, полирования
СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ, при котором на рабочую поверхность инструмента наносят полирующий состав, содержащий алмазный порошок, глицерин и синтетическое моющее средство, и осуществляют подачу разбавителя, отличающийся тем, что, с целью повышения качества при полировании пластин из материалов на основе Al2O3, в качестве разбавителя берут силиказоль с 3,4 - 11,0%-ным содержанием двуокиси кремния, при этом количество наносимого полирующего состава и подаваемого разбавителя берут в объемном соотношении 1 : 3 - 6 соответственно.