B23P 15/26 — теплообменников
Фрезерный станок для обработки деталей по контуру

Номер патента: 1576250
Опубликовано: 07.07.1990
МПК: B23C 3/00, B23P 15/26
Метки: контуру, станок, фрезерный
...крепления 2 с помощью болтов 20, а клин 19 соединен шарнирно с корпусом ползуна 13 с помощью оси 21. Закрепление заготовки через окно 22 осуществляется посредством винта 23, воздействующего на клин 19,Станок работает следующим образом.Заготовку 4 устанавливают в окно 22 ползуна 13 так, что клинья 18 и 19 оказываются в пазах заготовки. Заготовку 4 устанавливают вдоль ее продольной оси так, что из ползуна 13 выступает ее конец, необходимый для обработки длины. Перед началом цикла обработки с помощью рейки 16 и гидроцилиндра 17 ползун 13 устанавливается в пазу 8 в крайнее левое положение, благодаря чему через окно 22 в неподвижном корпусе )1 обеспечивается доступ к винту 23. Под действием винта 23 клин 19 поворачивается относительно оси 21...
Устройство для сборки ребристых теплообменников

Номер патента: 1588527
Опубликовано: 30.08.1990
МПК: B23P 15/26
Метки: ребристых, сборки, теплообменников
...на валу 8 в шарнирно установленном корпусе 9 с ловителями 10, проходящими через отверстия 11, толкатель 2 подпружинен пружиной 12 относительно корпуса 9, Вал 8 установлен в корпусе 13 и связан шестерней 4 и рейкой 15 со штоком 16 цилиндра 17. На раме 1 установлен упор 8 между направляющими 19, на которых установлена кассета 20 с трубами 21 и нако. нечниками 22.Устройство работает следующим обра.Отрезанные ребра 3 в прессе 5 падают с механизма сбрасывания 4 на ловители 1 О и толкатель 2, после чего толкатель 2 начинает поворачиваться с ловителями 10 и корпусом 9 в сторону наконечников 22 с трубами 21 посредством рейки 6, которая обкатывается вокруг шестерни 7, жестко закрепленной на валу 8, вращение которому передается шестерней 14,...
Способ изготовления теплообменного элемента

Номер патента: 1590311
Опубликовано: 07.09.1990
Авторы: Вальский, Лукьянова, Полыковский
МПК: B23P 15/26
Метки: теплообменного, элемента
...А на фиг.1; на фиг.3 - теплообмен ныйэлемент в процессе изготовления, 10Способ изготовления теплообменногоэлемента осуществляется следующим обра(зом,Трубчатый элемент 1 располагают в зажимном устройстве 2 с системой 3 подачи 15охлаждающей жидкости и ее отвода 4 с переливной трубой 5. Ребра 6 последователь но размещают на трубчатом элементе 1, Напоследнем устанавливают съемные экраны,7, выполненные, например, в виде разьемных втулок, которые располагают с зазором.относительно ребер 6.Затем металлизатором 8 проводят про цесс металлизации с одновременным охлаждением внутренней поверхности 9трубчатого элемента 1 циркулирующей жидкостью.В процессе металлизации заполняютпромежутки 10 между трубчатым элементом1 и ребрами 6, происходит их...
Способ сборки отопительных пластинчатых конвекторов

Номер патента: 1590312
Опубликовано: 07.09.1990
Авторы: Алуф, Глейзер, Кассир, Мелюков, Новиков, Юшков
МПК: B23P 15/26
Метки: конвекторов, отопительных, пластинчатых, сборки
...отклоняются от направления магнитного поля. При ширине пластины г 1 =75 мм и указанном расстоянии между ними предельно допустимый угол отклонения пластины от направления поля в процессе ориентирования а = агс 19 фо) = =агс 19(30/75)=23, Если а23, то какая-либо из пластин может, отклоняясь, ударитьдвижущуюся рядом, что вызовет лавинообразное падение пластин и нарушит ориентацию. При гк = 23, магнитнойпроницаемости материала в линейной части кривой намагничивания и = 600 и плотностистали р = 7835 кг/м магнитное поле, необзходимое для ориентирования группы пластин В0,45 Тл,С помощью транспортера 2 пластины конвектора одна за другой транспортируются к выходу магнитной накопительной системы, Так как расстояние от пластины до нижнего...
Устройство для извлечения трубных пучков из корпуса теплообменника

Номер патента: 1604537
Опубликовано: 07.11.1990
Авторы: Васильев, Мелихов, Покусаев
МПК: B23P 15/26, B23P 19/02
Метки: извлечения, корпуса, пучков, теплообменника, трубных
...3, шарнирно связанные с корпусом гидроцилиндра 1, атакже упорный механизмв виде закрепленного на корпусе гидроцилиндра 1 конусообразного стержня 4, двухтяг 5 с конусными шейками 6 и коромысла 7 с отв ерс тиями. На коромысле 7 размещены фиксаторы 8 - 1 0 длятяг 5 и стержня 4 соответственновыполненные в виде подпружиненныхкулачков 11 и 1 2.Устройство работает следующимобразом;На корпусе 13 теплообменника струбным пучком 14 закрепляются тяги5, на которые затем устанавливаетсякоромысло 7. Далее выпрессовочныйшток 2 жестко крепится к пучку 14,а стержень 4 вводится в отверстиекоромысла 7 и крепится на корпусегидроцилиндра 1,Рабочая жидкость поступает в гидроцилиндр 1, который, упираясь в коромысло 7, перемещает пучок 14 навеличину хода...
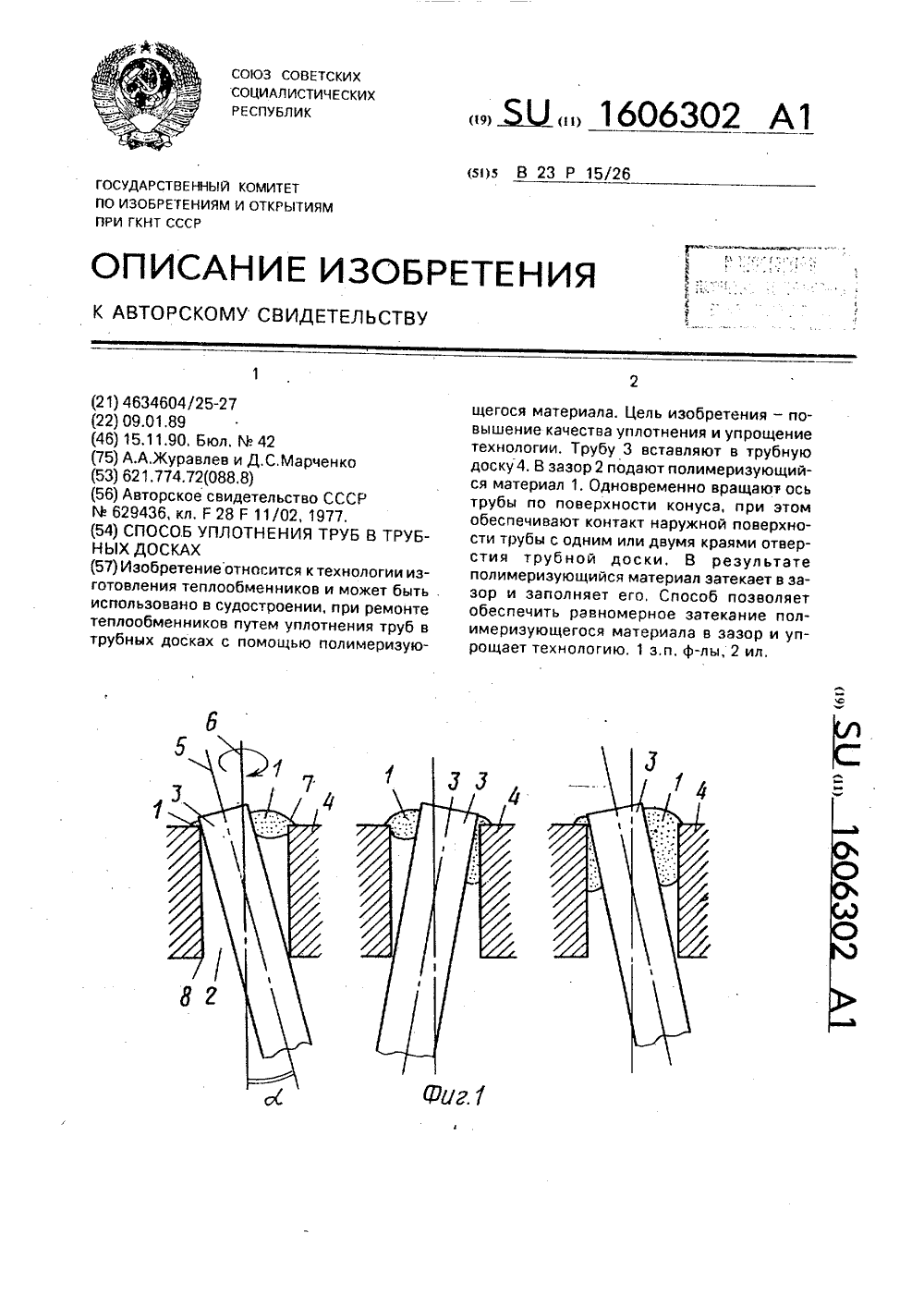
Способ уплотнения труб в трубных досках
Номер патента: 1606302
Опубликовано: 15.11.1990
МПК: B23P 15/26
Метки: досках, труб, трубных, уплотнения
...безударно, что снижаетшум при работе.С целью снижения величины усилия, направленного на изгиб трубы для приданияей меняющихся наклонов, иногда достаточно обеспечить непрерывный контакт трубы3 (фиг, 2) только с одним наружным краем 7отверстия в трубной доске, при этом контакт между ними также остается непрерывным, а контакта трубы с внутренним краем8 отверстия не происходит.В этом случае угол а между осями менее максимального (фиг. 1 и 2),Способ осуществляется следующим образом.Труба 3 вставлена в трубную доску 4,Внутрь трубы 3 по оси 5 снаружи введенсоосно рабочий орган вибратора (вибраторне показан), Он передает на трубу радиальное усилие в результате воздействия неуравновешенной массы, вращающейся вокруг оси рабочего органа,...
Способ изготовления тепловой трубы

Номер патента: 1611678
Опубликовано: 07.12.1990
Авторы: Гусейн-Заде, Насиров, Саттаров
МПК: B23P 15/26
...через патрубок 9 с вентилем 10 закачивается определенное количество рабочего агента, которое, проходя через от 1511678верстия перфорированной трубы 3, воздействует на внутреннюю поверхность эластичного рукава 4 и тем самым придает ему требуемую форму. Затем на внешней поверхности рукава 4 устанавливается пористый материал 1, образующий структуру фитиля, и подачей во внутрь стержня 2 избыточного количества рабочего аген 1 а осуществляется фиксация материала фитиля на поверхности этого стержня, после чего вентилем 10 магистраль перекрывается. При этом труба 3 совместно с установленными на торцах заглушками 5 и 8.предохраняют эластичный рукав 4 от продольной деформации.После установки и фиксации пористого материала, образующего...
Способ изготовления оребренных труб

Номер патента: 1611679
Опубликовано: 07.12.1990
Автор: Злобин
МПК: B23P 15/26
Метки: оребренных, труб
...сплава также равна 25-40 мкм, Затем осуществляют сборку труб 1 с ребрами 2, при которой ребра 2 отбортаванными отверстиями. насаживают на трубы 1 с небольшим зазором (0,05-0,1 мм) в соединении. После сборки трубы раздают изнутри механическим способом (дарнуют), обеспечивая плотное соединение труб 1 с отбортавками ребер 2. Собранную и прадорнованную трубу (пучок труб) помещают в печь с температурой 200- 230 С на время 5 - 7 мин, причем в печи собранную трубу устанавливают вертикально. В результате нагревания оловянно1611679 Формула изобретения Составитель А.СушкинЗаказ 3800 Тираж 600 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5...
Способ изготовления кожухотрубного теплообменника

Номер патента: 1632729
Опубликовано: 07.03.1991
МПК: B23P 15/26
Метки: кожухотрубного, теплообменника
...досками 9 внутрь труб вводятсястержни 12 с постоянными магнитами 13,расположение которых соответствует размещению поперечных перегородок, Трубный пучок помещается в емкость сферромагнитными частицами, покрытымислоем припоя, После извлечения трубногопучка из емкости частицы 11 остаются только в зоне действия магнитов 13, располо, женных внутри труб. При нагреве трубного пучка выше температуры плавления припоя, но ниже температуры точки К 1 ори ферромагнитных частиц и постоянныхмагнитов, частицы 11 спекаются между собой, образуя монолитную перегородку натрубах, Затем стержни с магнитами извлекаются из труб и трубный пучок устанавливается в кожух,П р и м е р, При изготовлении латунноготе 1 лообменника трубные доски твердымприпоем...
Способ изготовления трубного пучка теплообменника

Номер патента: 1557866
Опубликовано: 07.05.1991
Авторы: Кузьмин, Мацюк, Мещанинов, Миронычев
МПК: B23P 15/26
Метки: пучка, теплообменника, трубного
...пучок набирают из пРямых 30 теплообменных труб 1, предварительно в центре трубного пучка устанавлива.- ют дистанционирующие элементы (крайние 2 и средни 6 3), Средние дистаниионирующие элементыгЭ фиксируют заданном положении, устанавливают на концах трубного пучка трубные доски 4 и буферные устройства 5 для предот; вращения повреждения концов труб труб-ного пучка при .приложении осевой сжи мающей силы. Прикладывают осевую сжимающую силу к концам. трубного пучка, участки труб б между зафиксированными средними дистанционирующими элемвн"тами 3 и трубвымги досками 4 деформиру ются, незафиксированные крайние дистанционирующие элементы 2 перемещают вдоль оси труб 1 и фиксируют в заданном положении. Количестванредвари"тельно...
Способ изготовления теплообменника

Номер патента: 1648717
Опубликовано: 15.05.1991
Автор: Копак
МПК: B23P 15/26
Метки: теплообменника
...в сторону, показанную стрелкой, Втулка б служит опорой для полосы, торец которой выполнен в виде конуса. Соосно с оправкой и втулкой б размещены два диска 8 и 9, между которыми выставляется зазор в зависимости от толщины полосы 5 за счет осевого перемещения диска 8 вдоль оправки 7.На диске 8 размещен ролик 10, свободно вращающийся вокруг своей оси, ось которого жестко закреплена на диске 8, Ролик 10 создает радиальное усилие на полосу 5 в сторону оправки 7 в процессе формовки по1648717 3На оправке 15 в зафиксированном полоы, Диск 9 имеет коническую поверхность а ванном лосы, Диск ипам и впадинам в зоне формовки и снабженодуговую по выступаО 7 б винтовых спиралеи ф мОванной винтовой спи- рей. Получают гофрообразали 5 из зоны...
Автомат для сборки ребристых секций теплообменников

Номер патента: 1683944
Опубликовано: 15.10.1991
Авторы: Бришников, Сидоров, Филиппьев
МПК: B23P 15/26, B23P 19/02
Метки: автомат, ребристых, сборки, секций, теплообменников
...каналов 13,Подвижный нож 9 смонтирован на механизме 2 напрессовки пластин, Направля ющие стержни 12 трубоудерживающейкассеты 11 выполнены с центрирующимиэлементами в виде завальцованных в отверстиях 14 стержней 12, равномерно распределенных по их длине подпружиненныхшариков 15, Гребенки 16 механизма напрессовки 2 образуют канал 17, в которыйпоступает лента.Автомат работает следующим образом,В исходном положении на направляющих стержнях 12 устанавливают трубы 4заданной длины, не превышающей длинуцилиндрической части стержня Я, Механизм 2 нэпрессовки находится в верхнемположении, а гребенки 16 сведечы. Включают в работу один из роторно-вал ковых узловмеханизма 6 и обрабатывают ленту с нанесением на ее поверхность...
Способ установки труб в парогенераторе

Номер патента: 1706380
Опубликовано: 15.01.1992
МПК: B21D 53/06, B23P 11/00, B23P 15/26 ...
Метки: парогенераторе, труб, установки
...при помощи любого подходящего устройства, например домкрата или просто инертной массы.В результате противовибрационные15 стержни 8 давят на трубыслоя, при этом только часть стержней находится в контакте с трубами, а между остальными т рубаии и стержнями образуется зазор, который измеряется при помощи каллбра, поскольку доступ ко всем трубам слс я от коь т.Трусь , и эюцле слишком большой зазор, с: :ются бракованными, Их удаляют и замедляют запасными трубами, чему не препятствует легкоразьемное кре ппа иг их но цов.Р.-г.ле гт в:они всех труб 1 начинают моя та с, .дующего слоя непосредственно "ад протлвовибоационньми стержнячи 8. чад этл е- -рьч сгоеи унладывас ся Г.оу и г ол, к которым так е пол"а: а=.е-.я определенная нагоузка, кан...
Способ изготовления тепловой трубы

Номер патента: 1710261
Опубликовано: 07.02.1992
Авторы: Алексеев, Владимиров, Кохан
МПК: B23P 15/26, F28D 15/00
...2 и 7 герметично соединяютсварным швом 9, образуемымэлектродам 10; Затем на стенках 2 устанавливают нагреватель 11 и холодильник 12. ТТобеэгаживают и заполняют ее ЖТН по расчетный уровень, который выше рабочегоуровня А-А жидкого теплоносителя в ТТ,при этом образуются жидкостная В и паровая П полости. Заправляют ТТ теплоносителем. (ТН) шприцем через заправочноеотверстие 13, выполненное в верхней заглушке. После этого на расчетный режимвключают нагреватель 11, за счет чего полость П заполняют паром ТН и частично парчерез отверстие 13 отводят в окружающуюсреду (ОС),При достижении расче 1 ного уровня А-Аотключают нагреватель 11, включают электрод 1 О, охладитель 12 и ген метично заваривают отверстие 13. При необходимостиперед включением...
Способ изготовления матричного теплообменника

Номер патента: 1738444
Опубликовано: 07.06.1992
Авторы: Ковал-Гук, Притула, Шарнопольская
МПК: B21D 53/04, B23P 15/26, F28F 7/02 ...
Метки: матричного, теплообменника
...профиль которых соответствует контуру поля перфорации в пластине.На фиг.1 изображена проставка; на фиг.2 - перфорированная пластина, входящая в состав пакета взятого для примера четырехканального матричного теплообменника, изготавливаемого согласно предлагаемому способу; на фиг,3 изображена в разрезе часть указанного пакета с подключением проставок к источнику электрического тока, 1738444Способ изготовления матричного теплообменника осуществляют следующим образом.Теплопроводные пластины 1 с перфорацией 2 и проставки 3 с окнами 4 по контуру 5 (ограниченному пунктирной линией на фиг,2) перфорации пластин 1 собирают в теплообменный матричный пакет, Проставки выполняют иэ электропроводного материала 6 с нанесенным на их поверхность ....
Способ изготовления трубчатого теплообменника

Номер патента: 1759592
Опубликовано: 07.09.1992
Авторы: Аносов, Ковальчук, Макаров, Нечаев, Пиюнкина, Семочкин, Смирнов
МПК: B23K 26/06, B23P 15/26
Метки: теплообменника, трубчатого
...с полным проплавлением сечениястыка, ответствует термическое воздействие на размещаемую в пазе трубу при вынесении сварного шва на пластину. чтоповышает надежность теплообменника. т,к.на трубе нет концентраторов напряжений.На фиг, 1 показана панель 1 с пазами Аи установленной на ее поверхности по касательной к пазу А вдоль его кромки Б пластиной 2, соединенной с панелью сварнымшвом 3; на фиг, 2 размещенная в пазе Апанели 1 труба 4, пластина 2, соединеннаяс панелью сварными швами 3 и 5; на фиг. 3 - 25труба, закрепленная в первом пазе,и второй паз с приваренной пластиной 6 длякрепления второй трубы во втором пазе;на фиг, 4 - геометрические характеристикиконструкции теплообменника, 30Способ осуществляют следующим образом,На...
Устройство для изготовления ребристых трубчатых радиаторов из плоских труб

Номер патента: 1761427
Опубликовано: 15.09.1992
МПК: B21D 53/02, B23P 15/26
Метки: плоских, радиаторов, ребристых, труб, трубчатых
...кромки выступов 3 до их оснований. Резец 4 при своем вращении подрезает с плоскости трубы 2 слой металла (ребро) и отгибает его, сохраняя прочное сцепление с основой. За один оборот инструмента ( в случае расположения на планшайбе одного резца) плоская труба перемещается на шаг ребер и затем инструмент срезает следующее ребро. Данное устройство позволяет нарезать ребра при постоянной подаче трубы, при этом частоту вращения резца и необходимо согласовать со скоростью осевого перемещения (подачи) трубы следующим образом:и = об/мин,ЯЮгде Яц - скорость осевого перемещения трубы, мм/мин;с - шаг ребер, мм;М - число резцов, равномерно расположенных на планшайбе.Для получения тонких и высоких ребер необходимо обеспечить конусность...
Способ получения заготовок трубчатых радиаторов

Номер патента: 1761428
Опубликовано: 15.09.1992
Авторы: Дьяков, Левицкий, Якимович
МПК: B23P 15/26
Метки: заготовок, радиаторов, трубчатых
...от направления потока среды. При необходимости получения ребер спрямолинейными рядами и при наличиитолько одного резца по окружности зависимость (1) примет вид5 вр =в(Ъ+1). (2)Знак плюс принимается для вращенияинструмента в одну сторону с вращениемтрубы, а знак минус - для встречного вращения резца и трубы. Эта формула выведена10 для условия, что за поворот трубы на уголодного ребра (лепестка) резец должен совершать один полный оборот. Единица добавляется или отнимается ввиду того, чторезец режет ребро при одновременном вра 15 щении трубы, которая при этом проворачивается на угол, соответствующий одномуребру.При нескольких равномерно расположенных по окружности резцах (Ер 1) фор 20 мула(2) примет видв =в( - +1),Ъ(3)В этом...
Способ изготовления теплообменных труб со спиральными ребрами

Номер патента: 1796398
Опубликовано: 23.02.1993
Авторы: Гребенников, Коневских, Липец, Малкис
МПК: B21C 37/20, B23P 15/26
Метки: ребрами, спиральными, теплообменных, труб
...выполняют прорези то торца к основанию, прилегающему к трубе Ширина прорезей обусловлена толщиной инструмента, с помощью которого выполняют прорези, а высота определяется из соотношения:ями из которой изготавли- шириной инструмента (резец, штамп), с поб о ю авторот она ыолеа, При этомваютсяобраз р Рс приваренными ре р; фб ами; на фиг,5 - труба по мере увалеличина поверхности, через коеб ами (разрез А-А на ширины велис приваренными ре ра (5 торую передается тепло, будет снижаться.3 о с б уе у е е ю 0 ес аПолучаемая в результате осуществле- тот.е. фактически сниа теплообменная труба передаваемого тепла, тффект от увеличения коэффициентас продольно-винтовыми 0- р0-об азными ре- жает эстигнуто выполнениембрами содеркйт центральную...
Способ изготовления пластинчатого теплообменника с перекрестным потоком теплоносителей

Номер патента: 1798099
Опубликовано: 28.02.1993
Авторы: Дейнеко, Долинский, Заколотюк, Лупырь, Павленко, Ряузов, Ясногородская
МПК: B23P 15/26
Метки: перекрестным, пластинчатого, потоком, теплоносителей, теплообменника
...путем сжатия под прессом кромки образца поз.б между двумя матрицами поз.7, 8(фиг,10), Шйрина.гофрйраванной эоны составляла 6 мм.Результаты экспериментальных исследований представлены в таблице 1.Величина раскрытия пластин Л (фиг,11) для образцов из сталй 12 Х 19 Н 1 ОТ взята в 2 раза большей, чем для.образцов из титанового сплава ВТ 1-0 по причине более высокой пластичности этой стали и для сокращения времени испытаний, Как видно из приведенных результатов, мзлоцикловая прочность сварных соединений, упрочненных холодной деформационной обработкой, повйсилась примерно в 2 раза по сравнению с исходным состоянием для образцов из сплава ВТ 1-0 и почти в 5 раз -длястали 12 Х 18 Н 1 ОТ. Это дает основания гово- .рить об эффективности...
Устройство для сборки теплообменников

Номер патента: 1801078
Опубликовано: 07.03.1993
Авторы: Алтухов, Бондаренко
МПК: B23P 15/26
Метки: сборки, теплообменников
...и 7), 35пуансон 19 для вырубки отверстий 20 в ленте 3 (фиг,5) и матрица 21 для формированияотбортовки 22. На нижней плите 23 штампа7 выполнены соответствующие матрицы 24,25 и закреплен пуансон 26, Матрица выпалнена также сменной и имеет калибр 27(фиг,4), В матрице 25 выполнено сквозноеотверстие для удаления обработанной дета. ли 18.Механизм 5 (фиг,1) сборки теплообменников содержит установленную на раме 28подвижную каретку 29 с механизмом 30 шаговой подачи, приводом 31, кривошипам 32и траверсой 33, На столе 34 рамы 28 закреплен сборочный блок, включающий направляющие колонки 36, подвижную кассету 37с шомполами 38, на которые надеты охлаждающие трубки 39, и неподвижный нож 40.Подвижный нож 41 закреплен на траверсе33, перемещающийся...
Способ изготовления оребренных радиаторов из труб и устройство для его осуществления

Номер патента: 1813605
Опубликовано: 07.05.1993
Авторы: Дмитриев, Дьяков, Михеев, Половцев, Трубачев, Якимович
МПК: B21D 53/02, B23P 15/26
Метки: оребренных, радиаторов, труб
...значение угла поворота режущего инструмента (планшайбы) (фиг. 8);- фактор, учитывающий вращениетрубы и планшайбы;- - попутное вращение.Известно также (Справочник по элементарной математике, механике и физике // поверхностью косого среза 12 (фиг. 4). причем последняя выполнена так, что ребра 17постепенно (фиг, 5-7) отгибаются до угла90 по отношению к поверхности трубы 15,5 Планшайбу 13 вместе с резцом 14 вращают с угловой скоростью ор, а поворотную .оправку 16 с трубой 15 рращают с угловойскоростью в, при этом заготовку 15, установленную на столе 3, перемещают в осе"0 вом направлении, причем вр М, Резец14 периодически входит в контакт с заготовкой 15 и при этом подрезается одно ребро17. Пока заготовка 15 повернется на угол...
Способ изготовления теплообменника

Номер патента: 1814606
Опубликовано: 07.05.1993
Автор: Онищенко
МПК: B23P 15/26
Метки: теплообменника
...месте монтажа, даже на действующих участках без прекращения их функционирования, и закрепляют на корпусе любым способом, например хомутами, электросваркой, пайкой и ИКАспользование; в теплотехнике, Сущизобретения: на корпусе теплообменбразуют поверхности энергообмена ирали знергообменного материала. ль формируют из ленты, затем наматые на корпус с определенным натяжениагом намотки и закрепляют. 2 ил. т.п. Путем выбора материала ленты, размеров ее поперечного сечения, диаметра спирали, натяжения ее при намотке на корпус и шага намотки способ позволяет образовать на одних и тех же или на различных участках теплообменники с одинаковой или различной поверхностью знергообмена.Формула изобретения Способ изготовления...
Устройство для нарезания ребристых поверхностей теплообменников на токарном станке

Номер патента: 1824253
Опубликовано: 30.06.1993
Авторы: Дьяков, Кислов, Миткевич
МПК: B23B 1/00, B23P 15/26
Метки: нарезания, поверхностей, ребристых, станке, теплообменников, токарном
...располагают на суппорте и ориентируют суппорт, так, чтобы оправка 2 имела бы эксцентричное расположение относительно оси патрона и резец 1 был бы установлен%а требуемую глубину резания. Затем перемещением рукоятки 14 приводится в действие клиновой механизм 13, который сжимает цангу 12 и позволяет ввести оправку с резцом 1 (резец находиться в верхнем начальном положении) в отверстие заготовки 10, Рычаг 14 возвращают в исходное положение в результате чего рабочая часть цанги 12 будет соприкасаться с внутренним диаметром заготовки 10. Затем включают электродвигатель б, который приводит посредством кривошипно-шатунного механизма 9, 8; 7 в возвратно-качательное движение оправку 2 с резцом 1 и включают одновременное вращение заготовки 10 и...
Способ изготовления стальной трубчатки теплообменника

Номер патента: 2000912
Опубликовано: 15.10.1993
Автор: Милько
МПК: B23P 15/26
Метки: стальной, теплообменника, трубчатки
...трубных досок толщиной 2-6 20 мм, прошивку отверстий осуществляют с помощью кольцевого лазерного луча при напряжении накачки 800-1000 В, а приварку ведут этим же кольцевым лучом и с тем же напряжением накачки при изменении ши рины луча, при этом передсваркойосуществляют предварительно вальцовку труб.На чертеже схематически изображенаустановка, осуществляющая предложенный способ.30 Установка представляет собой обрабатывающий центр, который содержит стол 1, установленную на нем виброплатформу 2, манипулятор 3 для закрепления трубных досок. Обрабатывающий центр включает так же трубкорасширитель 4 для вальцовкитруб, бункер 5 для труб 6, снабженный механизмом для ввода труб в прошитые отверстия трубных досок, бункер 7 для заготовок трубных...
Автомат для запрессовки трубок в каркас теплообменника
Номер патента: 1401780
Опубликовано: 30.01.1994
Авторы: Бергман, Бондарцев, Граф, Добрынин, Жиляев, Родин
МПК: B23P 15/26, B23P 19/02
Метки: автомат, запрессовки, каркас, теплообменника, трубок
1. АВТОМАТ ДЛЯ ЗАПРЕССОВКИ ТРУБОК В КАРКАС ТЕПЛООБМЕННИКА, содержащий смонтированные на станине бункер с подающим шибером, горизонтальные направляющие, механизм крепления и перемещения каркаса в виде подвижной головки, стол, установленный с возможностью перемещения в направляющих станины, смонтированный на столе механизм поджатия и центрирования трубок, выполненный в виде оправки с центрирующим конусом, привода в виде силового цилиндра и толкателя с центрирующим конусом, установленного соосно оправке, отличающийся тем, что, с целью повышения надежности путем обеспечения постоянства ориентирования трубок относительно отверстий каркаса в процессе запрессовки, направляющие станины установлены параллельно оси запрессовки, подвижная головка...
Способ изготовления трубчато-пластинчатого теплообменника

Номер патента: 1804010
Опубликовано: 27.01.1995
Автор: Дорохов
МПК: B21D 53/04, B23P 15/26
Метки: теплообменника, трубчато-пластинчатого
...(пример 1); на фиг. 2 - пластина теплообменника; вид сбоку и спереди(пример 1); на фиг. 3 - схема сборки теплообменника пример 2); на фиг. 4 - пластинатеплообменника, вид сбоку и спереди пример 2).П р и м е р 1, Теплообменник изготовляют путем выполнения в пластинах 1 отверстий с отбортовками 2, ввода труб 3 сквозьэти отверстия и последующего обжатия плаФормула изобретенияСПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТО-ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИ-,КА путем выполнения в пластинах от-верстий с отбортовками, ввода трубсквозь отверстия и последующего обжатия пластин, отличающийся тем, что, с стин 1. Причем при выполнении в пластинах1 отверстий 2, расстояние между ними "А"выполняют больше, чем расстояние "а"между трубами 3, Для исключения слипания5...
Стенд для сборки пучка тепловыделяющих элементов
Номер патента: 1748381
Опубликовано: 10.09.1995
Авторы: Авраменко, Барехов, Долгий, Трофимов
МПК: B23P 15/26, B23P 19/02
Метки: пучка, сборки, стенд, тепловыделяющих, элементов
1. СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ (твэлов), содержащий станину, питатель с полками и направляющими роликовыми опорами, закрепленный на поворотной обойме механизм заталкивания твэлов со съемными наконечниками в каркас, отличающийся тем, что, с целью повышения производительности, качества и надежности сборки, стенд снабжен автооператором съема наконечников, устройством для подачи и дистанционирования твэлов, содержащим накопитель, захваты, отсекатели и рольганг подъемник, устройством для позиционирования каркаса с водилом и приводом, закрепленным на поворотной обойме, подъемником для удаления каркаса после сборки, при этом механизм заталкивания снабжен демпфером и стопорным перегрузочным устройством.2. Стенд по п. 1,...
Способ изготовления тепловой трубы с капиллярной структурой
Номер патента: 1679847
Опубликовано: 27.11.1996
Авторы: Бурдуков, Кустов, Сергеев, Сидоренко, Склярук
МПК: B21C 37/26, B23P 15/26, F28D 15/02 ...
Метки: капиллярной, структурой, тепловой, трубы
Способ изготовления тепловой трубы с капиллярной структурой, заключающийся в нанесении резьбы на внутренней поверхности трубы и деформирования ее, отличающийся тем, что, с целью повышения производительности и снижения материалоемкости, деформирование выполняют в два этапа, при этом на первом этапе формируют промежуточный и эллипсообразный профиль, а на втором окончательный профиль, выполненный по меньшей мере с двумя трубчатыми полостями, связанными щелевым зазором.
Способ изготовления лепесткового оребрения теплообменных элементов
Номер патента: 1706111
Опубликовано: 27.03.2000
Авторы: Бондаренко, Бояркин, Бурков, Зверев, Ковтунов, Моргулис-Якушев, Петров
МПК: B21D 53/06, B23P 15/26
Метки: лепесткового, оребрения, теплообменных, элементов
Способ изготовления лепесткового оребрения теплообменных элементов, заключающийся в подрезании слоя материала лепестков на поверхности теплообменного элемента с одновременным его отгибанием, отличающийся тем, что, с целью улучшения качества готового изделия, сначала подрезают и отгибают с наклоном в одну сторону лепестки четных рядов, затем теплообменный элемент поворачивают на 180o и подрезают и отгибают лепестки нечетных рядов с наклоном в противоположную сторону.