B21D — Механическая обработка давлением листового, сортового, профильного материала или труб; перфорация
Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала

Номер патента: 1286322
Опубликовано: 30.01.1987
Авторы: Власов, Дмитренко, Ермишин, Чуйко
МПК: B21D 39/00
Метки: вырубки, детали, собираемый, тонкополосового, узел, установки
...штамп в крайнее правое положение до соприкосновения с упором 32. Одновременно с опусканием ползуна 20 опускается ползун 16 таким образом, что подпружиненный рычаг 14 с роликом 15 опускаются до соприкосновения ролика 15 с нижней поверхностью паза 17 (фиг, 2), но при этом выталкиватель 9, перемещающийся со штампом, остается зафиксированным шариком 29 в пуансонодержателе 7. Тонкополосовой материал 10 при этом движении штам па остается неподвижным и натянутым между правильными роликами и ползуном 27,После этого вступает в работу механизм перемещения пуансонодержателя 7. Ползун 26, поднимаясь, нажимает на двуплечий рычаг 25, который, поворачиваясь до горизонтального положения, нажимая на ролики 24, опускает пуансонодержатель 7 с пуансоном...
Способ раздачи трубчатых заготовок и штамп для его осуществления

Номер патента: 1286323
Опубликовано: 30.01.1987
Авторы: Аверкиев, Алюшин, Церна, Шипилов, Шульга
МПК: B21D 41/02
Метки: заготовок, раздачи, трубчатых, штамп
...3. В разъемных секциях 20 установлены выполненные в виде вставок из эластичного материала (например, полиуретана) силовые элементы 4. Готовое изделие обозначено позицией 34. Штамп работает следующим образом.Трубчатая заготовка 3 устанавливается на оправке 33. При этом подвижная плита 5 находится в крайнем верхнем положении, гайка 9 - в крайнем нижнем относительно пуансона 1 положении, фиксируемом винтами 12.Под действием пружин 31 подпорная втулка 16 находится в крайнем верхнем положении, фиксируемом винтами 29, а также нижним торцом упоров 15.Кольцевая державка 22 под действием пружин 24 также находится в верхнем положении, определяемом буртами 25, а под действием пружин 19 разъемные секции 20 разведены.Пресс включается на...
Устройство для поштучной выдачи деталей из стопы

Номер патента: 1286324
Опубликовано: 30.01.1987
Авторы: Мандель, Школяр, Эбштейн
МПК: B21D 43/00, B30B 15/30
Метки: выдачи, поштучной, стопы
...с гидрозолотником 17, Пневмораспределитель 13 соединен с системой 18 подачи сжатого воздуха и через трубопровод 19 - с подпоршневой полостью В разделительного бачка 20, имеюгцего поршень 2. Надпоршневая полость Г, заполненная рабочей жидкостью (масло, эмульсия и т. д,) через трубопровод 22 соединена с гидрозолотником 17. Торцовые дренажные отверстия Д и Е через трубопровод 23 и обратный клапан 24 соединены с надггоршггевой полостью Г разделительного бачка 20.Устройство работает следующим образом.Стенку деталей 6 укладывают в магазин 1 на подъемный стол 2, который находится в нижнем положении. Из системы 18 через пневмораспределитель 13 подают сжатый воздух в полость А силового цилиндра 4. Поршень 5 вытесняет масло из полости Б через...
Устройство для отделения листовой заготовки от стопы и подачи ее к прессу

Номер патента: 1286325
Опубликовано: 30.01.1987
Авторы: Вахитов, Кохан, Петреня
МПК: B21D 43/00, B30B 15/30
Метки: заготовки, листовой, отделения, подачи, прессу, стопы
...положения по высоте, Задний упор 26 контейнера 17, выполнен с возможностью перемешения для обеспечения обработки листов разной длины. По обе стороны контейнера 17 выполнены выступы 27 для остановки транспортируюшего механизма устройства 20 и фиксации контейнера 17 при контакте с выдвижными упорами 28, содержащими встроенные датчики 29. Выдвижные упоры 28 снабжены приводными электромагнитами (не показаны). Позицией 30 обозначен отделенный лист.Устройство работает следующим образом.На транспортирующий механизм 20 слева устанавливается контейнер 17 со стопой листов 18. Устройство начинает работать в автом атическом реж име. Транс порт ируюши й механизм 20 перемещает контейнер 17 под траверсу 1 с вакуумными захватами 2 до...
Устройство для подачи длинномерных заготовок в рабочую зону обрабатывающей машины

Номер патента: 1286326
Опубликовано: 30.01.1987
Авторы: Глейзер, Твердохлеб
МПК: B21D 43/10
Метки: длинномерных, заготовок, зону, обрабатывающей, подачи, рабочую
...в нижнем положении подпружиненными фиксаторами 12, которые соединены между собой планкой,13. На поводке 4 установлен палец 14. На основании 1 смонтирован регулируемый упор 15.Устройство работает следующим образом.При ходе вниз прижимы 8 прижимают и захватывают уложенные на направляющую 6 заготовки 16, фиксаторы 12 западают в пазы прижимов 8, После возврата штока 3 цилиндра 9 вверх прижимы 8 под действием пружин 11 перемещаются вверх на величину зазора Ь. Прижимы перестают воздействовать на ленту с приклепанной к ней планкой, оставаясь при этом в отверстиях планки. Включают силовой цилиндр 2, шток 3 цилиндра перемещает каретку 5 с заготовкой 16 на заданный шаг, который определяется положением регулируемого упора 15.После...
Устройство для отделения верхнего листа от стопы

Номер патента: 1286327
Опубликовано: 30.01.1987
Автор: Абачараев
МПК: B21D 43/10, B30B 15/30
Метки: верхнего, листа, отделения, стопы
...и жестко связанноес валом 20 барабана 24, свободно установленного на валу 20 и связанного с храповымколесом 23, трос 25, охватывающий барабан 24 и перекинутый через блоки 15. Шестерня 21 установлена на валу 20 свободно,Стол 5 снабжен механизмом ггодъема,выполненным в виде барабанов 26, установленных на валу 20 и жестко связанных с ним, тросов 27, намотанных на барабаны 26 и связанных со столом 5.На барабане 26 закреплено или выполнено заодно целое с ним храповое колесо23, а на стойке 2 закреплена храповая собачка 22, приводимая в движение от электромагнитной катушки 28. На одной из стоексмонтирован конечный выключатель 29, электрически соединенный с катушкой 28. Накорпусе 14 установлен конечный выключатель 30.Устройство работает...
Штамповочный комплекс для изготовления деталей из полосового материала

Номер патента: 1286328
Опубликовано: 30.01.1987
Авторы: Акопян, Гедмин, Ещенко, Кузнецов, Николаенко, Пономарев, Храмов, Чужененко
МПК: B21D 43/24, B30B 15/30
Метки: комплекс, полосового, штамповочный
...через муфту 26, редуктор 25, передачу 24 и барабан 23 приводит в движение ленту 31, и устройство 6, которое производит поштучную выдачу полос из стопы к валковой подаче 7, перемещающей заготовки в пресс 1.В процессе работы пресса 1 отходы заготовок с помощью валковой подачи 10 подаются к ножницам 8, где они измельчаются и затем поступают в контейнер 9, а готовые изделия из штампа 12 через отверстие 35 в плите 32 и отводящий патрубок 36 поступают в приемный лоток 33 транспор 35 40 45 50 55 тера 21 и лентой 31 переносятся к стеллажу- накопителю готовых изделий, В зависимости от варианта выполнения стеллажа-накопителя готовые изделия ссыпаются с транспортера 21 непосредственно в контейнер 51 устройства 37, тару 79 устройства 38 или...
Роторная машина для обкатки цилиндрических заготовок

Номер патента: 1286331
Опубликовано: 30.01.1987
Авторы: Капорович, Кулик, Оборнев, Пыц, Рыжиков
МПК: B21D 51/02, B21H 5/00, B30B 11/12 ...
Метки: заготовок, обкатки, роторная, цилиндрических
...18.Машина работает следующим образом.Предварительно нагретые заготовки 19 загружаются в зоне загрузки - выгрузки в желоба 6 непрерывно вращающегося барабана 4, приводимого во вращение приводом 3. В зоне загрузки толкатели 7, совершающие возвратно-поступательное движение от копирного барабана 8, подают заготовку в раскрытый цанговый патрон 17 шпинделя 9 непрерывно вращающегося барабана 5. Барабан 5 получает вращательное движение от того же привода, что и барабан 4. В момент загрузки подпружиненный упор цангового патрона 17 находит на кулачок 8, при этом цанговый патрон 17 разжимается и заготовка 19 входит в него. После этого подпружиненный упор цангового патрона 17 сходит с кулачка 18 и заготовка 19 зажим ается.Зажатой в панговом...
Способ гибки труб по эталону на станках с программным управлением

Номер патента: 1287966
Опубликовано: 07.02.1987
Авторы: Борт, Лианский, Синягин
МПК: B21D 7/024
Метки: гибки, программным, станках, труб, управлением, эталону
...Х 18 Н 10 Т, сечение 10,0 х 0,8 мм, количествоизгибов - 3, вид соединения - по наружному конусу.Изготовляют имитатор штуцера с соединением по наружному конусу, на которомнаносят риски на расстоянии 90 мм другот друга и 40 мм от плоскости начала конической поверхности трубы.Присоединяют имитатор к эталону и осуществляют измерение на координатно-измерительной машине точек поверхности эталона и имитаторов,В табл. 1 представлены координаты 16точек измерения, из которых четыре первыхи четыре последних относятся к поверхностиимитатора.По результатам измерения на ЭВМ вычисляют значения геометрических параметров измеренной трубы (табл. 2), подготовляют управляюшую программу и сгибаюттрубу на трубогибочном станке с программным управлением...
Штамп для гибки деталей

Номер патента: 1287967
Опубликовано: 07.02.1987
Авторы: Шамсутдинов, Шитов
МПК: B21D 22/02
...6.В полости хвостовика 2 и пуансона 6расположена пружина 7, В цилиндрическомуглублении кронштейна 5 размещена поворотная секция 8, имеющая опорную цилинд-рическую поверхность 9 - для взаимодействия с соответствующей поверхностью кронштейна. Поворотная секция установлена наоси 10, закрепленной в накладках 11, которые прикреплены к кронштейну 5 винтами. 25На кронштейне имеется прилив 12 для ограничения поворота секции вокруг своей оси.Нижняя часть штампа содержит матрицу 13, прикрепленную к нижней плите 14.К ней крепится буфер 15, который усилиемпружины 16 воздействует через толкатели 17на выталкиватель 18.Ось поворотной секции см"щена за пределы рабочего контура пуансона на расстояние А)А35где А - расстояние от оси пуансона до...
Инструментальный узел к устройству для раскатки изделий

Номер патента: 1287968
Опубликовано: 07.02.1987
Автор: Анисимов
МПК: B21D 37/12
Метки: инструментальный, раскатки, узел, устройству
...под торец выталкивателя 4, под воздейст вием центробежных сил устремляются в кольцевую выточку 9 матрицы 1. Тем самым исключается опасность попадания под опорный торец выталкивателя 4 твердых частиц при раскатке заготовки,При ходе ползуна пресса вниз пуансоны сближаются с матрицей. Через отверстие 18 в пуансонодержателе подается порция жидкой смазки, которая стекает на дополнительный пуансон 7, заготовку 19 и смазывает их. При этом заготовка смазывается тонким слоем по всей поверхности за счет растекания смазки при вращении. Таким образом, обеспечивается возможность смазки рабочих деталей инструментального узла и заготовки за счет подвода смазки только в одну точку,Затем дополнительный пуансон 7 входит в контакт с заготовкой 19,...
Устройство для передачи изделий с одной технологической позиции на другую

Номер патента: 1287969
Опубликовано: 07.02.1987
МПК: B21D 43/00
Метки: другую, одной, передачи, позиции, технологической
...положение. Серьга 3 выполнена С-образной формы из упругого эластичного материала, например резины или полиуретана, благодаря чему имеет переменную жесткость при деформации: малую жесткость при работе на изгиб и большую при работе на растяжение и сжатие.Длина рычага 7 и положение его шарниров выбирается в зависимости от требуемой траектории движения изделия 6.Устройство работает следующим образом.При включении электромагнита 4 якорь 4 О тянет за конец серьги 3. Сначала при сравнительно небольшом усилии происходит деформация серьги на изгиб с изменением ее формы с С-образной на прямолинейную с увеличением расстояния 1, между ее шар нирами. За счет этого обеспечивается плавное трогание с места захвата 5 с изделием 6. Затем серьга 3...
Способ подачи ленты в зону обработки

Номер патента: 1287970
Опубликовано: 07.02.1987
Автор: Новиков
МПК: B21D 43/09
...петлю 19, меняя тем самым направление перемещения и сторону обработки. Таким образом проходят все го ловки и закрепляют конец ленты на сматывающей катушке.После того, как лента заправлена во все рабочие головки автоматической линии, последняя включается на автоматический режим работы.В начале рабочего цикла автоматической линии прижимом 15 фиксируют ленту 4 на базе 14. Затем, подводя с помощью суппорта 11 шпиндел 12 с инструментом к ленте 4, производят требуемую по техпроцессу 55 обработку деталей в ленте. По окончании обработки шпиндель 12 отводят от ленты, последнюю с помощью прижима 15 сни мают с базы 14 и перемещают кареткой 16 на один шаг (на фиг. 1 внутренняя сторона ленты 4 зачернена, а наружняя сторона светлая).Ленту...
Устройство для подачи полосового и ленточного материала в рабочую зону пресса

Номер патента: 1287971
Опубликовано: 07.02.1987
Автор: Давыдов
МПК: B21D 43/09
Метки: зону, ленточного, подачи, полосового, пресса, рабочую
...25 по трубопроводу 27 заполняется сжатым воздухом, под действием которого опускается опора 26 и происходит зажим материала 24 между поверхностью Б направляющей 21 и планками 30 и 31,При постоянном вращении приводного вала 2 против часовой стрелки с кривошипами 3 и 4 ведущий валок 5 совершает сложное движение, состоящее из перемешения его оси О, по круговой траектории с радиусом кривошипа 3 относительно оси вращения вала 2 и возвратно-поворотного движения относительно оси О осуществляемого посредством тяг 6, 18, 20 и рычагов 8, 19, от кривошипа 4. Положение приводного вала 2, при котором кривошип 3 находится в горизонтальной плоскости 1 - 1, а кривошип 4 - в вертикальной (как это показано на чертеже), соответствует крайнему...
Способ правки цилиндрических изделий

Номер патента: 1291232
Опубликовано: 23.02.1987
Автор: Афанасьев
МПК: B21D 3/02
Метки: правки, цилиндрических
...устранять исходную кривизну стержня с обеспечением его прямолинейности.На второй стадии деформации стержня осуществляют создание перемещающихся зон воздействия выступающих частей валков на стержень путем вращения стержня во вращающихся валках с винтовой профильной спиралью при скорости вращения стержня п = 4050) й Й, об/мин .Скорость вращения стержня и установлена экспериментально и обусловлено ограничением выделения тепла в гиба и ухудшению качества правки,При 10,42 до необходимо увеличивать время операции правки.Профильные части валков выполняют с шириной выступающей частипрофиля, равной ширине зоны воздействия (вдавливания) Г, = (0,740,76) с 1 , где с 1 - диаметр стержнядетали в начале правки,Выбор ширины зоны воздействия вуказанных...
Устройство для контроля прогиба заготовок при правке

Номер патента: 1291233
Опубликовано: 23.02.1987
Авторы: Акимов, Белоногов, Левочкин, Ощепков
МПК: B21C 51/00, B21D 3/10
Метки: заготовок, правке, прогиба
...относительно эталона так, чтобы предохранители 9 и 10 измерительных сопел 8 находились от эталона на расстоянии 1,5-2 мм, что соответствует допуску на изготовляемые заготовки.После настройки устройств одновременно в каждое из них подается сжатый воздух по воздухопроводу 20 от источника 21 питания, который поступает в стабилизатор 17 давления, от стабилизатора воздух поступает по воздухопроводу 16 к тройнику 14, от тройника к основной магистрали 6 и измерительному соплу 8, через которое выходит в атмосферу: При этом часть воздуха в тройнике отделяется от общего потока и по воздухопроводу 15 постугает в камеру 4 противо; давления, соединенную воздухопрово- . дом 18 с отсчетно-регистрирующим прибором. После того, как настроены все...
Установка для рихтовки пластин из тонколистового материала

Номер патента: 1291234
Опубликовано: 23.02.1987
Авторы: Григоришин, Ефремов, Шамров
МПК: B21D 3/10
Метки: пластин, рихтовки, тонколистового
...спальцами 31 и 32,кронштейнов 33 и34, фиксируемых на колонках 22 и 23с помощью винтов. Установка работает следующим образом.Включают электропечь 3 и устанавливают требуемую температуру нагрева, На направляющие 19 укладывают рихтуемую пластину 35, Включают механизм 1 переноса. Шестерня 8, вращаясь, по направляющим 11 и 12 перемещает каретку 1 О, которая толкателем 13 передвигает пластину 35 по направляющим 19 в электропечь 3. При этом упор 14 нажимает на мик-ропереключатель 16, отключая электродвигатель 7 и включая реле времени. После выдержки пластины в печи, требуемой для прогрева пластины, ре-. ле времени снова включает механизм 1 переноса, который быстро переме 129234щает по направляющим 19 пластину из печи в штамп 4, при...
Штамп для гибки деталей из листовых заготовок

Номер патента: 1291235
Опубликовано: 23.02.1987
Авторы: Богданов, Куклин, Попов
МПК: B21D 5/01
Метки: гибки, заготовок, листовых, штамп
...9 заданногорадиуса изгиба выбирается расстояниеЬ между опорами, учитывая усилиепресса Р, момент сопротивления детали 11 и радиус изгиба К. Устанавливаются и закрепляются в пазах призматические вставки 5 с соответствующимрадиусом цилиндрической поверхности,контактируемой с изгибаемой заготовкой, и с толщиной, выбираемойпо соотношению с = Я - 1,1 Я . После этоголевый поворотный башмак .3 поворачивается и в его паз заводится кромкаизгибаемой заготовки 9. Основнойсвоей частью заготовка 9 ложится направый поворотный башмак 3, которыйпод тяжестью заготовки 9 самопроизвольно устанавливается.После этого начинается подгибкакромки. Пуансон Я давит на концевуюверхнюю поверхность левого поворотного башмака 3, который начинает поворачиваться...
Способ изготовления несимметричных гнутых профилей

Номер патента: 1291236
Опубликовано: 23.02.1987
Авторы: Герасько, Калужский, Марченко
МПК: B21D 5/06
Метки: гнутых, несимметричных, профилей
...С позволяет устранитьскручивание при различной несимметричности.Статистическая обработка полученных экспериментальных результатовпозволяет получить математическуюзависимость между принятой несимметН - Ь10ричностью профиля --- и величинойЬконтакта Й верхней части большей полки 1 профиля с валком, которая с достаточной точностью описывается за- висимостью(Н - и)Й:= К --- НЬгде й - величина контакта большейполки с валком, мм;20 К - коэффициент несимметричности;Н и Ь - соответственно ширинабольшей и меньшей полокпрофиля, мм.25В таблице приведены конкретныезначения коэффициента К, которые определяют исходя из накопленных экспериментальных данных по определениювеличины контакта й верхнего валка 3с большей полкой 1 профиля для...
Способ изготовления сортовых гнутых профилей

Номер патента: 1291237
Опубликовано: 23.02.1987
Авторы: Антипенко, Игнатенко, Калужский, Смоляров, Хижняков
МПК: B21D 5/06
Метки: гнутых, профилей, сортовых
...изготовлении профилей согласно предлагаемому способу полное усилие давления металла стенки 4 профиля на валки Я. в каждом технологическом переходе уравновешивается двумя поперечными усилиями Р", приложенными к торцам обеих полок 2 и 3: нологическом переходепо Формуле я предотвращения потери уст ти полки при сжатии в попер цилиндрическаяжесткость пластинк при изгибе;40 коэффициент Пуассона (для стали нец =0,3) экспериментальных установлено, что максиина поперечного сжимаю ширина полки профиля.ждение внутренних поверхст изгиба от воздействия и формовке подгибкой плоснтов со сжатием полок в по- направлении обеспечивает повышение качества выполнения размеров за счет устранения иружинения,а следовательно, уменьшения недоформовки углов,...
Устройство для гибки труб

Номер патента: 1291238
Опубликовано: 23.02.1987
Авторы: Закревский, Либерман, Тамутис
МПК: B21D 7/02
...образованном ручьями шаблона 1 и зажима 3.Прижимом 19 через корпус 5, основание 18, ролики 16 и полэун 4 на трубную заготовку 6 силой Р создается необходимое поперечное усилие калибровки и гибки с одновременным образованием величины трения качения ползуна, т.е. созданием продольных сил растяжения на сжатие внутренней и растяжение внешней стенок изгибаемой детали, по величине меньшей, чем требуется для осуществления гибки.Регулировочными винтами 12 призматические планки 8 с некоторым натягом подводятся к упорам 11 и винты 12 фиксируют контргайками 13. Включается привод. Шаблон 1, сидящий на оси привода, приходит во вращательное движение в направлении стрелки (фиг.1). Создающаяся упругая нагрузка изгибающейся трубы в местах сопряжения...
Способ непрерывного изготовления шнеков и устройство для его осуществления

Номер патента: 1291239
Опубликовано: 23.02.1987
Авторы: Натфуллин, Плотникова
МПК: B21D 11/06, B21H 3/12
Метки: непрерывного, шнеков
...25. Это позволяет перемещать ролики 20 один относительно другого, сближать их или разводить.Фрикционный механизм содержит устройство для перемещения его в радиальном направлении от оси шнека (для перемещения поверхности кон 15 такта по высоте спирали). Для этого плита 21 с помощью крепления типа "ласточкин хвост" соединяется с направляющей 26. Последняя имеет на концах конструктивные элементы пря 20 моугольного сечения для ввода их в прямоугольные отверстия опор 27. Последние установлены в пазы кронштейнов 28 с возможностью перемещения и фиксирования в них с помощью шпилек 29 и гаек 30, опирающихся на плиту 31Кронштейны 28 имеют возможность менять положение в радиальном направлении от оси корпуса 1, например, с помощью прокладок, и...
Способ изготовления гнутых профилей

Номер патента: 1291240
Опубликовано: 23.02.1987
МПК: B21D 11/20
...при гофрировании, правке и последующем продольном изгибе суммируются, образуя зоны увеличенных значений 5 . Превытшение размеров этой зоны более ЗЬ приводит к тому, что появляются участки с различными значениями 8 где упрочнение не достигнуто ни при гофрировании, ни при правке, ни при последующем продольном изгибе. Четвертая операция заключаетсяв том, что профиль разрезают на мерные длины и подвергают правке иливальцовке, если он идет на изготовление металлорукавов.При профилировании с изгибом обоих,полок 3 и 4 поворотом участков 1 вокруг АВ пластические зоны распространяются от линии СР и ЕГ по всейширине листа Ь. В ряде случаев целесообразно часть листа, соответствующую полке 4, пропустить черезклеть, не деформируя ее (не подвергая...
Способ изготовления колец из прутка и устройство для его осуществления
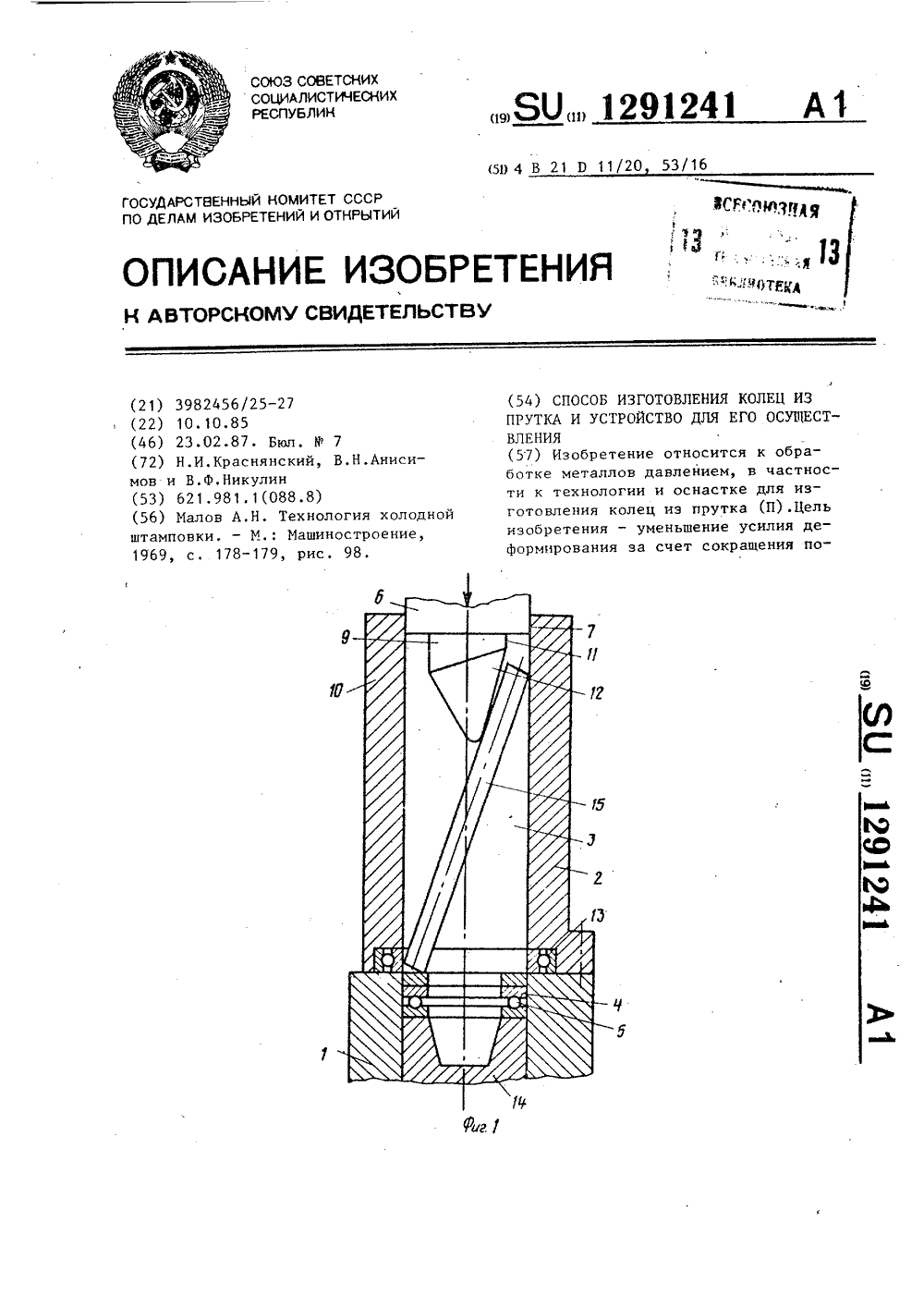
Номер патента: 1291241
Опубликовано: 23.02.1987
Авторы: Анисимов, Краснянский, Никулин
МПК: B21D 11/20, B21D 53/16
...участка калибрующей части пуансона. В конце хода ПН изогнутый П заходит на цилиндрический участок ПН и калибруется между рабочим торцом ПН и опорным диском, 2 с.п. Ф-лы, 3 ил. а его ось расположена наклонно к осицилиндрического участка 11. В пазудонной части матрицы 2 встроен подшипник 13, Диск 4 с подшипником 6установлен на выталкивателе 14.Диаметр направляющей части 8 пуансона выполнен соответствующим диаметру полости 3, а диаметр отверстия 5 - не менее диаметра цилиндрического участка 11,Устройство работает следующим образом,При рабочем ходе пуансона 7 происходит деформирование прутка 15,установленного наклонно в цилиндрической полости 3 матрицы 2 на опорном диске 4. Пруток 15 завивается повинтообразной линии посредством...
Штамп для гибки п-образных скоб

Номер патента: 1291242
Опубликовано: 23.02.1987
МПК: B21D 22/02
Метки: гибки, п-образных, скоб, штамп
...стойках 4 с возможностью свободного перемещения по нап равляющим. Фиксирующие винты 7 эакреп. лены в подвижных секциях и установлены свободными концами в направляющих 5, Выталкиватель 8 расположен между неподвижными стойками 4. Для взаимодействия выталкивателя с подвижными секциями 6 в устройстве предусмотрен механизм привода в виде пары тяг 9, установленных под выталкивателем, и серег 10, связывающих указанные тяги с подвижными секциями. Серьги нежестко закреплены на осях 11 и 12, в качестве которых использованы в 1 инты.Штамп работает следующим образом,40Заготовка устанавливается в рабочей положении и фиксируется одним из известных способов. При рабочем ходе пуансон 2 производит гибку.В процессе гибки он прижимает заготов 45 ку к...
Штамп для гибки листовых заготовок

Номер патента: 1291243
Опубликовано: 23.02.1987
МПК: B21D 22/02
Метки: гибки, заготовок, листовых, штамп
...13,Штамп работает следующим образом.Перед установкой штампа на пресс части 4 и 5 пуансона настраиваются на расчетный угол гибки Р . Затем производится пробная гибка. Для этого заготовки устанавливают на прижим 14 и при опускании подвижнойплиты 1 зажимают гибочной колодкой3 и отгибают частями 10 и 11 матрицы по частям 4 и 5 пуансона, На основании результатов контроля при необходимости производится повторнаянастройка пуансона штампа. Настройка может быть ручной - при помощи тарированного лимба 7 путем вращения его на необходимое количестводелений. Причем цена одного делениялимба соответствует определенномууглу поворота подвижной части пуансона, например О - 10Настройка пуансона на заданныйугол может быть выполнена и...
Устройство для штамповки эластичной средой

Номер патента: 1291244
Опубликовано: 23.02.1987
Авторы: Гольман, Дзядель, Краснокутский, Кривонос, Курович, Попов, Скобляков, Финогеев, Щеголева
МПК: B21D 22/10, B30B 15/04
Метки: средой, штамповки, эластичной
...выступы 14 и 15, входящие при работе устройства во втулку. На опорной плите 13 установлен формообразующий инструмент 16 с заготовкой 17. Опорная плита 13 жестко соединена с выталкивателлем 18 и установлена на нижней поперечине 3 через промежуточную проставку 19, обеспечивающую возможность удаления готового изделия иэ устройства. К верхней подвижной траверсе пресса с помощью инструментодержателя 20 жестко крепится шток 21, который через отверстие 22 воздействует на. эластичную подушку 1 О.В полости: контейнера установлены уплотнения 23 и 24.Для установки обрабатываемой заготовки 17 и удаления готового изделия с формообразующим инструментом 16 на проставке 19 смонтирована ручка 25,а на нижней поперечине 3 крепится монтажный столик в виде...
Штамп для безотходной резки полосы

Номер патента: 1291245
Опубликовано: 23.02.1987
Автор: Кольцов
МПК: B21D 28/04
Метки: безотходной, полосы, резки, штамп
...штамповки деталей из полосы,Цель изобретения - повышение стойкости и производительности штампа для безотходной резки полосы путем обеспечения одновременной вырубки двух деталей. На фиг. 1 изображен штамп для беэотходной резки полосы; на фиг. 2 матрица, вид сверху; на фиг, 3 - разрез А-А на фиг. 2,1Штамп для безотходной резки полосы содержит установленную на нижней плите матрицу 1 с закрепленными на ней направляющими 2 и 3, по которым скользит полоса 4. На верхней плите закреплены вырубной 5 и пробивные 6 пуансоны, На съемнике 7 установлен ограничитель, выполненный в виде упора 8 и толкателя 9. Последний подпружинен пружиной 10, установленной на шпильке 11, На съемнике 7 выполнен вырез 12 для установки полосы и паз 13 для толкателя 9. В...
Способ изготовления рельсовых подкладок

Номер патента: 1291247
Опубликовано: 23.02.1987
Авторы: Гучков, Казанцева, Локшин, Плахотин, Сорокин, Толмачев, Трунина
МПК: B21D 35/00
...пробивают Т-образное отверстие. При дальнейшем ходе пуансона вниз одновременно производят пластический сдвиг выступающих элементов по малой грани в направлении к внешним поверхностям (при этом отдельные грани матрицы и пуансона работают как ножи), их гибку и чистовую штамповку. с образованием на выступающих элементах внутренних сопрягаемых поверхностей контакта, плоскостей центрирования и внешних поверхностей выступающих элементов контролируемой высоты.40 При этом напряжения деформации для формирования всех поверхностей и элементов должны соответствовать, 1,0-1,4 предела текучести металла.1 25 Формула изобретения Изобретение относится к обработке металлов давлением, а именно к технологии изготовления рельсовых поцПри экспериментальном...
Штамп для листовой штамповки

Номер патента: 1291248
Опубликовано: 23.02.1987
МПК: B21D 37/00
Метки: листовой, штамп, штамповки
...перемещения, выполненный в виде стержня 5 с пружиной 6. В стержне 5 упора выполнены продольные пазы 7, в которых на шарнирах 8 установлены ограничители перемещения в виде собачек 9, нагруженные пружиной 10. В верхней части стержня 5 выполнены лыски 11 под ключ и отверстие 12 для облегчения удаления стержня упора иэ гнезда 3.Штамп работает следующим образом.Заготовку кладут на матрицу 1 и фиксируют стержнями 5 двух упоров.После рабочего хода готовую деталь снимают со стержней упоров. В случае выхода из строя пружины 6 упораили при возникшей необходимости установить упор в другое гнездо, выполненное в матрице, гаечным ключом поворачивают стержень 5 упора 5 в гнезде 3, утапливая собачки 9в пазах 7, После этого, просунув в...