Патенты с меткой «экструдирования»
Устройство для экструдирования текучих веществ

Номер патента: 1268099
Опубликовано: 30.10.1986
Автор: Рейнхард
Метки: веществ, текучих, экструдирования
...поврежде -ния наружного контейнера 1.В зависимости от применения соплового бруса 25 или 25 а внутренниеконтейнеры 3 или 3 также могут иметь 45различную форму. На фиг, 6 показанвнутренний контейнер 3 по фиг. 4,содержащий канавку 28 а, в данномслучае с параллельными стенками, сопловой брус 25 а (фиг. 4) радиальновставлен снаружи в канавку 28 а. После установки наружного цилиндрического контейнера 1 сопловой брус 25 азакрепляется во внутреннем контейнере 3.При использовании внутреннего кон 55 тейнера 3 (фиг. 7) канавка 28 продолжается в аксиальном направлениидо первого переднего торца 3 а внутреннего контейнера 3 . Передний то1268099,35 5рец 3 а внутреннего контейнера 3 и передний торец За внутреннего контейнера 3 (фиг. 6)...
Устройство для экструдирования изделий из металлических порошков

Номер патента: 1276439
Опубликовано: 15.12.1986
Авторы: Алексеев, Ахтанин, Клименков
Метки: металлических, порошков, экструдирования
...4. В крайнем левом положении в освобожденный от порошка паз 2 цолзуца 1 цос туцает новая порция порошка из загрузочного бункера 9, шсле чего ползунсовершает раооий ход Впрво. ПоТупивцся в паз 2 порция порошка уплотняется и выдавливается в юлость матрицы 5. В крайнем правом цхожении осуцествляется загрузка новой порции цоропка из загрузочного бх цкера 8 и цикл повторяется. В результате того, что одновременно с уплотнением порошка в пазе ползуна и выдавливанием его в полость матрицы осуцествляется перемешение ползуна в направлении, перпендикулярном оси матриц, т.е. перемещение зоны уплотнения по поперечному сечению изделия, в уплотняемом порошке возникают касательные напряжения. Касательные напряжения приводят к смецению частиц порошка...
Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке
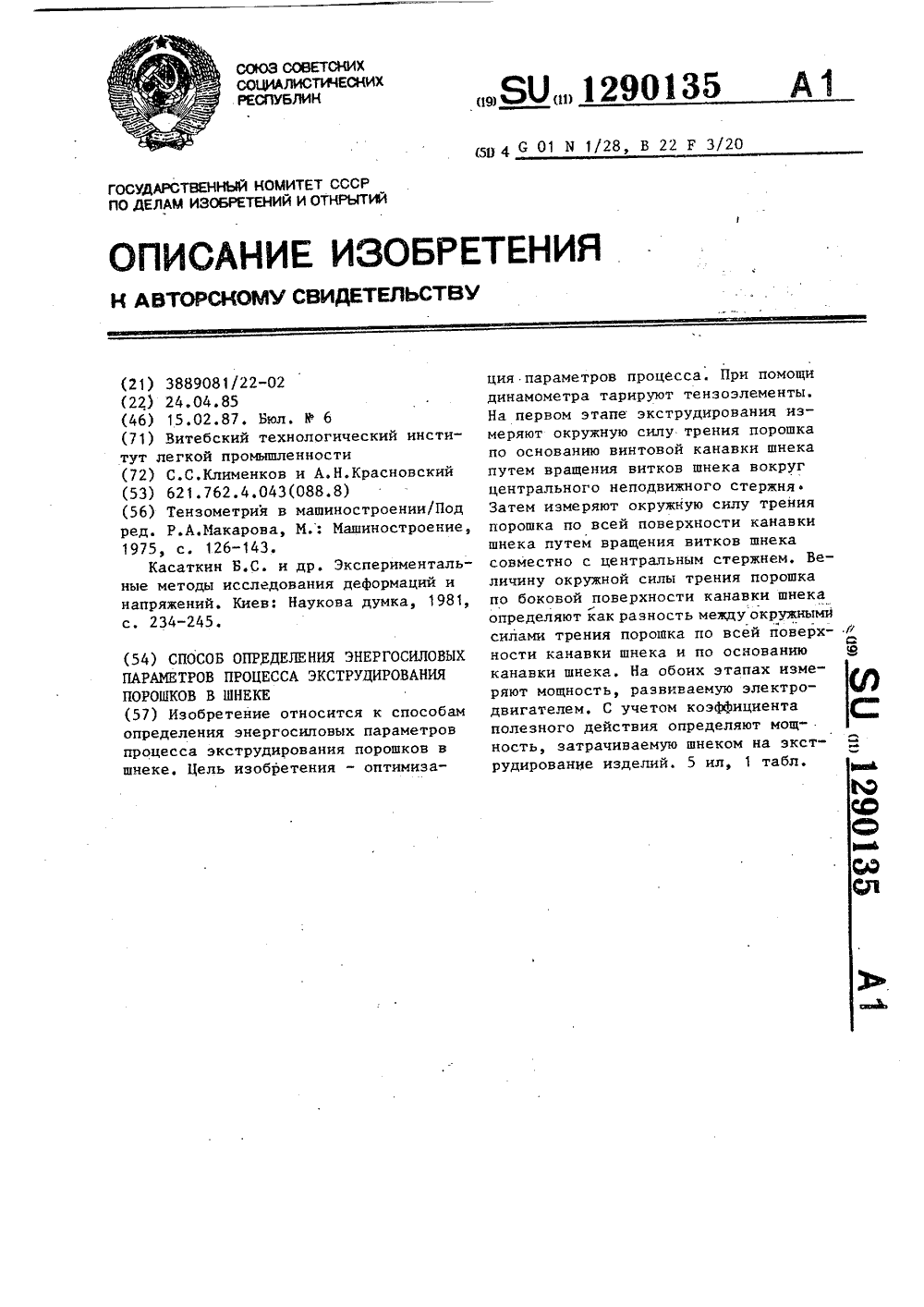
Номер патента: 1290135
Опубликовано: 15.02.1987
Авторы: Клименков, Красновский
МПК: B22F 3/20, G01N 19/02, G01N 3/24 ...
Метки: параметров, порошков, процесса, шнеке, экструдирования, энергосиловых
...величину этой силы. На этом первый этап измерений заканчивают. На втором этапе производят измерение окружной силы трения порошка по всей поверхности канавки шнека, Для этого рычаг 7 снимают со стержня, а последний соединяют со шнеком скользящей шпонкой 1 О. Цикл работы устройства повторяется. При этом окружную силу трения порошка по всей поверхности ка 12901навки шнека воспринимает тензоэлемент 11, соединенный посредством рычага 12 с гильзой 6, Величину указанной силы регистрирует соответствующий самописец регистрирующего прибора, 5Измеренные величины окружных сил соответствуют длине плеча рычага, т.е. расстоянию от центра пересечения осей симметрии устройства до точки пересечения перпендикуляра, проведен ного из точки контакта...
Способ оценки пригодности мундштука для экструдирования пустотелых изделий из упруговязкопластичных смесей

Номер патента: 1291418
Опубликовано: 23.02.1987
Авторы: Долинская, Конов, Парыгин, Пугачев, Сафронов
МПК: B28B 3/26
Метки: мундштука, оценки, пригодности, пустотелых, смесей, упруговязкопластичных, экструдирования
...зн 1 еций 4 н,1., 29 4153)01 цс 3 К.10)3 с К ОС И ). Т, ц(.КМУНДШТ)сКс, ГРсДКОЭффИИРГЦТ БНГЦ ПО "РСПИ 51,,ОЛИ ГДИЦИПЫ;ОРСДС,51 К)ИЙ Рс:3 М Р .1 С 1:ЯЭКСТР)ДсТс), М,экспериме сальная явисиМОСТ 1,Изобретение относится к промышлец ности строительных материалов и мо)к г быть использовано в производсгве ясбестоцементных изделий методом экструзии.Цель изобретения повып;ение,п)сто верности оценки и упрощение цаладочьх работ при изменеции физико-механических свойств смеси.На фиг.представлен график анре. .ения длины профилиру(ощего у асткя лу 1- птука; на фиг. 2 схема мудптука,я фиг. 3 - разрез А-Л ца фиг 2; .я (Ьиг. с фрагмент ссчеция панели с зямкопыл элементом.Способ опенки пригодности .)уцдппук основа:. На подборе длины профилирук)п,его...
Устройство для экструдирования порошковой проволоки

Номер патента: 1304986
Опубликовано: 23.04.1987
Авторы: Ахтанин, Ивашко, Клименков, Куприянов
МПК: B22F 3/20, B30B 15/02
Метки: порошковой, проволоки, экструдирования
...диаметра, чем экст - рудируемая проволока. В зазор затекает полимер и образует на порошковойпроволоке покрытие в виде тонкойпленки. Полученная проволока сматывается в бухты.За время прохождения проволоки через полость 6, заполненную полимером,она не успевает нагреться и не теряетпрочность и жесткость,Для качественного нанесения покрытия на сформованную порошковую проволоку необходимо, чтобы между геометрическими параметрами зон шнека выдерживалось соотношение, позволяющееобеспечить необходимую и достаточнуюподачу полимера в зависимости от диа -метра формующих отверстий (диаметраполучаемых изделий) и толщины полимерной оболочки.П р и м е р.,3 кструдировали одновременно 16 проволок. Диаметр порошковой сердцевины 4 мм, диаметр проволоки...
Устройство для непрерывного экструдирования

Номер патента: 1306616
Опубликовано: 30.04.1987
Авторы: Косяк, Нестеренко
МПК: B21C 23/21
Метки: непрерывного, экструдирования
...и имеющих башмаки 4 с рабочей 20поверхностью 5 для зажима заготовки,Каждый из башмаков выполнен с соосными цапфами 6, с роликами 7, размещенными на цапфах, и с опорным роликом 8, установленным между цапфами со стороны, противоположной рабочей поверхностью 5 башмака.Каждый из узлов механизма выполненв виде оси 9, закрепленной в корпусе1 своими концами и имеющей в среднейчасти копир 10 с наружной рабочей поверхностью для взаимодействия с опорными роликами 8, и двух приводных ба-рабанов 11. Последние установлены наоси 9 по обе стороны от копира и имеют радиальные пазы 12 по числу башмаков.Концы цапф башмаков размещены врадиальных пазах барабанов 11. Корпус 1 выполнен с внутренней опорной фповерхностью 13 под ролики 7 башмаков,...
Устройство для экструдирования полых изделий из порошка

Номер патента: 1323234
Опубликовано: 15.07.1987
Авторы: Алексеев, Витязь, Клименков, Пятов, Савицкий
МПК: B22F 3/20, B30B 12/00
Метки: полых, порошка, экструдирования
...4 получает вращение от привода, подает порошок из загрузочногобункера 2 в кольцевой зазор междуматрицей 3 и оправочным стержнем 6и выдавливает изделие трубчатой форПри этом выпукло-вогнутые поверхности на матрице и стержне образуютзону, в которой порошок подвергаетсяинтенсивному сдвигу. Возникающие приэтом касательные напряжения совместно с нормальными способствуют болееплотной укладке частиц порошка засчет разрушения, Кроме того, наблюдается снятие окисных пленок, перегруппировка частиц и втирание их в межчастичное пространство, а также холодная сварка в месте контакта, Приэтом изменение направления движенияпорошка обеспечивает снижение усилия,требуемого для достижения одинаковойплотности (в сравнении с известнымустройством),...
Установка для экструдирования кукурузы

Номер патента: 1327960
Опубликовано: 07.08.1987
Авторы: Восканян, Оганесян, Чаянов
МПК: B02C 9/00
Метки: кукурузы, экструдирования
...камеры 3 обработки с образовани1327960 Установка для экструдированиякрахмалосодержащего сырья, содержащаязагрузочное и доэирующее устройства,камеру обработки с загрузочным и выгрузочным отверстиями и направляющимиребрами на ее внутренней поверхности,расположенные в камере подающий шнек,О подпрессовывающий элемент и стягивающую гайку, жестко укрепленную на корпусе камеры у выгрузочного отверстияматрицу и привод, о т л и ч а ю -щ а я с я тем, что, с целью повыше 5 ния качества получаемого продукта,подпрессовывающий элемент выполненв виде шнека, винтовые нарезки которого имеют направление, противоположное винтовым нарезкам подающего шнеО ка, а матрица укреплена на камере собразованием зазора и представляетсобой цельнометаллический...
Способ подготовки заготовок для холодного экструдирования

Номер патента: 1328021
Опубликовано: 07.08.1987
Авторы: Баталов, Бащенко, Волосков, Гуревич, Поляков, Сцепура
МПК: B21C 5/00
Метки: заготовок, подготовки, холодного, экструдирования
...разности температур зо 404550 готовки стали ЗОХГСН 2 А диаметром 30 мм твердостью 49 НКС нагревают в индукторе на длине 2530 мм, выдерживают в течение 2 мин при 69+10 С, затем охлаждают на воздухе. Так же,как и в примере 1, твердость поверхности в зоне термического воздействия Х длиной 80 мм увеличивается от значений 28,5 до 49. НКС.Предлагаемый способ по сравнениюс известными упрощает и удешевляет процесс подготовки заготовок из высокопрочных сталей со структурой мартенсита для холодной деформации, устраняет начальный пик давления иэтим обеспечивает стабильность скорости прессования и, следовательно, равномерность механических свойств прессизделий, повьпдает стойкость инструмента, улучшает качество по 28021ны термического...
Матрица для экструдирования и правки пресс-изделий

Номер патента: 1328023
Опубликовано: 07.08.1987
Авторы: Абдулкин, Булейко, Гулидов, Доморацкий, Коваль, Манько, Николаев, Пфайфер, Рейзин, Санин
МПК: B21C 25/02
Метки: матрица, правки, пресс-изделий, экструдирования
...калибрующего очка 2, На входном канале 4 ина поверхности направляющей втулки 3,примыкающей к корпусу 1, выполненырадиальные каналы 5 под углом к осинаправляющей втулки 3, сообщающиесяс аксиальными каналами б и радиальными каналами 7 на наружной поверхности корпуса 1.Матрица работает следующим образом.Перед работой матрицу в сборе устанавливают в контейнер пресса, устанавливают стеклошайбу, нагретыйдо температуры горячей деформации ипокрытий стеклосмазкой брикет избыстрорежущей стали и асбографитовуюшайбу. При экструдировании материалстеклосмазки и асбографитовой шайбы,выдавливаясь через радиальные каналы 7, проникает в аксиальные наружные каналы 6 и полость направляющейвтулки 3, обеспечивая отсутствие металлического контакта между...
Вакуум-пресс для экструдирования электродных заготовок

Номер патента: 1344607
Опубликовано: 15.10.1987
МПК: B28B 3/24
Метки: вакуум-пресс, заготовок, экструдирования, электродных
...герметизации сопряжения штока 3 с корпусом 1 служит вакуумный колпак 5, который может перемещаться вдоль продольной оси штока 3. Вакуум-пресс снабжен устройством для очистки полости вакуумного колпака 5, выполненным в виде отражателя 6, фланца 7 и соединяющих их горизонтальных ребер 8. Отражатель 6 размещен в полости вакуумного колпака 5, соответствует его внутренней поверхности и может быть выполнен из четырех коробок 9, соответствующих по форме ребрам жесткости вакуумного колпака 5, и четырех секторов 10, Отражатель 6 горизон. тальными ребрами 8 жестко соединен с фланцем 7, который прикреплен к торцовой части корпуса 1. Для устранения возможности накопления массы на горизонтальных ребрах 8 они в поперечном сечении вытянуты по...
Способ экструдирования полимерных материалов и устройство для его осуществления

Номер патента: 1353639
Опубликовано: 23.11.1987
Авторы: Залялетдинов, Крючков, Седлов
МПК: B29C 47/20
Метки: полимерных, экструдирования
...разность потенциалов. Длина участка, на котором создается разность потенциалов, уменьшается в направлении к выходу, а величина импульса остается постоянной. Способ экструдирования может быть реализован с помощью устройства для экструдирования. Устройство для экструдирования полимерных материалов содержйт корпус 1 с входным 2 и выходным 3 отверстиями и последовательно сообщенными между собой формующим 4 и калибруюшим 5 каналами и средство энергетического воздействия.Устройство снабжено обкпадкой 6, выполненной из диэлектрика. В обкладку 6 вмонтированы контурные электроды 7 - 10. Обкладка 6 размещена на поверхности формующего 4 и калибрующего 5 каналов. Электрод 7 расположен в калибрующем канале 5, а электроды 8 - 10 - в формующем...
Устройство для экструдирования заготовок из порошкообразной массы

Номер патента: 1355495
Опубликовано: 30.11.1987
Авторы: Большаков, Горбатенко, Коротя, Сухоруков, Сыпко, Щербина
Метки: заготовок, массы, порошкообразной, экструдирования
...приводами 16 и 17 возвратно-поступательного перемещения. Ползун 15 также имеет привод.Устройство работает следующим образом. 40Экструдируемый углеграфитовый материал поступает в формующую часть 1 устройства, уплотняется и движется по входному цилиндрическому участку 6 в разъемный калибр 2, где приобретает 45 Форму, соответствующую сечению заготовки. Попадая в бочкообразный участок 3 разъемного калибра, движущийся материал испытывает противодавление со стороны цилиндрического участка 7 ц и деформируется в направлении, перпендикулярном оси экструдирования. Затем материал поступает в бочкообразный участок 4, где испытывает противодавление со стороны цилиндрического участка 8 и заполняет его. При заполнении последнего бочкообразного...
Способ экструдирования полимерных материалов

Номер патента: 1407823
Опубликовано: 07.07.1988
Авторы: Коврига, Морозова, Половина, Славнов, Цогоев, Шахов
МПК: B29C 47/12, B29C 47/94
Метки: полимерных, экструдирования
...смазки, проходящее через пористый материал.35 При проектировании экструзионной головки с использованием смазок обычно являются известными внутренняя геометрия пористого формующего канала (2)- д йг в 1, о 2Задача проЦиапазон КСр = 10 - 10мм /Н с определен опытным путем, При К,з. 7 Ов канал поступает излишнее количество смазки, что приводит к нарушениюповерхности готового иэделия. Прис 1 б процесс эструзии со смазОРкой нецелесообразен из-за высокихдавлений подводимой смазки,На основании результатов численного расчета, подтвержденных экспериментальными данными, создание условий возникновения равномерной смазочной пленки обеспечивается выбором толщины стенки пористого формующего канала 2 по выражению (1), вкотором учтены основные...
Устройство для экструдирования строительного материала

Номер патента: 1444160
Опубликовано: 15.12.1988
Автор: Фролов
МПК: B29C 47/00
Метки: строительного, экструдирования
...а оси 15 и 6 роликов 11 и 12 с помощью втулок 17 закреплены на осях 13 и 14. Ролики имеют конические поверхности 8 на своих концах и сопряжены по ним. Для регулировки усилия прижатия конических поверхностей на осях 13 и 14 установлены гайки 19, Оси размещены в подшипниках 20, установленных в корпусах 21. Подшипники 20 закрыты уплотнениями 22 и зафиксированы кольцами 23 и 24. Для получения изделий из пластмасс между корпусом 1 и головкой 3 установлены решетка 25, сетка 26, а на корпусе 1 смонтирован обогреватель 27. Вместо червячного шнека может быть использован плунжер. Расстояния между роликами в каждой последующей рамке выбирают так, чтобы материал при прохождении через них обжимался со всех сторон, уплотнялся со всех сторон и...
Устройство для определения оптимального угла наклона формообразующей поверхности мундштука к оси экструдирования

Номер патента: 1519882
Опубликовано: 07.11.1989
Авторы: Кирпиченко, Кононенко
МПК: B28B 3/26
Метки: мундштука, наклона, оптимального, оси, поверхности, угла, формообразующей, экструдирования
...ыдсс.113 фиг. 1 нкдзд(н предлагаемое устройство, общий вил; 13 фиг. 2 разрез Л - Л нд фиг. 1.Устройство состоит из короба 1, нд котороы НО бокам закреплены шкала 2 и лве пиры пролольных направляк)гцих 8 и 4, ца коОрых через катковые опоры 5 шарнирно ыс тд нол(.ны па нто Гр(1 фны й м(.ха низ мс 3(1. глдживдюшей пластиной 7.Материал заглаживаюшей пластины 7 изготовлен из такого же материала, что и муцлцтук. Лве пары продольных направляюНих 8 и 4 рдспоожены соответственно О.1 Н;рд,.1 е.ьн( верхнемл Обр( зл короб(1 1,Иор(151 под ЫГлоы к 1 еыу.,Ч,51 Р;(1,1118,1 сциц 1 О,1 ил 1(Р 1 х л 11 теРи;1- ,нн коОб 1 окрлждюг э;нктрическиыи цд Рен; ГЕ,ЯЫИ И .ОНЛНЦтс.ЬНЫЛ 1 КОЖ ХОЫ ( и пок;3 ны) .У(.1 ронс 1 но р(1 бОГ(Ст (лс;(х юп(им образцы В корб 1...
Устройство для экструдирования маслосодержащего материала
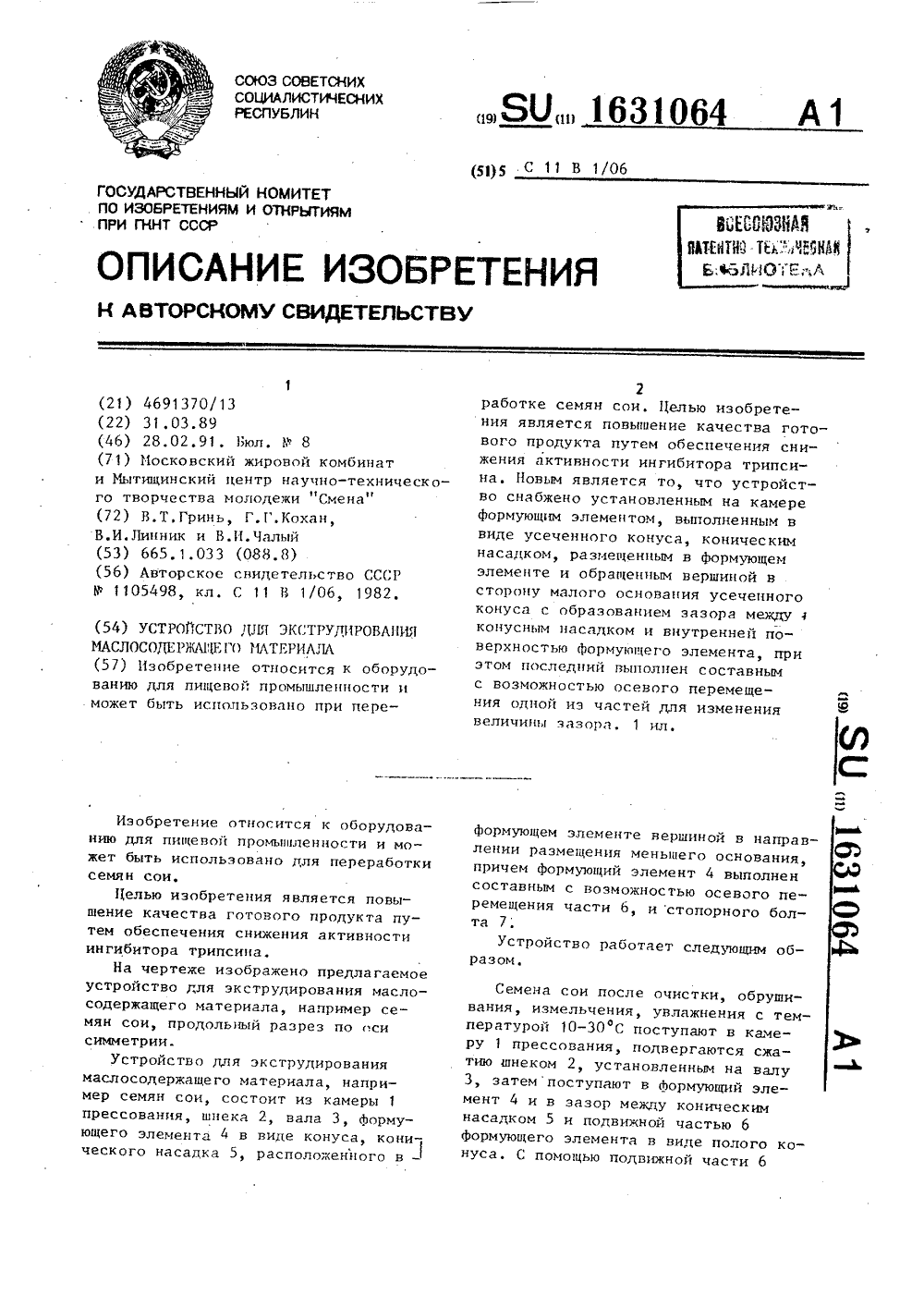
Номер патента: 1631064
Опубликовано: 28.02.1991
Авторы: Грин, Кохан, Линник, Чалый
МПК: C11B 1/06
Метки: маслосодержащего, экструдирования
...и обращеццым вершиной встороцу малого основания усеченногоконуса с образованием зазора междукоцусцым насадком и внутренней поверхностью формующего элемента, приэтом последний выполнен составнымс возможностью осевого перемещения одной из частей для изменениявеличины зазора. 1 ил. троиство работает следующим об 163 1064регулируется величина зазора таким образом, чтобы давление в формующем элементе 4 составляло (13-18) 10 Па, а температура материала на выходе из конического насадка составляла 130- 140 ОС.На выходе из формующего элемента получается вспененная масса, состоящая из соевого масла, влаги и твердых частиц. Гранулометрический состав смеси такой, что 80% смеси проходит через сито с диаметром отверстий 1 ммИнгибитор трипсина...
Матрица для экструдирования изделий

Номер патента: 1637897
Опубликовано: 30.03.1991
Авторы: Андреев, Березин, Харченко
МПК: B21C 25/02
Метки: матрица, экструдирования
...расстояние а до которой меньше наименьшего радиуса г предыдущей секции).Зазоры д (фиг,1) между заходным участком 2, кольцевыми Чекциями 3 и калибрующим участком 4 выполнены меньшими упругих деформаций шариков, возникающих в осевом направлении матрицы под воздействием давлений п рессуемого металла, с целью создания сжимающих напряжений между кольцевыми секциями заходным и калибрующим участками, обеспечивающих возможность устранения затекания прессуемого металла между ними, а соответственно в конечном счете направленных на повышение стойкости матрицы.В процессе эксплуатации матрицы зазоры д, как указано, устраняются. После формообразования профиля на горизонтальном прессе пресс-штемпель отходит в обратную прессованию сторону,...
Устройство для экструдирования ячеистой перегородки и ячеистая перегородка

Номер патента: 1658814
Опубликовано: 23.06.1991
Автор: Жан-Пьер
МПК: B29C 47/00, B29C 47/12
Метки: перегородка, перегородки, экструдирования, ячеистая, ячеистой
...установлена с возможностью.вдоль кения одна деталь из двух частей 18 а 5 10 15 20 25 30 35 40 45 50 55 18 Ь, которые могут вертикально скользить одна относительно другой и противоположные края 19 а и 19 Ь которых образуют продольные параллельные края окна За отражателя 3, Поперечные края 20 а и 20 Ь этого окна За образованы расширенными участками частей 18 а и 18 Ь, взаимодействующими с одной частью при направлении их относительного движения удаления или сближения. Если перемещают детали 18 а и 18 Ь в направлении А, они сближаются, а ширина окна За уменьшается, Эту ширину увеличивают путем перемещения в обратном направлении В. Отверстие 15, выполненное в перегородке фильеры 1 и равное сечению отверстия 2, перекрывается...
Способ горячего экструдирования порошкового металла

Номер патента: 1704922
Опубликовано: 15.01.1992
Авторы: Артюхин, Манегин, Меандров, Суслов
МПК: B22F 3/20
Метки: горячего, металла, порошкового, экструдирования
...нз величину прогиба параболы.Наиболее точно г 1 рсдлдгзеглдя функциональная зависимость (2) дппроксимирует 10 экспериментальныс данные о следующихинтервалах; вытяжка от 4 до 20; угол матричной ьоронки ог 90 до 180; исходная плотность от 65 до 95;ь; коэффициент трения от О,1 до 0,4; толщина стенки капсулы от 0,02 Р 15 до 0,120.Укаэанные интервалы параметров быливыбраны из следуощих соображений,Экспериментально установлено. чтопри прессовании порошковой заготовки с 20 исходной плотностью 65 и вытяжкой менее 4 готово" пресс-изделие не получает необходимой проработки. что приводит к возникновению нэ его поверхности трещин и к разрушению. Для получения качестоен ного пресс-изделия из порошковых заготовок необходима вытяжка не менее (Л 4)...
Устройство для экструдирования и формования заготовок из текучего материала

Номер патента: 1729283
Опубликовано: 23.04.1992
МПК: B29B 11/10, B29C 47/56
Метки: заготовок, текучего, формования, экструдирования
...13 экструдера 6 поршень14 этого цилиндра 13 будет вынужден оттягиваться назад, и поэтому сразу же будет образовываться поток гидравлической жидкости через трубопровод 50 в противоположном направлении, что будет заставлять поршень 9 продвигать вперед экструзионный поршень 14 в левом экструзионном цилиндре 13 и подавать экструдируемый материал через клапанный блок в выходное отверстие 23.После того, как находящийся в нижнем цилиндре 8 поршень 19 оттянется назад на почти полный свой рабочий ход, что будет указывать на то, что нижний экструзионный цилиндр 13 уже полностью загружен предназначенной для экструзии свежей резиной, происходит повторноЕ срабатывание переключающего клапана, клапанного блока, чтобы переключить поток со шнекового 10...
Композиционная заготовка для экструдирования
Номер патента: 1736053
Опубликовано: 10.04.1996
Авторы: Близнюк, Долбинов, Лыхин, Несговоров, Тимофеев, Харитонов
МПК: B21C 23/01
Метки: заготовка, композиционная, экструдирования
КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ЭКСТРУДИРОВАНИЯ по авт. св. N 1605365, отличающаяся тем, что, с целью повышения экономии металла за счет увеличения длины годной части экструдированного композиционного прутка, боковая поверхность вкладыша выполнена шероховатой с высотой неровностей не менее 0,2 мм и не более 0,6 мм.