Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1290135
Авторы: Клименков, Красновский
Текст
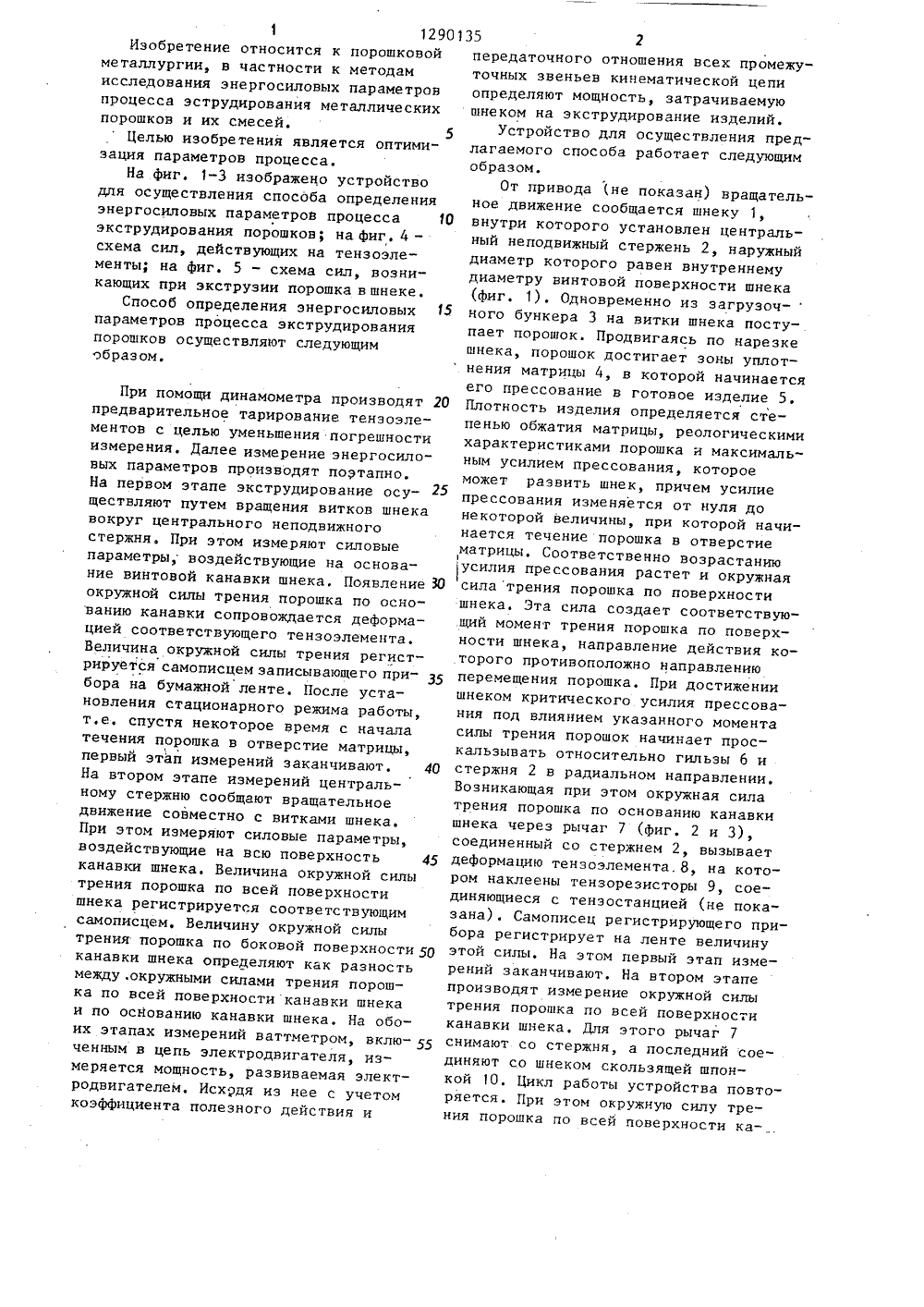
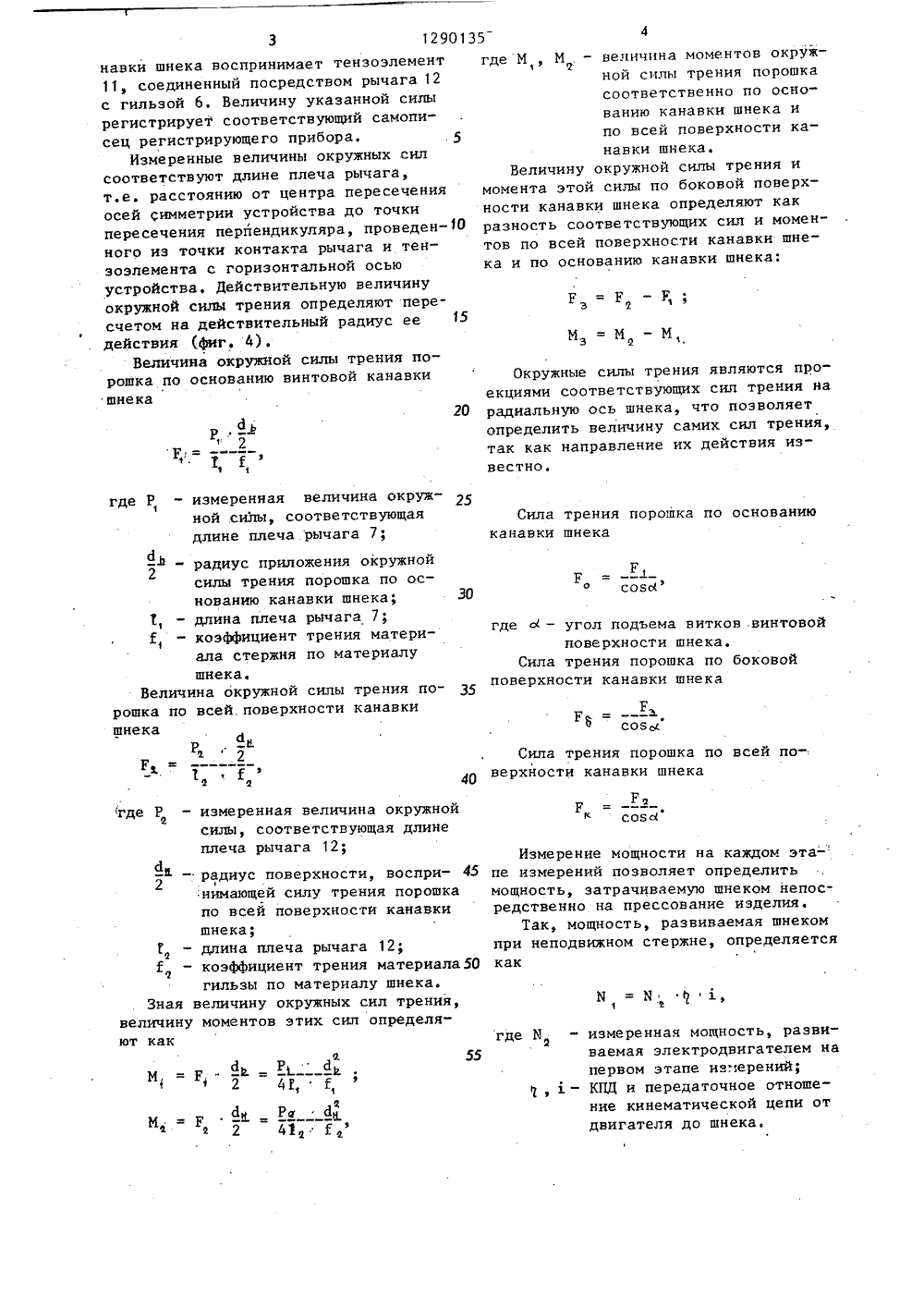
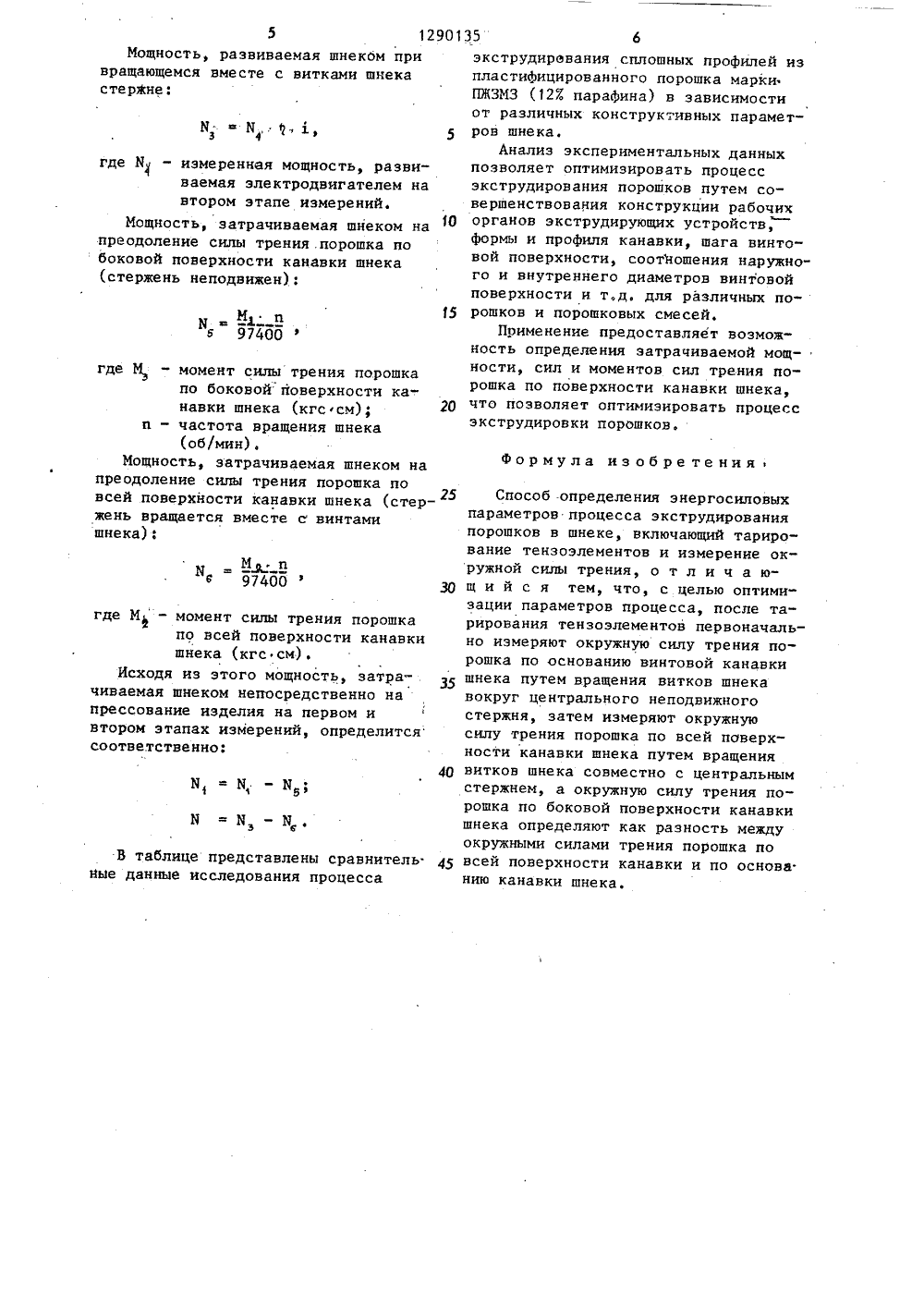
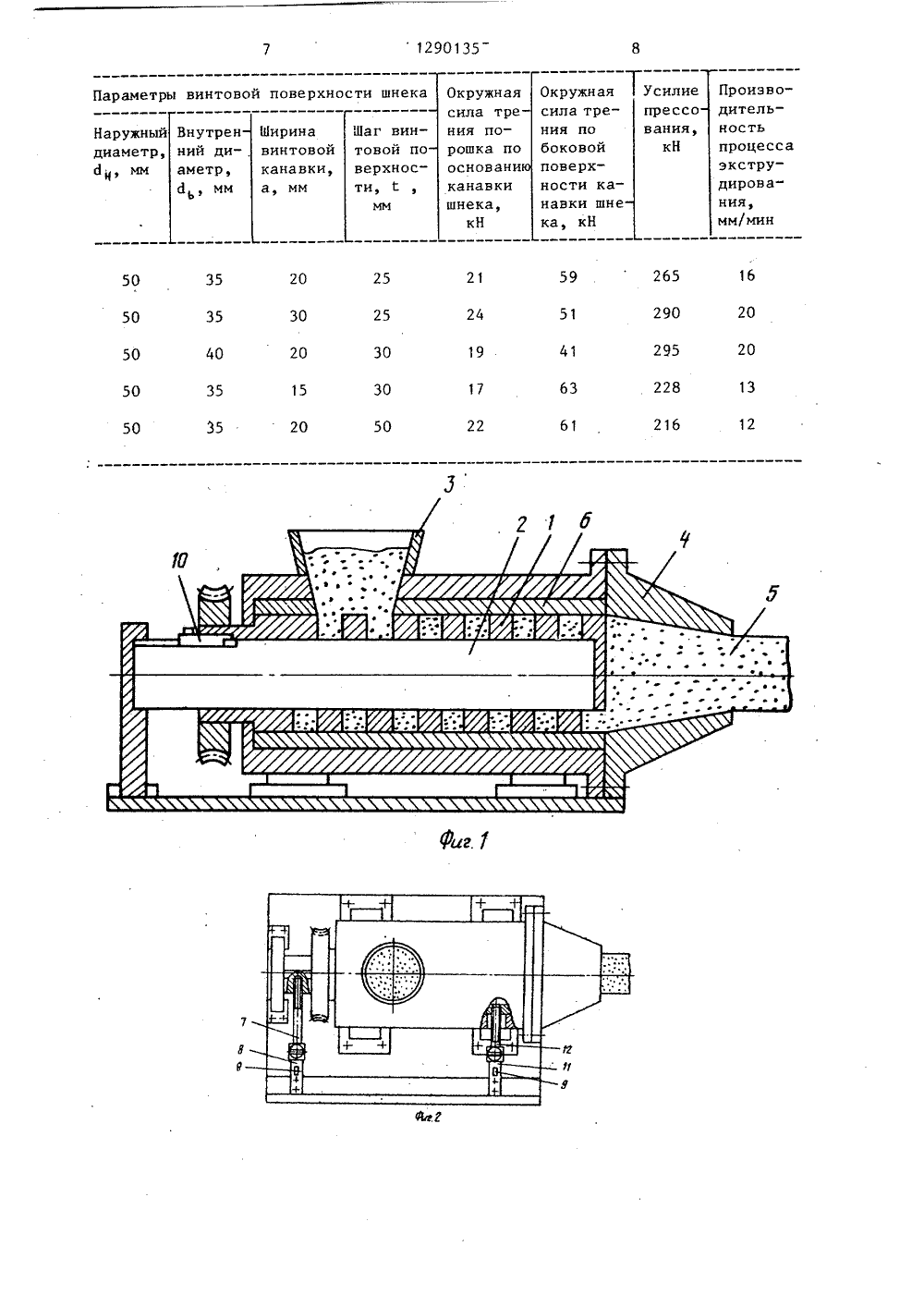
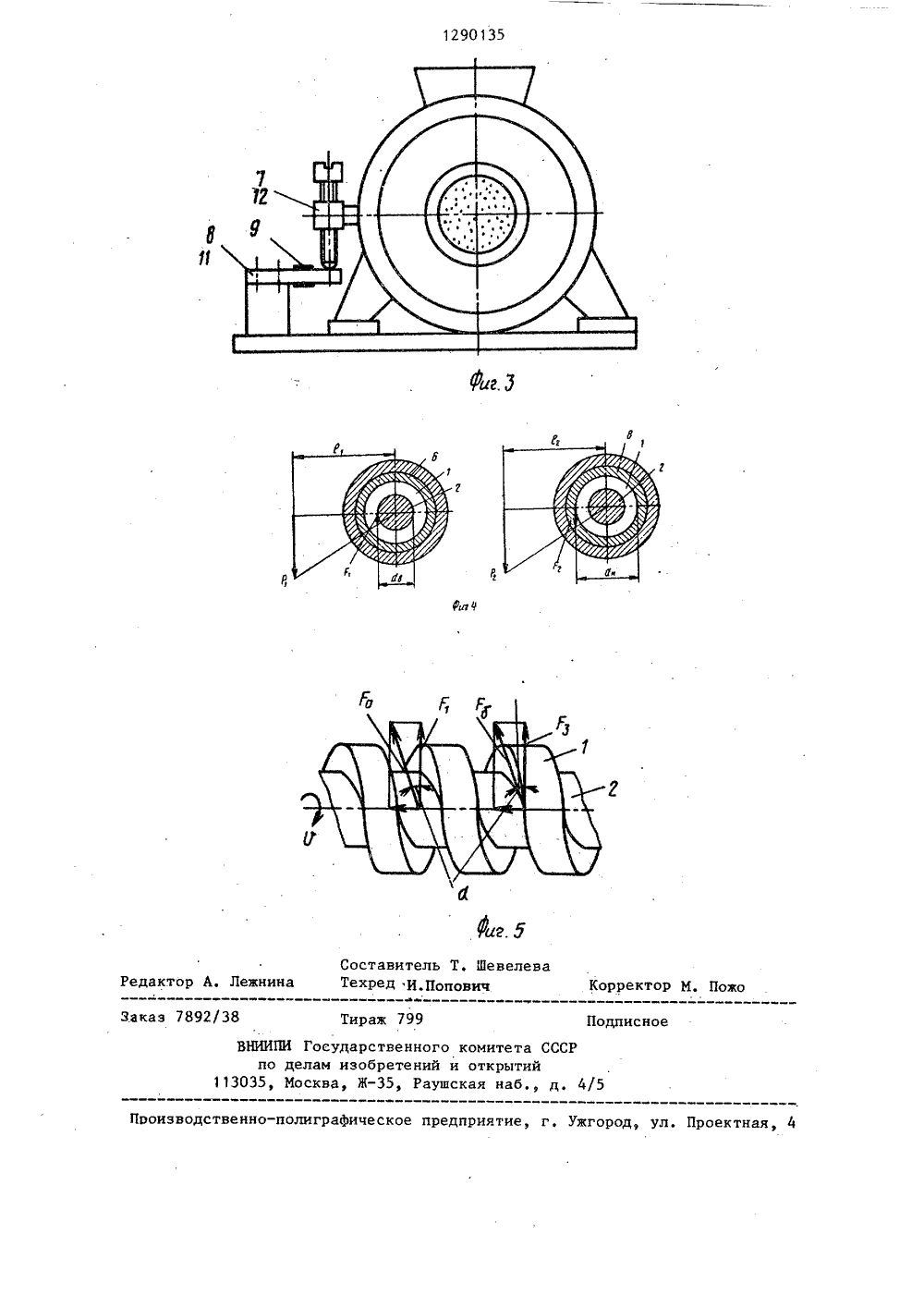
(54) СПОСОБ ОПРЕДЕЛЕ ПАРАМЕТРОВ ПРОЦЕССА ПОРОШКОВ В ШНЕКЕ (57) Изобретение от определения энергос процесса экструдиро шнеке. Цель изобрет ИЯ ЭНЕРГОСИЛОВЫХКСТРУДИРОВАНИЯ осится к способам иловых параметров ания порошков в ния - оптимизаГОСУДАРСТВЕННЬЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ(71) Витебский технологический институт легкой промышленности(56) Тензометрия в машиностроении/Под ред. Р.А.Макарова, М.: Машиностроение, 1975, с. 126-143.Касаткин Б.С. и др. Экспериментальные методы исследования деформаций и напряжений. Киев: Наукова думка, 1981, с. 234-245. ция параметров процесса. При помощи динамометра тарируют тензоэлементы. На первом этапе экструдирования измеряют окружную силу трения порошка по основанию винтовой канавки шнека путем вращения витков шнека вокруг центрального неподвижного стержня. Затем измеряют окружную силу трения порошка по всей поверхности канавки шнека путем вращения витков шнека совместно с центральным стержнем, Величину окружной силы трения порошка по боковой поверхности канавки шнека определяют как разность между окружными силами трения порошка по всей поверх- ФО ности канавки шнека и по основанию Щ канавки шнека, На обоих этапах измеряют мощность, развиваемую электродвигателем. С учетом коэффициента полезного действия определяют мощность, затрачиваемую шнеком на экст- ф рудирование изделий. 5 ил, 1 табл.1 129013Изобретение относится к порошковой металлургии, в частности к методам исследования энергосиловых параметров процесса эструдирования металлических порошков и их смесей.5Целью изобретения является оптимизация параметров процесса,На фиг. 1-3 изображецо устройство для осуществления способа определения энергосиловых параметров процесса 10 экструдирования порошков; на фиг. 4 - схема сил, действующих на тензоэлементы; на фиг. 5 - схема сил, возникающих при экструзии порошка в шнеке.Способ определения энергосиловых 15 параметров процесса экструдирования порошков осуществляют следующим образом. При помощи динамометра производят 20 предварительное тарирование тензоэлементов с целью уменьшения погрешности измерения. Далее измерение энергосиловых параметров производят поэтапно. На первом этапе экструдирование осу ществляют путем вращения витков шнека вокруг центрального неподвижного стержня. При этом измеряют силовые параметры, воздействующие на основание винтовой канавки шнека, Появление Ю окружной силы трения порошка по основанию канавки сопровождается деформацией соответствующего тензоэлемента, Величина окружной силы трения регистрируется самописцем записывающего при бора на бумажной ленте. После установления стационарного режима работы, т,е, спустя некоторое время с начала течения порошка в отверстие матрицы, первый этап измерений заканчивают. 40 На втором этапе измерений центральному стержню сообщают вращательное движение совместно с витками шнека. При этом измеряют силовые параметры, воздействующие на всю поверхность 45 канавки шнека, Величина окружной силы трения порошка по всей поверхности шнека регистрируется соответствующим самописцем. Величину окружной силы трения порошка по боковой поверхности 50 канавки шнека определяют как разность между .окружными силами трения порошка по всей поверхностиканавки шнека и по основанию канавки шнека. На обоих этапах измерений ваттметром, вклю ченным в цепь электродвигателя, измеряется мощность, развиваемая электродвигателем. Исходя из нее с учетом коэффициента полезного действия и передаточного отношения всех промежуточных звеньев кинематической цепи определяют мощность, затрачиваемую шнеком на экструдирование изделий.Устройство для осуществления предлагаемого способа работает следующим образом.От привода (не показан) вращательное движение сообщается шнеку 1, внутри которого установлен центральный неподвижный стержень 2, наружный диаметр которого равен внутреннему диаметру винтовой поверхности шнека (фиг. 1), Одновременно из загрузоч-ного бункера 3 на витки шнека поступает порошок. Продвигаясь по нарезке шнека, порошок достигает зоны уплотнения матрицы 4, в которой начинается его прессование в готовое изделие 5. Плотность изделия определяется степенью обжатия матрицы, реологическими характеристиками порошка и максимальным усилием прессования, которое может развить шнек, причем усилие прессования изменяется от нуля до некоторой величины, при которой начинается течение порошка в отверстие матрицы, Соответственно возрастанию усилия прессования растет и окружная сила трения порошка по поверхности шнека, Эта сила создает соответствующий момент трения порошка по поверхности шнека, направление действия которого противоположно направлению перемещения порошка. При достижении шнеком критического усилия прессования под влиянием указанного момента силы трения порошок начинает проскальзывать относительно гильзы 6 и стержня 2 в радиальном направлении, Возникающая при этом окружная сила трения порошка по основанию канавки шнека через рычаг 7 (фиг. 2 и 3), соединенный со стержнем 2, вызывает деформацию тензоэлемента, 8, на котором наклеены тензорезисторы 9, соединяющиеся с тензостанцией (не показана), Самописец регистрирующего прибора регистрирует на ленте величину этой силы. На этом первый этап измерений заканчивают. На втором этапе производят измерение окружной силы трения порошка по всей поверхности канавки шнека, Для этого рычаг 7 снимают со стержня, а последний соединяют со шнеком скользящей шпонкой 1 О. Цикл работы устройства повторяется. При этом окружную силу трения порошка по всей поверхности ка 12901навки шнека воспринимает тензоэлемент 11, соединенный посредством рычага 12 с гильзой 6, Величину указанной силы регистрирует соответствующий самописец регистрирующего прибора, 5Измеренные величины окружных сил соответствуют длине плеча рычага, т.е. расстоянию от центра пересечения осей симметрии устройства до точки пересечения перпендикуляра, проведен ного из точки контакта рычага и тензоэлемента с горизонтальной осью устройства. Действительную величину окружной силы трения определяют пересчетом на действительный радиус ее 15 действия Сфиг. 4).Величина окружной силы трения порошка по основанию винтовой канавки шнека20 где Р - измеренная величина окруж 1ной .силы, соответствующаядлине плеча.рычага 7;й,- - радиус приложения окружной2силы трения порошка по основанию канавки шнека; 30- длина плеча рычага 7;- коэффициент трения материала стержня по материалушнека.Величина окружной силы трения по рошка по всей поверхности канавки шнека 35 4где М М - величина моментов окруж 1ной силы трения порошкасоответственно по основанию канавки шнека ипо всей поверхности канавки шнека.Величину окружной силы трения и момента этой силы по боковой поверхности канавки шнека определяют как разность соответствующих сил и моментов по всей поверхности канавки шнека и по основанию канавки шнека:з у 1М = М - МзОкружные силы трения являются проекциями соответствующих сил трения на радиальную ось шнека, что позволяет определить величину самих сил трения, так как направление их действия известно.Сила трения порошка по основанию канавки шнекаГРсояс(где о - угол подъема витков .винтовойповерхности шнека,Сила трения порошка по боковойповерхности канавки шнекаР- ХсозеСила трения порошка по всей по-. верхности канавки шнека. нй 4 2,й, Ра йй 41 Г где Р - измеренная величина окружноййсилы, соответствующая длинеплеча рычага 12;Й- - радиус поверхности, воспринимающей силу трения порошкапо всей поверхности канавкишнека;- длина плеча рычага 12;Й - коэффициент трения материала 50гильзы по материалу шнека.Зная величину окружных сил трения, величину моментов этих сил определяют как РцГсовыИзмерение мощности на каждом эта- пе измерений позволяет определить мощность, затрачиваемую шнеком непосредственно на прессование изделия,Так, мощность, развиваемая шнеком при неподвижном стержне, определяется какИ = Ид1 йУгде И - измеренная мощность, развиваемая электродвигателем напервом этапе из.;ерений;, а - КПД и передаточное отношение кинематической цепи отдвигателя до шнека..РМп в 97400 Я =М -Б1 зф Я =И -ИЪ 6 Мощность, развиваемая шнекбм привращающемся вместе с витками шнекастержне: где М - измеренная мощность, развиваемая электродвигателем на втором этапе измерений.Мощность, затрачиваемая шнеком на преодоление силы трения. порошка по боковой поверхности канавки шнека (стержень неподвижен): где М - момент силы трения порошкапо боковой поверхности канавки шнека (кгссм);и - частота вращения шнека(об/мин).Мощность, затрачиваемая шнеком на преодоление силы трения порошка по всей поверхности канавки шнека (стержень вращается вместе с винтами шнека): где М - момент силы трения порошкапо всей поверхности канавкишнека (кгс см).Исходя из этого мощность, затрачиваемая шнеком непосредственно на прессование изделия на первом и втором этапах измерений, определится соответственно: В таблице представлены сравнитель.ные данные исследования процесса 35 6экструдирования сплошных профилей из пластифицированного порошка марки ПЖЗМЗ (123 парафина) в зависимости от различных конструктивных параметров шнека.Анализ экспериментальных данных позволяет оптимизировать процесс экструдирования порошков путем совершенствования конструкции рабочих органов экструдирующих устройств, формы и профиля канавки, шага винтовой поверхности, соотношения наружного и внутреннего диаметров винтовой поверхности и тд. для различных порошков и порошковых смесей.Применение предоставляет возможность определения затрачиваемой мощности, сил и моментов сил трения порошка по поверхности канавки шнека, что позволяет оптимизировать процесс экструдировки порошков. Формула изобретения 25 Способ определения энергосиловыхпараметров процесса экструдированияпорошков в шнеке, включающий тарирование тензоэлементов и измерение ок"ружной силы трения, о т л и ч а ю щ и й с я тем, что, с целью оптимизации параметров процесса, после тарирования тензоэлементов первоначально измеряют окружную силу трения порошка по основанию винтовой канавкишнека путем вращения витков шнекавокруг центрального неподвижногостержня, затем измеряют окружнуюсилу трения порошка по всей поверхности канавки шнека путем вращения 40 витков шнека совместно с центральнымстержнем, а окружную силу трения порошка по боковой поверхности канавкишнека определяют как разность междуокружными силами трения порошка по 45 всей поверхности канавки и по основа.нию канавки шнека.1290135 Усилие Параметры винтовой поверхности шнека Шаг винтовой по Ширинавинтовой рошка по основани поверхности каверхности,канавки,а, мм канавки навки шнека, кН шнека,кН16 265 21 20 35 20 290 51 24 25 30 35 50 20 41 19 30 20 40 50 228 63 30 35 50 12 216 61 22 50 35 20 50 Наружныйдиаметр,д,Внутренний диаметр,й, мм Окружнаясила трения поОкружнаясила трения побоковой прессования,кН Проиэводительность процессаэкструдирова"ния,мм/мин1290135 Составитель Т. ШевелТекРед И.Попович Лежни Редакт Корректор М, Пож Заказ 7892 краж 799 исное оизводственно-полиграФическое предприятие, г, Ужгород, ул. Проектная, 4 ВНИИПИ Госуд по делам и 3035, Москва, ственного комитета СССбретений и открытий
СмотретьЗаявка
3889081, 24.04.1985
ВИТЕБСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
КЛИМЕНКОВ СТЕПАН СТЕПАНОВИЧ, КРАСНОВСКИЙ АЛЕКСАНДР НИКОЛАЕВИЧ
МПК / Метки
МПК: B22F 3/20, G01N 19/02, G01N 3/24
Метки: параметров, порошков, процесса, шнеке, экструдирования, энергосиловых
Опубликовано: 15.02.1987
Код ссылки
<a href="https://patents.su/6-1290135-sposob-opredeleniya-ehnergosilovykh-parametrov-processa-ehkstrudirovaniya-poroshkov-v-shneke.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке</a>
Устройство для оценки средней мощности случайного процесса с распределением накагами

Номер патента: 631930
Опубликовано: 05.11.1978
Авторы: Иванкин, Лебединский, Павельев
МПК: G06F 17/18, G06F 7/06
Метки: мощности, накагами, оценки, процесса, распределением, случайного, средней
...бпок 3 вычисленияпорядковой статистики и блок 4 индика-ции, проградуированный в единицах оцениваемого параметра,Устройство работает спедующим образом.Блок измерений значений спучайногопроцесса в дискретные моменты временипроизводит измерение значений случайного процесса, поступающих от источника 10случайного процесса имеющего пнотностьраспределения вероятностей Накагами.Измеренные значения случайного процеса используются в блоке вычисления порядковой статистики дпя построения,варна 15ционного ряда выборки некоторого объема п с последующим выделением 1-гочлена иэ этого ряда, по значению которого блоком индикации, проградуирован-,ным в значенияхЯ производится оценка 2 Осредней мощности спучайного процесса,имекицего плотность...
Устройство для исследования спектра мощности случайного процесса

Номер патента: 789877
Опубликовано: 23.12.1980
МПК: G01R 23/16
Метки: исследования, мощности, процесса, случайного, спектра
...с соответствующими входами всех регистраторов 5Устройство работает следующим образом.Исследуемый случайный сигнал поступает на входы включенных параллельно полосовых фильтров 1 т, 1 п , 1 к Для каждой иэ М частотных составляющих случайного процесса .путем квадратичного детектирования в блоках 2, 2, , 2 и усреднения в блоках 3 3,3 вычисляются оценк дисперсий анализируемого случайного процесса по М каналам, которые при изменяющемся энергетическом и спектральном составе исходного случайного сигнала можно считать также функциями времени с: О, (Г, с), 0(1,т), О (Ук .с). В каждом из блоков 4;, 4 о,Заказ 03 4 Тираж 0 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д....
Устройство измерения частоты модуляции мощности случайного процесса

Номер патента: 875297
Опубликовано: 23.10.1981
МПК: G01R 23/16
Метки: модуляции, мощности, процесса, случайного, частоты
...вторым входом делителя.875297 формула изобретения максимальна. Составитель А. Орлов Редактор Т, Кугрышева Техред И.Рейвес Корректор М. Коста Заказ 9326/70 Тираж 735 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035 Москва ЖРаушская наб. д. 4/5филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 На чертеже приведена структурнаясхема устройства, которое состоит издетектора 1, анализатора 2 спектра,интегрирующего фильтра 3, линии 4 за -держки, режекторного фильтра 5 и делителя 6,Устройство работает следующим образом.На вход квадратичного детектора 1поступает нестационарный случайный 10процесс, реализация квадрата которогоЧ 1(С) имеет среднее значение Ч (1),равное 2Ч 1=,(1+шсоЖй),где ш - глубина...
Прибор для определения горизонтального давления грунта и сил трения по боковой поверхности жесткого стержня о грунт

Номер патента: 121584
Опубликовано: 01.01.1959
Автор: Петренко
МПК: E02D 1/00, G01L 1/04, G01N 13/00
Метки: боковой, горизонтального, грунт, грунта, давления, жесткого, поверхности, прибор, сил, стержня, трения
...вертикальный разрез предлагаемого прибора.Прибор состоит из цилиндрического корпуса 1, днища 2 с круглым отверстием в центре и съемной крышкой 3, имеющей в центре такое же отверстие. К корпусу прикреплена скоба 4 с неподвижно вмонтированными в нее гайками 5, через которые проходят три домкратных винта 6. Под домкратными винтами расположены пружинные динамометры 7.В корпус прибора вставляется цилиндрический стержень 8 и зажися по боковой поверхности исследуемым грунтом 9, заполняющим121584 На грунт передается давление, эквивалентное давлению вышележащих слоев грунта, двумя крайними домкратными винтами 6 через динамометры 7 и крышку 3.Развиваемое при этом горизонтальное давление через пластинку 10, закрывающую отверстие в боковой...
Способ определения сил отрицательного трения грунта на поверхности фундамента

Номер патента: 1190259
Опубликовано: 07.11.1985
Автор: Пчелинцев
МПК: G01N 33/24
Метки: грунта, отрицательного, поверхности, сил, трения, фундамента
...расстоянии одного и пяти ее диаметров и на контакте с трубой, , Фе2, Способ по п.1, о т л и ч а ю - щ и й с я тем, что, с. целью повышения точности определения сил отрицательного трения в оттаивающих вечномерзлых грунтах, опорный элемент погружают в неоттанвающий грунт, а в скважины, пробуренные на расстоянии не менее трех диаметров трубы, устанавливают цельные трубы с закрытым нижним концом, заполняют их во" дой, которую затем нагревают,90259 ВНИИПИТираж 896 аказ 6972/4Подписное 1 11Изобретение относится к строительству фундаментов на просадочных лессовых и на оттаивающих льдонасыщенных вечномерзлых грунтах.Цель изобретения - повыпение точности определения сил отрицательного трения преимущественно в проса- дочных лессовых грунтах и в...
Предыдущий патент: Способ определения компенсаторных возможностей организма
Следующий патент: Способ определения оксидов и сульфатов свинца
Случайный патент: Резиновая смесь на основе ненасыщенных каучуков