Линия сварки кузовов транспортных средств различных типов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
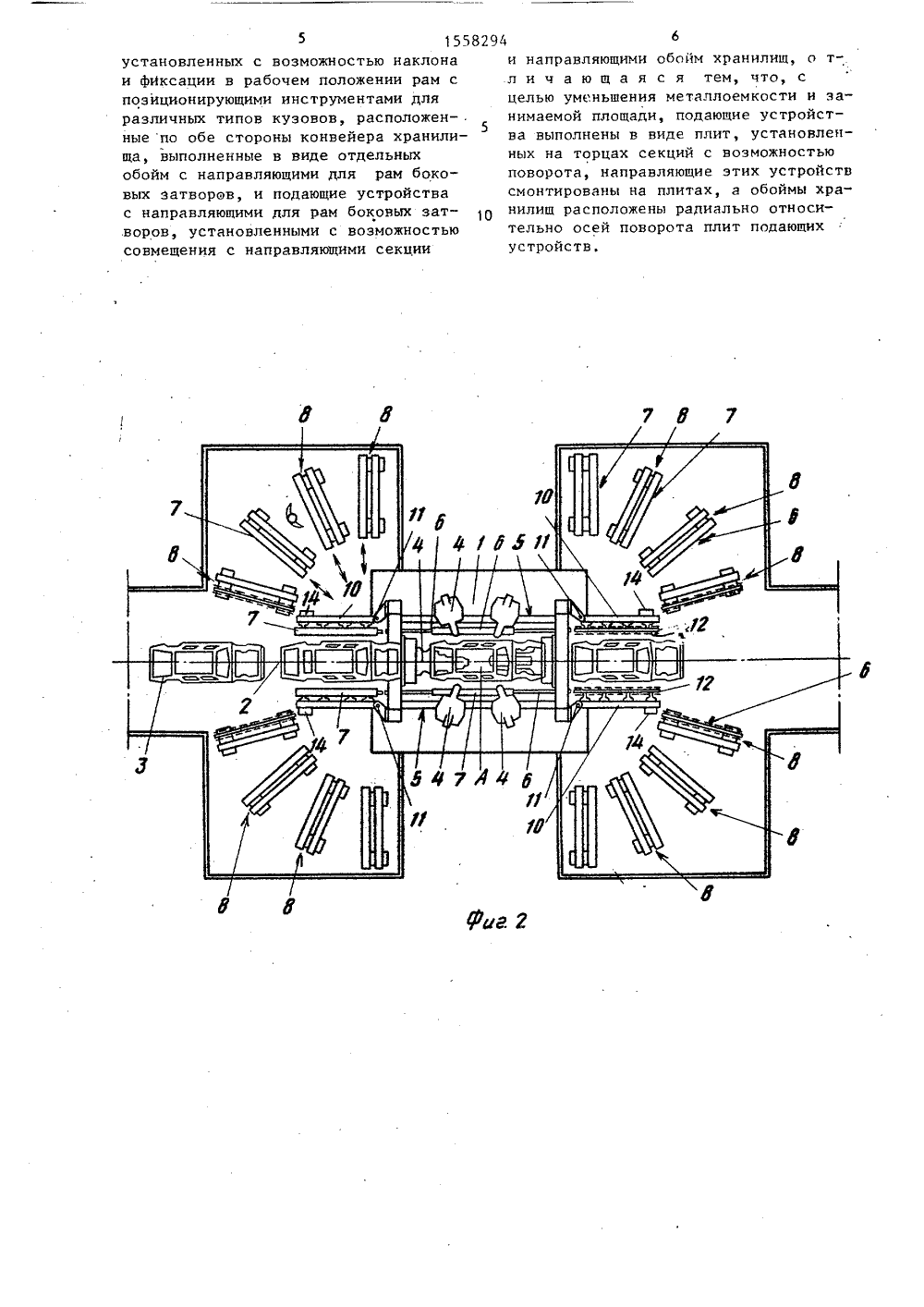
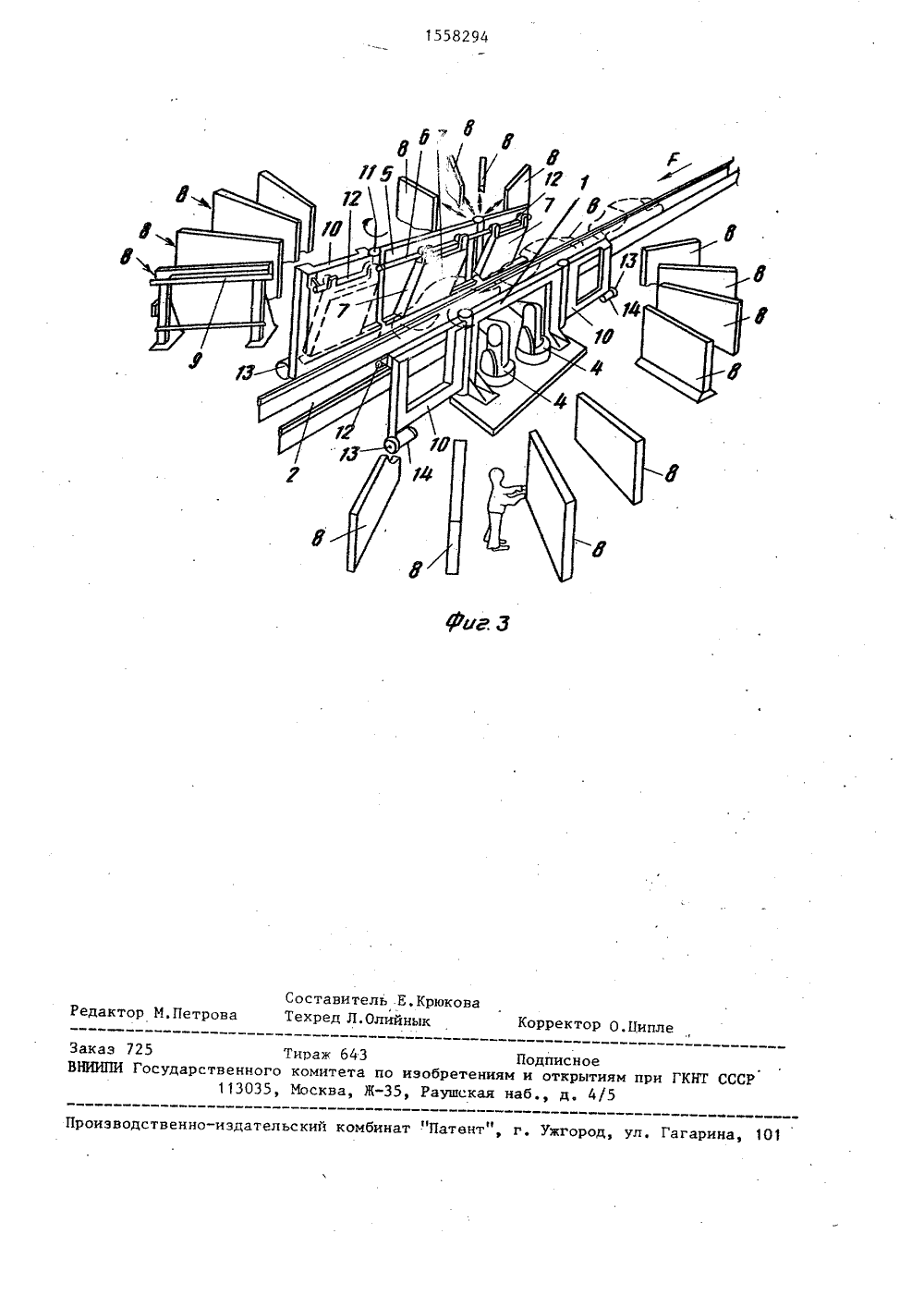
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 19) (11) 51) 5 В 23 .К 37/04 АНИ.ЕТУ БРЕТЕН К ПАТЕН 027034/257.02,867213-А/858.02.85 арке варк емои ию 1 ортиров узовов сварки сторо- ейеру Об ГОСУДАРСТВЕННЫЙ НОМИТЕТпо изОБРетениям и ОтнРытиямПРИ ГКНТ СССР(54) ЛИНИЯ СВАРКИ КУЗОВОВ ТРАНСПОР, НЫХ СРЕДСТВ РАЗЛИЧНЫХ ТИПОВ(57) Изобретение относится к свэ частности к устройствам для скузовов транспортных средств разлиных типов. Цель изобретения - уменшение металлоемкости и занимаплощади, Линия содержит станцсварки, конвейер 2 для транспки предварительно собранных кс позиции сборки на станцию 1и на позицию выгрузки. По обены станции 1 параллельно конв 2 расположены секции с направляющими 6. Линия имеет хранилища, выполненные в виде расположенных по обе стороны конвейера 2 обойм 8 с направляющими.Подающее устройство выполнено в виде плит 10, установленных на осях секций и оснащенных направляющими. После подачи одного из типов кузова на станцию 1 на секции подают рамы затворов с соответствующими типами позиционирующих инструментов. Для этого плиты 10 разворачивают относительно осей, совмещая их направляющиес направляющими соответствующих обойм. Раму затвора перемещают по направляющим из обойм на плиты 10. Затем нап- ае равляющие плит 10 совмещают с направляющими 6 секций, а рамы затворов перемещают по направляющим до рабочего положения. При сварке рамы затворов наклоняют и фиксируют в рабочем положении. Позиционирующими инструментами фиксируют кузовы и сварочными работами производят простановку сва 1 ищй рочных точек, 3 ил.Изобретение относится к сварке,в частности к устройствам для сваркикузовов транспортных средств различных типов.5Цель изобретения - уменьшение металлоемкости и занимаемой площади.На фиг. 1 изображена предлагаемаялиния; на Фиг, 2 - то .же вид сверху; на Фиг. 3 - то же, ортогональнаяпроекция.Линия кузовов сварки транспортных,средств содержит станцию 1 сварки,конвейер 2 для транспортировки предварительно собранных кузовов 3 с позиции сборки (не показана) на станцию 1 сварки и на позицию выгрузки(не показана),Средство управления транспортировкой кузовов по конвейеру 2 можетЮбыть выполнено по любому известномутипу.Кузова 3, подлежащие сварке, подводятся к входному концу конвейера 2 после того, как они подсобряны путем предварительного соединения его частей. Обычно такое предварительное соединение ос.уществляется изгибом множества язычков, выступающих из некоторых деталей кузова, Получае мое таким образом соединение является неустойчивым, т.е. допускает определенный люфт между соединяемыми элементами, в результате чего возникает необходимость установления каждого элемента в точно заданное поло 35 жение перед сваркой его ня станции 1.Сварку осуществляют программируемыми сварочными роботами 4.На станции 1 осуществляют прихват 0 ку кузова простянонкой определенного числа точек сварки дляфиксации элементов кузова, после чего он транспортируется ня следующую сварочную позицию, где завершается сборка кузо ва простановкой оставшихся точек сварки.Линия содержит установленные параллельно оси конвейера 2 по обе стороны станции 1 секции 5 с направляю 50 щими 6 для перемещения по ним боковых затворов 7. Затворы выполнены в виде рам с позиционирующими инструментами для различных типов кузовов (не показаны)Рамы затворов 7 установлены с возможностью наклона и фиксации их в рабочем положении.По обе стороны конвейера 2 расположены хранилища, выполненные в виде отдельных обойм 8, снабженных направляющими 9 для рям затворов 7.Линия снабжена также подающимиустройствами, выполненными в видеплит 10, установленных на торцах секций 5 с возможностью поворота относительно осей 11. Плиты 10 оснащенынаправляющими 12 для рам затворов 7.Обоймы 8 хранилищ расположены радиально относительно осей 11.Для облегчения поворота. плиты 10снабжены колесами 13, вращение которых осуществляется двигателями 14,Линия работает следующим образом.Предварительно собранный кузов 3с позиции сборки подается конвейером2 на станцию 1 сварки. В зависимостиот типа свариваемого кузова 3 изобойм 8 хранилищ подают на секции 5соответствующую этому типу кузова 3пару рам затворов 7. Для этого плиты10 подающего устройства поворачиваютотносительно осей 11 до совпадениянаправляющих 12 этих плит с направляющими 9 соответствующих обойм 8.При этом соответствующие рамы затворов 7 перемещают по направляющимобойм 8 и плит 10.Затем плиты 10 поворачивают до совпадения их направляющих 12 с направляющими 6 секций 5, я рамы затворов7 перемещают по направляющим 12 и 6до рабочего их положения. После этогорамы затворов 7 наклоняют и Фиксируют в рабочем положении, их позиционирующие инструменты Фиксируют кузов,а сварочные роботы 4 осуществляютпростановку необходимых сварочных точек,Благодаря такой компоновке линииуменьшается занимаемая ее площадьи металлоемкость.Формула и э о б р е т е н и яЛиния сварки кузовов транспортных средств различных типов, состоящих из прессованных листовых металлических элементов, содержащая станцию сварки, набор программируемых сварочьых роботов, конвейер для транспортировки предварительно собранных ку= зовов с позиции сборки на станцию сварки и на позицию выгрузки, расположенные.параллельно оси конвейера по обе стороны станции сварки секции с направляющими для перемещения боковых затворов, вьнголненных в видеустановленных с возможностью наклонаи фиксации в рабочем положении рам споэиционирующими инструментами дляразличных типов кузовов, расположен- .ные по обе стороны конвейера хранилища, выполненные в виде отдельныхобойм с направляющими для рам боковых затворов, и подающие устройствас направляющими для рам боковых зат.воров, установленными с возможностьюсовмещения с направляющими секции 8294 6и направляющими обойм хранилищ, о тл и ч а ю щ а я с я тем, что, сцелью уменьшения металлоемкости и занимаемой площади, подающие устройства выполнены в виде плит, установленных на торцах секций с возможностьюповорота, направляющие этих устройствсмонтированы на плитах, а обоймы хранилищ расположены радиально относительно осей поворота плит подающихустройств.1558294 Тираж 643 Подписное венного комитета по изобретениям и открыти 113035, Москва, Ж, Раушская наб., д, 4/ каэ 72 при ГКНТ СССР осудар 11Проиэводственно-издательский комбинат Патент , г. Уж ул. Гагари Составитель Е.Крюкова едактор И.Петрова Техред Л.Олийнык Корректор О.Ципле
СмотретьЗаявка
4027034, 27.02.1986
Комау С. п. A
ПЬЕРО БОССОТТО, МАРИО БРАНДИНО
МПК / Метки
МПК: B23K 37/04
Метки: кузовов, линия, различных, сварки, средств, типов, транспортных
Опубликовано: 15.04.1990
Код ссылки
<a href="https://patents.su/4-1558294-liniya-svarki-kuzovov-transportnykh-sredstv-razlichnykh-tipov.html" target="_blank" rel="follow" title="База патентов СССР">Линия сварки кузовов транспортных средств различных типов</a>
Многослойная панель типа “сэндвич” кузова вагона

Номер патента: 706272
Опубликовано: 30.12.1979
Авторы: Беренштейн, Гамиров, Глинкина, Грудов, Киреев, Миролюбова, Панфилова, Пашкевич, Сапожников, Степаненкова
МПК: B61D 17/00
Метки: вагона, кузова, многослойная, панель, сэндвич, типа
...слоевизоляции. В результатеМногослойная панель типа сэндвичкузова вагона, преимущественно рефрижераторного, содержащая наружную ивнутреннюю обшивки и размешеннуюмежду ними и жестко связанную с нимиизоляцию, о т л и ч а ю ш а я с ятем, что, с целью повышения прочностин улучшения изоляционных качеств приодновременном уменьшении массы панели, изоляция состоит из по меньшей мере двух жестко соединенных между собой слоев, имеющих различную плотностьИсточники информапип,принятые во внимание при экспертизе. 1. Патент СССР Ло 422132,кл, В 61 Р 17/00; 1970,2. Патент СССР Мо 438165,кл, В 61 Р 17/00, 1970 прототип). 3 7062появляется возможность уменьшить общуютолщину изоляции, что обеспечивает снижение массы.На фиг. 1 изображена предлагаемаяпанель,...
Вагон с опрокидным кузовом типа “думпкар”

Номер патента: 65954
Опубликовано: 01.01.1946
Автор: Иванов
Метки: вагон, думпкар, кузовом, опрокидным, типа
...Р перекинута стальная лента 2; своим,; концами лента соединена с конц- мц щитов.Грц ОпрокцдыВанцц кузоВа поч.нцмающаяся сторона прцблцжается к ролцку Р, 1-Всол 14 о щцт поднц:аОшегося бора приблизитсяролу Р, настолько в опускающейся части к 1 зова 11 цт Выдвц Гастс 5 из-под кузова ц Образ 1 ст ка: б; продолжение пола кузова.После опорожнения вагона, когда кузов дмпкара ст 1 озцгся В горн зонтальное положенце, щцт автоматически Вдвцгасся в цсходцос положение.По второму способу выдвцган 1 е и задвцганце щита производится упорами 1, которь 1 с одним сьоим коццом соедццяотся шарнирно с хребтовой балкой. а другим соединяются также шарнирно с краем щита. Прц опрокцдываниц кузова упоры принудительно выдвигают щит. Для обеих:;е:-- ГЦц)...
Механизм подъема и укладки тента легкового автомобиля с кузовом типа “фаэтон”

Номер патента: 150019
Опубликовано: 01.01.1962
МПК: B60J 7/06
Метки: автомобиля, кузовом, легкового, механизм, подъема, тента, типа, укладки, фаэтон
...колеса в точке В, а вторым концом соединен шарнирно с одним из звеньев каркаса тента в точке Р,Звенья каркаса шарнирно соединены между собой в точках а, б, в, г,д,е,ж,з,й, С,Р, В, Е,Шток гидравлического цилиндра в точке В шарнирно соединен с направляющим шатуном 5, который также закреплен шарнирно в нише заднего колеса автомобиля в точке Е, сзади шарнира ведущего рычага (по ходу автомобиля).Привод механизма гидравлический, включает в себя два гидравлических цилиндра (правый и левый) и насос, приводимый в движение электродвигателем. Электродвигатель включается в общую схему электрооборудования автомобиля (на схеме не указано).Механизм подъема и укладки тента симметричен относительно продольной плоскости автомобиля.В поднятом положении...
Поточная линия для сборки и сварки полува-гонов

Номер патента: 837689
Опубликовано: 15.06.1981
Авторы: Вепрев, Сенчуков, Скопин
МПК: B23K 37/04
Метки: линия, полува-гонов, поточная, сборки, сварки
...в следующий пролет цеха.Тележечный конвейер 7 имеет рельсовые пути 37 и тележки, причем первая тележка 38 (показана на позиции 2 на фиг. 2) снабжена направляющими 39 для рамы 9, а последняя 40 (показана на позиции 6, на фиг. 3 и 4 ) соедине - на с предпоследней посредством регулируемой длины тяги 41, выполненной в виде гидроцилиндра, полости которого соединены между собой через гидравлический замок 42 с электрическим управлением.Цикл работы линии начинается с передачи изделий, т.е. кузовов полувагонов в разных стадиях готовности на1 следующую по ходу процесса позицию тележечным конвейером 7.Первая тележка 38 конвейера 7 находится вместе с лежащей на ней рамой 9 на позиции 2, позиция 1 свободна, Перегрузочным устройством 8 из...
Установка для внутренней мойки кузовов типа фургон

Номер патента: 503756
Опубликовано: 25.02.1976
Авторы: Курбанов, Магулария, Мачарадзе, Тандилашвили
МПК: B60S 3/00
Метки: внутренней, кузовов, мойки, типа, фургон
...юш онтироое дв крепленно подвижнойеске, и коан а под а вер алк.у, Однак ку известной устано ы и места распокузова, а кажприходится мыт о подводить в уг ребер на стенка лс жениядую стенкотдельно отолок етения - улу типа фургон оплам качате его изменень ль изо кузов оюшимшить качество а счет придальн 8 го движениугла атаки мо ю- )0 спечиваюшх струй. Это дости ля 16 и червяНа штанге чок 18, взаил пластинами 19 то на штангеъемно-опускнойые пластины,обе стороны от кулачка гается тем, ччок, а на подовлены упорн Кр ар ас ста енныеки 6. Упорные пластины расположены по обе стороны кулачка 18 на расстоянии, равном диаметру кулачка, Для подачи смеси,воды и косточковой крошки служит насос 20 и бак 21. бУстановка работает следукицим образом. При...
Предыдущий патент: Кристаллизатор для непрерывного вертикального литья стальной ленты
Следующий патент: Способ затяжки контролируемого винта
Случайный патент: Сучкорезная головка