Патенты опубликованные 07.06.1988
Слитковоз обжимного прокатного стана

Номер патента: 1400687
Опубликовано: 07.06.1988
Авторы: Белобров, Крамаренко, Пакин, Цыкаленко
МПК: B21B 39/02
Метки: обжимного, прокатного, слитковоз, стана
...места на основании того,же эффекта наруж 55 ный диаметр кольца должен бытькак минимум, вдвое больше величины посадочного диаметра д. Теплоэащитные экраны 11 установлены на внутренней поверхности 10 люльки 5 с зазором а, Воздушная прослойка 12, образованная кольцом 11 ивнутренней поверхностью 1 О, в своюочередь, является дополнительным теплоэащитным экраном,В процессе работы слитковоэа люлька и цапфы подвергаются интенсивномунагреву за счет теплоизлучения слит"ка. Учитывая, что толщина стенки значительно меньше посадочного диаметрацапфы, разогрев стенки происходит интенсивней, чем разогрев тела цапфы.В результате этого происходит нарушение посадки и появляется воэмо,ность поворота цапфы относительнолюльки. В виду того, что шпонка,...
Устройство для охлаждения мелкосортного проката

Номер патента: 1400688
Опубликовано: 07.06.1988
Авторы: Видишев, Гончаров, Киселев, Носков, Шевцов
МПК: B21B 45/02
Метки: мелкосортного, охлаждения, проката
...перекрц. ает отверстие 9 для сливаохладителя, образуя отверстие .1 О(фиг.З).Устройство работает следующим обоаэом,Вода высокого давления из форсунки 1 поступает в камеру 2 охлаждения,откуда поступает в отсекатель 3, гдеприжимает пластину 4 с боковыми стенками 5 к пластине 8. При этом полностью закрывается отверстие для про-.ода охладителя и он сливается в от",арстие 10. Чтобы прокат не "бурился"гри входе в охлаждающее устройствокогтргрузом 7 регулируют усилие при.;,атия пластины 4 к пластине 8Прокат 40при входе в охлаждающее устройствоприподнимает пластину 4, которая остается прижатой к прокату, и вода иэкамеры 2 охлаждения вынуждена сливаться через отверстия 10 и 9, тем самымобеспечивая полное отсечение охладителя. Выполнение...
Устройство для регулируемого охлаждения движущегося полосового проката

Номер патента: 1400689
Опубликовано: 07.06.1988
Авторы: Батулин, Ботштейн, Глинский, Заключнов, Погребняк, Самохвалов, Федоров, Цзян
МПК: B21B 45/02
Метки: движущегося, охлаждения, полосового, проката, регулируемого
...в межклетевых промежутках в чистовой группе клетей для регулирования формы прокатываемой полосы и температуры конца прокатки, Предлагаемое устройство может быть установлено за чистовыми клетями на отводящем ролы анге, При прокатке определенного профиля полосы устройство постоянно включается, охладитель подается через подводящие трубопроводы 5-7 н каналы секций 1-3 коллектора, а с помощью выходных отверстий (форсунок) ч распределяется на поверхности пр ,тываемой полосы. При прокатке в случае появлениякоробоватости в средней зоне полосыувеличивают расход охладителя на среднюю секцию 1 и уменьшают на крайниесекции 2 и 3, а в случае появленияволнистости в крайних зонах полосырасход охладителя изменяют в обратном порядке. При этом...
Установка для очистки штрипса

Номер патента: 1400690
Опубликовано: 07.06.1988
Авторы: Биргауз, Измайлов, Орлов, Саутин, Тарасов, Шматов
МПК: B08B 1/04, B21B 45/04
Метки: штрипса
...Б установлены перфорированныетрубы 4, при помощи которых осущест вляется смывка обезжиривающего раствора путем подачи чистой воды. Герметизация зон осуществляется при помощи трех пар эластичных валков 5,а также отбойных плу:пков 6, 30Торцовые щетки 3 снабжены кожухом 7, выполненным в виде улитки сотверстием и кольцевыми перфорированными трубами 8, предназначенными дляподачи обезжиривающей жидкости, Ще 35точный узел 1 выполнен подпружиненным упругим элементом 9 для обеспечения компенсации износа щеток и приводится в движение приводом 10. В нижней части корпуса 2 находится слив 11,40Установка работает следующим образом,Стальной штрипс, который необходимо очистить и обезжирить, подаетсяв корпус 2, Протяжка штрипса осуществляется...
Способ изготовления труб

Номер патента: 1400691
Опубликовано: 07.06.1988
Авторы: Акчурин, Араптанов, Богатов, Мижирицкий, Толстиков, Шадрин
Метки: труб
...жидкой смазки.МежДу проходами в момент окончания раздачи дополнительно на наружную поверхность трубы подают смазочную эмульсию.Труба на выходе иэ волоки и раздающего устройства имеет высокую температуру, поэтому при подаче смазки возникает прочное сцепление смазки с поверхностью трубы, смазка затягивается в очаг деформации, создавая благоприятные условия для повьппения качества наружной поверхности трубы,П р и м е р, Трубы иэ стали 45 подвергаются волочению на подвижной оправке диаметром 12,1 мм от размеров (15 1) мм до размеров (1 Э 0,45) мм н три прохода с обкаткой после каждого прохода без извлечения оправки из трубы между проходами, Подготовка труб для нолочения включает нанесение фосфатного подсмазочного покрытия и смазки....
Способ непрерывного изготовления труб

Номер патента: 1400692
Опубликовано: 07.06.1988
Авторы: Акчурин, Бабирь, Богатов, Васев, Мижирицкий, Попов, Титов, Шадрин, Шмелев
МПК: B21C 1/00
Метки: непрерывного, труб
...машинах обычной конструкции, установленных вне линии стана. В момент окончания изготовления труб из бунта, когда задний конец трубы находится в проводке, волочильную головку вводят в задний конец трубы на глубину в 1/2-4/5 от длины головки, Глубина введения 1 40 устанавливается в зависимости от коэффициента вытяжки р в волоке по фор- муле где 1 з - длина головки. 45Диапазон глубины введения головки соответствует диапазону коэффициентов вытяжки, наиболее применяемым при беэоправочном волочении, - 1,2 (глубина введения 4/5) - 2 (глубина введения 1/2). Точная установка нужной глубины введения обеспечивается регулировкой расстояния от переднего торца проводки участка соединения концов труб до волоки 4, В момент, когда задний торец...
Способ волочения труб

Номер патента: 1400693
Опубликовано: 07.06.1988
Автор: Гончаров
МПК: B21C 1/00
...осуществляется захват переднего конца заготовки волочильной тележкой 6, При этом отношение скорости перемещения последней к скорости перемещения тележки 3 равно 30 отношению диаметров заготовки и готовой трубы, В процессе волочения оправка втягивается в очаг деформации, врезается в стенку заднего конца заготовки изнутри до образования кольцевого надреза, и, когда тянущее усилие превышает усилие, необходимое для разрыва трубы, в месте надреза происходит отделение заднего конца от остальной части трубы. При этом благодаря действию упругой отдачи задний конец отталкивается в сторону, противоположную волочению, и сжимает пружину. После окончания процесса волочения тележка3 отводится в исходное положение, задний конец сталкивается с...
Привод перемещения каретки волочильного стана

Номер патента: 1400694
Опубликовано: 07.06.1988
Авторы: Баранов, Долбин, Еремеев, Кравченко, Соколовский
МПК: B21C 1/30
Метки: волочильного, каретки, перемещения, привод, стана
...станину 1, раэме" щенный в последней приводной от электродвигателя 2 через редуктор 3 вал 5 4, последовательно установленные на последнем тяговые барабаны 5 и 6, блок 7, жестко соединенный осью вращения с задним торцом волочильной каретки 8, обращенным к тяговым барабанам, размещенные у переднего торца каретки, обращенного к волоке 9, блоки 10 с натяжными устройствами в виде винтов 11, жестко соединенных с ними ползунов 12, в которых установлены ,25 оси вращения блоков О, и гаек 13, закрепленных на станине, и тяговый орган, имеющий по числу тяговых барабанов рабочие ветви 14 и 15. Рабочая ветвь 14 огибает блок 7, концами закреплена на среднем тяговом барабане 5 и выполнена в виде пакета плоских стальных лент. Рабочие ветви 15 огибают...
Способ волочения круглой заготовки

Номер патента: 1400695
Опубликовано: 07.06.1988
Авторы: Грудев, Должанский, Ковалев, Сигалов, Смаковский
МПК: B21C 3/14
Метки: волочения, заготовки, круглой
...телапри скольжении заготовки по его поверхности.оОтгиб концов каждого тела на 180с образованием крючков и разворот ихв противоположные стороны необходимдля обеспечения крепления тела с возможностью вращения на заготовке припропускании ее сквозь крючки тела иобеспечения прилегания ее к поверхности цилиндрического участка телапо винтовой линии. При изгибе концовокаждого тела на величину менее 180не обеспечивается крепление тела назаготовке, при изгибе концов каждогоотела на величину более 180 появляется необходимость разрезать заготовкудля пропускания ее сквозь крючкитела с последующим свариванием концов эаготонки встык.Выбор внутреннего диаметра крючков каждого тела равным 1,1-2,5 диаметра заготовки обусловлен необходимостью...
Способ калибрования труб

Номер патента: 1400696
Опубликовано: 07.06.1988
Авторы: Андреев, Дейнека, Заплаткин, Иванов, Калинушкин, Кирюхин, Князев, Коломенский, Негляд, Соболевский, Стома, Таничев, Фурса
МПК: B21C 37/30, B21D 41/02
Метки: калибрования, труб
...по овальности эа счет устранения влияния внеконтактньк эон деформации, при этом максимальное значение 1ограничивается длиной инструмента.Таким образом, использование предлагаемого способа калибрования обеспечивает изготовление сварных двухшовных труб большого диаметра для магистральных газопроводов с высокойточностью геометрических размеров.Предлагаемый способ калнброваниясварных двухшовных труб опробован вусловиях ТЭСЦ. Калибруют трубы размером 1420 мм с толщиной стенки15,7 им нэ стали на гидромеханическом экспандере фирмы "Тоггапсе" (США),калибрующая головка которого состоитиз 10 раздвигающихся в радиальном направлении сегментов, длиной рабочейчасти, равной 1370 мм, н имеющем надвух противоположньк сегментах пазы,расположенные в...
Устройство для размотки бухты проволоки

Номер патента: 1400697
Опубликовано: 07.06.1988
Автор: Неволин
МПК: B21C 47/22
Метки: бухты, проволоки, размотки
...на последнейступицу 4, опорный диск, выполненныйв виде кольца 5 и соединенных с ними ступицей 4 направляющих 6, полэуш"ки 7 с центрирующими стержнями 8 атакже смонтированные в направляющих 6перпендикулярно последним и параллельно основаниюоси 9 с роликами 10Ролики 10 охватываются попарногибкими тягами 11, которые верхнимиветвями соединены с полэушками 7, асвоими концами - с поворотной стойкой 3. В ползушках 7 установленывтулки 12, в последние ввернуты винты 13, которые фиксируют втулки 12относительно гибких тяг 11.35Устройство работает следующим образом.При подъеме кольца 5 вместе с ним поднимается и ступица 4, при этом гиб 40 кие тяги 11 перекатываются по соответ ствующим роликам 10 и перемещают ползушки 7 с центрирующими...
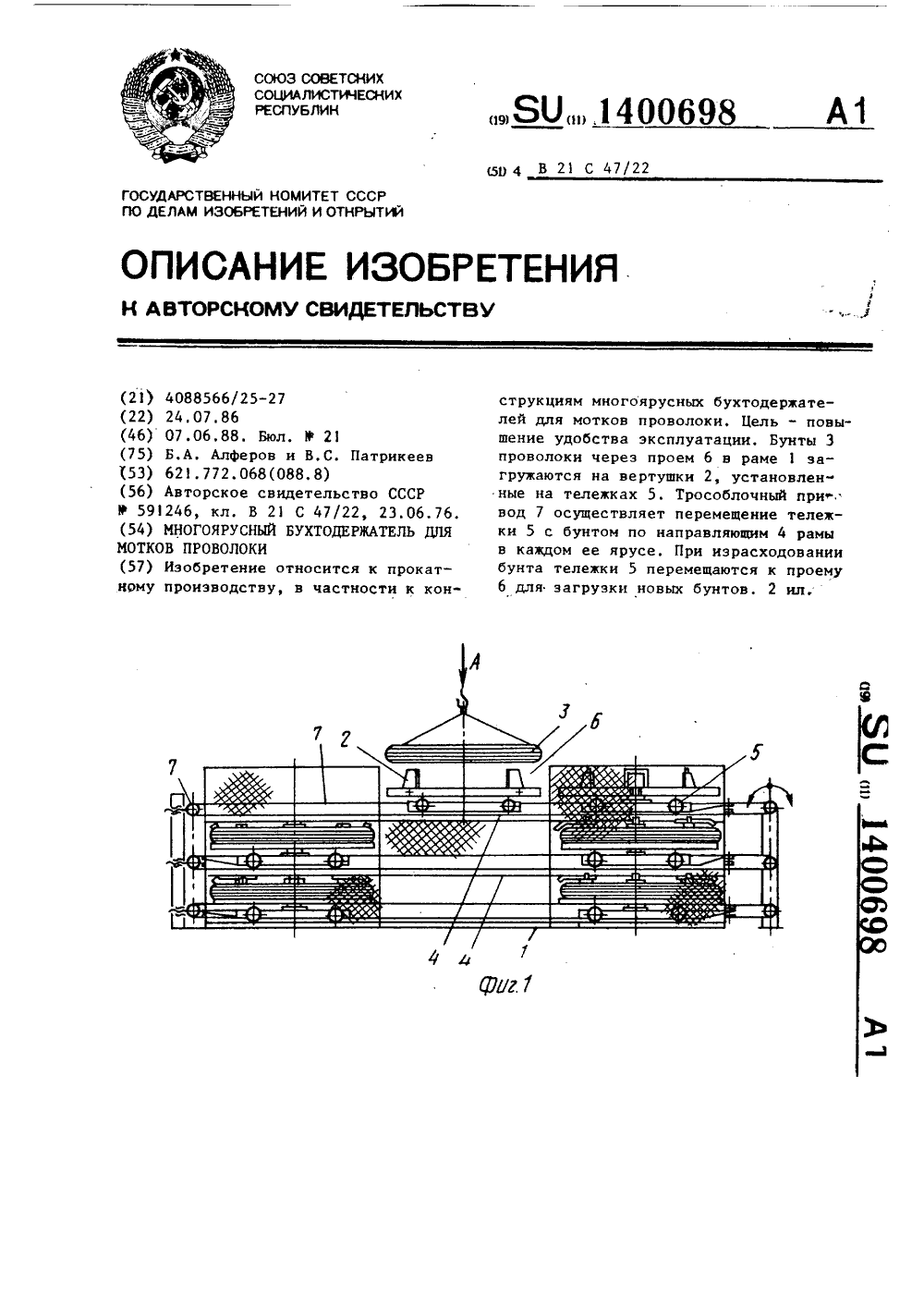
Многоярусный бухтодержатель для мотков проволоки
Номер патента: 1400698
Опубликовано: 07.06.1988
МПК: B21C 47/22
Метки: бухтодержатель, многоярусный, мотков, проволоки
...показан предлагаемый бухтодержатель, общий вид; на фиг, 2вид А на фиг. 1. 10Бухтодержатель содержит раму 1,поворотные вертушки 2 для установкимотков 3 проволоки, а также закрепленные на раме 1 на каждом иэ ярусовгоризонтальные направляющие 4 и размещенные на последних тележки 5. Враме 1 выполнен проем 6. Тележки 5имеют трособлочный привод 7 с лебедкой 8. Для подачи проволоки с каждогомотка 3 в зону армирования служат ролики 9,Каждая тележка 5 снабжена винтовымзажимом (не показан), через которыйпроходит соответствующий трос трособлочного привода 7. При необходимости перемещения соответствующей тележки трос защемляется в ее зажиме. Поворотные вертушки 2 установлены натележках 5.Бухтодержатель работает следующим 30образом.Через проем 6...
Способ правки плоских изделий и устройство для его осуществления

Номер патента: 1400699
Опубликовано: 07.06.1988
Авторы: Бражюнас, Калпокас, Миткус, Паташюс
МПК: B21D 1/00, B21D 31/00
...шпилькой соединен с верхней плитой, а своим фланцем 5 жестко закреплен в полэуне 6 щ пресса и .предназначен для преобразования высокочастотных колебаний, получаемых от ультразвукового генератора, в механические колебания ультразвуковой частоты и передачи их верхней плите 1. К резонансным плитам подключен электрический ток низкого напряжения и большой силы. Верхняя плита служит инструментом для правки деталей 7 и является пассивным волново дом обеспечения условий работы системы в резонансном режиме, Для этого толщина плиты кратна 1/2 длины волны колебаний, а толщина обрабатЫваемых деталей - не более 1/20 длины волны колебаний.35Способ осуществляют следующим образом.Детали 7 после их вырубки на прессе зажимают между верхней 1 и нижней 2...
Способ правки листового проката и планетарная машина для его осуществления

Номер патента: 1400700
Опубликовано: 07.06.1988
Авторы: Горенштеин, Клюйков, Матвеев, Ростем
МПК: B21D 1/02
Метки: листового, планетарная, правки, проката
...на соседних участках.При совпадении направлений скоростей Ч и Ч и возрастании скорости Ч в пределах Ч с Чд с 2 Ч (фиг .2, участок АЕ) количество знакопеременных изгибов возрастает от единицы до и , возможного при Ч = О, скорость изгибов возрастает до скорости Ч при Ч = 2 Ч, показатели режима правки в основном аналогичны показателям режима при Ч = О.Режимы правки при скорости 0 с Чс 2 Ч(фиг.2, участок РАЕ) рекомендуются только для правки специальных сталей, допускающих ограниченное количество знакопеременных изгибов,При совпадении направлений скоростей Ч и Ч возрастании скорости Чо ) 2 Ч (фиг.2, участок ЕС) количест во знакопеременных изгибов возрастает больше и , а скорость изгибов превьшает Ч.При несовпадении направлений скоростей Ч и...
Способ автоматического управления правкой оребренных трубных плетей

Номер патента: 1400701
Опубликовано: 07.06.1988
Авторы: Бедрак, Белов, Стоянов
МПК: B21D 3/02
Метки: оребренных, плетей, правкой, трубных
...осуществляют на УВМ),В начале процесса правки измеряют1величины исходной кривизны плети впроваренной зоне стыка, а также непрерывно измеряют путь подачи плети,т.евеличину перемещения. Пусть расстояние от датчика 5 пути до первого правящего ролика 80,5 м, расстояние между правящими роликами 0,25 м, а расстояние до датчика 9 остаточной кривизны 1,5 м, Когда величина пути подачи становится равной 0,5 м, передний торец плети подходит к первому правящему ролику.Пусть исходная кривизна плети в ее началеоо 1,К4сл 4000 смКоординату сечения плети, над которым установлен первый ролик, определяют путем вычитания величины расстояния от датчика путем до первого ролика иэ величины пути подачи. Для пути подачи 0,5 и зта координата сечения равна...
Стенд для правки рамной пространственной конструкции

Номер патента: 1400702
Опубликовано: 07.06.1988
Авторы: Аранаускас, Беккер, Белюкин, Бубенцов, Кузнецова, Стесин, Трубечков
МПК: B21D 3/10
Метки: конструкции, правки, пространственной, рамной, стенд
...2,12,13,14и 27 и два гидроцилиндра 20 подключены к насосу 28 и сливу 30 через распределители соответственно 34,35,36, 37,38 и 39, Гидроцилиндры 20 связаны с распределителем 38 через гидрозамок 31, а полости 40 и 41 гидроцилиндра 12 сообщены между собой через эамедлительные клапаны 32 и 33,входы 42 и 43 которых соединены между собой и подключены к сливу 30 непосредственно.Два гидроцилиндра 20 могут бытьсвязаны с насосом 28 и сливом 30 независимо через отдельные распределители беэ гидрозамков.Стенд работает следующим образом, Рамную конструкцию 11, подлежащую правке и контролю, устанавливают на основание 1 так, что один из концов конструкции 11 с осевым отверстием находится в подвижном подпружиненном центре на штоке 16 элемента...
Правильно-растяжная машина

Номер патента: 1400703
Опубликовано: 07.06.1988
Авторы: Больбот, Большан, Стародубцева, Фердман, Фрадкин
МПК: B21D 3/12
Метки: правильно-растяжная
...крайнее правое положение, а передняя каретка 3 - положение, когда шток 30 силового цилиндра 29 втянут в рабочую полость и головка 7 шпинделя 6 без зазора под действием пружины 15 прижимается к передней части корпуса 5, что обеспечивает наличие в кулачках 16 фланцев 14 зазоров Р и В, В зависимости от длины правильной полосы задняя каретка 4 передвигается по направляющим 2 станины 1 и неподвижно фиксируется введением специальных штифтов 27 относительно требуемых отверстий 28 станины. Затем правильная полоса или лист попадает в рабочую зону правильно-растяжной машины и вставляется между губками 9 и 22 головок 7 и 20 шпинделей 6 и 19 передней 3 и задней 4 кареток. При наличии пролеллерообразности полосы или листа используется поворотное...
Стенд для правки и испытания проволочных строп

Номер патента: 1400704
Опубликовано: 07.06.1988
Автор: Субботина
МПК: B21D 3/12
Метки: испытания, правки, проволочных, стенд, строп
...давление, и растягивающее усилие от штока цилиндра через трос 3 и блок 4 передается на формообразующий подвижной элемент 5, которы й нач и нает растягивать строп, заставляя его приобретать форму, определенную расположением боковых 7 и натяжного 8 роликов, а также формообразующего подвижного элемента 5.При достижении заданной формы дав ление на натяжной ролик 8 увеличивается, и усилие от стропа 6 через ролик 8, шарикоподшипники 9 и ось 10 передается на ползун 12. Когда преодолено усилие пружины3 регулируемое винтом 14, ползун 12 перемещается вправо, за ним следует нижний 50 конец оси 10, она занимает наклонное положение, наклонным становится также положение ролика 8. Последний нажимает концевой переключатель 16, который подает сигнал в...
Линия изготовления упругих прижимных узлов компакт-кассет

Номер патента: 1400705
Опубликовано: 07.06.1988
Автор: Толстухин
МПК: B21D 3/14, B21D 35/00
Метки: компакт-кассет, линия, прижимных, узлов, упругих
...в положении, указанном на фиг. 5. ;1 ля настройки устройства можно также пользоваться и контрольной полосой прижимных узлов. Размер Х 1 между вершинами стенок опорной рамки 24 равен расстоянию между вершинами опорных поверхностей, цд которые опирается прижимной узел в кцчидкт-кассетах. В исходном положении 1 гдзчер Х между опорной поверхностью илдки 20 и опорными поверхностями рамки 24 равен расстоянию от воспроизводящей головки магнитофона до опорных поверхектей, ца которые опирается прижимной у.ел в комцакт-кассете цри работе в магниз цфццс. Таким образом, создается прогиб ирижимного узла такой, как и прогиб его цри работе в чд цитофоне, а егс усилие прижичд магнитной ленты к восцризводящей гсшнкс дцлжцц быть рдвцц шгчииальному...
Станок для гибки

Номер патента: 1400706
Опубликовано: 07.06.1988
Автор: Бочкарев
МПК: B21D 5/02
...возможностью вращения. На этих же концах рычагов 3 и 4 неподвижно закреплен П-образный рычаг 7 для фиксации согнутой заготовки. Станок также снабжен шаблоном 8 и узлом 9 фиксации. Между шаблоном 8 и корпусом подшипника 5 на станине закреплены направляющие О. Концевые переключатели 11 и 2 и педаль 13 служат для манииу лирования заготовкой.Станок работает следующим образом.Ролик 6 находится в крайнем нравом положении 1. Заготовка вставляется в зазор между шаблоном 8 и роликом 6 и автоматически защелкивается пружинным фиксатором 9. Боковые стенки вставляются в направляющие 10. Включается электропривод 1, и ролик 6, получая движение через кривошипно-шатунный механизм 2, изгибает заготовку через шаблон 8, прижимая ее к боковым стенкам. Дойдя...
Устройство для подгибки кромок

Номер патента: 1400707
Опубликовано: 07.06.1988
Авторы: Лысов, Мартьянов, Мацнев, Моисеев, Сосов
МПК: B21D 5/02
...бочкообразного ролика. Таким образом обеспечивается продольная сопряженная гибка прокатка кромки листа 27, при этом кривизна получаемой поверхности согнутой кром ки определяется кривизной образующей бочкообразного ролика 16 и механическими свойствами материала и толщиной листа 27, которые определяют степень (величину) разгиба со нутой кромки после ее гибки прокатки в роликах машины. Однако в указанном случае подгибки кромок одним бочкообразным роликом 16 не исключается цардпание внутренней по. верхности согнутой кромки.Для устранения царапания поверхности сгибаемой кромки вообще предлагается набирать бочкообразный ролик из комплекта узких роликов, из которых два, одинаковой формы, жестко связывают с валом 6 (для передачи вращения), а...
Рабочая клеть профилегибочного стана

Номер патента: 1400708
Опубликовано: 07.06.1988
Авторы: Горбач, Докторов, Марин, Тришевский
МПК: B21D 5/06
Метки: клеть, профилегибочного, рабочая, стана
...с возможностью перемещения для осуществления постоянного контакта с металлом 74 в горизонтальной плоскости вдоль оси профилирования и перпендикулярно ей, и расположены в одной вертикальной плоскости,удаленной от осевой плоскости валков нарасстояние 5, равное5,=Чгде Ч - скорость профилирования; 51, - время перехода валков из одного положения в другое.В конструкции могут быть применены различные виды датчиков, например индукционные, пьезодатчик, реохордные и другие 10В процессе работы крутящий момент отвалов 8 и 9 передается через шпонки 1 Ои 11 крышкам 12 и 13, а от них при помощиболтов 14 - формующим дисковым элементам 1 и 2. Регулировочные втулки 6 и 7и рабочие диски 16 и 17, соединенные с нимиболтами 15, свободно установлены при помощи...
Станок для гибки трубных панелей

Номер патента: 1400709
Опубликовано: 07.06.1988
Авторы: Зоншайн, Коренев, Куприянов
МПК: B21D 7/02
Метки: гибки, панелей, станок, трубных
...своим концом расположенный в канавке 31 защелки 29 с возможностью перемещения из нее под воздействием пружины 37 в паз 33 пальца 30.Станок работает следующим образом, Перед началом гибки портал 2 разворачивается на плитах 20 так, что направляющие совпадают с направлением линии начала гибов труб панели. Фиксатор, повернув относительно оси, устанавливают в исходное положение, при котором шаг между защелками в свету соответствует шагу труб после изгиба их на угол, равный сумме угла по чертежу панели и угла пружинения,Панель с прямыми трубами укладывается на станину 1 и закрепляется. Включается привод 6, винт 5 приводится во вращение и перемегцает суппорт 4 по направляющим 3. Вместе с суппортом 4 перемешается механизм 14 точной остановки....
Станок для изготовления замкнутых коробчатых изделий

Номер патента: 1400710
Опубликовано: 07.06.1988
Автор: Ковалевский
МПК: B21D 7/02
Метки: замкнутых, коробчатых, станок
...34 с пазами 35, степки которы. имеют Уклон 50 для захода шеек 31 и 32.Станок работает следующим образом.В исходном положении штоки силовых цилиндров 3, 16, 22 и 23 втянуты и находятся в крайних положениях, рабочие поверхности гибочных рычагов 17 и 18 развернуты 5 на подъемно.опускном столе 4 в одну горизонтальную плоскость. На эту плоскость до 2упора с фиксаторами 24 укладывают заготовку 25. Нажатием на соответствующую ручку рычага пневмораспределителя (не показан) станок включается на автоматическое выполнение команд в следующей последовательности. Вначале при включении цилиндра 16 его шток посредством коромысла 14 и серьги 15 выдвигает по направляюдцим 11 угловые колодки 12 с калибруюшими профилями 13 симметрично продольной оси...
Станок для гибки змеевиков

Номер патента: 1400711
Опубликовано: 07.06.1988
Авторы: Алхов, Бондаренко, Чесноков
МПК: B21D 7/024
Метки: гибки, змеевиков, станок
...ее в гибочных головках 8 и 9 и смыкание полушаблонов 1 О и 18.Включением гилродвигателя 47 перемещают каретку 4 на величину дуги угла цервого гиба. При этом ось шестерни 34 перечеп 1 ается на ту же величину, сама шестерня катится по неподвижной рейке 36, рейка 22 проходит в два раза большее расстояние,Ввиду того, что радиус шестерни 2 в лва раза больше радиуса шаблона, рейка 22 пр.изводит поворот шестерни 21 (а вместе с ней вала-полушаблона8 и поворотной плиты 20) на угол 1. Затем плеть расфиксируют, поднимают над плоскостью гибки, все механизмы возвращаются в исходное положение многократной отгибки и цикл повторяют необходимое количество раз в зависимости от числа гибов на конце змеевика(фиг. 9 ц, б, в, г) . Госле этого плеть повора....
Пуансон машины для гибки коробчатых изделий

Номер патента: 1400712
Опубликовано: 07.06.1988
Авторы: Лейн, Лощицкий, Полянский, Садков
МПК: B21D 7/024
Метки: гибки, коробчатых, пуансон
...чее положение, поперечный разрез; на фиг. 2 то же, рабочее положение, поперечный разрез; на фиг. 3 - разрез А - А на фиг. 2.Гуансон состоит из корпуса 1, на котором расположены прижимной силовой цилиндр 2 и кронштейны 3. На конце штока 4 силового цилиндра 2 закреплена подвижная прижимная плита 5. Четыре боковых 6 и четыре угловых 7 колодок шарнирно закреплены на кронштейнах 3 и на подвижной при кимной плите 5 через планки 8 и 9. Боковые колодки 6 имеют Г-образные направляющие пазы, по которым перемещаются оси 1 О, закрепленные в планках 8. Как боковые, так и угловые колодки имеют рабочий профиль, выполненный по форме изделия, и являются калибрующими.Пуансон работает следующим образом.При движении штока 4 вниз боковые колодки 6...
Гибочная головка трубогибочного станка

Номер патента: 1400713
Опубликовано: 07.06.1988
Автор: Шубин
МПК: B21D 7/025
Метки: гибочная, головка, станка, трубогибочного
...трубы в гибочную головку. В начальный момент проталкивания трубы за счет напряжения всех звеньев механизма проталкивания, происходит кратковременная остановка проталкивания, возрастают удельные давления на трубу. Кроме того, скачок 55 удельного давления на трубу удваивается за счет скачка усилий гибки (резкий переход от прямой к радиусу в начале гибки). Обычно такая концентрация удельного давления (например, при гибке роликом) вызывает вмятины или поломку трубы. При гибке с фильерами площадь контакта резко возрастает, соответственно снижаются усилия на трубу, что позволяет сблизить гибочный инструмент, а значит и уменьшить прямые участки.Продолжение цикла гибки происходит при одновременном движении фильеры и трубы. Движение гибочной...
Станок для гибки змеевиков

Номер патента: 1400714
Опубликовано: 07.06.1988
Авторы: Самохвалов, Уханов, Феденчук, Чупин
МПК: B21D 11/06
Метки: гибки, змеевиков, станок
...под действием цилиндра 9 каретка 7 совершает обратный ход, упираясь упорной площадкой 3 в один из поставленных упоров 38. Срабатывает зажим 10, включается цилиндр 9 и каретка 7 подает заготовки 11 на величину последуюшей ветви змеевика и гибочные ролики 5 и 6 механизма 2 гибки, после чего происходит гиб в противоположную сторону под действием цилиндра 4 гибочным роликом 6 и так далее до последней ветви змеевика, после чего происходит остановка станка.Работа программного механизма 14 изменения хода каретки 7 заключается в том, что при включении станка происходит поворот штанги 19 на 90 в рабочее положение под действием привода 34 через рычаг 33, при этом храповая рейка 21 входит в зацепление своим первым зубом 23 с подаюшей 28 и...
Устройство для гибки преимущественно токоведущих шин

Номер патента: 1400715
Опубликовано: 07.06.1988
Авторы: Куровский, Скибинский
МПК: B21D 11/20
Метки: гибки, преимущественно, токоведущих, шин
...10, расположенных со стороны наружного радиуса гиба. На шарниры губок 11надета серьга 12 с продольным пазом, обеспечивающим заданный вяутренний радиусгиба. Гибочные рычаги 6 установлены накатках 13, взаимодействующих с установленной на раме 1 опорной плитой 4.Для регулирования хода траверсы 4 нашток 3 надеты разьемное кольцо 5 и пустотелая гайка 16, ввинченная в траверсу 4.Конец штока может скользить в отверстиигайки 16. На конце штока с помощью болтов 17 и пружинных шайб 18 закрепленаупорная шайба 19.Устройство работает следующим образом.Заготовка-шина 20 укладывается на гибочные рычаги между губками 10 и 1 так,что место гиба шины совмещается с риской,нанесенной на опорной плите 14. Включается пневмоцилиндр 2, приводится в движение...
Способ изготовления полых изделий из трубчатых заготовок

Номер патента: 1400716
Опубликовано: 07.06.1988
Авторы: Адаскин, Анисимов, Графов, Завьялова, Захаров, Карякин, Фофлин, Штейн
МПК: B21D 19/00
Метки: заготовок, полых, трубчатых
...г Ужгород, ул. Проектная, 4 Изобретение относится к обработке металлов давлением, в частности к получению изделий с донной частью, и может быть использовано в машиностроительной промышленностии. Цель изобретения - расширение технологических возможностей путем обеспечения получения изделий с дном.На фиг. 1 изображена схема формообразования донной части полуфабриката; на фиг. 2 - отделение готового изделия.Способ осуществляют следующим образом.Вращающуюся трубную заготовку 1 деформируют до получения донной части 2 дисковым инструментом 3, перемещающимся в радиальном направлении к оси заготовки, выполненным с деформирующей 4 и режущей 5 частями, при этом соь инструмента наклонена к оси заготовки. Затем полуфабрикат подают на шаг, равный...