Патенты опубликованные 23.05.1985
Устройство для охлаждения калибров валков сортовых станов

Номер патента: 1156753
Опубликовано: 23.05.1985
Авторы: Беда, Видишев, Гончаров, Деревянко, Ермаков, Катан, Недосекин
МПК: B21B 27/06
Метки: валков, калибров, охлаждения, сортовых, станов
...Такая скорость достигается при давлении воды 5-10 ати.Для увеличения диапазона регули рования плотности струи применяют щелевое сопло с длиной прямолинейного участка, равной 5 см. Коллекторы устанавливают на расстоянии 0,8 м от охлаждаемых поверхностей валков, ближе по конструктивным и технологическим причинам установить их невозможно. Применяя вставки из пористой резины толщиноЪ 5 мм при одном расходе воды через сопло, плотность струименяется пропорционально ширине эластичного, участка, Наиболее типичны три случая:1. Щелевидное сопло, его прямолинейный участок шириной 5 см и высотой сопла д = 2 мм выполнен без зластичйых вставок (фиг. 3), струя потока воды имеет вид расходящегося конуса (фиг. 6). Т 1. Щелевидное сопло, его...
Устройство для смазки шарниров шпинделей прокатного стана

Номер патента: 1156754
Опубликовано: 23.05.1985
Авторы: Бардин, Меркулов, Петров, Стерник, Яблоновский
МПК: B21B 35/14
Метки: прокатного, смазки, стана, шарниров, шпинделей
...вызываемое изно- эрсом биение вращающихся деталей, нарушение герметичности корпусов и большие утечки смазочного материала.Наиболее близким техническим решениемк изобретению является устройство для 2 чсмазки шарниров шпинделей прокатного стана, имеющее корпус, катки, через которыекорпус опирается на шпиндель, приемноекольцо с каналами для подвода смазки кповерхностям трения, закрейленное на шпинделе, и подпружиненный уплотнительный элемент с каналом, связанным с источникомсмазки 121.Недостатками известного устройства являются значительное биение корпуса, особеннопри износе роликов и дорожек качения, вызываемый биением неравномерный износ по.верхностей трения бурта и повышенныеутечки смазки,Целью изобретения является...
Система управления реверсивным станом холодной прокатки

Номер патента: 1156755
Опубликовано: 23.05.1985
МПК: B21B 37/16
Метки: прокатки, реверсивным, станом, холодной
...38 соединен с элескорости при раскатке заднего конца ментом И 43 и с 3-входом триггера 40полосы 2 и заправке его в зев моталки К-вход триггера 40 и Б-входй тригге 6 осуществляется узлом 14 задания ров 41 42и соединены с командоапскорости заднего конца полосы, выход паратом 39. Второй вход элемента Икоторого соединен с вторым входом 43 соединен с инверсным выходом тригблока 11 и с входом блока 12 управле- гера 41, К-,-входы триггеров 40 и 42ния приводами 8 и 9 соответственно 3 Осоединены с кнопкой 47. К-вход триг-валков 4 и моталки 5. Входы узлов гера 42 соединен с выходом элемен 13 и 14 задания скоростей переднего т И 44та , входы которого соединеныи заднего концов полосы соответствен- инверсным выходом релейного...
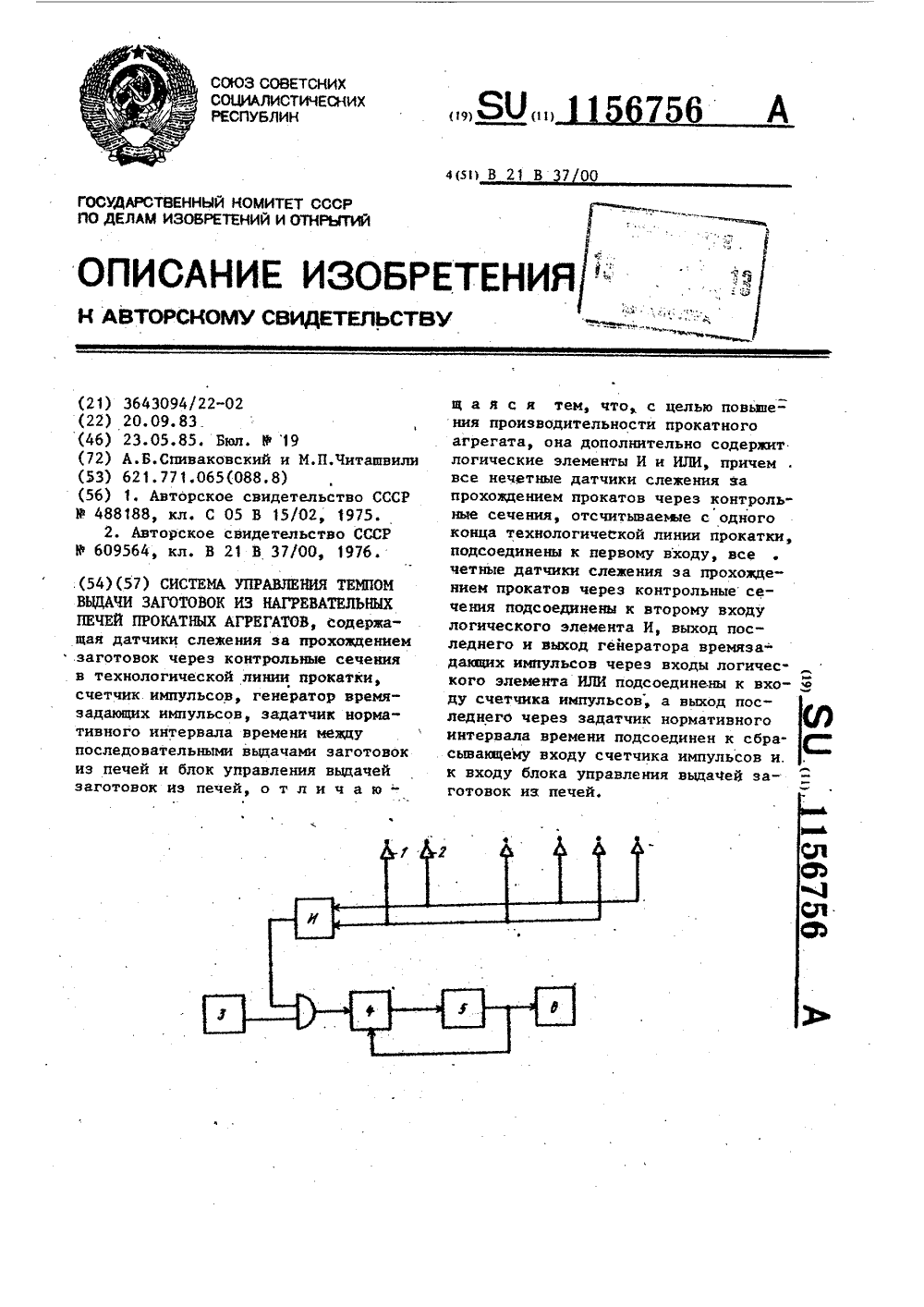
Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов
Номер патента: 1156756
Опубликовано: 23.05.1985
Авторы: Спиваковский, Читашвили
МПК: B21B 37/00
Метки: агрегатов, выдачи, заготовок, нагревательных, печей, прокатных, темпом
...заготовок из печей и блок управления выдачей заготовок из печей, дополнительно содержит логические элементы И и ИЛИ,причем все нечетные датчики слеженияза прохождением прокатов через контрольные сечения, отсчитываемые с одного конца технологической линиипрокатки, подсоединены к первому входу, все четные датчики слежения эапрохождением прокатов через контрольные сечения подсоединены к второмувходу логического элемента И, выходпоследнего и выход генератора времязадающих импульсов через входы логического элемента ИЛИ подсоединенык входу счетчика импульсов, а выходпоследнего через задатчик нормативного интервала времени подсоединенк сбрасывающему входу счетчика импульсов и к входу блока управлениявьдачей заготовок иэ печей,На чертеже...
Система управления участком взвешивания слитков в потоке стана горячей прокатки

Номер патента: 1156757
Опубликовано: 23.05.1985
МПК: B21B 37/00, B21B 39/00
Метки: взвешивания, горячей, потоке, прокатки, слитков, стана, участком
...по выходу с приводом роль- ганга весов через датчик тока, выходы датчика импульсов и релейного элемента, вход которого соединен с 55 выходом датчика тока, соединены с входами второго элемента И, выход которого соединен с третьим элементом И, выход которого соединен с входом второго цифрового интегратора, выход которого соединен с вторым входом сумматора, третий вход которого через квадратор соединен с выходом тахогенератора, четвертый входсумматора соединен с источником постоянного сигнала, выход второго элемента И соединен с третьим входом первого элемента И, второй датчик наличия металла соединен с вторым входом третьего элемента Ивыход триггера памяти соединен через четвертый элемент И с входом блока управления приводом весов, выход...
Устройство для волочения изделий в режиме гидродинамического трения

Номер патента: 1156758
Опубликовано: 23.05.1985
Авторы: Колмогоров, Орлов, Плахотин, Покачко, Соколовский
МПК: B21C 3/14
Метки: волочения, гидродинамического, режиме, трения
...и открытий 113035, Москва, Ж, Раушская наб д, 4/5Филиал ЛПП "Патент", г, Ужгород, ул. Проектная, 4 1 1156Изобретение относится к волочильному производству.Целью изобретения является.снижение металлоемкости устройства и повышение иэносостойкости рабочего 5 инструмента.На чертеже изображено предлагаемое устройство, разрез.Устройство состоит из корпуса 1, выполненного в виде полого шара, во 10 внутренней полости которого установлена эластичная оболочка 2, связанная через отверстие 3 и штуцер 4 с источником высокого давления.В корпусе 1, состоящем из двух: 1 половин с разъемом в диаметральной плоскости, перпендикулярной оси волочения, установлен рабочий инструмент 5 и напорный элемент 6, причем рабочий йнструмент 5 установлен в одной 20...
Способ изготовления биметаллических труб

Номер патента: 1156759
Опубликовано: 23.05.1985
Авторы: Губинский, Гуляев, Довлядова, Друян, Жуковский, Чукмасов
МПК: B21C 23/22
Метки: биметаллических, труб
...микронеровности, высота которыхв 2,4-5,0 раз больше высоты микронеровностей на остальных участках сердечника и оболочки, а обжатие заготовки начинают с ее конца, на котором высота микронеровностей наповерхностях сердечника и оболочкибольше.8 Тираж 775 Подписно Заказ пиал ППЛ "Патент", г. Ужгород, ул, Проектная,1 1Изобретение относится к обработке металлов давлением, в частности, к технологии получения биметаллических труб.Цель изобретения - повышение коэффициента использования материала за счет снижения концевой обрези,На чертеже изображена заготовка перед обжатием, продольный разрез.Способ. осуществляется следующим образом.Изготавливают стержень 1 и оболочку 2, при этом на одноименных их. концах на внешней поверхности сердечника...
Устройство для прессования изделий

Номер патента: 1156760
Опубликовано: 23.05.1985
Авторы: Запорожченко, Олейник, Остапенко
МПК: B21C 25/00, B21J 5/04
Метки: прессования
...ступени полости корпуса, матрицу 3, соосно размещенную.в полом поршне, ступенчатый плунжербольшая ступень которого расположена в большей ступени корпуса, пружины 5 и 6 возврата соответственно 20полого поршня и матрицы в исходноеположение, Полости корпуса над ипод полым поршнем заполнены рабочейсредой и соединены с источником высокого давления (не показано). 25При горячем прессовании на торцахполого поршня необходимо размещатьтеплоизолирующие прокладки 7 и 8,которые могут быть выполнены из металлов, кварцевого песка и т.д.Устройство работает следующим образом.После установки заготовки 9 вполый поршень 2, находящийся в крайнем верхнем положении под действиемпружины 5, в полый корпус 1 вводятступенчатый плунжер 4, после чего полости...
Матричный блок для прессования изделий

Номер патента: 1156761
Опубликовано: 23.05.1985
Авторы: Замараев, Третьяков, Хохряков
МПК: B21C 25/02
Метки: блок, матричный, прессования
...Тираж ИИПИ исное иал ППП "Патент", г.Ужгород, ул.Проектная, 4 Изобретение относится к обработке металлов давлением, в частностик матрицам для прессования металлов.Цель изобретения - повышение стойкости, снижение металлоемкости и 5уменьшение габаритных размеровматрицы.На фиг. 1 изображен матричныйблок, продольный разрез; на фиг.2разрез А-А на фиг. 1, на фиг. 3 - 10сечение Б"Б на фиг. 2,Блок состоит из полого корпуса1, соосно размещенной в,нем матрицей 2 с калибрующим каналом 3, калибрующих роликов 4, образующих очко, и"опорного элемента 5. В матрице и опорном элементе выполненыуглубления 6 и 7. На торцах роликоввыполнены глухие конические отверстия 8, в которых размещены шарики 209, а иа плоских поверхностях углублений в матрице...
Матрица для прессования изделий

Номер патента: 1156762
Опубликовано: 23.05.1985
Авторы: Данилин, Евланов, Ефремов, Миронов, Охрименко, Щерба
МПК: B21C 23/32, B21C 25/02, B21J 13/02 ...
Метки: матрица, прессования
...для смазкиматериалов, которая выполнена в ви- щде ряда концентричных канавок 3,пересекающихся с радиальными канавками 4, направленных вдоль линиитеченйя прессуемого материала. Приэтом поперечное сечение каждой из 2канавок 4 увеличивается в направлении от очка к периферии матрицы собразованием ступеней 5 в местах ихпересечения с концентричными канавками. Ширина каждой концентричной канавки у дна может превышать ее ширину у торца матрицы. Этим обеспечивается возможность размещения большого количества смазки, Как концентричные, так и радиальные канавки заканчиваются на плоскости рабочего35торца корпуса матрицы, не доходя доее очка,Количество канавок 3 и 4, частотаих нанесения на торце корпуса 1, их40 762поперечное сечение, величина...
Матричный блок для прессования изделий

Номер патента: 1156763
Опубликовано: 23.05.1985
Авторы: Ботвинникова, Гусев, Ефремов, Недугов, Чормонов, Щерба
МПК: B21C 23/32, B21C 25/02, B21J 13/02 ...
Метки: блок, матричный, прессования
...для прессования изделий из металлов и сплавов со смазкой.Цель изобретения - повышение стойкости блока.На чертеже представлен матричныйблок, продольный разрез, 1 ОМатричный блок содержит обойму 1,матрицу 2, кольцевой сборник 3 смаз-ки, связанный каналом 4 с источником смазки (не показан). В каналеустановлен штуцер 5 с клапаном. 15В обойме концентрично размещены пакет биконических колец 6 и тарельчатых пружин 7. На конических поверхностях колец 6 выполнены открытые сквозные пазы 8 для подвода 20смазки к матрице. Между фланцем матрицы и обоймой имеется зазор 9,Матричный блок работает следующим образом.Блок устанавливают на экструзионном прессе. От источника смазкипод давлением, превышающим усилиепружины обратного клапана штуцера...
Устройство для очистки внутренней поверхности контейнера пресса

Номер патента: 1156764
Опубликовано: 23.05.1985
Авторы: Балакин, Вакуленко, Друян, Корсунский, Крупман, Куриленко, Ляховецкий, Мирошкин
МПК: B08B 9/08, B21C 23/32, B21C 35/06 ...
Метки: внутренней, контейнера, поверхности, пресса
...давлением, в частности,к вспомогательному инструменту прес-.совых установок.Цель изобретения - расширениетехнологических возможностей за счетобеспечения очистки контейнеровразличного поперечного сечения.,На фиг. 1 представлено устройство,продольный разрез; на фиг. 2 - узел 11 рна фиг. 2; на фиг. 3 - разрез А-Ана фиг. 1 (варианты поперечного сечения); на фиг. 4 - скребки (варианты).Устройство содержит полый корпус 1,штангу 2, очистные элементы 3 в видескребков, установленные в сквозныхрадиальных каналах 4 корпуса, упругие элементы 5 и 6, размещенные в радиальных каналах корпуСа. Нерабочиеторцы скребков могут быть выполненысферическими (фиг. 2).Количество скребков выбирают конструктивно, обычно равным числу очи"щаемых углов или...
Установка для сборки и сварки прямошовных труб

Номер патента: 1156765
Опубликовано: 23.05.1985
Авторы: Казакевич, Кокорев, Кулешов, Мандельберг, Мошкин, Негляд, Фартушной
МПК: B21C 37/08
Метки: прямошовных, сборки, сварки, труб
...заготовки в виде тянущих клетей 4 и сварочные аппараты 5. Секции шовосжимающей клети 3 выполнены в виде станины 6, в которой установлены собирающие 7, кромковыравнивающие 8 и удерживающие 9 ролики. На внутренней оправке 2 на участках секций шовосжимающей клети35 установлены опорные 10, кромковырав" нивающие 11 и удерживающие 12 ролики. При этом собирающие ролики 7 шовосжимающей клети 3 расположены между опорными 1 О и кромковыравнивающими 11 роликами внутренней оправки, а кромковыравнивающие ролики 11 внутренней оправки расположены между кромковыравнивающими роликами шовосжимающей клети 3. В зоне тянущих клетей на внутренней .оправке 2 установлены валки 13, взаимодействующие с валка- ми 14 тянущих, клетей 4. При этом верхние валки...
Устройство для клеймения проката

Номер патента: 1156766
Опубликовано: 23.05.1985
Авторы: Богомолов, Дунаев, Орлов, Пугачев, Рудаков
МПК: B21B 15/00, B21C 51/00, B25H 7/04 ...
...4 - разрез А-А на 15 фиг. 2.Устройство состоит из рамы 1, на которой шарнирно установлен клеймовочный рычаг-маятник 2. Приводом рычага 2 служит цилиндр 3. Рычаг О маятник несет комплекс постоянных клейм 4, содержащих редко сменяемую информацию, а также сменные клейма 5, содержащие информацию о частях слитка, иэ которых получены соответствующие отрезки проката. Каждое сменное клеймо 5 закреплено на одном плече Г-образного рычага 6, установленного шарнирно на оси 7 в пазу клеймовочного рычага 2, Другое плечо Г-об разного рычага 6 соединено с кулисой 8, кулисный камень 9 которой шар-. нирно установлен на оси 10 в пазу клеймовочного рычага-маятника 2, Между кулисным камнем и шарнирому связывающим кулису с Г-образным рычагом, установлена...
Устройство для маркирования изделий

Номер патента: 1156767
Опубликовано: 23.05.1985
МПК: B21B 15/00, B21C 51/00
Метки: маркирования
...краски на конце трубопроводаа.На фиг. 1 представлено устройство, продольный разрез; на фиг. 2 - вид А на фиг. 1.Устройство содержит раму 1, корпус 2, резервуар 3 с краской, электромагнит 4. В корпусе установлен ползун 5, один из концов которого установлен с возможностью взаимодействия с электромагнитом, а на вто ром в цапфах установлена ось 6 с закрепленными на ней роликом 7 и шестерней 8. Между корпусом и ползуном установлена пружина 9. В стенке ползуна выполнено сквозное окно, в котором размещен трубопровод 10. Полый поршень 11 подпружинен относительно ползуна пружиной 12 и связан с помощью гибкого шланга с резервуаром. На корпусе закреплена рейка 13, взаимодействующая с шестерней. Изделие - цепь 14 Обкатывается по звез дочке 15....
Станок для двусторонней гибки труб

Номер патента: 1156768
Опубликовано: 23.05.1985
Авторы: Бондаренко, Маркин, Чесноков
МПК: B21D 7/02
Метки: гибки, двусторонней, станок, труб
...того, шестерни взаимодействуют с приводной рейкой 24, установленной с возможностью возвратно-поступательного перемещения в направляющих 25 блока 16 и связанной со штоком цилиндра 26, жестко укрепленным, в свою очередь, в блоке.Станок работает следующим образом, Для выполнения гибочиых операций ста.нок настраивается на определенный типоразмер иэгибаемых труб. При настройке необходимо обеспечить соосность подвижных шаблонов 17 и поворотных кареток 5, для чего включением цилиндра 14 (на натяги. ванне штока) суппорт 12 с блоками 16 и шаблонами 17 перемещается в крайнее верхнее положение. Включением цилиндровв 26 (на выталкивание штока) речка 24,перемещаясь вперед по напр авля ющи м 25,поворачивает шестерни 21, которые, воздействуя на реечные...
Способ изготовления листа с гофрами

Номер патента: 1156769
Опубликовано: 23.05.1985
Авторы: Майоров, Майорова, Омельченко
МПК: B21D 13/02
...4 Редактор Т. Кугрышева Заказ 3233/9 ВНИИПИпо д113035, Мо Филиал ППП Изобретение относится к обработке металлов давлением, а точнее к листовой штамповке, и может быть использовано при производстве гофрированных панелей. применяемых в конструкциях железнодорожных вагонов, автомобильных и тракторных прицепов, контейнеров.Целью изобретения является повышение качества изделий за счет снижения утонения.На фиг. 1 в левой части показано положение заготовки и формовочных блоков в исходном состоянии, в правой части - в конце, процесса гофрирования при получении на заготовке четного числа гофров; на фиг. 2 - часть изделия, полученного предлагаемым способом.Листовую заготовку укладывают на матрицы 1, которые перед укладкой заготовки разводят...
Способ изготовления кольцевых поковок

Номер патента: 1156770
Опубликовано: 23.05.1985
Авторы: Лобанов, Пономаренко, Разинков, Слыш
МПК: B21D 19/08
...процесса.Заготовку 1 укладываютна пуансон- матрицу 2 обрезного п ресса, В начале хода ползуна пресса прошивается отверстие прошивником 3. При дальнейшем .ходе отбортовочная матрица 4 надавливает на облой и перемещает заготовку, при этом отбортовывается ее верхняя часть. После перехода всей части заготовки на цилиндрическую поверхность пуансон-матрицы происходит ее торможение с помощью кольцевого упора 5, в результате чего обрезается облой. Отформованная поковка 6 удаляется из полости штампа при обратном ходе пресса кольцевым упором 5 с помощью системы тяг.Приведенный количественный интервал соотношения размеров толщины облоя и толщины стенки дна обусловлен данными, полученными в процессе проведения опытной штамповки. При отбортов 1 е...
Штамп для формовки концов труб

Номер патента: 1156771
Опубликовано: 23.05.1985
Авторы: Кащенко, Приходько, Сыч
МПК: B21D 22/02, B21D 41/00
Метки: концов, труб, формовки, штамп
...именно к формообразованию трубных изделий, и может быть использовано для формообразования изделий из сортового проката.Целью изобретения является повышение производительности и безопасности труда за счет автоматического удаления детали.На фиг. 1 ";изображен штамп, разрез; на фиг. 2 - разрез А - А на фиг, 1; на фиг. 3 - штамп в момент совмещения отверстия матрицы с отверстием в ползушке.Штамп состоит из верхней 1, на которой закреплены отбортовочный пуансон 2, клиновой механизм 3, предназначенный для сведения секций разъемной матрицы 4, закрепленной на нижней плите 5 штампа, привода, предназначенного для передвижения ползушки 6, расположенной под разъемной матрицей 4 в нижней плите 5, съемника 7, пружины 8 возврата ползушки в исходное...
Штамп для штамповки заготовок

Номер патента: 1156772
Опубликовано: 23.05.1985
Авторы: Бедрин, Борисенко, Волков, Капитонов, Умнягин
МПК: B21D 22/02
Метки: заготовок, штамп, штамповки
...фиг. 1 показан штамп, общий вид; на фиг, 2 - разрез А - А на-фиг. 1; на фиг. 3 - схема установки обрабатываемой заготовки. Штамп для штамповки заготовок содержит верхнюю и нижнюю плиты 1 и 2, приводной пуансон 3, установленный на верхней плите 1, пневмовихревой генератор колебаний, смонтированный в нижней плите 2 соосно приводному пуансону 3 и выполненный в виде втулки 4 с отверстиями 5, равномерно расположенными по касательной к ее внутренней поверхности. Внешняя поверхность втулки 4 пневмовихревого генератора колебаний имеет кольцевую выточку 6, соединенную с источником сжатого воздуха. Матрица штампа выполнена составной из двух частей (первая 7 в виде опорного диска с отверстием и полым хвостовиком), Диск имеет отверстие и...
Способ изготовления полых деталей с внутренним бортом

Номер патента: 1156773
Опубликовано: 23.05.1985
Автор: Корнеев
МПК: B21D 22/10
Метки: бортом, внутренним, полых
...- исходное положениесправа - конечный момент формообразованиями; на фиг. 2 - 4 - полуфабрикаты, полученные соответственно после вытяжки и обжима, а также готовая деталь.Устройство для осуществления способа содержит матрицу 1 с опорным элементом 2 и подпружиненным выталкивателем 3, а также основание 4. Способ осуществляется следующим образом,Предварительно вытягивают цилиндрическую заготовку и обрезают по торцу в расчетный размер, затем цилиндрическую заготовку помещают в штамп обжима и обжимают в краевую часть до расчетного периметра. Радиус сопряжения стенок детали 3 принимается при этом возможно максимальным по технологическим соображениям. Высота заготовки в этом случае получается несколько больше расчетной. Полученную заготовку для...
Штамп для изготовления полых изделий

Номер патента: 1156774
Опубликовано: 23.05.1985
Авторы: Баранов, Киров, Морозов
МПК: B21D 22/10
...величину не менее 0,2 толщины заготовки 7.Штамп работает следующим образом.В начальный момент штамповки прижим 2 и пуансон 3 устанавливают так, что их торцовые поверхности образуют одну плоскость. Плоскую листовую заготовку 7 устанавливают на штамп и опускают гидро- эластичную матрицу 1.Давление, создаваемое гидроэластичной матрицей 1, передается прижиму 2 и он опускается вниз, При этом заготовка 7 пластически деформируется и облегчает поверхность пуансона 3. При опускании прижима 2 ниже канавки 5 на пуансоне 3 происходит обрезка припуска 8 на режущей кромке 4 и уменьшение его диаметра по внутреннему контуру. Чтобы удалить обрезанный припуск 8 вверх без снятия с пуансона 3, необходимо увеличить диаметр внутреннего контура припуска 8 до...
Штамп для листовой штамповки

Номер патента: 1156775
Опубликовано: 23.05.1985
МПК: B21D 22/10, B21D 28/18
Метки: листовой, штамп, штамповки
...Заказ 3233/9 Ти.раж 775 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул, Проектная, 4Изобретение относится к обработке металлов давлением и может быть использовано в процессах листовой штамповки эластичной средой.Целью изобретения является повышение производительности за счет улучшения условий съема отштампованных деталей.На чертеже схематически изображен штамп, продольный разрез,Штамп содержит закрепленный на верхней плите 1 контейнер 2 с размещенной в нем эластичной матрицей 3, имеющей вогнутую рабочую поверхность. В полости контейнера 2 под матрицей .3 помещен подвижный упор 4, выполненный в виде кольца, повторяющего в...
Способ центрирования полосового материала при штамповке

Номер патента: 1156776
Опубликовано: 23.05.1985
Автор: Емелин
МПК: B21D 28/00, B21D 35/00, B21D 43/00 ...
Метки: полосового, центрирования, штамповке
...пара от другой на расстоянии, отличающемся от шага подачи. Это нужно для того, чтобы вторая по ходу обработки пара ловителей 6 не попалана участки, деформированные первой парой ловителей 4, иначе центрирование будет некачественным. Ловители 4 и 6 каждой пары расположены один от другого на расстоянии Р, меньшем ширины полосы 7. Пары ловителей 4 и 6 могут быть расположены одна от другой на расстоянии, равном шагу подачи, но в этом случае ловители 6 второй пары должны быть расположены один от другого на расстоянии, меньшем, чем ловители 4 первой пары, и внедрялись на большую глубину для качественной центрации. В штампе установлен также упор 8. Штамп, на котором выполняется способ центрирования при совмещенной штамповке, содержит на...
Штамп для листовой штамповки

Номер патента: 1156777
Опубликовано: 23.05.1985
Авторы: Медвинский, Пыдрин, Ратников
МПК: B21D 37/00, B21D 37/18
Метки: листовой, штамп, штамповки
...эксплуатационной надежности штампа за счет обеспечения принудительной очистки и смазки матрицы в процессе штамповки.На чертеже схематично изображен штамп в исходном и конечном положениях штамповки, продольный разрез.Штамп содержит пуансон 1, матрицу 2 с расположенным в ее полости выталкивателем 3. В верхней части выталкиватель выполнен со ступенью 4 меньшего диаметра, образующей с внутренней стенкой матрицы 2 кольцевую полость.В полости размещен сальник 5, образованный путем запрессовки в полость стандартной сальниковой набивки. Для фиксации сальника 5 на выталкивателе 3 предусмотрена гайка 6. Высота сальника 5 меньше высоты ступени 4 выталкивателя. В результате над сальником в матрице образуется полость 7. служащая для размещения...
Устройство к штампу для удаления деталей из обрабатываемого полосового материала

Номер патента: 1156778
Опубликовано: 23.05.1985
МПК: B21D 37/08
Метки: обрабатываемого, полосового, удаления, штампу
...фиксацией винтом 3. Направляющая 2 болтами 4 прикреплена к подвижной части штампа 5. В окно квадратного сечения корпуса 1 установлен подпружиненный выталкиватель 6 с возможностью реверсивного перемещения вдоль этого окна. В отверстие, расположенное со стороны нижнего торца выталкивателя 6, установлен введеный сменный наконечник 7, закрепленный подпружиненным фиксатором 8.Наладка устройства для удаления вырубленных деталей на требуемый шаг их расположения в полосе осуществляется перемещением корпуса 1 вдоль направляющей 2 и последующей фиксацией винтом 3 в нужном положении, а извлечение детали из полосы обеспечивается сменным наконечником 7, форма которого соответствует данной детали.Устройство содержит корпус 1, направляющую 2 и...
Устройство для сферодвижной штамповки

Номер патента: 1156779
Опубликовано: 23.05.1985
Авторы: Боровинский, Плюта, Силичев
МПК: B21D 37/12
Метки: сферодвижной, штамповки
...Устройство по п. 1, отличающееся тем, что зубчатый венец выполнен с обоймой за одно целое.1156779 Составитель В. КоТехред И. ВересТираж 775ИИПИ Государственного комитпо делам изобретений и отк5, Москва, Ж - 35, РаушскаяППП Патент, г. Ужгород, ул бяковКорректор А. ТяскоПодписноеета СССРрытийнаб., д. 4/5Проектная, 4 едактор Т. Кугаказ 3233/9В ышева 113 илналИзобретение относится к обработке металлов давлением, а именно к устройствам для штамповки металлических заготовок.Целью изобретения является повышение надежности работы, а также улучшение условий обслуживания при монтаже и ремонте сферодвижного механизма,На фиг, 1 изображено устройство, общий вид; на фиг. 2 - схема соединения обоймы с водилом.В корпусе 1 сферодвижного...
Способ сборки штампов

Номер патента: 1156780
Опубликовано: 23.05.1985
Авторы: Артюхов, Кравчук, Кубарева, Писанка
МПК: B21D 37/20
...контурами в виде чередующихся выступов и впадин.На фиг. 1 показана матрица штампа после установки на ней технологических пластин; на фиг. 2 - часть матрицы и пуансона, сориентированных при помощи технологической пластины; на фиг, 3 - разрез А - А на фиг, 2; на фиг. 4 - штамп, общий вид,Сборку штампа осуществляют следующим образом.Известными методами изготавливают рабочие инструменты штампа в виде матрицы 1 и пуансона 2 с рабочим контуром в виде чередующихся выступов и впадин. Матрицу 1 закрепляют в матрице- держателе 3, а пуансон 2 - в пуансонодержателе 4, и прикрепляют соответственно к подкладным плитам 5 и 6. Собранный пакет, включающий матрицу 1, закрепляют на нижней плите 7 штампа. На выступах а и б матрицы 1, размещают...
Устройство для отделения листов от стопы и подачи их в рабочую зону обрабатывающей машины

Номер патента: 1156781
Опубликовано: 23.05.1985
Авторы: Кононенко, Константинов, Майшмаз, Пикуз, Филатова
МПК: B21D 43/00
Метки: зону, листов, обрабатывающей, отделения, подачи, рабочую, стопы
...устройство, общий вид; на фиг. 2 - схема перемещения кривошипно-рычажного механизма с дополнительной траверсой.Устройство для отделения листов от стопы и подачи их в рабочую зону обрабатывающей машины содержит раму 1, направляющие 2, в которых вертикально перемещается каретка 3 с помощью реверсивного привода 4. На каретке 3 жестко закреплена подъемная траверса 5 с полкой 6 и электромагнитами 7 и одно плечо двуплечего рычага 8, Двуплечий рычаг 8 на свободном конце имеет установленную шарнирную траверсу 9 с электромагнитами 10, а средней частью сочленен с кривошипом 11, установленным с возможностью поворота на направляющей 2. Расстояния между шарнирами 12 и 13, 13 и 14, 13 и 15 равны. Оси шарниров 12 и 14 лежат в одной вертикальной...
Устройство для переноса заготовок

Номер патента: 1156782
Опубликовано: 23.05.1985
Авторы: Котов, Майсурадзе, Шлыгин
МПК: B21D 43/00, B30B 15/30
...Корректор М. Демчик Заказ 3233/9 Тираж 775 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д, 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Изобретение относится к механизации и автоматизации обработки металлов давлением, а именно к устройствам для переноса заготовок между позициями обработки,Целью изобретения является расширение технологических возможностей за счет обеспечения возможности переноса заготовок на разные уровни.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.Устройство содержит раму 1, на концах которой расположены вертикальные телескопические штанги 2, на которых- с помощью зажимов 3 закреплены две подвижные...