Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1156756
Авторы: Спиваковский, Читашвили
Текст
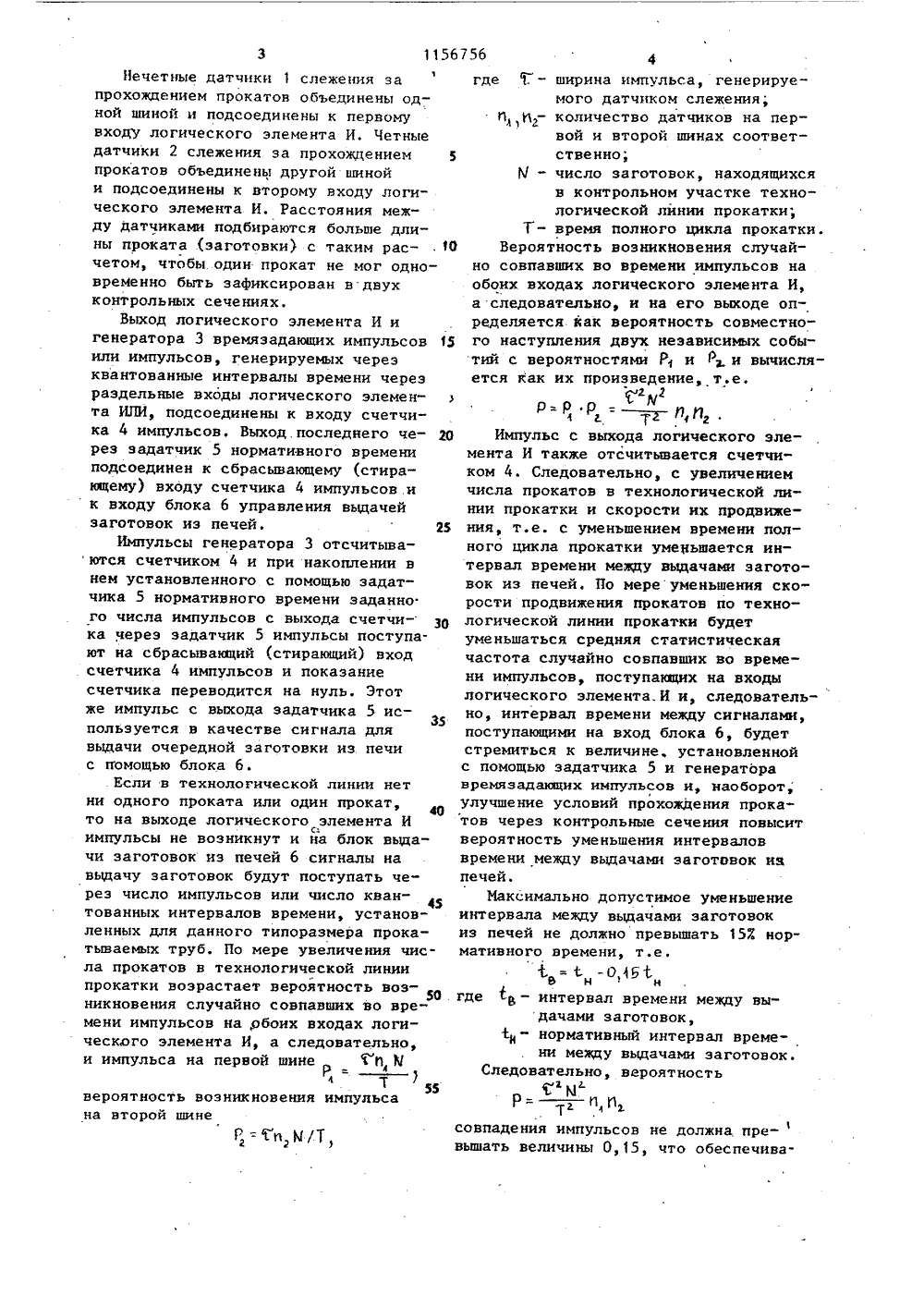
(19) (11) 7 4 (51) чРф 1 вчто, с целью повьип а ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ИСАНИЕ ИЭОБР(56) 1. Авторское свидетельство СССР И) 488188, кл. С 05 В 15/02, 1975.2. Авторское свидетельство СССР В 609564, кл. В 21 В 37/00, 1976. .(54)(57) СИСТЕМА УПРАВЛЕНИЯ ТЕМПОМ ВЬЦАЧИ ЗАГОТОВОК ИЗ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ ПРОКАТНЫХ АГРЕГАТОВ, содержащая датчики слежения за прохождением .заготовок через контрольные сечения в технологической линии прокатки, счетчик импульсов, генератор время- задающих импульсов, задатчик нормативного интервала времени между последовательными выдачами заготовок из печей и блок управления выдачей заготовок из печей, о т л и ч а ю " щаяся тем, ения производительности прокатногогрегата, она дополнительно содержит логические элементы И н ИЛИ, причем все нечетные датчики слежения за прохождением прокатов через контроль" ные сечения, отсчитываеже с одного конца технологической линии прокатки, подсоединены к первому входу, все четные датчики слежения за прохождением прокатов через контрольные сечения подсоединены к второму входу логического элемента И, выход последнего и выход гейератора времяза- дакв(их импульсов через входы логического элемента ИЛИ подсоединены к вхо- Я ду счетчика импульсов, а выход последнего через задатчик нормативного интервала времени подсоединен к сбрасывакщему входу счетчика импульсов и. к входу блока управления выдачей заготовок из печей,11567Изобретение относится к металлургии, преимущественно к процессам обработки металлов давлением, и может быть использовано для управления темпом вьдачи заготовок из нагревательных 5печей прокатных и трубопрокатныхстанов.Известна система управления темпом вьдачи заготовок из печей, содержащая технологические датчикислежения эа прохождением заготовок,задатчик нормативного времени, генератор импульсов нормативного темпапрокатки датчик среднего временидлительности цикла и блох управлениявьдачей заготовок Я ,МДействие системы основано на выработке управляющих сигналов по заданному оператором вручную нормативному темпу прокатки, определяемомупо производительности. "узкого места" 2 Ов технологической линии прокатки. Вреальных условиях под действием множества случайных факторов меняетсякак производительность "узкого места", так и его расположение в технологической линии прокатки, Отсутствиеоперативной коррекции темпа прокаткиприводит как к простоям стана, так ик пролеживанию каждого проката, чтоприводит к уменьшению производитель- ЗОности прокатного оборудования и к Нарушению технологического регламентапрокаки.Наиболее близкой к изобретению потехнической сущности и достигаемомуэффекту является система управлениятемпом вьдачи заготовок из печей,содержащая датчики слежения за прохождением прокатов (заготовок) черезконтрольные сечения в технологической линии прокатки, счетчик импульсов, генератор времязадающих импульсов, задатчик нормативного интервалавремени, блок управления выдачей заготовок, управляемый генератор компенсационных импульсов, реверсивныйсдвиговый регистр, к первому входукоторого подсоединены датчики прохождения заготовок в двух сечениях,расположенных в начале технологической линии по ходу прокатки. К второмувходу реверсивного сдвигового регистра подсоединены датчики прохожденияпрокатов в третьем сечении, распаложенном в конце технологической линии 5по ходу прокатки, и выход управляемого генератора компенсационных импуль-,сов 2 Недостаток известной системы заключается в том, что присущие ейсвойства адаптивности приводят к значительному запаздыванию во временимежду установившимся ее состоянием ичасто изменяющейся под воздействиемслучайных возмущений производительностью всего прокатного агрегата.Несоответствие постоянной времениадаптации системы со стохастическимпроцессом изменений производительности прокатного агрегата исключают возможность оптимизации системы по производительности.Целью изобретения является повышение производительности прокатного аг"регата,Указанная цель достигается темчто система управления темпом вьдачизаготовок из нагревательных печейпрокатных агрегатов, содержащая датчики слежения за прохождением заготовок через контрольные сечения технологической линии прокатки, счетчикимпульсов, генератор времяэаданицихимпульсов, эадатчик нормативногоинтервала времени между последовательными вьдачами заготовок из печей и блок управления выдачей заготовок из печей, дополнительно содержит логические элементы И и ИЛИ,причем все нечетные датчики слеженияза прохождением прокатов через контрольные сечения, отсчитываемые с одного конца технологической линиипрокатки, подсоединены к первому входу, все четные датчики слежения эапрохождением прокатов через контрольные сечения подсоединены к второмувходу логического элемента И, выходпоследнего и выход генератора времязадающих импульсов через входы логического элемента ИЛИ подсоединенык входу счетчика импульсов, а выходпоследнего через задатчик нормативного интервала времени подсоединенк сбрасывающему входу счетчика импульсов и к входу блока управлениявьдачей заготовок иэ печей,На чертеже представлена блок-схема системы управления темпом вьдачи заготовок иэ нагревательных печей прокатных агрегатов.По всей технологической линиипрокатки установлены датчики прохождения прокатов через контрольные сечения.1156756где Г=Ъ И 1 Т,Нечетные датчики 1 слежения запрохождением прокатов объединены одной шиной и подсоединены к первомувходу логического элемекта И. Четныедатчики 2 слежения за прохождением 5прокатов объединены другой шинойи подсоединены к второму входу логического элемента И. Расстояния между датчиками подбираются больше длины проката (заготовки) с таким расчетом, чтобы. один прокат не мог одновремекно быть зафиксирован в двухконтрольных сечениях,Выход логического элемента И игенератора 3 времязадающих импульсов 15или импульсов, генерируемых черезквантованные интервалы времени черезраздельные входы логического элемента ИЛИ, подсоединены к входу счетчика 4 импульсов, Выход. последнего через задатчик 5 нормативного времениподсоединен к сбрасывающему (стирающему) входу счетчика 4 импульсов.ик входу блока 6 управления выдачейзаготовок из печей. 25Импульсы генератора 3 отсчитываются счетчиком 4 и при накоплении внем установленного с помощью задатчика 5 нормативного времени заданного числа импульсов с выхода счетчи-ка через задатчик 5 импульсы поступают на сбрасывающий (стирающий) вход. счетчика 4 импульсов и показаниесчетчика переводится на нуль. Этотже импульс с выхода задатчика 5 ис 35пользуется в качестве сигнала длявыдачи очередной заготовки из. печис помощью блока 6.Если в технологической линии нетни одного проката или один прокат,то на выходе логического элемента ИСимпульсы ке возникнут и на блок выдачи заготовок из печей 6 сигналы кавыдачу заготовок будут поступать через число импульсов или число квантованкых интервалов времени, установленных для данного типоразмера прокатываемых труб, По мере увеличения числа прокатов в технологической линиипрокатки возрастает вероятность возникновения случайно совпавших во вре"мени импульсов на,обоих входах логического элемента И, а следовательно,и импульса на первой шине СИ ЬЗ 4 )55вероятность возникновения импульсана второй шине 4Г - ширина импульса, генерируемого датчиком слежения;П, - количество датчиков на первой и второй шиках соответственно;М - число заготовок, находящихсяв контрольном участке техно"логической линии прокатки;Т- время полного цикла прокатки.Вероятность возникновения случайно совпавших во времени импульсов наобоих входах логического элемента И,а следовательно, и на его выходе определяется как вероятность совместного наступления двух независимых событий с вероятностями Р и р.и вычисляется как их произведение, т.е.ИР = - -пиг.гИмпульс с выхода логического элемента И также отсчитывается счетчиком 4. Следовательно, с увеличениемчисла прокатов в технологической линии прокатки и скорости их продвижения, т.е. с уменьшением времени полного цикла прокатки уменьшается интервал времени между выдачами заготовок из печей. По мере уменьшения скорости продвижения прокатов по технологической линии прокатки будетуменьшаться средняя статистическаячастота случайно совпавших во времени импульсов, поступакщих на входылогического элемента, И и, следовательно, интервал времени между сигналами,поступающими на вход блока 6, будетстремиться к величине, установленнойс помощью задатчика 5 и генераторавремязадающих импульсов и, наоборот;улучшение условий прохождения прокатов через контрольные сечения повыситвероятность уменьшения интерваловвремени между выдачами заготовок нзпечей.Иаксимально допустимое уменьшениеинтервала между выдачами заготовокиз печей ке должно превышать 152 нормативного времени, т,е.8где - интервал времени между выдачами заготовок,1 - нормативный интервал времени между выдачами заготовок.Следовательно, вероятностьфХ у.ИОсовпадения импульсов не должна. превышать величины 0,15, что обеспечиваЗаказ 3231/8 Тираж 549 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раущская наб., д,4/5 Филиал ППП "Патент", г.ужгород, ул.Проектная, 4 ется подбором параметров С , И Нпри существувщих И и Т ,Изобретение отличается отизвестного устройства меньшим запаэдыванием по времени формируемых корректирукяцих сигналов, что позволит увеличить производительность трубопрокатного агрегата,с автоматстаном не менее 5 чем на 13.В
СмотретьЗаявка
3643094, 20.09.1983
ПРЕДПРИЯТИЕ ПЯ В-8359
СПИВАКОВСКИЙ АНАТОЛИЙ БОРИСОВИЧ, ЧИТАШВИЛИ МИХАИЛ ПЕТРОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: агрегатов, выдачи, заготовок, нагревательных, печей, прокатных, темпом
Опубликовано: 23.05.1985
Код ссылки
<a href="https://patents.su/4-1156756-sistema-upravleniya-tempom-vydachi-zagotovok-iz-nagrevatelnykh-pechejj-prokatnykh-agregatov.html" target="_blank" rel="follow" title="База патентов СССР">Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов</a>
Устройство для контроля и регистрации заготовок на станах горячей прокатки

Номер патента: 732945
Опубликовано: 05.05.1980
Авторы: Мних, Панченко, Прядкин, Путов, Ткачев, Тугаев
МПК: G07C 3/10
Метки: горячей, заготовок, прокатки, регистрации, станах
...импульсов, сигнал на выходе которого свидетельствует о том, фчто заготовки данной партии полностьювыданы на стан. Этот сигнал являетсязапросом на перезапись следующегоблока информации из блока 4 в блоки 8, 9 и 10, 65 Блок 9 состоит из счетчиков импуль"сов, число которых соответствует количеству печей или рядов в печах(при 2 - рядных нагревательных печах). По сигналу управления от блока 7 в них записывается информацияо количестве заготовок данной партииметалла, находящихся в зоне выдачисоответственно по каждой печи. Состояние счетчиков изменяется под воздей".твием импульсов счета, поступающихс выхода блока 11, которые. свидетельствуют Факту выдачи заготовок из соответствующей печи участка.Блок 10 является индикаторным табло, с помощью...
Система управления темпом выдачи заготовок из нагревательных печей

Номер патента: 900904
Опубликовано: 30.01.1982
Авторы: Какулия, Спиваковский
МПК: B21B 37/00
Метки: выдачи, заготовок, нагревательных, печей, темпом
...выдачи заготовок состоит из двух датчиков 1 и 2 слежения за прохождением заготовок (прокатов) через контрольные сечения в технологической линии прокатки, Датчик 1 установлен в контрольном сечении на участке выдачи заготовок из печей и подключен к насчитывающему входу разностного счетчика 3 импульсов, а датчик 2 установлен. в контрольном сечении в конце контрольного участка технологической линии прокатки на выходе из калибровочного стана и подключен ко второму входу счетчика 3, Выход разностного счетчика 3 импульсов соединен с первым входом элемента 4 сравнения. Второй вход последнего соединен с выходом задатчика 5 нормативного числа прокатов в контрольном участке технологической линии прокатки, а выходего - со входом модуля б, выход...
Устройство для управления загрузкой, выгрузкой и перемещением заготовок в нагревательной печи

Номер патента: 1307196
Опубликовано: 30.04.1987
Автор: Орещенко
МПК: F27B 9/40
Метки: выгрузкой, заготовок, загрузкой, нагревательной, перемещением, печи
...балок(выполняется десятое условие). Крометого устройство для управления формирует мигающий сигнал , , если заготовка отсутствует на позиции загрузки заданное время (выполняетсявторое условие) или время нахождениязаготовки на позиции загрузки по причине отсутствия операции разгрузкипревышает заданный интервал (выполняется восьмое условие(.При неисправности элемента 1 НЕ идатчиков 2-4 необходимо разомкнутьсоответственно шестой, седьмой, первый и третий ключи в блоке 74 ИЛИ(фиг. 5). Устройство может продолжатьработу в автоматическом режиме принеисправных датчиках 2 и 3, если перевести из первого во второе положениесоответственно ключи 98 и 99 (фиг.б),При неисправных элементе 1 НЕ и датчике 4 работу последних необходимоимитировать вручную...
Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс

Номер патента: 1453625
Опубликовано: 23.01.1989
Авторы: Малешкин, Рапопорт, Руднев
МПК: H05B 6/06
Метки: заготовок, индукционная, комплексе, нагрева, печь-пресс, производственном, температуры
...нулевое состояние, т,е. первый - прямой выход - О, второй - инверсный выход - 1. Логическая единица с второго выхода блока триггера 10 через второй вход логического блока ИЛИ 14 разрешает работу релейного элемента 8 до окончания процесса нагрева. 5 1453лителя, Выходная характеристика блока21 логарифмического усилителя(Аиг, 2) практически повторяет зависимость мощности (напряжения),5подводимой к зажимам секций, обеспечивающей требуемые параметры наг. рева за время прессования, Наклонвыходной характеристики зависит отноменклатуры нагренаемых слитков иимеет различный вид для каждой номенклатуры. Требуемый наклон обеспечивается с помощью эадатчика 22 номенклатуры.На выходе блока 21 логариАмического усилителя создается сигнал, который...
Устройство для управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи

Номер патента: 1721420
Опубликовано: 23.03.1992
Авторы: Бадалов, Дадунашвили, Кюркчян, Табидзе
МПК: F27B 13/14, F27B 9/40
Метки: выгрузкой, заготовок, загрузкой, кольцевой, перемещением, печи
...с выходом элемента И 83, выход элемента И 115 соединен с входом элемента 86 задержки и первым входом реверсивного счетчика 84, который своим выходом соединен соответственно с первым входом компэратора 94 и входом компаратора 85, который выходом соединен с первым входом элемента 71 памяти, первый выход счетчика 88 соединен.с входом дешифратора 89, который своими выходами (с единицы по и-й) соединен соответственно с первыми входами элементов (с единицы по и-й элемент) блока 95 элементов И и первыми входами ключей(с единицы по и-й ключ) блока 92 ключей, вторые входы которого соединены с вторыми выходами регистров регистра 91 выгрузки, который первыми входами соединен соответственно с первым выходом дешифратора 77 и первым входом блока 90...
Предыдущий патент: Система управления реверсивным станом холодной прокатки
Следующий патент: Система управления участком взвешивания слитков в потоке стана горячей прокатки
Случайный патент: Запор