Матюха
Способ холодной прокатки полос на двухклетевом стане

Номер патента: 1540880
Опубликовано: 07.02.1990
Авторы: Бендер, Васильев, Дементиенко, Матюха, Потаповский, Сизов, Чернов, Шувяков
МПК: B21B 1/28
Метки: двухклетьевом, полос, прокатки, стане, холодной
...4,1 3,6 7,4 7,0 6,25,7 5,0 4,8 4,2 3,0 5,8ф4,94,64,33,84,24,3 5,1 4,8 4,6 4,4 4,1 3,8 4 4 4,6 4,6 4,2 4,3 4,1 3,6 4,1 4,6 4,8 4,0 3,7 4,1 4,2 4,4 4,44,7 4 9 1,0 3,2 4,0 4,2 4,2 4,7 4,9 7,2 6,3 6,1 5,4 4,5 3,9 6,3 5,9 5,6 4,9 4,3 3,8 5,8 5,5у 24,8 4,2 3,8 5,3 5,0 4,8 4,3 3,7 4,1 4,7 4,5 4 ф 4 4,1 3,5 4,1 4,2 4 1 4,1 3 4 4,2 4,4 2с 4 5.,7 811 1214 1517 1820 2,0 обжатие в первое клети Е, =2 - 26%, После прокатки фиксировали уровень не- плоскостности полос.Экспериментальные данные величины уровня кеплоскостности по кампании рабочих валков представлены в табл.), Математическая обработка полученных данных методом регрессионного анализа позволила описать их уравнением (1),Предложенный способ может бать реализован на любом двухклетьевом...
Устройство для крепления алмазного круга

Номер патента: 1535705
Опубликовано: 15.01.1990
Автор: Матюха
МПК: B24B 45/00
Метки: алмазного, крепления, круга
...6. Отверсляется таким образом, чтобы круг неперемещался относительно торцов 10Фланцев 1 и 2 под действием собственного веса и вместе с тем имелвозможность такого перемещения отприложенной нагрузки со стороныклиньев 6. Затем с помощью индикатора часового типа определяетсярадиальное биение рабочей поверхности и осуществляется его устранениевращением винтов 7 через отверстие15, которые, перемещаясь в осевомнаправлении, смещают базирующуюповерхность клиньев 6 в осевом ирадиальном направлениях, Затем происходит окончательное закреплениекруга 12 с помощью винтов 3. 2 ил,тия предназначены для обеспечения доступа к винтам 7, когда устройство полностью собраноВинт 7 снабжен разрезным лружинным кольцом 16, служащим для перемещения...
Способ воспроизведения случайной вибрации с заданным спектром плотности мощности и устройство для его осуществления

Номер патента: 1518691
Опубликовано: 30.10.1989
Авторы: Дрыжак, Матюха, Наливаева, Сергеевич, Щипунов
МПК: G01M 7/00
Метки: вибрации, воспроизведения, заданным, мощности, плотности, случайной, спектром
...12 адреса через первый коммутатор 8 поступает в блок 20 памяти, выдается на блок 22 умножения, который умножает его на код, поступающий из блока 21 памяти. Адрес этого кода поступает на вход блока 2 постоянного запоминающего устройства через второй коммутатор 1 9 с выхода четвертого счетчика 15 адреса. Произведение с выхода умножителя 22 поступает на первый вход сумматора 23, на второй вход которого подается нулевой код с выхода четвертого регистра 24. Таким образом, с выхода сумматора 23 произведение записывается в четвертый регистр 24.Далее по такому же принципу вычисляется произведение вторых кодов иэ блока 20 памяти и блока 21 постоянного запоминающего устройства. Причем адреса их поступают из второго 13 и пятого 16 счетчиков...
Устройство для шлифования

Номер патента: 1516332
Опубликовано: 23.10.1989
Авторы: Матюха, Ясько
МПК: B24D 17/00, B24D 5/00
Метки: шлифования
...12, конические втулки 13 в любом осевом положении при осуществлении регулирования шага витков. Боковые поверхности 14 Т-образных пазоврасположены под уГПОм равным уГлу 50конуса конических втулок 13, поверхности которых контактируют с конической поверхностью 8 ступенчатого отверстия 6 и боковой поверхностью 14Т-образных пазов 3.55Разрезное кольцо 15 установленона винте 11 и предназначено для выталкивания втулки 13 при раскреплении корпуса Регули рова ние шага вит ков шлифо"фального круга осуществляется в следующей последовательности,Вначале через отверстия 6 и цилидрическую часть 7 выкручиваниемвинтов 11 иэ гаек 12 с помощью кольца 15 выводят втулки 13 из контактас коническими поверхностями 8 отверстия 6 Т-образного паза 3. При...
Способ холодной прокатки с очисткой поверхности полос

Номер патента: 1507465
Опубликовано: 15.09.1989
Авторы: Бендер, Васильев, Горбунков, Ермаков, Матюха, Поляков, Скороходов, Трайно, Усенко, Юсупов
МПК: B21B 1/28, B21B 45/02
Метки: очисткой, поверхности, полос, прокатки, холодной
...Р Ч (фиг.1). Функции определены для различной шероховатости полосы, Так для полосы ,с Кц= 1 мкм остаточная загрязненность полосы равна 100 мг/мм при условии РЧ = 6,9. С целью определения функциональной зависимости Р 1 Ч от величины К был введен параметр К. Этотопараметр является функцией от величины шероховатости поверхности полосы (фиг . 2), Таким обра зом, задавшись условием РЯ ь 6,9 К можно всегда определить значения Р и Ч, которые обеспечивают получение прецизионной полосы с остаточной загрязненностью не более 100 мг/м, В результате достигается не только создание оптимальных условий по выборе скорости вращения щеток, давления моющего раствора, но и обеспечивается минимальный расход моющего раствора, при неизменно требуемом...
Способ стыковой сварки деталей из термопластичных полимерных материалов

Номер патента: 1504102
Опубликовано: 30.08.1989
Авторы: Билецкий, Гохфельд, Матюха, Менжерес, Тарногродский
МПК: B29C 65/02
Метки: полимерных, сварки, стыковой, термопластичных
...слоев нз горнах кромок. Нагрев заканчивается тогда, когда рас 1 лав заполняет весь Обьеч -разной разделки, в р)ульт те чего Обрдзустся св;рнои нов 8. Пос,пср.хода материала и зоне цва в 1 врдое состояние кссткое зд. крепление с деталей снимаот, р; иирдя св;1- рочОс хстройс Гво в 001)д ГИО 11 11)сле,015 д - тельностиПриме р. 11 ять пдр об)дзцов с 1 ни. ч )5 Х Х 35)с 00 мм из Олиэтилена низксис) ддн,. ния (Г 1 НД) ноливинилхлорида (ПВХ) и полипропилена (ПП) сваривдют между собой встык. (.Вдриваемые 1 орцы брусков соси раЮтся ПОд СнарКу С ВВСд 11 Исч рд ЛИЧ- ного количества нрисддочного мдрид.д (грднулы) ири одинаковом улс э,=-,)1 Г" р;з,.лки ГорцОВ, ) с)сльтзы 1 рив.с 1;ч)блице.Сборку и свдркх )роизвс;И) и сл,ук щей посседовд...
Устройство для сварки пластмассовых труб

Номер патента: 1495141
Опубликовано: 23.07.1989
Авторы: Гохфельд, Матюха, Тарногродский
МПК: B29C 65/18, B29C 65/24
Метки: пластмассовых, сварки, труб
...Для этого в устроистве для сварки пластмассовых труб нагреватель снабжен шарнирно связан" ными между собой вкладышами выполненными иэ материала с высоким коэффициентом теплопроводности, Шарниры вкладышей и секций нагревателя связаны посредством двух шарнирно соединенных рычагов, Один.из вкладышей снабжен пружинящим элементом, установленным на обращенной к другому вкладышу стороне, 5 ил. Овыполнены из материала с высоким коэффициентом теплопроводности, напри 3 495141Устройство работает следующим образом.Свариваемые трубы 12 фиксируют в центраторе 2.Вкладыши 6 нагревают до температуры, равной температуре деструкции материала труб, а секции 4 нагревателя - до температуры, не превышающей температуру плавления материала труб, Нагрев...
Аппарат для непрерывного осаждения труднорастворимых соединений

Номер патента: 1494915
Опубликовано: 23.07.1989
Авторы: Ананьев, Дзюбенко, Карета, Копылов, Матюха, Сапожников
МПК: B01D 9/02
Метки: аппарат, непрерывного, осаждения, соединений, труднорастворимых
...образом.Через патрубок 5 начинают заполнение аппарата осадителем, После того, 15 как уровень жидкости в аппарате станет выше патрубка 4, через этот патрубок начинают подавать исходный раствор. При смешении растворов происходят эародышеобраэование центров 2 О кристаллизации и образование мелких кристалликов труднорастворимого соединения, которые увлекаются вверх восходящим потоком жидкости. Вертикапьная скорость движения кристал лов равна векторной сумме линейной скорости движения раствора и скорости оседания под действием гравитационных сил. Скорость оседания кристаллов зависит в первом приближении 3 О от вязкости раствора, размеров кристаллов, их плотности, но при прочих равных условиях только от размеров кристаллов. В первый момент...
Устройство для удаления грата к машине для сварки трением

Номер патента: 1489948
Опубликовано: 30.06.1989
Авторы: Базылев, Матюха, Селицкий
МПК: B23K 20/12
Метки: грата, машине, сварки, трением, удаления
...20. В корпусе 7 выполнен направляющий паз 21, в котором находится штифт 22, установленный в обойме9, имеется отверстие 23 для рлзмеще Ония свариваемых заготовок 4 и 5, атакже имеется поперечный полукольцевой паз 24 для извлечения грата 20 изустройства. Корпус 7 закреплен неподвижно на станине 25 машины сваркитрением.Устройство работает следующим об.разом,Одна из свариваемых заготовок 4 вставляется через отверстие 23 в корпусе 7 в патрон 1 до упора 3, который выставлен так, чтобы торец заготовки 4 находился между формирующими элементами 10 и 15, и зажимается цанговым зажимом 2Вторая из сваривае мых заготовок 5 устанавливается в зажим 6, который перемещает ее до соприкосновения с ранее установленной заготовкой 4. В станине 25...
Способ соединения гибких рукавов

Номер патента: 1475814
Опубликовано: 30.04.1989
Авторы: Гохфельд, Матюха
МПК: B29C 65/02
Метки: гибких, рукавов, соединения
...с расплавом полимерного слоя другого рукава. В полости, в которойт 475814 формула изобретения Составитель Н. Елисеева Редактор И. Рыбченко Техред И. Верес Корректор Н. Король Заказ 1933/17 Тираж 536 Подписное ВНРИГ 1 И Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москв а, Ж - 35, Раушская наб., д. 4/5 Производственно-издательский комбинат Патент, г. Ужгород, ул, Гагарина, 101находится антиадгезионная прокладка, оплавление тканевой основы не происходит, Затем нагревательный элемент отключают и всю систему выдерживают некоторое время под давлением, Происходит формирование сварного шва. После сварки выворачивают рукав 2 за его свободный конец с дальнейшим продальным вытягиванием.Пример. На один рукав...
Абразивный круг

Номер патента: 1458188
Опубликовано: 15.02.1989
Авторы: Габитов, Матюха
МПК: B24D 5/06
Метки: абразивный, круг
...11.В зоне перехода торцовой поверхности 12 корпуса 1 в цилиндрическую 557 выполнена базирующая кольцевая про.точка 13, соосная цилиндрической поверхности 7, с выполненными осевымипазами 14. В пазах 14 размещены центрирующие двуплечие рычаги с углами между плечами 15 и 16 меньше 90 при этом жесткость плеча 15 меньше жесткости плеча 16. На цилиндрической поверхности крепежных винтов 4 выполнена кольцевая проточка, в которой установлена разрезная шайба 17.Замена кольца 2 с абразивосодержащим слоем осуществляется следующим образом.Для того, чтобы снять кольцо 2, необходимо выкрутить винты 4. Под действием упругих сил на плече 15 центрирующих элементов кольцо смещается от торцовой поверхности, центрирующий элемент разворачивается...
Способ непрерывной холодной прокатки полос со сварными швами

Номер патента: 1447437
Опубликовано: 30.12.1988
Авторы: Акишин, Бендер, Горбунков, Критский, Куликов, Левыкин, Мазур, Матюха, Ноговицын, Парсенюк, Чернов, Шек
МПК: B21B 37/46
Метки: непрерывной, полос, прокатки, сварными, холодной, швами
...45 50 швов, а также экспериментальные исследования на шестиклетевом стане 1400. Растягивающие напряжения на участке шва с учетом их неравномер" ного распределения по ширине полосы не достигают допустимого значения (предела прочности металла), если абсолютное значение относительной раэнотолщинности не превосходит 8 Х при ее положительном знаке и 47. при отрицательном знаке. Если разнотолщинность концов состыкованных полос превосходит пороговое значение 8 Х при положительном знаке или 4 Х при отрицательном знаке, то рывки натяжения при пропуске швов могут вывести среднее удельное натяжение в полосе за пределы допустимого значения (0,4 6; ), В этом случае при неравномерной эпюре удельных натяжений растягивающие напряжения на отдельных...
Устройство для крепления абразивного круга

Номер патента: 1444136
Опубликовано: 15.12.1988
Авторы: Габитов, Каплун, Матюха
МПК: B24B 45/00
Метки: абразивного, крепления, круга
...центрирующнм кольцом 5, Окончательное закрепление круга осуществляется силой трения на торцовых поверхностях фланцев 1 и 7, создаваемой силой эагяжкигайки 10, 2 ил,Оакрецление шлифовального круга вустрс.ястве осуществляют следующимобразом,Абразивный круг 12 устанавливается посадс:ным отверстием на коническую 1 оверхность 6 центрирующегокольца 5 и цилиццрическую поверхпсдвиж 11 ого фла 11 ца 7,змез которой обеспечивает гарантированный зазор с поверхностьи п.садсчнсго стверс 5 ия, От действия лру 33 цны 16 толкатели 15 максималь;О Бь:ступают иэ отверстий 13 и 1.П-и вращении гайки О торцы Флакцев и , начинают сближаться, в результате чего Б контакт с торцовойпс 13 е 1 хс.Остью круга Бс тунавт то 51 кате -ли 15 на торцовой поверхности...
Способ сварки труб из термопластичных материалов

Номер патента: 1419908
Опубликовано: 30.08.1988
Авторы: Гохфельд, Матюха, Тарногродский
МПК: B29C 65/02
Метки: сварки, термопластичных, труб
...среды. Перед сваркойвнутрь труб устанавливают заглушкииз материала с низкой теплопроводностью (фторопласт) на расстоянии8-9 мм от плоскости свариваемых торцов,Прогревают инструментом с температурой на его поверхности 220 ф 10 Сторцы труб до получения расплава полиэтиленаВ момент удаления инструмента газ - аргон (ГОСТ 10157-73)нагретый до 1282 С,(температура плавления полиэтилена низкого давления),подают в зону сварки по направлениюот наружной поверхности трубы и ееоси (т.е. в радиальном направлении).Подачу защитного газа осуществляют,например, из устройств, выполненныхв виде передвижных кольцевых трубок,расположенных с наружных сторон трубна расстоянии 2-3 мм от плоскостисвариваемых торцов, Теоретическийрасход газа...
Генератор сигналов
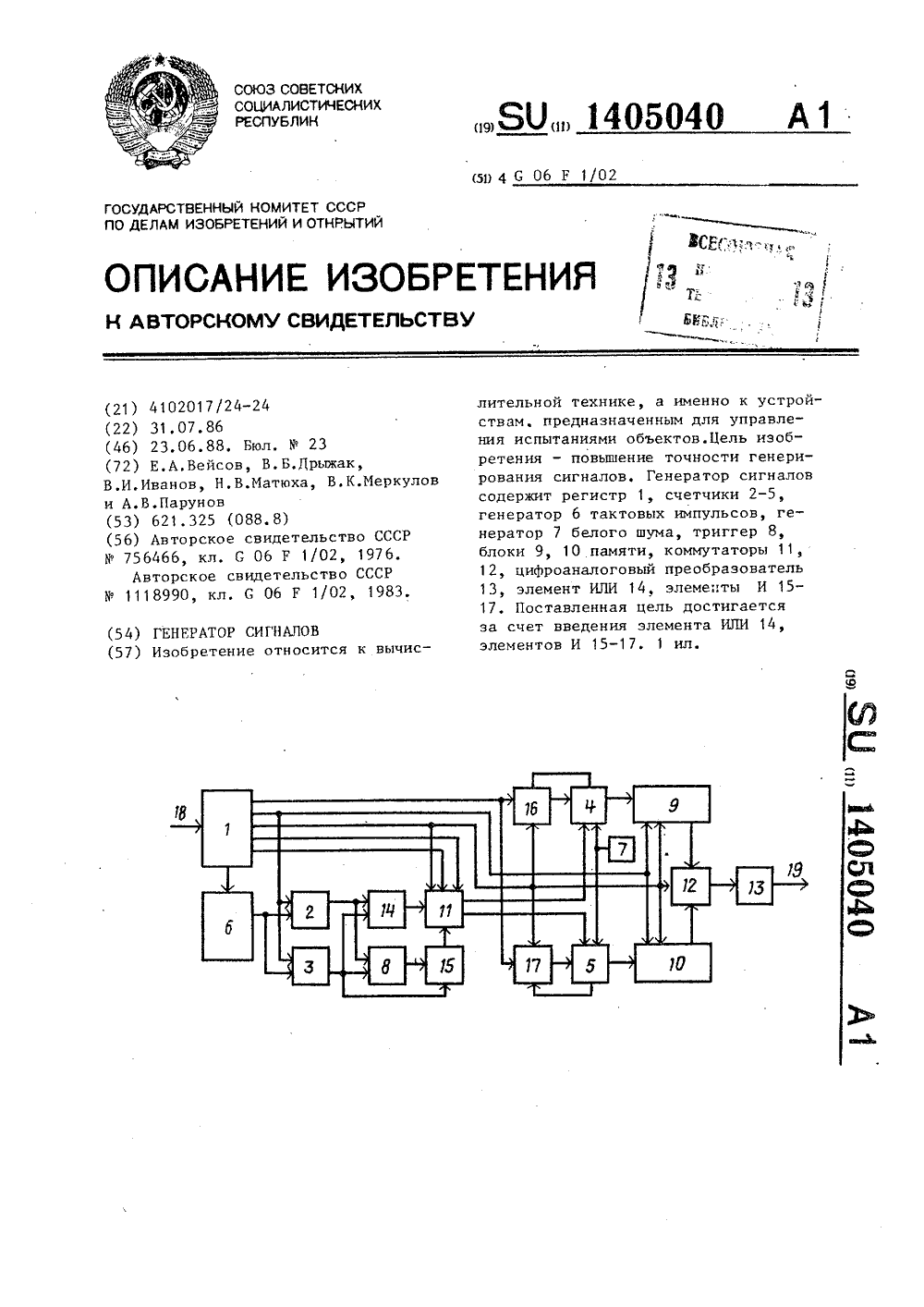
Номер патента: 1405040
Опубликовано: 23.06.1988
Авторы: Вейсов, Дрыжак, Иванов, Матюха, Меркулов, Парунов
МПК: G06F 1/02
...новых кодов в блок 1 О памяти . Счетчик 4 осуществляет и е ре б ор адресов блока 9 памяти и н а выходе блока 9 памяти формируется сигнал в цифровой форме . Коммутатор 1 2 подключает вход цифроаналогового преобразователя к выходу блока 9 и амя т и . В э то время можно производить запись новых кодов в блок 1 О памяти, При логическом "0 " н а пятом выходе регистра 1 в блок 9 памяти производится запись новых к одо в , а из блока памяти 1 0 - счи тыв ание . В режиме "Детерминированный " элементы И 1 6 и 1 7 з апр ещаю т прохождение сигнала с выхода переполнения с ч е тчиков 4 и 5 н а вход занесения счетчиков 4 и 5 . Таким образом , о суще с твл яет ся полнь 1 й перебор адресов для блоков 9 и 1 О памяти , В режиме "Случайный" при наличии...
Способ сборки труб под углом

Номер патента: 1397299
Опубликовано: 23.05.1988
Авторы: Гохфельд, Матюха, Тарногродский
МПК: B29C 57/10
...или сварки под углом одна к другой.Цель изобретения упрощение процесса сборки.1-1 а фиг. 14 изображен способ сборки Труб под углом пооперационно.Процесс сборки труб под углом осуществляется в следу 1 ощей последовательности.Производят резку трубы на заготовки под заданным углом а (фиг, 1) и отодвигают одну часть трубы (фиг. 2) в осевом наПравлении на расстояние1= В 1 д(90 - а) -где Внаружный диаметр трубы;1 п -- ширины реза;а - угол резки.Затем осуществляют поворот вокруг ее оси на 80 и поворачивают подвижную часть трубы вокруг оси, являющуюся линией пересечения поверхностей, образовавц 1 ихся в процессе резки, на угол 180 в .Предлагаемый способ сборки труб под углом может быть рекомендован к операциям пайки, склеивания и...
Устройство для сглаживания грата

Номер патента: 1382649
Опубликовано: 23.03.1988
Авторы: Билецкий, Матюха, Менжерес, Тарногродский
МПК: B29C 37/04, B29C 65/02
Метки: грата, сглаживания
...перемещения внутреннего разжимного элемента выполнен в виде штанги 9, прикрепленной к внутреннему разжимному элементу, а механизм перемещения наружного элемента - в виде тележки 10, прикрепленной к нему.Работа устройства заключается в следующем.На стык сваренных труб 11 с помощью тележки 10 одевают наружный разжимной элемент 1, на внутренней поверхности которого крепится электронагреватель 2 в термоэлектроизоляторе 3 с антиадгезионным покрытием 4, а под стык сваренных труб 11 при помогци штанги 9 вводят внутренний разжимной элемент 5, на наружной поверхности которого крепится электронагреватель 6 в термоизоляторе 7 с антиадгезионным покрытием 8. Затем разжимные эле. менты 1 и 5 приводят в действие, в результате чего внутренняя...
Способ подготовки к работе прокатных валков листовых станов

Номер патента: 1380820
Опубликовано: 15.03.1988
Авторы: Комар, Мазур, Матюха, Сафьян, Талдин, Тимошенко, Чепелян, Чмелев
МПК: B21B 28/02
Метки: валков, листовых, подготовки, прокатных, работе, станов
...валка будет превышать допустимую величину, обеспечивающую получение полосы с двумя симметричными выпуклостями для последующего ее раздела на две полосы. Увеличение ширины следующей по сортаменту полосы по сравнению с предыдущей меньше, чем в 1,15 раза, не обеспечивает получение профиля полосы с двумя симметричными выпуклостями, так как максимумы разнотолщинности будут смещены к краям полосы. Увеличение ширины последующей полосы по сравнению с предыдущей более чем в 1,75 раза, даже при прокатке подката для получения на стане холодной прокатки листа, не обеспечивает возможность получения в дальнейшем качественного листа, приводя к отбраковке его или снижению уровня сортности в связи с тем, что пики (максимальные выпуклости)...
Способ производства тонких полос

Номер патента: 1378961
Опубликовано: 07.03.1988
Авторы: Баранов, Горбунков, Комар, Куликов, Мазур, Матюха, Сосулин, Талдин, Тимошенко, Чмелев
МПК: B21B 1/26
Метки: полос, производства, тонких
...изобретения - уменьшение концевой обрези после холодной прокатки путем стабилизации поперечной разнотолщинности по длине подката после травления.В процессе производства тонких поОлос, согласно изобретению, в клетяхчистовой группы широкополосного станагорячей прокатки формируют рулонный подкат с увеличением выпуклости переднего и заднего участков полосы соответственно на длине 2-8 и 3-157. ееобщей длины по направлению к концамполосы на 10-407 по сравнению с величиной выпуклости средней части. После горячей прокатки производят травление полосы и последующую ее холодУменьшение концевой обрезки после холодной прокатки при осуществлении предложенного способа образуется стки полосы являются наружными витками рулона.На толстых...
Способ комбинированной правки абразивных кругов и устройство для его осуществления

Номер патента: 1355393
Опубликовано: 30.11.1987
Авторы: Мартынов, Матюха, Цокур
Метки: абразивных, комбинированной, кругов, правки
...5. Круг иэолирован от массы станка за счет кон; струкции планшайбы бПравящий инструмент 2 состоит из электрода 7 и участка для механичес 1355393кого разрушения зерен, например, алмазного ролика 8. Технологическийток к алмазному ролику не подводится.Подача СОЖ осуществляется через сопло 9.Способ комбинированной правки осуществляется следующим образом.Перед правкой подводят шлифовальный круг к электроду 7 правящего инструмента 2 и устанавливают алмазныйролик 8 на расстоянии 0,15-0,2 мм отповерхности круга, которая должнаподвергнуться правке. Это необходимодля первоначального электроэрозионно" 1 чго удаления металлической связки иобнажения зерен перед тем, как онивступят в контакт с алмазным роликом.Подают через сопло 9...
Способ холодной прокатки тонких полос из малоуглеродистой стали

Номер патента: 1355301
Опубликовано: 30.11.1987
Авторы: Васильев, Горбунков, Лещинская, Матюха, Пименов, Пятецкий, Сосковец, Трайно, Шахов
МПК: B21B 1/22
Метки: малоуглеродистой, полос, прокатки, стали, тонких, холодной
....1, 5, 6, 8, 9) усилие про-, катки возрастает до 1980-2200 т, разнотолщинность становится равной 0,028-0,038 мм, неплоскостность 5 - 8 мм/м. Если же предварительная суммарная степень деформации (перед разогревом металла в очаге деформации) превышает 88% (вариант 7), то в этих предварительных проходах теряется точность и ухудшается плоскостность полосы, поэтому, несмотря на снижение энергосиловых параметров процесса, повышения качества тонких полос не происходит (разнотолщинность равна +0,040 мм, а неплоскостность 8-10 мм). В случае прокатки по способу-прототипу (вариант 10) усилие прокатки значительно выше, а точность и плоскостность хуже, чем при прокатке по предлагаемому способу.На фиг. 1 изображено семейство зависимостей давления...
Способ профилирования рабочих валков

Номер патента: 1342548
Опубликовано: 07.10.1987
Авторы: Баландин, Китайгородский, Мазур, Матюха, Романовский, Талдин, Тимошенко, Фишер, Чмелев
МПК: B21B 27/06
Метки: валков, профилирования, рабочих
...Изменение температуры охлаждающей жидкости, подаваемой на прокатные валки, при постоянных остальных составляющих теплового баланса и упругой деформации рабочего валка вызываледней клети группы в диапазоне изменения температуры охлаждающей жидкости 0,3-0,1 Тчто также вызывает дестабилизацию процесса формирования геометрических размеров попе 1342548речного сечения готовых горячекатаных полос в этом диапазоне температурохлаждающей жидкости и к снижению .качества полос, выражаемых требуемыми геометрическими параметрами. 5Осуществление способа проводят втри этапа, когда температура. охлаждающей жидкости составляет соответст;венно 4, 16, 34 С при максимальновозможной температуре охлаждающей Ожидкости в условиях комбината дойс,к, = 40 С....
Импульсная насосная установка

Номер патента: 1312262
Опубликовано: 23.05.1987
Авторы: Завгородний, Матюха
МПК: F04F 7/00
Метки: импульсная, насосная
...частоты колебания рабочего органа с частотой колебания жидкости,На чертеже изображена импульсная 1 О насосная установка.Импульсная насосная установка содержит вибропривод 1, усилитель 2 обратной связи и цилиндрический корпус 3 с всасывающим 4 и нагнетательным 5 патрубками с клапанами 6 и 7, установленный в корпусе 3 рабочий орган, выполненный в виде диска 8 со штоком 9, соединенным с виброприводом 1, при этом установка снабжена пьеэо датчиками 1 О и 11, расположенными на диске 8 и на противоположном торце корпуса 3, соединенными через усилитель 2 обратной связи с виброприводом 1.25 При подаче на вибролривод 1 им- ЗО пульса диск 8 со штоком 9, сжимая жидкость в корпусе 3, создает волну давления, которая распространяется вдоль...
Валок для горячей прокатки полосы

Номер патента: 1306612
Опубликовано: 30.04.1987
Авторы: Борковский, Китайгородский, Комар, Мазур, Матюха, Талдин, Тимошенко, Чмелев
МПК: B21B 27/02
Метки: валок, горячей, полосы, прокатки
...клети, где подвергается воздействию рабочих валков, которые деформируют прокатываемый металл, взламывая при этом окалину, находящуюся на его поверхности. В процессе прокатки на поверхность валков (для охлаждения) подается вода, которая заполняет ячейки 5. Вода стекает с поверхности валка по наклонной к его центру, в результате чего достигается более полное заполнение водой центральных ячеек. Часть воды попадает на поверхность металла и также увеличивает заполнение ячеек водой на входе в очаг деформации. Попадая в замкнутое пространство, вода превращается в пар и за счет паровзрывного эффекта удаляет окалину с поверхности металла.Выполнение рядов рифов расходящимися от центра валка к его краю под углом 5 - 15 к его оси способствует...
Способ профилирования рабочих валков листопрокатной клети

Номер патента: 1268225
Опубликовано: 07.11.1986
Авторы: Будаква, Комар, Коновалов, Матюха, Ниденс, Оробцев, Сосковец, Сосулин, Чепелян
МПК: B21B 27/02
Метки: валков, клети, листопрокатной, профилирования, рабочих
...результирующей образующей двух валков комплекта (кривая 4, фиг. 1) для узких полос и листов в сортаменте станов, характеризующихся отношением ширины полос и длине бочек валков, равным 0,4-0,7. В этом случае с учетом колебаний ширины листов и полос и перемещением их вдоль бочки валков наиболее экономичным по увеличению срока службы валков эа счет уменьшения глубины вреза в бочку валка 1 кривая 3) является профилирование среднего участка бочек длиной 0,5-08 всей длины бочки, Максимальное приближение аппроксимирующей кривой к действительной форме результирующей образующей достигается в том случае, ксгда длина меньшего профилированного участка на втором валке ксмплекта равна ширине полосы. Отсюда соотношение длин=0,6. Тогда Рн МАРВ 45%=1"...
Центробежно-инерционный патрон к токарному станку

Номер патента: 1232387
Опубликовано: 23.05.1986
Авторы: Матюха, Терентьев
МПК: B23B 31/14
Метки: патрон, станку, токарному, центробежно-инерционный
...шпинделя при автоматизированном цикле обработки с применением промышленных роботов,Цельк изобретения является повышение надежности в работе путем исклк 1 чения воз. можности заклинивания поворотных кулачков при разжиме.На фиг. изображен предлагаемый центробежно-инерционный патрон, разрез; на фиг.2 - разрез А - А на фиг.1; на фиг,3 - разрез Б - Б на фиг,1. В корпусе 1 патрона на подшипнике 2 находится плавающее кольцо 3, подпружиненное пружиной 4. Сквозь плавающее кольцо 3, поворотные кулачки 5 и маховик 6 проходит ось 7, На корпусе 1 подшип-. ник 2 удерживается фланцем 8, Кулачки 5 установлены на осях 7 посредством подшипников 9 качения.Взаимосвязь корпуса 1 с поворотными кулачками 5 осуществляется поводковыми пальцами 10,...
Способ стыковой сварки деталей из термопластичных материалов

Номер патента: 1212835
Опубликовано: 23.02.1986
Авторы: Болдуй, Матюха, Менжерес, Тарногродский
МПК: B29C 65/02
Метки: сварки, стыковой, термопластичных
...расплавляет торцы свариваемых дегалей. В результате происходит заполнение расплавом объема Ч -образной разделки, Вследствие этого создаются благоприятные условия длявзаимопроникновения макромолекул и элементарных объемов полимера через границу раздела поверхностных слоев ца торцах кромок.Нагрев заканчивается тогда, когда расплав заполняет весь объем -образной разделки. Как только расплавленный материал, который заполнил 11-образную разделку, переходит н твердое состояние, давление, с которым злектротермоизоляционные накладки б прижимались к поверхностям деталей 1 и 2, сбрасывается. Б результате этого свариваемые детали свободно термоусаживаются в направлении стыка 7. Зто позволяет избежать растягивающих объемных цапряжений н зоне...
Способ получения холоднокатаной изотропной электротехнической стали

Номер патента: 1180393
Опубликовано: 23.09.1985
Авторы: Вербовецкая, Владимиров, Гольдштейн, Марков, Матюха, Мирко, Миронов, Михалев, Романико, Сейсимбинов, Серый, Сидоркин, Сосковец, Сосулин, Тимофеев, Эсси-Эзинг
МПК: C21D 8/12
Метки: изотропной, стали, холоднокатаной, электротехнической
...поверхностнойзоной с крупными зернами 0 = 80 -200 мкм и мелкозернистой матрицейцентральных слоев металла. Кроме того, при деформации ниже 47. процессгорячей прокатки становится неустойчивым. Повышение степени деформациив последнем проходе более 147. приводит к получению мелкозернистой структуры горячекатаного подката. Приэтом в текстуре центральных слоевнаблюдается усиление октаэдрических компонент, характерных для текстуры деформации и неблагоприятныхс точки зрения получения высокихмагнитных свойств готового металла.Температурный диапазон горячейпрокатки в области, соответствующейоднофазному ферритному состоянию,определяется с одной стороны - полнотой протекания рекристаллизационных процессов, с другой -...
Способ соединения пластмассовых рукавов

Номер патента: 1162612
Опубликовано: 23.06.1985
Авторы: Гальчун, Глушков, Кораб, Кузьмин, Кушнирук, Левантовский, Матюха, Новиков, Тарногродский
МПК: B29C 65/02
Метки: пластмассовых, рукавов, соединения
...внахлест, включак)ший операции нагрева и сдавливания. Нагрев свариваемых поверхностей осуществляют неравномерно по ширине шва так, что у кромкинагрев максимален и обеспечивает разрушение материала кромки, а по мере удаленияот кромки нагрев уменьшают до оптимальной температуры сварки 111.Однако этот способ не позволяет получать высококачественное нахлесточное соединение при сварке пластмассовых рукавовза счет определенного распределения напряжений в шве при его нагружении.Наиболее близким к изобретению по технической сущности и достигаемому результату является способ соединения пластмассовых рукавов, включающий сборку рукавов и сварку внахлест их торцов 2.Недостатком известного способа являются ограниченные технологические...
Рабочий валок листопрокатной клети

Номер патента: 1158262
Опубликовано: 30.05.1985
Авторы: Бейгельзимер, Белоконь, Будаква, Годецкий, Комар, Коновалов, Матюха, Ниденс, Оробцев, Пятецкий, Сосковец, Сосулин
МПК: B21B 27/02
Метки: валок, клети, листопрокатной, рабочий
...концьс целью уменьшениятолщинности прокатбоковой устойчивосвиде обратного конуИзвестен такжевалок, образующаяпредставляет собойс прямой посерединНедостатками ук:иется то, что приполос снижается убс ковых смещений.пользование указанпечивает технологидля холодной прокавыпуклости (чечевицеобразности) профиля поперечного сечения узких полос, 25Наиболее близким по технической сущности и достигаемому результату к предлагаемому является рабочий,. валок листопрокатной клети, имеющийвогнутую криволинейную образующую бочки. Вогнутую криволинейную обра. зующую бочки выполняют по закону квадратичной параболы. ВЕличину вогнутости выбирают таким образом, чтобы с учетом теплового расширения валка и его прогиба в процессе прокатки обеспечивался...