B24B 31/10 — с другими средствами для галтовки обрабатываемых изделий
Установка для обработки деталей в псевдоожиженном абразиве

Номер патента: 1212765
Опубликовано: 23.02.1986
Авторы: Масюк, Мигунов, Попенко
МПК: B24B 31/10
Метки: абразиве, псевдоожиженном
...их зарезание, При 15 О экранизация ранее прошлифованных поверхностей практически не увеличивается, а трудности крепления детали в головке возрастают.Диапазон экранируемых площадей принят из следующих соображений. При экранизации более 903 торцовой площади детали возможна экранировка впадин зубьев шестерен, особенно имеющих большой модуль, т.е. кромки на дне во впадинах обрабатываться не будут. При экранировании менее 803 торцовой площадидетали возмож на обработка профилей зубьев на крайних участках, кроме того, усложняется указанная выше проблема конструктивного размещения в головке валов, на которых вРащаются обрабатываемые детали.Шпиндель 3 может быть расположен вертикально и горизонтально. Шпиндель 3 установлен в корпусе 9 с...
Способ обработки деталей в свободном абразиве

Номер патента: 1212766
Опубликовано: 23.02.1986
МПК: B24B 31/10
...0 детали является при этомвспомогательным и обеспечивает равные условия обработки всех зубьев.Затем, не изменяя направлениевращений вокруг осей О и О детальвращают с увеличенной скоростью обработки с частотой1вокруг геометрической оси 0детали и медленно с частотой а) (С ь) проворачивают вокруг оси 01 .При этом вращающаяся с большойчастотой 2 вокруг своей оси деталь прокачивает, подобно насосу,газообразную смесь от своей оси кпериферии по стрелкам Г ( фиг. 2)что обеспечивает обработку тех жеправых сторон торцов зубьев по ихвнутреннему контуру В.Затем производят реверсированиевращений и вращая деталь с рабочейскоростью обработки вначале с частотой и 3) вокруг оси 0, азатем с частотой оЭ ) ) вокруг оси 0 детали производят обработку левых...
Устройство для объемной полировки

Номер патента: 1235702
Опубликовано: 07.06.1986
Авторы: Кособуцкий, Олендер, Сакулевич, Ящерицын
МПК: B24B 31/10
...и трубопровода 17 с емкостью 13.Полюса последнего по ходу движения детали сектора 111 выполнены с насечкой треугольного профиля, способствующей сбору отходов полирования. Отверстия для выхода СОЖ в последнем секторе выполнены во впадинах насечки в несколько рядов, что позволяет производить интенсивную очистку обработанной поверхности деталей от отходов полирования.Устройство работает следующим образом.Обрабатываемые детали 7 закрепляются в шпинделях 6. Секторы 1 - 111 магнитной системы 2 заполняются порошком необходимой дисперсности и в каждый сектор из емкостей 13 подается СОЖ определенного состава, Так, в первом по ходу движения деталей секторе 1, где шероховатость поверхности максимальна и необходим интенсивный съем припуска,...
Устройство для объемной полировки

Номер патента: 1240554
Опубликовано: 30.06.1986
Авторы: Кособуцкий, Олендер, Сакулевич, Ящерицын
МПК: B24B 31/10
...известного устройства являются низкие производительность и качество полирования поверхностей деталей.Цель изобретения - повышение производительности процесса и качестваполирования,Поставленная цель достигается тем,что устройство дополнительно снабжено механизмами вращения шпинделякаждой рабочей позиции вокруг оси,параллельной собственной оси вращения шпинделя. На станине 1 установлена магнитная система 2 с кольцевым зазором О . В опоре 3 станины 1 установлен с воз" можностью вращения вал 4, на нижнем конце которого размещен ротор 5, а верхний конец связан с приводом А 1. В роторе 5 с возможностью вращения размещены;эксцентриковые гильзы 6,связанные посредством клиноременнойпередачи 7 с приводом А. В гильзах6 с возможностью...
Газораспределительная решетка устройства для обработки деталей в кипящем слое абразива

Номер патента: 1248773
Опубликовано: 07.08.1986
Авторы: Анциферов, Беклемышев, Кощеев, Куневич, Романова, Слуханова, Степанов
МПК: B24B 31/10
Метки: абразива, газораспределительная, кипящем, решетка, слое, устройства
...например прочность. Воздух, проходячерез газораспределительную решетку 1,создает кипяший слой абразивного зерна 2,в котором вращается со скоростью шлифования 20 - 25 м/с обрабатываемая деталь 3. За счет соударения абразивных зерен, совершающих турбулентное движение с вращающейся деталью, происходит обработка детали, снятие заусенцев, округление острых кромок пазов и т. и.Пример. На установке проводят обработку деталей типа диск из стали 45 с фрезерными пазами. Диаметр детали 70 мм, ширина 8 мм, исходная шероховатость Я=1,91 мкм; частота вращения детали 6300 об/мин, абразивный материал 14 А 80, время обработки 4 мин (2 мин вращают в одну сторону и 2 мин в другую), габариты газораспределительных решеток 300( 150 Х Х 20...
Устройство для обработки деталей свободным абразивом

Номер патента: 1323350
Опубликовано: 15.07.1987
МПК: B24B 31/00, B24B 31/10
...подачи рабочей среды под давлением (не показана) отверстиями 28Вращающиеся части устройства защищены кожухами 29 рабочей камеры 30.Предлагаемое устройство работаетследующим образом.50Из магазина 5 отсекатель б подаетдеталь 11 в позицию а загрузки в камеру 4 до упора (не показан). Полировальным барабанам сообщается движение вокруг оси вала 17, при этом55они поочередно в раскрытом состоянии(створки разведены) погружаются в рабочую камеру 1 (положение Я, Фиг.1),где происходит псевдоожижение абразива, При совпадении осей конусов 10с осью детали реле отключает электромагниты 21 и подпружиненные конусызажимают деталь 11, Пневмоцилиндры 26закрывают створки 23 полировальногобарабана 3, При этом деталь 11 оказывается в замкнутом объеме,...
Способ обработки деталей свободным абразивом

Номер патента: 1333546
Опубликовано: 30.08.1987
Авторы: Антипина, Дорожкин, Маджуго, Сугак, Харитонович
МПК: B24B 31/10
...среза соплаувеличивается пропорционально увеличению давления струи благодаряэтому уменьшается сила ударя дробинок о поверхность детали и наоборотс уменьшением расстояния от деталидо среза сопла с пониженной скоростьюистечения струи сила удара дробиноко поверхность детали возрастает, Таким образом автоматически поддержи вается сила ударов дроби о поверхность обработки. Стержню 6 с установленными на нем подвесками 5.и деталями 4 сообщают возвратно-поступательное перемещение, обеспечивающее обработку поверхностей детали, параллельных оси стержня 6, при этом перемещение подвесок 5 вдоль стержня 6 ограничено. Дробь из псевдоожиженного слоя 3 засасывается в эжектор 7 через его окна 8, После истечения из сопла и удара о поверхность детали она...
Устройство для магнито-абразивной обработки

Номер патента: 1371881
Опубликовано: 07.02.1988
Автор: Подопригора
МПК: B24B 31/10
Метки: магнито-абразивной
...поверхностями изделия и рабочими полк)самиБ цдчдлс работы устройство устанавлиВдю и крепят хвцстовиком 3 в шпинделе уциерсдльццгц круглого поворотного стола, ус 11 цц,1 с цнсго ца столе металлорежущегц стдцлд, цдпример вертикально-фрезерного, дцИи,еле станка в патроне крепят обрд 6,ы 1)смцс изделие. 1 еремещая стол фреи р 10 ц стд цкд в горизонтальной плоскости 110,1 ум лццрдицдтм, дцбивдкгся такого пц.цжсция, тобы цсь изделия и кол ьцсВО- гц 11 з 1, 06 рдзцвдцццгц обоймами 12 с нар) лцым и Внутренним рдсгцлцжецием магнитных 6.Оков, совпали. Поднимая стол с1) ) ) ц с 1 ц 1 и л и О и Х с к д 5 ц ц и и д1 ь . и 3 Л .- ,1 сч 1. лциц;11)тся положения, когда Вся об;16;1)ы 1 с м;я 110 ерхццсть ОкдзыВсстся пцгру лсцд дз устройстваЗатем В...
Устройство для обработки деталей свободным абразивом

Номер патента: 1390001
Опубликовано: 23.04.1988
МПК: B24B 31/00, B24B 31/10, B24B 31/104 ...
...и открытий113035, Москва, Ж - 35, Раушская наб., д, 4/5Производственно. полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к машиностроению и может быть использовано для декоративной обработки мелких деталей приборостроения и оптико-механического производства, радио- и электротехнической промышленности.Цель изобретения - интенсификация процесса обработки и упрощение устройства.На фиг, 1 схематично изображено устройство для осуществления способа, разрез; на фиг. 2 - разрез А - А на фиг. 1.Устройство содержит статор, выполненный в виде корпуса 1 с обмотками 2, в котором свободно установлен контейнер 3 из магнетика, представляющий собой полое тело вращения в виде чаши, в центре дна которой смонтирован выступ...
Устройство для обработки изделий в свободном абразиве

Номер патента: 1397256
Опубликовано: 23.05.1988
Авторы: Борзунова, Калмыкова, Севастьянов
МПК: B24B 31/10
...закреплены ролики 13 с возможностью перемещения по подпружиненным направляющим пластинам 14, закрепленным одним концом на внутренней поверхности камеры над абразивной смесью. Пластины установлены в одной диаметральной плоскости под углом 40 - -50" к образующей цилиндра камеры с возможностью отклонения их свободного конца в сторону крышки камеры. При угле наклона направляющих пластин менее 40 качество очистки поверхности изделий снижается за счет того, что угол поворота держателя с изделиями не достигает оптимальной величины, т. е. ролики, перемещаясь по направляющим, не достигают их нижней точки со стороны крепления на поверхности цилиндра. При угле наклона направляющих пластин более 50 эффективность очистки поверхности изделий также...
Устройство для нанесения металлических покрытий

Номер патента: 1399089
Опубликовано: 30.05.1988
Авторы: Воронков, Пирогов, Примак
МПК: B23H 9/00, B24B 31/10
Метки: металлических, нанесения, покрытий
...зазор с нерабочим торцом сердечника. Составитель С.В.НикифоровТехред А,Кравчук Корректор М.Пожо Редактс; А.Ревин Заказ 2827/16 Тираж б 78 ПодписноеВЯЯПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж-Э 5, Раушская цаб., д, 4/5 Производс гцаццо-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к электро- физическим и электрохимическим методам обработки, в частности к устройствам для упрочнения поверхностей токопроводящих деталей в магнитном поле ферромагнитными порошками.Цель изобретения - расширение технологических возможностей устройства за счет обеспечения нанесения покрытия на неферромагнитные токопроводящие материалы.На чертеже изображена схема предлагаемого...
Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления

Номер патента: 1437197
Опубликовано: 15.11.1988
Авторы: Базарнов, Головчиц, Дульгиер, Ендовицкий, Каблова, Морозов, Панин, Скворчевский, Смоляк, Хомич
МПК: B24B 31/10
Метки: магнитно-абразивной, односторонней, поверхностей
...щетки, т.е, восстанавливает их режущие свойства, чтопозволяет повысить производительностьобработки и уменьшить расход порошка, изменяет траекторию каждого изединичных зерен порошка, т.е. позволяет получать интенсивно пересекающиеся следы абразива на обработаннойповерхности, что позволяет снизитьвеличину шероховатости и тем самымповысить качество обработки.Частота осцилляции не менее чемодин двойной ход эа один оборот индуктора предотвращает холостые пробеги каждой из щеток, что особенноважно при обработке периферией индуктора,Выполнение полюсного наконечникавнутренного сердечника в виде диска,снабженного радиальными пазами, позволяет увеличить длину обрабатывающихщеток.Способ применяли при обработкестали ШХи бронзы при...
Устройство для абразивной обработки деталей

Номер патента: 1450985
Опубликовано: 15.01.1989
МПК: B24B 31/10
Метки: абразивной
...прохода 20 абразивной массы в камеру 3 по каналам 5, образованным между корпусом1 и рабочей камерой 3. Во внутреннейполости рабочей камеры 3 установлен подающий шнек 6 с шлицевым отверсти ем 7 по переднему торцу, взаимосвязанный с кассетой 8, имеющей винтовой паз 9 для установки деталей 1 О, закрепленных в держателях 11, Наг винтового паза кассеты выполнен равнымшагу винтовой поверхности подающегошнека 6На переднем торце кассеты выполнена расточка 12 под шаровую опору 13 с установленным в сепараторе шариком 14 на заднем - шлицевой хвостовик 5.В расточку 12 вводится регулируемая опора 16 передней крышки 17, а шли" цевой хвостовик 15 контактирует с 40 шлицевым отверстием 7. Дпя герметизации рабочей. камеры 3 и закрепления подающего шнека 6...
Способ обработки свободным абразивом деталей типа дисков турбомашин

Номер патента: 1491672
Опубликовано: 07.07.1989
Авторы: Гринблат, Коробейников, Шкляр
МПК: B24B 31/10
Метки: абразивом, дисков, свободным, типа, турбомашин
...4. Необрабатываемые поверхности детали закрывает защитный кожух 5. 20Обработка детали происходит следующим образом.Абразив загружают в рабочую емкость 4, увлажняют его до необходимой влажности путем прокачки через 25 емкость жидкости, Обрабатываемую деталь 1 устанавливают и закрепляют на шпинделе 2 установки, сообщают ей вращательное движение и погружают деталь на глубину Ь, в увлажненный 30 абразив 3, помещенный в емкость 4. Первоначальная глубина погружения детали определяется по формуле Границу зоны обработки детали перемещают от вершины зубьев к его основанию или в обратном направлении втечение всего времени обработки. Глубина погружения детали в конце обработки определяется по формулеЬК (г В), при этом В максП р и м е р . На...
Способ магнитно-абразивной обработки

Номер патента: 1541031
Опубликовано: 07.02.1990
Авторы: Бруй, Калина, Рыбаков, Скворчевский, Устинович
МПК: B24B 31/10
Метки: магнитно-абразивной
...телу 5 и детали 1 сообщают вращательное движение в противоположных направлениях. В данном варианте допускается предохранять внутреннюю поверхность тела 5 от износанапример, нанесением иэносастойких покрытий. Ферромагнитный абразивный порошок 4, который подают в рабочий зазор , равномерно распределяется в рабочем зазоре О, , благодаря обеспечению вращения детали и коаксиально установленного Ферромагнитного тела в противоположных направлениях, Под действием сил резания, обусловленных магнитным полем, происходит обработка наружной поверхности детали.Способ обработки внутренних поверхностей детали типа втулок осуществляют следующим образом (фиг,З).Ферромагнитное тело 5 размещается коаксиально обрабатываемой детали 1 с рабочим...
Устройство для гидроабразивной обработки внутренней поверхности труб

Номер патента: 1569208
Опубликовано: 07.06.1990
Авторы: Дементьев, Засыпкин, Трухачев
МПК: B24B 31/10, B24B 31/116, B24C 1/08 ...
Метки: внутренней, гидроабразивной, поверхности, труб
...имеются отверстия 16,через которые стравливается избыточный воздух иэ рабочих камер 1 и пополняется запас воздуха в надпоршневой полости А в зависимости от положения поршня 17. прессора, От электродвигателя 23 сообщается возвратно-поступательное перемещение поршням 17, Гидроабразив 3одной из камер 1 перетекает черезобрабатываемую деталь 5 в другую кам .ру и совершает при этом полезнуюработу, т.е. обработку детали. 1 ил. Поршень 17 компрессора шарнирно соединен с шатуном 18 и кривошипом 19, который свободно вращается в подшипниковых опорах корпуса компрессора 4. Кривошип 19 соединен с муфтой 20 и редуктором 21, который кинематически связан гибкой передачей 22 с электродвигателем 23.Обработка производится следующим образом....
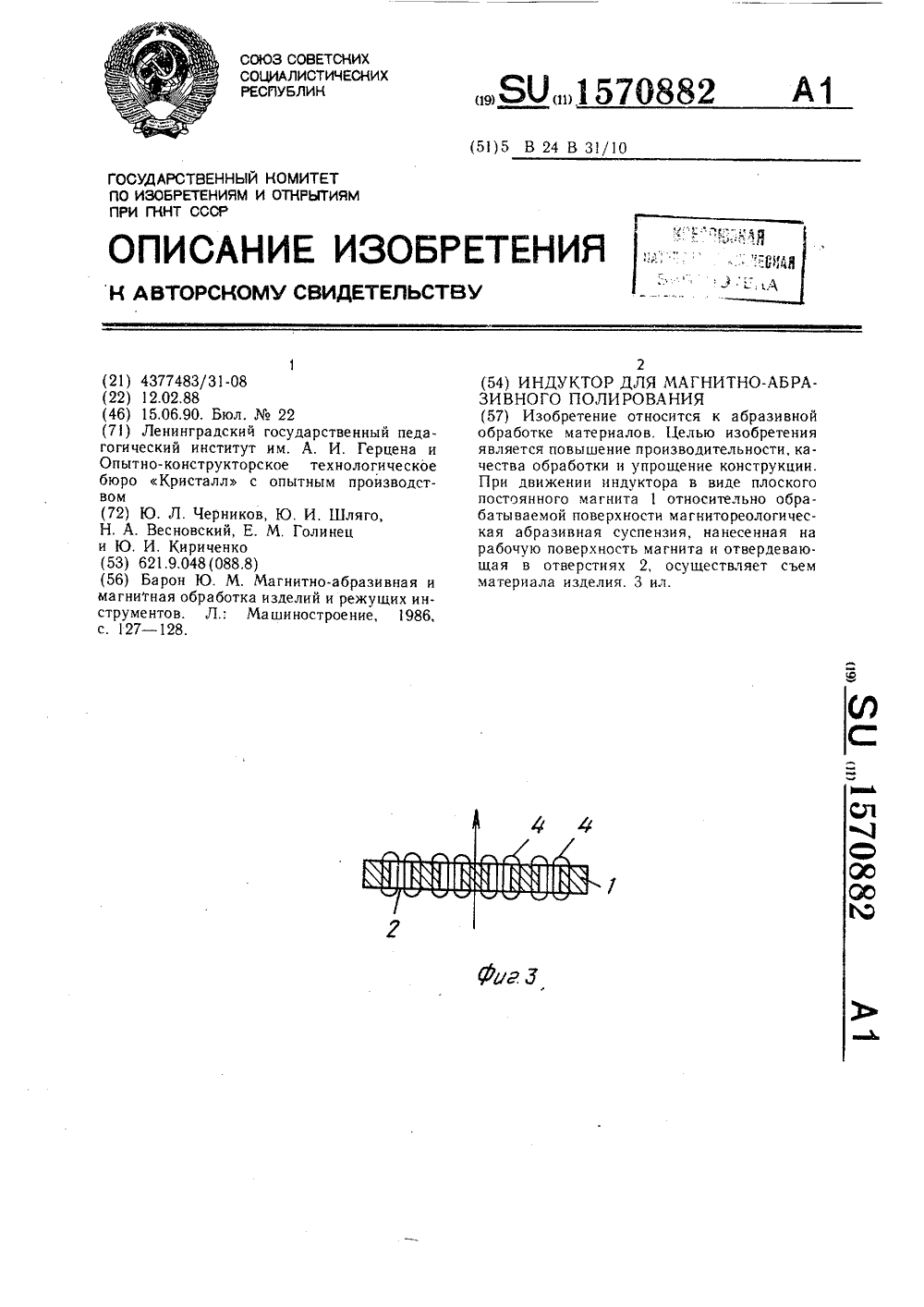
Индуктор для магнитно-абразивного полирования
Номер патента: 1570882
Опубликовано: 15.06.1990
Авторы: Весновский, Голинец, Кириченко, Черников, Шляго
МПК: B24B 31/10
Метки: индуктор, магнитно-абразивного, полирования
...и инструмента, что, в свою очередь, зависит от интенсивности и однородности магнитного поля, обеспечивающего однородность свойств и устойчивость магнитореологической суспензии. Линии 3 магнитного поля плоского магнита 1, намагниченного в направлении, указанном осевой стрелкой, показаны на фиг. 2. Магнит не имеет отверстий, поэтому все магнитные линии проходят в теле магнита в направлении его намагниченности и огибают края магнита, замыкаясь вне объема, занятого магнитным материалом, т. е. по немагнитной среде. Вследствие 5 10 15 20 25 30 35 большого магнитного сопротивления этой среды интенсивность магнитного поля оказывается весьма слабой.На фиг, 3 показаны короткие пути замыкания магнитного потока в магните 1, имеющем отверстия 2,...
Способ магнитно-абразивной обработки режущих кромок инструментов

Номер патента: 1614906
Опубликовано: 23.12.1990
Авторы: Ефремов, Савков, Скворчевский, Чураков, Ящерицын
МПК: B24B 31/10
Метки: инструментов, кромок, магнитно-абразивной, режущих
...заостренияинструмента для резания металлов(Р = 75-1200), а максимальная - дляобработки неметаллических материалов ( = 15-60 ).С целью обеспечения интенсивностиобработки за счет лучшего перемешивания абразивного порошка, а такжеисключения его выброса инерционнымисилами и создания концентраторов абразивной массы предлагается на торцовых поверхностях, эквидистантныхобрабатываемым граням лезвия, выполнить чередующиеся впадины глубиной0,3-0,5 мм, которые могут заполняться порошком, вынесенйым из зазораобрабатываемого лезвием. Кроме того,эти углубления создают дополнительные концентраторы магнитного поля,чем способствуют увеличению съемаобрабатываемого материала, а расположение их со смещением относительноверхнего и нижнего полюса...
Устройство для турбоабразивной обработки деталей

Номер патента: 1641589
Опубликовано: 15.04.1991
Авторы: Васильев, Дубинчук, Старобинец, Трефилов, Шалашов
МПК: B24B 31/10
Метки: турбоабразивной
...пористую газораспределительную перегородку 6 и, взвешивая абразив.3, выходит в Составитель. Г, КолокольцеваТехред М.Моргентал Корректор А.Обручар Редактор М,Товтин Заказ 1112 Тираж 467 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Изобретение относится к обработке деталей свободным абразивом, например, полирование,снятиезаусенцев,округление кромок, зачистка и т.п., и может быть использовано в аппаратах кипящего слоя в различных областях промышленности.Цель изобретения - повышение производительности.На чертеже схематично изображено предлагаемое устройство.Устройство содержит...
Устройство для объемно-абразивной обработки

Номер патента: 1650399
Опубликовано: 23.05.1991
МПК: B24B 31/10
Метки: объемно-абразивной
...5, Конический корпус 6 закрыт сверху крышкой 8 из ферромагнитного материала, установленной с возможностью осевого перемещения на шпильке 7. Крышка 8 ограничена от перемещений вниз стопорным кольцом 9 и шайбой 10, выполненной из ферромагнитного материала. Контейнер 5 закрыт крышкой 11 из не- магнитного материала, одетой на шпильку 7 и закрепленной клином 12, проходящим через паз в шпильке 7, Крышка 11 препятствует перемещению крышки 8 вдзль шпильки 7. 30 35 40 45 50 55 дробью. Рабочий объем закрывается крышками 8 и 11, фиксируемыми клином 12,При включении электромагнитного контура 1 вращающееся магнитное поле воздействует на намагниченные магнитотвердые ферромагнитные тела 15, например, из гексаферрита бария диаметром 4 - 5 мм....
Устройство для гидроабразивной обработки деталей типа лопастных колес

Номер патента: 1683988
Опубликовано: 15.10.1991
Авторы: Залога, Парамей, Парфененко
МПК: B24B 31/10
Метки: гидроабразивной, колес, лопастных, типа
...21.Установка обрабатываемого колеса б нашпинделе пинали 4 производится так, чтобы выходная часть колеса совпадала с входной частью соответствующего обводногоканала, обеспечивая минимальный зазормежду ними,Устройство работает следующим образом.В исходном положении крышка 3 поднята над рабочей камерой 2, кран 15 и крышка 17 закрыты, Из бака 16 при помощинасоса 20 по трубопроводу через обратныйклапан 19 несущей средой заполняют рабочую камеру 2. Клапан 19 служит для того,чтобы в процессе обработки несущая средане перетекала из камеры 2 вбак 16,В рабочую камеру 2 засыпают определенное количество твердых абразивныхчастиц, например абразивные зерна элект. рокорунда, обеспечивая заданную концентрацию смеси, Размеры отверстий в перфорированных...
Устройство для обработки деталей в псевдоожиженном абразиве

Номер патента: 1717322
Опубликовано: 07.03.1992
МПК: B24B 31/10
Метки: абразиве, псевдоожиженном
...камере, отличает предлагаемое техническое решение от известного,Гибкие перегородки (мембраны) и клапаны широко применяются в различных об 55 ластях техники. Известно применениеклапана и мембраны в устройстве для обработки деталей в псевдоожиженном абразиве. В этом устройстве мембрана выполненаиз проницаемого пористого материала и используется в качестве звена передачи возвратно-поступательного перемещения за- .твору и не является органом, подающимвоздух.В предлагаемом устройстве мембранавыполнена иэ непроницаемого материала и 5выступает в качестве рабочего органа механизма подачи сжатого воздуха и сообщенияему пульсаций, а также как средство защитыкомпрессора от абразивного износа.8 известном устройстве клапан используется...
Способ абразивной обработки

Номер патента: 1649757
Опубликовано: 30.06.1992
МПК: B24B 31/10
Метки: абразивной
...ленты потоком сжатого воздуха под регулируемым давлением, подаваемым через торцы контейнера, снабженные сеткой с размерэгли ячеек, не превышающигли разглера обрабатываемых деталей,На фиг,1 изображено устроиство для реализации способа; на фиг.2 - разрез А -А нэ фиг,1; на фиг,3 - вид по стрелке Б на фиг.1.Устройство, реализующее способ. содержит неподвижныи контейнер 1. снабженный съемной крышкой 2 иесьеглной 3 увеличение производительности обработки, сокращение времени на выгрузку деталей после обработки. В неподвижный цилиндрический контейнер 1, снабженный сьемнай и несьемной крышками, облицованный абразивной лентой 4, загружают детали 5, а через сетки по касательной к абразивной ленте 4 подают поток сжатого воздуха, заставляя...
Устройство для обработки поверхности плоского проката

Номер патента: 1792761
Опубликовано: 07.02.1993
Авторы: Дмитров, Долженков, Карась, Кацен, Коновалов, Левитан, Лейви, Нагорнюк, Парамошин, Пархоменко, Романов, Савранский
МПК: B21B 45/04, B24B 31/10
Метки: плоского, поверхности, проката
...индукторах 1, ся.равномерное его распределение по всейописана выше и позволяет увеличить плот-: длине зоны обработки и увеличение его ность ферроабразива 7 по сравнению сна-плотности по сравнению с насыпной плот- сыпной его плотностью на 5 - 10. При этоМ,: . ностью достигает 17 - 20 Д, а величина давесли имеет место заданное рассогласова ления ферроабразива 7 на полосу 5 ниб интенсивности задачи ферроабразива 7 составляет 0,15-0,2 Н/мм . Данные пара 2 и сближения индукторов 1, может быть пол- . метры обеспечивают эффективную обра-учен градиент плотности ферроабоазива 7 в ботку неп реры в но движущейся со направлении уменьшения рабочего зазора скоростью до 2 мlс полосы из сплава меди. вследствие его конусности, т,е. плотность Достигнутые...
Устройство для обработки деталей свободным абразивом

Номер патента: 1798135
Опубликовано: 28.02.1993
МПК: B24B 31/10
...деталей (при повышении кинетической энергии и в частности соударения поверхностей деталей и частиц обрабатывающей среды),На фиг;1 представлен общий вид устройства для обработки деталей свободным абразивом; на фиг.2 - разрез А - А на фиг.1; на фиг.З - разрез Б - Б на фиг.2.Предлагаемое устройство для обработки деталей свободным абразивом содержит рабочую камеру 1, под которой расположена опорно-газораспределительная решетка 2 с расположенным на ней слоем абразива 3, Для установки обрабатываемых деталей предназначена оправка 4, закрепленная на шпинделе 5. В рабочей камере 1 расположен отклоняющий механизм 6, состоящий из профильной пластины 7, установленной из условия образования эффекта. Коанда между упомянутой пластиной и оправкой 4, и...
Способ обработки деталей типа шнека

Номер патента: 1815180
Опубликовано: 15.05.1993
Авторы: Лазарев, Лобанов, Максимов, Рудич, Снятков
МПК: B24B 31/10
...детали, в результате механической обработки или путем спирального размещения полируемых поверхностей, придают шнекообразную форму, Такую деталь 1 помещают в корпус рабочей камеры 2 и устанавливают нижним концом в отверстие приводного вала 3, Второй конец детали 1 поджимают центром 4, располагаемом в верхнем промежуточном корпусе 5 и стакане б, которые соединяют с корпусом рабочей камеры 2.Загрузочный бункер 7 заполняют обрабатывающей средой, например абразивом, который в приемной камере 8 превращают в жидкое или псевдожидкое состояние с помощью струи жидкости или воздуха,подаваемой под острым углом к оси шнека детали . 1, которую частично (минимум часть нижне1815180 новой порцией абразива и транспортируется в рабочую...
Способ очистки от окалины прутков круглого проката и устройство для его осуществления

Номер патента: 1821257
Опубликовано: 15.06.1993
Авторы: Бать, Долженков, Кацен, Нагорнюк, Писаренко, Резников, Романов, Савенков, Тарасенко
МПК: B21B 45/04, B24B 31/10
Метки: круглого, окалины, проката, прутков
...рабочего органа - периоды работы устройства. К 1 К 5 - ка- порцией ферроабраэива 11 массой тушки возбуждения. 55 .(100150) г, которая, согласно эксперименП р и м е р, Цилиндрическйй корпус 1 тальнйм данным, выносится на каждом при всех отключенных катушках возбужде- прутке диаметром (3640) мм.ния заполняют равномерно по длине и сече- Отключение катушки 8 (К 2) приводиг к нию ферроабраэивом 11 либо в ослаблению сцепления между частицами наклоненном положении рабочего органа, ферроабраэива 11 и поэтому способствуетих переносу вдоль канала на .торце прутка основном массиве ферроабразива, находя и на его поверхности, В основном пере- щемся в рабочем органе, а также перенос носятся частицы ферроабразива 11, при- ферроабразива вдоль...
Способ очистки от окалины прутков круглого проката и устройство для его осществления

Номер патента: 1821258
Опубликовано: 15.06.1993
Авторы: Бать, Долженков, Кацен, Маляренко, Нагорнюк, Николаев, Писаренко, Резников, Романов, Савенков
МПК: B21B 45/04, B24B 31/10
Метки: круглого, окалины, осществления, проката, прутков
...К фа 1 - коэффициент уплотнения ферЦроабразива 4, имеющий место после прохода переднего конца первого прутка 16 через рабочий орган /вторая стадия уплотнения/, 10 отн, ед.рфа - плотность ферроабразива 4 после второй стадии его уплотнения, кг/м;Чфа - суммарный обьем частиц Ферроабразива 4 после второй стадии его уплотнения, мз;бпр - диаметр очищаемого прутка 16, м;пр - длина прутка 16, находящегося в рабочем органе и равная длине сменной камеры 2, м;Чдт - суммарный объем деформируемых тел 5 после второй стадии уплотнения рабочего материала, мз;Кдт коэффициент изменения объема 25 деформируемык тел после второй стадии уплотнения рабочего материала, отн.ед;я=за 416,30Уравнение /8/ имеет физический смыслпри условии. что Чро0,25ЖКскбскпр /10/...