B21D 37/20 — изготовление рабочих инструментов способами, не отнесенными к другим подклассам
Способ изготовления вкладыша мастер-штампа

Номер патента: 667287
Опубликовано: 15.06.1979
Автор: Довнар
МПК: B21D 37/20
Метки: вкладыша, мастер-штампа
...для получения магазина - приемника в качестве пресс - инструмента мастер - пуансона, входящего в комплект мастер -)О штампа.На фиг.1 схематично изображен мастер - штамп; на фиг.2 - схема изготовления вкладыша.Мастер-штамй состоит из мастер - 15 пуансона 1, рабочая фигура которого соответствует гравюре штампа, и контейнера. 2 с установленным в нем вкладышем 3 с магазином-приемником, отвечающим по форме и размерам поверх ности соединения плакирующего слоя 4 с основой 5 штампа, Вкладыш изготовляют посредством мастер - пуансона 1 для формообразования магазина - приемника в заготовке 6 вкладыша 25 мастер - штампа с использованием .прокладки 7, выполненной из материала и с размерами плакирующего слоя исходной эаготрвки штампового изделия,...
Способ изготовления штампов напряженной конструкции

Номер патента: 703191
Опубликовано: 15.12.1979
МПК: B21D 37/20
Метки: конструкции, напряженной, штампов
...составрают из условия увеличения высоты ого авставки на 20 - 2остаточного аы ого аустенита в мартенситс номинальнойа " э мм по сравненйю при после юду цих отпусках сопровождает"носв зависимости от точ- ся возникновенити изготовления с целью эконо , ,и увел . жатияем напряжений сметаллов, При уменьшении конус 1 2(1 Ви, ичением его объема п ин осности . . В свободном состоянии и и аки что ыеобходимо увеличивать высоту вста - нее див- аметра слитка, равного 100 ммриращечтобы обеспечить такое условие составило бы 0 3ло ы , б-:О,б. Вставка послевставкир р запрессовке, данная часть эапрессовки е может изменить своианалогичноавки, выполненная из материала . Размеры и э-за жесткой обоймы, чтонесколькичного материалу обоймы должна вызовет в...
Способ изготовления и сборки вырубных и пробивных штампов

Номер патента: 707656
Опубликовано: 05.01.1980
Авторы: Артюхов, Кравчук, Титаренко
МПК: B21D 37/20
Метки: вырубных, пробивных, сборки, штампов
...в плоской заготовке углуолеция с поперечным сечением, больше цопере шого сечецня пуансона, и последующей пробивки тем же пуансоном отверстия в707656 иг 7 г и Н ИИ ПИ Заказ 8396/7 Тираж 9 тб Подписноеилиал П П П с Патент, г. Ужгород, ул. Проектная,дйе, а в йроцессе сборки шта мця коп ц р жесэ.ко соединяот с матрицеи, цуяцсоц вводят в отверстйекопйра, и зазор вежд поверхностью, ограничивающей углубии и. в копирс, и боковой 11 оверхтгостью" йУЖсоня зя"лйвайт" ле кбплавким" материалом ц цри этомсоединяют между собой копир ц пуансон с возможностью относительного осс вого перемещения.На фиг, 1 - 4 показаца последовательность изготовления и сборки штампа.Способ осугцествляется следующим обПуансон или пуансонывыцолня 1 от ствердосплавными...
Способ изготовления бандажированных матриц

Номер патента: 727276
Опубликовано: 15.04.1980
Авторы: Волков, Волкогон, Рябчиков, Савченко, Цветков
МПК: B21D 37/20
Метки: бандажированных, матриц
...графита в воде, оболочку подвергают сушке. Оболочку 5 устанавливают на выталкиватель 3 и стержень 4, размещенные в рабочей полости матрицы 2, а на оболочку - верхнюю матрицу 6 и верхний стержень 7. В образовавшуюся полость засыпают необходимое количество по 4 о рошка твердосплавного материала 8, сверху " "устанавливают пуансон и порошок спрессовывают в бандаже при давлении 2,8 - 3,2 т.с/см. Разбирают инструмент, и извлекают оболочку с предварительно отпрессованной вставкой, на торец вставки устанавли- ф вают графитовую шайбу и полученную таким образом сборку помещают в печь, где нагревают до температуры, лежащей в пределах интервала ковки материала бандажа, в дальнейшем заготовку помейают в штамп и подвергают вставку горячему...
Устройство для обработки отвер-стий b деталях

Номер патента: 795642
Опубликовано: 15.01.1981
Автор: Довнар
МПК: B21D 37/20
Метки: деталях, отвер-стий
...8. Промежуточные вставки выполнены в виде стержней. Промежутки между обоими видами стержней заполнены З 0 связующей массой 9, Стержни 7 с наклонными режущими кромками выполнены из магнитного материала. Устройство работает следующим обра 35зом.На основание 1 устанавливают обрабатываемую матрицу 2, На нее кладут прокладку 3, а затем направляющую плиту4. Устройство стягивается болтами (не40показаны). Затем устанавливают стержни7 с наклонными режущими кромками,предварительно намагнитив их. Эти стержни устанавливают по стенке отверстияв направляющей плите. Полость междустержнями заполняют промежуточнымивставками в виде стержней 6.Можнополость заполнить сыпучим материалом.Затем скрепляют собранные части инструмента связующей массой 9,...
Способ получения деталей вырубного штампа

Номер патента: 942850
Опубликовано: 15.07.1982
Авторы: Ахметов, Быков, Захваткин
МПК: B21D 37/20
...также прокладка из графита 5 и кольцо 6. Пуансон 2 р может быть установлен в охватывающей его обойме с помощью шаблона(на чертежах не показан) и с помощью струбцины (на чертежах не показана) укреплен на основании 2 при з способления для заливки. Приспособление с установленным в нем пуансоном нагревают до 150-200 ОС. На поверхности пуансона и обоймы, образующие полость для заливки легкоплав"ким металлом, наносят смазку, например машинное масло. Цинковый сплав ЦАМ-2 с температурой 600-650 С заливают в полость. В случае необходимости приспособление для заливки устанавливают на вибростенд. Затем приспособление для заливки в местес с пуансоном и отлитой деталью штампа охлаждают на воздухе до комнатной температуры. Кристаллизующийся в таких...
Способ изготовления штамповой оснастки

Номер патента: 963621
Опубликовано: 07.10.1982
Автор: Золотов
МПК: B21D 37/20
...толщин привариваемой облицовочной детали. Перед закреплением облицовочной детали в полость основания, через боковые отверстия помещались трубчатые электронагреватели, температура нагрева которых на поверхности составляет 1000 С.Пространство между облицовочной деталью и основанием через отверстияв основании заливалось бронзой марки БР,ЮК 9-4, После затвердеваниябронзы штамп (заполнитель) подвергался термической обработке в электропечи по режиму: закалка с 780 ОС,старение при 320 С в течение 2 ч.После термообработки 6 зд" равнялось54 кг/мм.Устройство для нагрева штамповснабжено термопарами и приборами автоматического регулирования температуры. При нагреве штампов до рабочей температуры система терморегулирования обеспечивает...
Способ изготовления сборных матриц разделительных штампов

Номер патента: 975154
Опубликовано: 23.11.1982
Автор: Пейсахович
МПК: B21D 37/20
Метки: матриц, разделительных, сборных, штампов
...поперечного сечения, соответствующимипуансону разделительного штампа. Затем конец 2 пуансона 1 расплющивают,на боковую поверхность пуансона 1наносят технологическое покрытие 3,толщиной, равной одностороннему расчетному зазору (2 р) между пуансономи матрицей, при котором в дальнейшембудут эксплуатировать разделительныйштамп (Фиг. 1), Покрытие 3 наносяткаким-либо известным способом, например электрохимическим.Далее расплющенному концу 2 пуансона 1, например шлифованием придаютФорму и размеры, соответствующие поперечному сечению недеформированнойчасти пуансона 1, имеющей покрытие 3(фиг.2).Обработанный расплющенный конец2 отделяют от исходного пуансона 1,получая, тем самым, два новых пуансона 4 и 5. Первый из пуансонов 4,являющийся...
Способ изготовления штампов напряженной конструкции

Номер патента: 996001
Опубликовано: 15.02.1983
Авторы: Аржакин, Копылов, Петров, Столяров
МПК: B21D 37/20
Метки: конструкции, напряженной, штампов
...Превращение аустенита в мартенсит носит бездиффузионный характер свозникновением значительных напряжений сжатия и приращения объема примерно на 1,2,В предлагаемой конструкции обоймаи вставка изготовлены из штамповойи быстрорежущей стали мартенситногокласса. В сталях мартенситного класса при быстром охлаждении с температур закалки ниже температуры началамартенситного превращения аустенитбездиффузионно.превращается в мартенсит. 25Превращение аустенита в мартенситзакалки сопровождается увеличениемобъема металла тем в большей степени,чем выше легирована сталь.В результате разницы в изменении 30объемов в материале обоймы и вставкипри закалке штампа по вставке возникают напряжения сжатия, Однако призакалке в масле не весь аустенит...
Способ изготовления вырубных штампов

Номер патента: 1018760
Опубликовано: 23.05.1983
Авторы: Ефремов, Исанбаев, Наймушин, Шамин, Шмыков
МПК: B21D 37/20
...с одной ступенью, соответствующей рабочему окну матрицы, и устанавливают его в пуансонодержатель, рабочее окноматрицы образуют путем внедрения в предварительное отверстие размещенного в пуансонодержателе пуансона 2.Недостатком известного способа является высокая трудоемкость изготовленияиз-за невысокой точности центрированияпуансона и матрицы,Целью изобретения является снижениетрудоемкости изготовления путем повышения точности центрирования пуансонаи матрицы.Для достижения цели согласно способуизготовления вырубных штампов, заключающемуся в том, что в матрице выполняютсквозное отверстие с размерами, меньшеразмеров поперечного сечения рабочегоокна, изготавливают ступенчатый пуансонс одной ступенью, соответствующей рабочему окну...
Способ изготовления и сборки вырубных штампов

Номер патента: 1060277
Опубликовано: 15.12.1983
Авторы: Артюхов, Елистратов, Злобинский, Кравчук, Олейник, Сандовенко
МПК: B21D 37/20
Метки: вырубных, сборки, штампов
...зазор между иим и пуансонами легкоудаляемым материалом, заливают легкоплавкий или полимерный материал в этот зазор, хвостовые части пуансонов устанавливают с равномерным зазором в отверстиях съемника, закрывают зазор между пуансонами и съемником, заливают легкоплавкий или полимерный мате- риал 2.Однако у известного способа невысокая производительность процесса изготовления и сборки вырубных штампов.Цель изобретения - повышение производительности процесса изготовления и сборки вырубных штампов.Достигается цель тем, что согласно способу изготовления и сборки вырубных штампов, преимущественно многопуансонных, заключающемуся в том, что изготавливают пуансоны, пуансоиодержатели и съем- ники с отверстиями, устанавливают с равномерным...
Способ получения деталей вырубного штампа

Номер патента: 1139542
Опубликовано: 15.02.1985
Автор: Першина
МПК: B21D 37/20
...4, верхнююподвижную плиту 5 и обойму 6, охватывающую верхнюю плиту 5. Обоймы 7 и 8 служат для установки матрицы 3, Литейнаяформа 9 для получения съемника образована матрицей 3, верхней подвижной плитой 5,обоймой 6 и пуансонами 4. Литейная форма 10 для получения пуансонодержателя образована матрицей 3, нижней подвижнойплитой 1, обоймой 2, и пуансонами 4. Обойма 2 снабжена винтами 11. Рабочие частипуансонов обозначены позицией 12, крепежные части пуансонов - позицией 13,готовый съемник - 14 пуансонодержатель - 15.Способ осуществляется следующим образом.5 10 15 20 25 30 35 40 45 50 Крепежные части 13 пуансонов вставляют в рабочие отверстия матрицы. В литейную форму 9 заливают расплавленный металл, крепежные части 13 пуансонов выдавливают...
Способ изготовления режущего инструмента, преимущественно с прямолинейной режущей кромкой

Номер патента: 1154023
Опубликовано: 07.05.1985
Авторы: Герман, Загорский, Наполов, Пехарт, Рудаков
МПК: B21D 37/20
Метки: инструмента, кромкой, преимущественно, прямолинейной, режущего, режущей
...участок под режущую кромку ортируют под углом 60-120 к направнию волокон.11540Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении режущего инструмента.Целью изобретения является повышение стойкости инструмента, преимущественно с прямолинейной режущей кромкой.На фиг, 1 показан режущий инструмент с прямолинейной кромкой (ножа), 10 . общий вид; на фиг. 2 - схема вырубки заготовки ножа из стального проката (полосы).Способ изготовления режущего инструмента 1 с прямолинейной кромкой 2 предусматривает вырубку заготовки из стального проката 3 с ориентацией участка заготовки под режущую кромку 4 относительно волокон проката 20 (фиг. 2) под углом 60-120 Вырубку производят пуансоном 5 в штампе (не...
Способ сборки штампов

Номер патента: 1156780
Опубликовано: 23.05.1985
Авторы: Артюхов, Кравчук, Кубарева, Писанка
МПК: B21D 37/20
...контурами в виде чередующихся выступов и впадин.На фиг. 1 показана матрица штампа после установки на ней технологических пластин; на фиг. 2 - часть матрицы и пуансона, сориентированных при помощи технологической пластины; на фиг, 3 - разрез А - А на фиг, 2; на фиг. 4 - штамп, общий вид,Сборку штампа осуществляют следующим образом.Известными методами изготавливают рабочие инструменты штампа в виде матрицы 1 и пуансона 2 с рабочим контуром в виде чередующихся выступов и впадин. Матрицу 1 закрепляют в матрице- держателе 3, а пуансон 2 - в пуансонодержателе 4, и прикрепляют соответственно к подкладным плитам 5 и 6. Собранный пакет, включающий матрицу 1, закрепляют на нижней плите 7 штампа. На выступах а и б матрицы 1, размещают...
Стенд для слесарно-доводочных работ

Номер патента: 1171156
Опубликовано: 07.08.1985
Авторы: Бланкман, Галат, Гашников, Годяев
МПК: B21D 37/20
Метки: работ, слесарно-доводочных, стенд
...В исходном положении стол 1 20 стенда ограничен упорами. Верхний стол 10 может вращаться вокруг горизонтальной оси в подшипниках 11 и прижиматься в горизонтальном положении к жестким упорам 12. Подшипники верхнего стола смонтированы на двух ползунах 13, перемещающихся вертикально в направляюших 14. Стенд работает следующим образом.Нижний стол 1 перемещается в крайнее переднее положение и останавливается на него устанавливается штамп (или прессформа), нижняя половина которого крепится к столу. Затем нижний стол 1 возвращается в исходное положение до упора, где фиксируется силовыми цилиндрами 7. Опускается верхний стол 1 О до соприкосновения 35 с верхней половиной штампа, которая закрепляется на нем.Перемещая верхний стол 10 вверх и вниз,...
Способ изготовления штамповых блоков

Номер патента: 1207617
Опубликовано: 30.01.1986
Автор: Колобанов
МПК: B21D 37/20, B21K 5/20
...2,5 и до заданного размера 25по толщине с допуском +0,05 Вставку получают в мастер-пуансоне, выполненном из жаропрочного сплавана никелевой основе, причем рабочийпрофиль пуансона 2 точно соответствует Форме горячей поковки, которая впоследствии будет оформлятьсяс помощью встагки, Рабочий профильматрицы 3 выполнен так же, как поверхность корпуса штампа с уче 35том размещения в нем вставки, После формообразования вставки осуществляют ее закалку и высокий отпуск с таким расчетом, чтобы твердость готовой вставки была в пре 40делах НВ 321-364. Готовая вставкадолжна быть чистой, беэ следовокисления поверхности и не обезуглероженной.Полученную таким образом встав 45ку 4 зачищают со стороны данной 617 2ее части от возможных дефектов иобрезают...
Способ восстановления рабочих поверхностей штамповочного инструмента

Номер патента: 1228947
Опубликовано: 07.05.1986
Авторы: Елистратов, Сандовенко
МПК: B21D 37/20
Метки: восстановления, инструмента, поверхностей, рабочих, штамповочного
...Подписитета СССРткрытийнаб, д,475 Тираж 78 ВНИИПИ Государстве по делам изобр 035, Москва, 11(-35:ного коь етений и Раушская Производственно-полиграфическое предприятие, г.ужг ул,Проектна Изобретение относится к обработке металлов давлением, в частности к способам восстановления рабочих частей штампов для листовой штамповки,Цель изобретения - повышение дол говечности инструмента для комбинированной штамповки, в частности пуансон-матрицы для вырубки и вытяжки с коническим рабочим торцом.На Фиг. 1 показан штамп совмещен О ного действия для вырубки и вытяжки; на фиг. 2 - способ восстановления рабочей поверхности пуансон"матрицы.Штамп содержит в одной части пуансон 1 для вытяжки и матрицу 2 для 15 вырубки, а в другой части - пуансон-...
Устройство для хранения и раздачи сферических предметов

Номер патента: 1232337
Опубликовано: 23.05.1986
Автор: Филатиков
МПК: B21D 37/20
Метки: предметов, раздачи, сферических, хранения
...предназначены для перекрытия выходного отверстия трубчатого стержня в нерабочем положении.Шарнирное соединение вилочной опоры с трубчатым стержнем необходимо для свободного перемещения (наклона) трубчатого стержня относительно лапок вилочной опоры.Выполнение щели между лапками соразмерной с диаметром пуансонов необходимо для точного попадания последних в заданные точки рисунка на матрице 1 плите).. Устройство работает следующим образом.Для размещения сферических пуансонов 3 (металлических шариков диаметром 2 мм) на матрице чеканочного штампа (на плите размером 210 х 300 мм), имеющей на верхней поверхности 17 тысяч полусферических углублений радиусом 1 мм, пуансоны предварительно засыпают в накопитель 1, откуда они скатываются в трубчатый...
Способ изготовления матрицы вырубного штампа

Номер патента: 1237280
Опубликовано: 15.06.1986
Авторы: Лангин, Мордасов, Петряев, Семенов
МПК: B21D 37/20
Метки: вырубного, матрицы, штампа
...никельввиду низкой кислотности .сульфаматного электролита, с которым не корродирует материал пуансона,и легкойпассивируемости воверхностного слояникеля .на воздухе. Подготовка поверхности пуансона с нанесенным слоемхимического .никеля перед электроосаждением никеля включала обезжиривание венской известью, промывкухолодной проточной водой и промывкудистиллированной водой. Завешиваниепуансона в ванну никелнрования производили на специальном приспособлении, которое позволяло удерживать Юпуансон в строго вертикальном положении в течение всего цикла наращивания. Аноды марки НПАН завешивали.в гальваническую ванну параллельнопуансону. Величина межэлектродногорасстояния оставалась постоянной вовсех опытах и составляла 150 мм.Состав электролита...
Устройство для изготовления рабочих частей штампов

Номер патента: 1240497
Опубликовано: 30.06.1986
Авторы: Губин, Калинин, Климычев
МПК: B21D 37/20, B21K 5/20
Метки: рабочих, частей, штампов
...гранник, служающий для облегчения регулирования длины выступающей части стержня.Устройство работает. следующим образом. В исходном положении ползун 2 на.ходится вверху, До начала отливки штампа матричная плита 9 и модельный элемент 12 .рабочих частейштампа с литниковыми отверстиями 13 устанавливаются вне зоны устройства соосно друг другу, после чего упоры 11 вывинчиваются из отверстий 10 до касания своей головкой стенки модельного, элемента 12. Затем плита 9 устанавливается на ванну 3 с расплавом 14 материала заготовки, При опускании модельного элемента 12 в ванну,3 расплав через литниковые отверстия 13 заполняет верхнюю его полость, обтекая, таким образом, как наружную,так и его внутреннюю поверхности. Затемтрубу с отверстиями,...
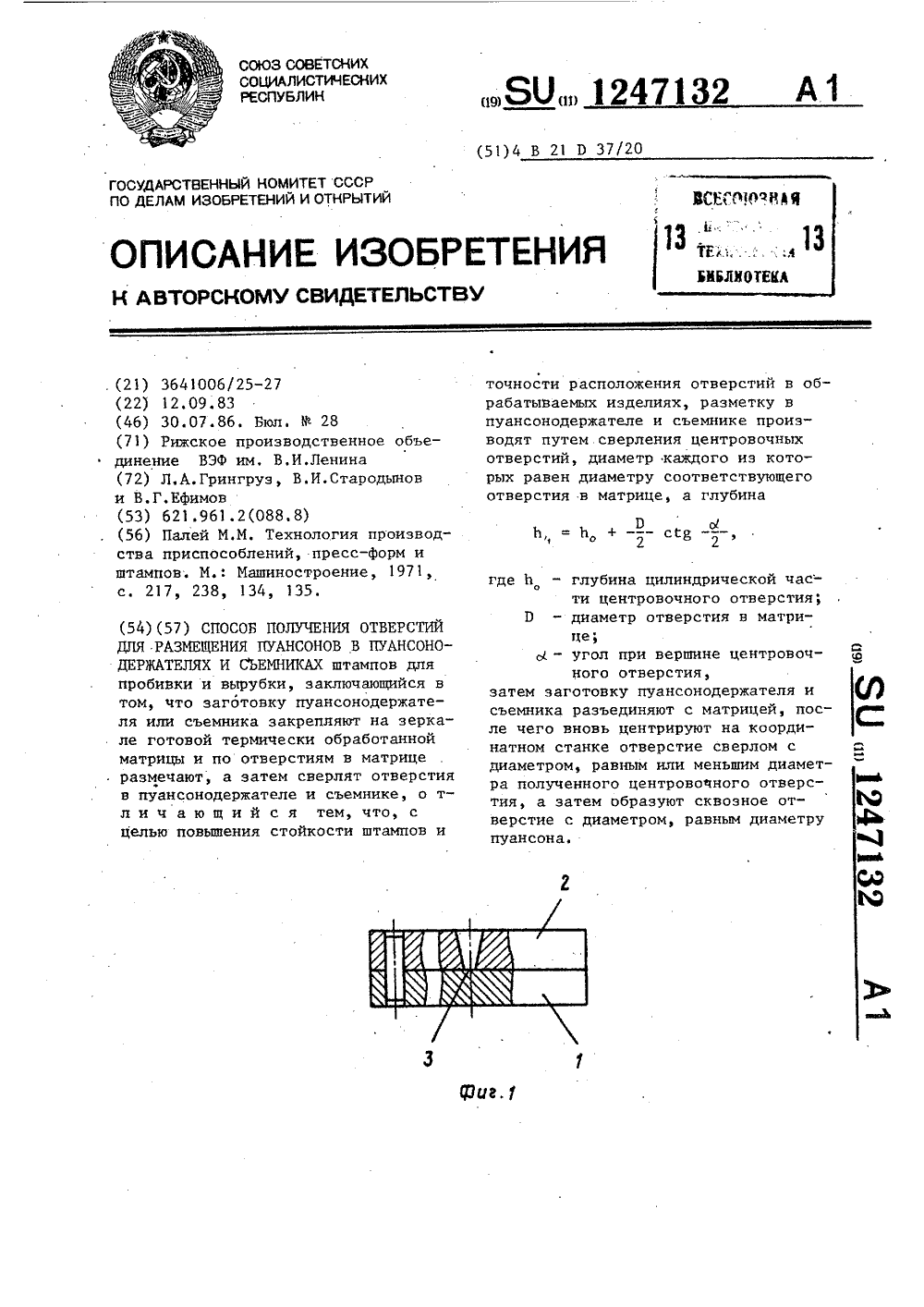
Способ получения отверстий для размещения пуансонов в пуансонодержателях и съемниках
Номер патента: 1247132
Опубликовано: 30.07.1986
Авторы: Грингруз, Ефимов, Стародынов
МПК: B21D 37/20
Метки: отверстий, пуансонов, пуансонодержателях, размещения, съемниках
...стойкости штампов и точности расположения отверстий в обрабатываемых изделиях типа печатных плат с отверстиями менее 2 мм.На фиг,1-6 показана последовательность образования отверстий в пуансонодержателах и съемниках; на 15 фиг.7 - отверстие в заготовке после повторного центрирования, на фиг.8 - заготовка после получения сквозного отверстия.Способ получения отверстий осу ществляют следующим образом.Заготовку 1 пуансонодержателя или съемника, имеющую форму плиты, закрепляют на зеркале механически и термически обработанной матрицы 2 с одним и несколькими рабочими отверстиями 3 диаметром Э (фиг.1).Через отверстие 3 в матрице 2 сверлят центровочное отверстие 4 в заготовке 1 пуансонодержателя или 30 съемника (фиг,2). Диаметр центровочного...
Стенд для слесарно-доводочных работ

Номер патента: 1328034
Опубликовано: 07.08.1987
МПК: B21D 37/20
Метки: работ, слесарно-доводочных, стенд
...с верхней половиной штампа, которая закрепляется на нем,Перемещая верхний стол 3 вверх и вниз ручным или электроприводом, смыкают и размыкают обе половины штампа, пробуют на краску, делают контрольные вырубки, например, на алюминиевой фольге. При необходимости доводки, в том числе механической обработки верхней половины штампа, верхний стол 3 электроприводом механизма поворота разворачивается зеркалом вверх. Для удобства слесарно-доводочных работ верхний стол 3 может останавливать ся в любом промежуточном положении от 0 до 180.Электропривод 13 механизма поворота вращает червяк редуктора 14, через червячное колесо - шлицевой вал 16, последний вращает червяк редуктора 15, черме в зависимости от габаритов изделий, т. е. обладает...
Штамп для обработки листового материала

Номер патента: 1359042
Опубликовано: 15.12.1987
Автор: Лунев
МПК: B21D 28/14, B21D 37/20, B21D 43/00 ...
...установлены матрицы 2 и упор, состоящий из упорного элемента 3 и стержня 4, в верхней части штампа установлен пуансон 5. Стержень 4 упора выполнен из двух частей В и С. Часть В запрессована в отверстии, а часть С имеет размеры поперечного се чения меньше размеров отверстия, Поперечное сечение части С ограничено дугамй и хордами, упорный элемент 3 имеет скос Р, который расположен с зазором д относительно плоскости Е. 2 ВМатериал подается до упора в элемент 3. В момент вырубки от распирающих усилий стержень 4 в своей части С пружинит, а после окончания процесса вырубки упорный элемент 3 возвращается. на свое место.Предлагаемое изобретение позволяетповысить надежность работы штампа 2 2 Формула изобретения1. 111 тамп для обработки...
Способ изготовления вырубного штампа

Номер патента: 1368071
Опубликовано: 23.01.1988
Автор: Новожилов
МПК: B21D 37/20
...элементом. Выемка .выполняет две функции; во-первых, не дает возмож- . ности, элементу поворачиваться после сборки, а во-вторых, обеспечивает возможность образования режущей кромки любой конфигурации.При изготовлении штампа матрице- и пуансонодержатели одинакового размера скрепляют вместе, на одном из них наносят режущую кромку и затем с по. - мощью измерителя (или другого инструмента) вдоль режущей кромки на одинаковом расстоянии один от другого наносят центры отверстий и выполняют сверление. Расстояние между центрами отверстий должно быть равно расстоянию размеру между элементами 5 в установочном положении, В просверленные отверстия запрессовывают элементы и при необходимости расклепывают и приваривают с обратной стороны. Затем по...
Способ изготовления штампового блока

Номер патента: 1459814
Опубликовано: 23.02.1989
Автор: Слобода
МПК: B21D 37/20, B21K 5/20
Метки: блока, штампового
...следствие, перемещается в зазор углубления корпуса с усилием трения только по линии скола и плоскости формообразующего элемента. Это также повышает равномерность распределения материала вкладыша по углублению в корпусе, Значит повышается точность положения формообразующего элемента относительно остальных деталей штампового блока. Зазор между вкладышем и стенками углубления корпуса принимают равным 0,95 - 9,75 Я в зависимости от диаметра углубления, толщины вкладыша и экономической целесообразности точности обработки. Для определения этой величины диаметр вкладыша и углубления наименьший 100 мм, а наибольший 3500 мм, причем большийдиаметр ограничивается размерами прессового оборудования, а наименьший - наименьшими размерами штампуемых...
Способ определения величины и равномерности зазора между режущими кромками

Номер патента: 1480916
Опубликовано: 23.05.1989
Авторы: Бабиченко, Белоусов, Полищук, Хлыповка, Шварцман, Шейхет
МПК: B21C 51/00, B21D 37/20
Метки: величины, зазора, кромками, между, равномерности, режущими
...5 тической системы (не показана) отображают на общую плоскость и под микроскопом (не показан) измеряют зазор 6 и характер его смещения.10П р и м е р 1, Между пуансоном и матрицей для чистовой вырубки деталей диаметром 20 мм из магниевого сплава МА 8 толщиной 5 мм, требующих усилий 4,4 т, помещают пластину15 из Ст 08 КП толщиной 3 мм, Для вырубки кружка диаметром 20 мм из этой пластины требуется усилие 4,8 т, Пуансон полнее. матрицы внедряют в материал пластины с усилием 4,6 т, в результате чего со стороны матрицы образуются трещины скола. Величину зазора между отпечатками пуансона и матрицы определяют под микроскопом прямого и обратного инвертирования и выявляют, 25 что эксцентричность расположения пу- ансона и матрицы составила 0,07...
Устройство для гидромеханической штамповки

Номер патента: 1480927
Опубликовано: 23.05.1989
Автор: Довнар
МПК: B21D 26/02, B21D 28/16, B21D 37/20 ...
Метки: гидромеханической, штамповки
...на стол пресса (не показан), в частности гидропресса. В полости корпуса 6 размещают прокладку 12 и комплект дисков 8 и колец 7. К этому комплекту прикладывают усилия сжатия, увеличивают надежность контакта между деталями, составляющими комплект, и осаживают прокладку 12, Затем устанавливают кольцо 9 с прокладкой 11 и на ней размещают обрабатываемое изделие 10 с предварительно образованным в ней отверстием, После установки изделия 10 на торец прокладки 11 на изделие нажимают ползу ном пресса и осаживают прокладку 11. Затем предварительное отверстие в изделии 10 заполняют жидкостью, над этим отверстием по предварительно полученному оттиску размещают пуансон 2. Над изделием 10 помещают камеру 1 и уплотняющую втулку 3. Образовавшуюся...
Способ изготовления изделий

Номер патента: 1488074
Опубликовано: 23.06.1989
Авторы: Глухов, Есин, Корякин, Крылов
МПК: B21D 37/20
...матрицы 4.При этом вначале заготовка 1 цилиндрическим участком заходной части входит в калибрующий участок матрицы 4, В резуль тате достигается надежная соосность инструментальной оснастки (пуансона 2 и матрицы 4) и заготовки 1. Затем матрицей,4 осуществляется формирование внутреннего бурта на заготовке 1 (фиг. 2). При этом недеформируемый цилиндрический участок на 50 заготовке 1 препятствует появлению трещин в концевой части заготовки и ее разрушению.После оформления бурта дальнейшая деформация заготовки 1 осуществляется вначале вытяжкой с утонением стенки, а затем вытяжкой с утонением и прессованием, При этом толкатель 2 имеет возможность смещаться в осевом направлении относительно пуансона 2, Съем отштампованного изделия с пуансона...
Способ изготовления бандажированных матриц

Номер патента: 1496872
Опубликовано: 30.07.1989
Авторы: Афанасьев, Иосафов, Мишин, Теплухин, Хазанов, Царев
МПК: B21D 37/20, B23P 11/00
Метки: бандажированных, матриц
...и отпуском на твердость НКС 62-64, Среднюю часть - проклаФсу 3 изготавливают из высокоуглеродистой (например, У 10 А) стальной ленты с первоначальной термообработкой (закалкой) на верхний бейнит, холодной прокаткой с обжатием 30-907 и низким отпуском в интервале температурФ200 - 350 С, во время которого происходит дополнительное упрочнеСоставитель Н.ПожидаеваРедактор М.Келемеш Техред А.Кравчук орректор М,Васильев каз 4368/2 Тираж 693 ПодписноеНИИПИ Государственного комитета по изобретениям и открытиям 113035, Москва, Ж, Раушская наб., д. 4/5 ГКНТ СС иээодственно-издательский комбинат "Патент", г.Ужгород, уд, Гагарина 3 1496872П р и м е р, Необходимо изготовить матрицу для рельефной чеканки ювелирного изделия из сплава...
Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления

Номер патента: 1503945
Опубликовано: 30.08.1989
Авторы: Брагин, Кобышев, Судариков, Шарапенко
МПК: B21D 37/20
Метки: гидравлической, заготовок, осадкой, полых, трубчатых, штамповки
...заготовки создают гидростатическоедавление р, а к торцам заготовки спомощью пуансонов прикладывают усилие осевого сжатия Р , При этом навыступы 12 действуют противоположнонаправленные усилия Г, создающиекрутящий момент. Под действием крутящего момента пуансон проворачивается вокруг своей оси в подшипниках17 вместе с размещенным в ручье 11-участком заготовки. При этом прилегающие участки заготовки изгибаютсяпо радиусу К ручьев, образованных канавками 7 и 10,Вращение ролика продолжают до тех пор, пока выступы 12 ролика не втянутся в упоры 6 матрицы. После этого отводят пуансоны 14 и раскрывают части 1 и 2 матрицы и 8 и 9 пуансона и извлекают иэделие.П р и м е р, Деформируют трубчатую заготовку из стали 12 Х 18 Н 10 Т длиной 180 мм,...