Способ изготовления и сборки вырубных штампов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1060277
Авторы: Артюхов, Елистратов, Злобинский, Кравчук, Олейник, Сандовенко



Текст
. СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН за В 21 Р 37/20 1ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Ордена Трудового Красного Знамени институт сверхтвердых материалов АН Украинской ССР, Коростенское учебно-производственное предприятие Украинского товарищества общества слепых и Гомельское учебно-производственное предприятие, Белорусского общества слепых(54) (57) 1. СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ВЫРУБНЫХ ШТАМПОВ, преимущественно многопуансонных, заключающийся в том, что изготавливают пуансоны, пуансонодержатели и съемники с отверстиями, устанавливают с равномерным зазором головки. пуансонов в, отверстиях пуансонодержателя, с нижней сторойы пуансонодержателя закрывают зазор между ним и пуанБО 1060277 А сонами легкоудаляемым материалом, заливают легкоплавкий или полимерный материал в этот зазор, хвостовые части пуансонов устанавливают с равномерным зазором в отверстиях съемника, закрывают.зазор между пуансонами и съемником, заливают легкоплавкий или полимерйый материал, отличающийся тем, что, с целью повышения производительности процесса, перед установкой пуансонов в отверстиях пуачсонодержателя средние части пуансонов зажимают в отверстиях дополнительной плиты, после установки головных и хвостовых частей. пуансонов соответственно в отверстиях пуансонодержателя и съемника соедийяют в пакет пуансонодержатель, съемник и дополнительную плиту, после чего производят заливку и при помощи деталей пакета получают рабочие окна в матрице.2. Способ по п, 1, отличающийся тем, что к нижнему торцу пуансонов, закрепленных в пуансонодержателе, прикрепляют насадки-электроды и получают рабочие окна в матрице электроискровой обработкой.3. Способ по п. 1, отличающийся тем, что зазоры между съемником и пуансонами заливают электропроводным материалом и получают рабочие окна в матрице электро- искровой обработкой с использованием съем- ника в качестве копира.1 о 15 Изобретение относится к обработке металлов давлением, а именно к способам изготовления и сборки вырубных штампов.Известеч способ изготовления и сборки штампов, при котором изготавливают пуансоны, пуансонодержатель и съемник с отверстиями, устанавливают с равномерным зазором головки пуансонов в отверстиях пуансонодержателя, а хвостовые части пуансонов устанавливают с равномерным зазором в отверстиях съемника, после чего зазоры между пуансонами и пуансонодержателем, пуансонами и съемником заливают легкоплавким материалом 1).Недостатком известного способа является невысокая производительность процесса изготовления и сборки вырубных штампов,Наиболее близким к изобретению по совокупности существенных признаков и достигаемому эффекту является способ изготовления и сборки вырубных штампов, преимущественно миогопуаисониых, заключающийся в том, что изготавливают пуансоны, пуансоиодержатели и съемники с отверстиями, устанавливают с равномерным зазором головки пуансонов в отверстиях пуансонодержателя, с нижней стороны пуансонодержателя закрывают зазор между иим и пуансонами легкоудаляемым материалом, заливают легкоплавкий или полимерный материал в этот зазор, хвостовые части пуансонов устанавливают с равномерным зазором в отверстиях съемника, закрывают зазор между пуансонами и съемником, заливают легкоплавкий или полимерный мате- риал 2.Однако у известного способа невысокая производительность процесса изготовления и сборки вырубных штампов.Цель изобретения - повышение производительности процесса изготовления и сборки вырубных штампов.Достигается цель тем, что согласно способу изготовления и сборки вырубных штампов, преимущественно многопуансонных, заключающемуся в том, что изготавливают пуансоны, пуансоиодержатели и съем- ники с отверстиями, устанавливают с равномерным зазором головки пуансонов в отверстиях пуансонодержателя, с нижней стороны пуансонодержателя закрывают зазор между ним и пуансонами легкоудаляемым материалом, заливают легкоплавкий или полимерный материал в этот зазор, хвостовые части пуансонов устанавливают с равномерным зазором в отверстиях съемника, закрывают зазор между пуансонами и съемником, заливают легкоплавкий или полимерный материал, перед установкой пуансонов в отверстиях пуансонодержателя сред 2 О 25 зо 35 4 о 45 50 ние части пуансонов зажимают в отверстиях дополнительной плиты, после установки головных и хвостовых частей пуансонов соответственно в отверстиях пуансонодержателя и съемника соединяют в пакет пуансонодержатель, съемник и дополнительную плиту, после чего производят заливку и при помощи деталей пакета получают рабочие окна в матрице.К нижнему торцу пуансонов, закрепленных в пуансоиодержателе, прикрепляют на. садки-электроды и получают рабочие окна в матрице электроискровой обработкой.Зазоры между съемником и пуансонами заливают электропроводным материалом и получают рабочие окна в матрице электроискровой обработкой с использованием съемника в качестве копира.На фиг, 1 изображена дополнительная плита с установленными в ее отверстиях пуансонами; на фиг. 2 - пакет, поперечный разрез.Изготовленные пуансоны 1 средней частью устанавливают в отверстиях 2 дополнительной плиты 3 и при помощи винтов 4 поджимают к базовым поверхностям 5. Зазоры, образовавшиеся между пуансонами 1 и дополнительной плитой 3, заполняют легкоудаляемым материалом б, ьапример, пластилином. К дополнительной плите 3 со стороны хвостовых частей пуансонов 1 при помощи винтов 7 прикрепляют съемник 8, а с противоположной стороны дополнительной плиты 3 при помощи винтов 9 - пуансонодержатель 10. Части пуансонов, подлежащие заливке в пуансонодержателе, обезжиривают, а части пуансонов, находящиеся в отверстиях съемника 8, покрывают разделительной пленкой. После этого равномерные зазоры 11 и 12, образовавшиеся между пуансонами и пуансонодержателями и пуансонами и съемииками, заполняют легкоплавким материалом. После отверждения полимерного материала все винты отворачивают, снимают съемник с пуансонов, а пуансоны вместе с пуансонодержателем извлекают из дополнительной плиты, прикрепляют к их нижнему торцу насадки-электроды и получают рабочие окна в матрице. При заливке зазора между съем- ником и пуансонами электропроводным материалом получают рабочие окна в матрице электроискровой обработкой с использованием съемника в качестве электрода. Дополнительная плита может быть изготовлена разъемной для удобства проведения монтажных работ.Предлагаемый способ позволяет повысить производительность изготовления и сборки вырубных штампов.Редактор Т. ПарфеноваЗаказ 9915/8 Составитель В. Чернавский Техред И, Верес Корректор В. Гирняк Тираж 816 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3476737, 26.07.1982
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ АН УССР, КОРОСТЕНСКОЕ УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ УКРАИНСКОГО ТОВАРИЩЕСТВА ОБЩЕСТВА СЛЕПЫХ, ГОМЕЛЬСКОЕ УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ БЕЛОРУССКОГО ОБЩЕСТВА СЛЕПЫХ
АРТЮХОВ ВЛАДИМИР ПАВЛОВИЧ, КРАВЧУК ПЕТР ИВАНОВИЧ, САНДОВЕНКО ВАСИЛИЙ АНДРОНОВИЧ, ЕЛИСТРАТОВ ВИКТОР ИВАНОВИЧ, ОЛЕЙНИК НИКОЛАЙ НИКИТОВИЧ, ЗЛОБИНСКИЙ ВЛАДИМИР ЛАЗАРЕВИЧ
МПК / Метки
МПК: B21D 37/20
Метки: вырубных, сборки, штампов
Опубликовано: 15.12.1983
Код ссылки
<a href="https://patents.su/3-1060277-sposob-izgotovleniya-i-sborki-vyrubnykh-shtampov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления и сборки вырубных штампов</a>
Способ измерения величины и распределения радиального зазора между пуансоном и отверстием матрицы в собранном штампе

Номер патента: 457877
Опубликовано: 25.01.1975
Авторы: Горнов, Горохов, Орехов
МПК: G01B 11/14
Метки: величины, зазора, матрицы, между, отверстием, пуансоном, радиального, распределения, собранном, штампе
...однократном экспонировании засвечивают фоточувствительный материал со стороны отверстия в матрице и по изображению, полученному на фотоматериале, определяют величину и распределение радиального зазора между пуансоном и матрицей. На чертеже изображена схема, поясняющая 1 О предлагаемый способ.Между пуансоном 1 и матрицей 2 помещают фотоматериал 3, обращенный светочувствительным слоем к пуансону. При половинной величине засветки фотоматериала со стороны 15 матрицы потоком света 4 экспонируется полефотоматериала по вырубному окну матрицы, в площадь которого входит поле под пуансо ном и поле зазора. Затем также при половин.ной величине засветки потоком света 5 со сто роны пуансона экспонируется поле фотоматериала, расположенное над...
Пуансон к штампу для пробивки отверстия с фаской

Номер патента: 442872
Опубликовано: 15.09.1974
МПК: B21D 37/00
Метки: отверстия, пробивки, пуансон, фаской, штампу
...чему устраняются задиры ицарапины и предотвращаются наплывы на грани цилиндрической и конической части отверстия, а также для улучшения истечения металла в отход, вытесняемого конической ча стью пуансона.Величина конусности элемента 2 по размеру Ь 4 находится в пределах допуска на отверстие в своем большем А и меньшем 4, значениях, максимальное приближаясь к верхнему и нижнему пределам допуска,Зазор между дэлемента 2, находящегося на расстоянии от грани фаски и цилиндрического отверстия, равном высоте цилиндрической части отверстия, и матрицей 5, предусматривается от 0,1 мм до нуля. Благодаря наличию конусности ниже размера 64 зазор между матрицей и элементами 1 и 2 до момента подхода дм к плоскости матрицы имеет значительную...
Способ получения отверстий для размещения пуансонов в пуансонодержателях и съемниках
Номер патента: 1247132
Опубликовано: 30.07.1986
Авторы: Грингруз, Ефимов, Стародынов
МПК: B21D 37/20
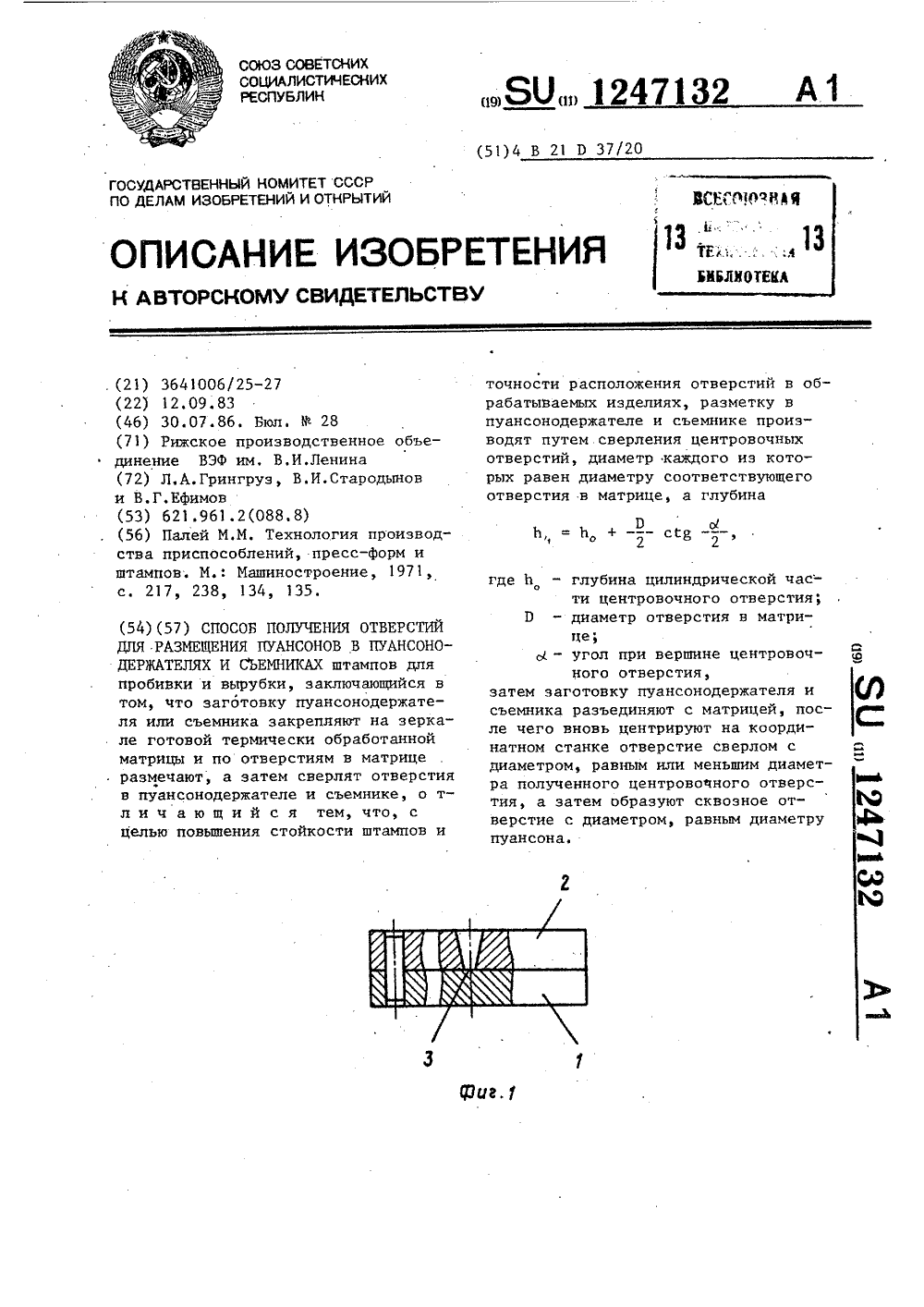
Метки: отверстий, пуансонов, пуансонодержателях, размещения, съемниках
...стойкости штампов и точности расположения отверстий в обрабатываемых изделиях типа печатных плат с отверстиями менее 2 мм.На фиг,1-6 показана последовательность образования отверстий в пуансонодержателах и съемниках; на 15 фиг.7 - отверстие в заготовке после повторного центрирования, на фиг.8 - заготовка после получения сквозного отверстия.Способ получения отверстий осу ществляют следующим образом.Заготовку 1 пуансонодержателя или съемника, имеющую форму плиты, закрепляют на зеркале механически и термически обработанной матрицы 2 с одним и несколькими рабочими отверстиями 3 диаметром Э (фиг.1).Через отверстие 3 в матрице 2 сверлят центровочное отверстие 4 в заготовке 1 пуансонодержателя или 30 съемника (фиг,2). Диаметр центровочного...
Штамп с отключаемыми пуансонами

Номер патента: 1609536
Опубликовано: 30.11.1990
Автор: Митичкин
МПК: B21D 43/00, B30B 15/30
Метки: отключаемыми, пуансонами, штамп
...на позицию. При обратном поперечном ходе грейферных линеек осуществляется перемещение шибера 20 в исходное положение (крайнее левое на фиг, 4), включение пластины 34 и выключение пластины 33, заготовка 41 с первой вырубной позиции(окно 23) перемещается рабочей поверхностью паза 29 на загрузочную позицию . а паз 30 совмещается с окном 24 для приема четвертой заготовки 44. При обратном ходе грейфера осуществляется вырубка заготовки 44, которая падает через окно 24 и паз 30 на поверхность плиты 18 и остается там до очередного перемещения шибера 20. Таким образом, заготовки из четырехпуансонного штампа последовательно (четвертая, третья предыдущего и вторая, 16095365 10 относительно оси провального окна 22, Все перечисленные расстояния...
Способ сборки рабочего пакета вырубного штампа

Номер патента: 308798
Опубликовано: 01.01.1971
Авторы: Воробьев, Добржинский, Рапопорт
МПК: B21D 37/02
Метки: вырубного, пакета, рабочего, сборки, штампа
...матрицей для дальнейшей совместной обработки.На фиг. 1 изображено положение деталей пакета штампа при выверке зазоров между пуансоном и матрицей; на фиг. 2 - положе ние деталей пакета с установленным съемником; на фиг. 3 - положение деталей пакета со съемником, соединенным с матрицей; на фиг. 4 - соединение матрицы и съемника для сверления под фиксирующие штифты. 30 Сборку пакета производят в сборочном блоке. На нижней плите 1 блока устанавливают пуансонодержатель 2 с пуансонами 8. На пуансоны надевают матрицу 4 и устанавливают ее на параллельные подкладки 5, по которым перемещают матрицу при распределении зазора между пуансонами и матрицей. Наблюдение производят через отверстие в верхней плите б блока. После выверки зазоров производят...
Предыдущий патент: Выталкивающее устройство к штампу
Следующий патент: Устройство для отделения от стопы и подачи в рабочую зону пресса плоской заготовки
Случайный патент: Устройство для получения штапельного волокна