B21D 19/00 — Отбортовка и прочие виды обработки кромок, например кромок труб
Устройство для отбортовки труб

Номер патента: 940928
Опубликовано: 07.07.1982
МПК: B21D 19/00
Метки: отбортовки, труб
...втулки 12, определяющее величину зазора между плитой 13 и рабочей поверхностью 6 пуансона, регулируется с помощью резьбового упора 15, установленного во втулке 12. Между упором 15 и навинченной на пуансон гайкой 16 размещена упругая, например резиновая, проставка 17. Элементы разъемной плиты контактируют с закрепленными на выдвижной части 4 клиновыми пальцами 18. Закрепленные на основании 1 упоры 19 ограничивают осевое перемещение втулки 12, а следовательно, и разъемной плиты 13.Устройство работает следующим образом,В исходном положении выдвижная часть 4 привода 3 втянута. Пуансон 5 под действием сопряженной с ним пружины занимает крайнее правое относительно выдвижной части 4 положение. С помощью гайки 16 и резьбового упора 15 между...
Способ двусторонней отбортовки концов труб

Номер патента: 948488
Опубликовано: 07.08.1982
Автор: Каюшин
МПК: B21D 19/00
Метки: двусторонней, концов, отбортовки, труб
...на котором может быть осуществлен вариант предлагаемого способа с раздачей концов трубы до образования ворот никбв торообразной формы; на фиг. 2- положение при предварительной раздаче; на фиг. 3 - отбортовка одного конца трубы; на фиг. 4 - отбортовка другого конца.Пресс содержит смонтированные на основании рабочие цилиндры 1, 2 двустороннего действия и разъемные мат" рицы 3, 4. На штоках цилиндров закреплены отбортовочные пуансоны 5 6.В исходном положении штоки цилиндров 1, 2 втянуты, матрицы 3, 4 разомкнуты. Заготовку 7, подлежащую отбортовке, устанавливают на рабочую пози" цию; при этом ее концы выступают из матриц. Замыкают матрицы и включают рабочие цилиндры 1, 2 на выдвижение их штоков - пуансоны синхронно воздействуют на...
Способ получения детали с отверстием и бортом вокруг него

Номер патента: 956098
Опубликовано: 07.09.1982
Автор: Газизов
МПК: B21D 19/00
Метки: бортом, вокруг, детали, него, отверстием
...и т заготовкой при этом образовалась пот, лость. При деформировании отверстияс диаметром до 27 мм, диаметр борта10 получался равным 35 мм.Реализация. предлагаемого способадоступна любому предприятию, располагающему металлорежущим оборудованием, и обеспечивает получение дета 1 лей широкой номенклатуры, в частности деталей со ступицами и горловинами. формула изобретения 3.от оси отверстия к периферии (не показано), Деформирующий инструмент 2 вводят в отверстие. Далее сообща,ют относительное вращение заготовке и инструменту, при этом не имеет значения, будет вращаться заготовка или инструмент, Обеспечивают контак заготовки с инструментом. Инструмен взаимодействующий с поверхностью отверстия или ее частью, нагревают металл в зоне контакта в...
Способ получения плоского фланца на трубчатой заготовке

Номер патента: 961817
Опубликовано: 30.09.1982
МПК: B21D 19/00
Метки: заготовке, плоского, трубчатой, фланца
...на краевую часть воротника, полученного при предварительной раздаче заготовки, и увеличивают степень его раздачи до образования плоского фланца, сопряженного со стенкой заготовки по радиусу ее свободного изгиба, В конце этого процесса краевая часть фланца поджимается пуансоном к жесткому упору. Этот процесс проводится в неподвижной матрице без упора недеформируемого конца заготовки. Затем, не выключая рабочего хода цилиндра, связанного с пуансоном, включают рабочий ход цилиндра, связанного с матрицей. За счет осевого перемещения матрицы относительно заготовки проштамповывается зона сопряжения фланца со стенкой заготовки, она получает кривизну, обусловленную матрицей.Инструмент для отбортовки заготовки включает плоский пуансон 1,...
Устройство для получения скошенных кромок листовых деталей

Номер патента: 988411
Опубликовано: 15.01.1983
Автор: Длин
МПК: B21D 19/00
Метки: кромок, листовых, скошенных
...ниях.На фиг. 1 схематически изображено предлагаемое устройство с раэмеще. нием упоров при обработке середины листа с поднятым флажком, общий вид; на фиг, 2 - то же, вид сбоку; на фиг. 3 - положение упоров при начальной обработке листа с опущенным флажком.На смещенном упоре 1, имеющем контактную поверхность 2, жестко988411 3закреплена планка 3 под углом кплоскости обрабатываемого материала, направленная в сторону второгоупора 4, размещенного в скобе 5.На конце планки 3 выполнен паз, в 3котором на оси 6 укреплен флажок 7с контактной поверхностью 8, флажоК может фиксироваться в двух крайних положениях - вниз и вверх с помощью подпружиненного шарика 9, Рас встояние между контактной поверхностью2 упора 1 и упором 4 регулируется. спомощью...
Устройство для отбортовки труб

Номер патента: 990072
Опубликовано: 15.01.1983
Авторы: Герд-Юрген, Ханс
МПК: B21D 19/00
Метки: отбортовки, труб
...и линией периметра, Затем в заготовке выполняется кольцевой паз 13 и распиливается по образующей внутреннего кону са 12, в результате чего образуется пропил 14. В освобожденной таким образом внутренней конуснсй поверхности профрезеровываются небольшие вытянутые гнезда 15. Клинообразный зле 45 мент имеет соответствующие этим гнездам штифты 16, перпендикулярные конусной поверхности.Затем секторы насаживаются на клинообразный элемент таким образом, 5 О чтобы штифты 16 вошли в гнезда 15, при этом внутренняя конусная поверхность 12 прилегает к конусной поверхности клинообразного элемента. Затем в паэ 13 закладывают пружинящее кольцо 17, которое прижимает .секторы друг х другу. В соответствии с этим секторы скользят по конусной...
Способ отбортовки

Номер патента: 1003965
Опубликовано: 15.03.1983
Авторы: Бабурин, Муслимов, Сизов, Сизова
МПК: B21D 19/00
Метки: отбортовки
...сплавов используют щелочи), 1003965устанавливают кольцевую заготовку 2. Под действием усилия Р отбортовки пуансон 3 изгибает заготовку по кромке матрицы 1.При достижении степени деформации, равной 90% предельно допустимого коэффициента отбортовки, концевая часть борта погружается в раствор (пунктирная линия), который вступает в химическую реакцию с материалом заготовки 2, вследствие чего с концевой части борта детали 4 производится съем (травление) материала, обеспечивающий удаление микротрещин, образующихся при достижении предельной степени деформации, При дальнейшем опускании пуансона 3 давление раствора в полости матрицы 1 увеличится и раствор через клапан 5 и отверстие 6 постепенно вытекает из полости матрицы 1, вследствие чего...
Пресс для формоизменения концов труб

Номер патента: 1022767
Опубликовано: 15.06.1983
Автор: Каюшин
МПК: B21D 19/00
Метки: концов, пресс, труб, формоизменения
...друг друга, что упрощает и повышает надежность их кинематической связи с плунжеромкоторая обеспечивается тем, что основание 12 выполнено с пазом 18; взаимодействующим с пальцем 19 плунжера 7, При этом паэ 18 имеет винможностью вращения относительно своей оси и двух шестерен, находящихся в зацеплении с центральной ижестко закрепленных на основанияхконсолей.Конструктивная схема прессапредставлена на чертеже, где данопбложение лри подаче на пресс подлежащей обработке трубь 10Пресс содержит станину, силовая часть которой представляетсобой расположенн. ю в вертикальнойплоскости раму, образованную колоннами 1 и 2.и смонтированными на 15них поперечинами. Одной иэ поперечин является упорная поперечина 3,которая установленным в...
Устройство для образования фасок в отверстиях листовых деталей

Номер патента: 1031564
Опубликовано: 30.07.1983
МПК: B21D 19/00
Метки: листовых, образования, отверстиях, фасок
...тем, что в устройстве дпя образования фасок в отверстиях листовых цетапей, содержащем матрицу, прияам с налравпяющим отверстием и пуансон с ципинцрическим концом, ципинцрической ступенью, размещенной с возможностью осевого перемещения в отверстии прижима, и конической степенью, распопоженной межцу ципиндрическими, пуансон снабжен цопопнитепьной ступенью, рас-. попоженной межцу ципиндрическим концом и конической ступенью и ограниченной кривппинейной выпуклой поверх ностью с поперечным сечением, увеличивающимся в сторону конической стуц ение На фиг. 1 показано устройство в исходном попожении; на фиг. 2 - начапьная стация внецрения пуансона в обрабатываемый материап: на фиг. 3- окончание процесса штамповки фаскиф на фиг, 4 - схема...
Способ получения горловин

Номер патента: 1034814
Опубликовано: 15.08.1983
Авторы: Белкин, Гальперин, Дубкин
МПК: B21D 19/00
Метки: горловин
...способу получения горловин путем формовки в заготовке выпуклости, вырезки донной части выпуклости и отбортовки боковой стенки выпуклости до цилиндрической формы в процессе формовки обеспечивают свободную деформацию боковой стенкивыпуклости путем приложения деформирующего усилия на участке, меньшем диаметра горловины, и образуют выпуклость со сферической донной частью и, плавно сопрягающейся с ней конической боковой стенкой,На фиг. 1 изображена исходная заготовка, сечение; на фиг. 2 - формовка выпуклости; на фиг. 3 - вырезка для,выпуклости; на фиг. 4 - окончательное оформление горловины; на фиг. 5 - готовое изделие.Способ осуществляется следующим образом. Заготовку 1 первоначально формуютпуансоном 2 со сферической рабочей частью.В...
Устройство для двусторонней обработки изделий по наклонным краям отверстий

Номер патента: 1034815
Опубликовано: 15.08.1983
Авторы: Валерьянов, Корнев, Перцев
МПК: B21D 19/00
Метки: двусторонней, краям, наклонным, отверстий
...корпусом 9 и цилиндрическим выступом направляющей 4 установлена пружина 11, поджимающая направляющую к ползуну 5. На корпусе 9 укреплен гидроцилиндр 12, шток 13 которого внутри корпуса через серьгу 14 и оси 15 соединен с нижним концом рычага 7. Гидроцилиндр 12 снабжен винтом 16 для регулирования хода штока 13 и через серьгу 14, оси 15 и рычаг 7 определяет исходное нерабочее положение ползуна 5,Полости гидроцилиндра 12 через масло- проводы 17 и 18 соединены с золотниковым распределителем 19, соединенным с гидростанцией (не показана). Распределитель 19 имеет рукоятку 20 для управления гидро- цилиндром, На основании 1 закреплена ось 21 кривошипа 22, соединенного со втулкой 23, составляющей с кривошипом одно целое. Выступ 24 кривошипа имеет...
Штамп для пробивки и отбортовки отверстий

Номер патента: 1038003
Опубликовано: 30.08.1983
Автор: Шпунт
МПК: B21D 19/00
Метки: отбортовки, отверстий, пробивки, штамп
...охватывающий пуансон и имеющий углубление на торце,.обращенном к матрице, пуансон выполнен в виде двух частей, одна из которых представляет собой втулку с центральным ступенчатым отверстием, нижняя ступень которого имеет коническую поверхность, а другая часть подпружинена относительно первой, установлена в ней с возможностью относительного осевого перемещения и выполнена в виде разрезной втулки со ступенчатой наружной поверхностью, нижняя ступень которой выполнена цилиндрической и сопряжена со ступенью, расположенной над ней, выполненной в виде усеченного конуса, вершина которого обращена в сторону верхней плиты, и взаимодействующей с конкческой поверхностью центрального отверстия втулки.В ступенчатом рабочем отверстии матрицы...
Штамп для пробивки и отбортовки отверстий

Номер патента: 1038004
Опубликовано: 30.08.1983
Автор: Школьник
МПК: B21D 19/00
Метки: отбортовки, отверстий, пробивки, штамп
...детали, внешняя втулка выполнена с радиальными отверстиями и снабжена размещенными в них шариками, взаимодействующими с конической поверхностью внутренней втулки, диаметр каждого из шариков больше толщины стенки внешней втулки в горизонтальном сечении, проходящем через оси радиальных отверстий.На фиг. 1 показан предлагаемый штамп в момент пробивки отверстия; на фиг. 2 - то же, в процессе отбортовки этого отверстия. 2Штамп содержит хвостовик пуансона 1,внутреннюю втулку 2, жестко связанную с хвостовиком пуансона при помощи винта 3, внешнюю втулку 4, в радиальных отверстиях которой установлены шарики 5, матрицу 6 для пробивки отверстия в заготовке 7 и съемник 8, охватывающий пуансон с зазором 9, обеспечиваюшим расположение в нем борта...
Устройство для внутренней отбортовки края полых цилиндрических деталей

Номер патента: 1045982
Опубликовано: 07.10.1983
Авторы: Остроушкин, Рождественский, Федотов
МПК: B21D 19/00
Метки: внутренней, края, отбортовки, полых, цилиндрических
...пери 35ферийные штыри размещены между витками ленточной пружины,На фиг. 1 изображено устройство спомешенной в него деталью до выполнения внутренней отбортовки, разрез; нафиг, 2 - то же, после выполнения отбортовки; на фиг. 3 - механизм распора в состоянии подпора стенки детали перед отбортовкой, вид сверху 982 2Устройство для внутренней отбортовки содержит пуансон 1, матрицу 2;выталкиватель 3 и расположенный концентрично полости матрицы механизмраспора в виде ленточной спиральнойпружины 4, центрального штыря 5, дополнительных штырей 6, размещенньимежду витками спиральной ленточнойпружины и закрепленных на подвижнойопоре 7, которая может совершать вращательное движение в прямом и обратном направлениях,Устройство работает следующим...
Устройство для формовки патрубков на трубах

Номер патента: 1045983
Опубликовано: 07.10.1983
Авторы: Гречищев, Кочетов, Куренков, Рубанович, Сурин, Тавастмерна
МПК: B21D 19/00
Метки: патрубков, трубах, формовки
...технологических возможностей устройства, иповышении качества труб при полученииотвеч.влений различных диаметров,Поставленная цель достигается тем,что устройство ддя формовки патрубковна трубах, содержащее станину в направляющих которой с возможностьк 1 переме 35щения установлен ползун с двумя опорными стойками, раэмещенньгй на ползунесиловой цилиндр, на штоке которого закреплены штанга и пуансонодержатедь с 40пуансоном, снабжено механизмом поворота опорных стоек, выполненным в видевинтовой пары, гайка которой шарнирнозакреплена на ползуне, а винт шарнирноприкреплен к стойке, а сами стойки соединены с ползуном шарнирно с возможностью повброта в пдоскости обеих стоек.На фиг. 1 изображена установка в рабочем положении, общий вид;...
Устройство для отбортовки тонкостенных обечаек

Номер патента: 1057144
Опубликовано: 30.11.1983
Авторы: Белецкий, Кичанов, Мизев, Немировский
МПК: B21D 19/00
Метки: обечаек, отбортовки, тонкостенных
...кудорожанию изготовления и эксплуатации устройства.Цель изобретения - расширениетехнологических возможностей за счетпредотвращения .потери устойчивостистенки обечайки при отбортовке.Указанная цель достигается тем,что вустройстве для отбортовки тонко-стенных обечаек, содержащем соосно .установленные с возможностью встречного перемещения от привода два отбортовочных патрона, каждый из которых выполнен с заходным, калибрующим, и деФормирующим участками, наторцах патронов выполнены равномернорасположенные .выступы и впадины,приэтом размеры и Форма выступов одного патрона соответствует размерами Форме впадины другого,5 1 О 15 20 25 З 0 35 40 45 На Фиг.1 изображено предлагаемоеустройство, разрез по оси отбортовочных патронов (патроны...
Устройство для получения скошенных кромок листовых деталей

Номер патента: 1074624
Опубликовано: 23.02.1984
Автор: Длин
МПК: B21D 19/00
Метки: кромок, листовых, скошенных
...вид; на фиг. 2 -то же, вид сбоку; на фиг. 3 - положениеустройства при пропускании препятствия;на фиг, 4 - смещенный упор в изометрии.Устройство содержит корпус 1, в котором размещен привод возвратно-поступательного перемещения ножа 2, и скобу 3 с нижним, соосным с ножом упором 4, и верхнимупором 5, смещенным относительно оси ножа.К упору 5 с рабочей поверхностью 6 35жестко прикреплена планка 7, расположенная под прямым углом к упору 5 и, направленная в сторону нижнего упора 4. Поверхность 8 этой планки является рабочей поверхностью упора 5, причем обе поверхности 6 и 8 расположены в одной плоскости. Длина планки должна быть не мень. ше расстояния между верхним 5 и нижним 4,упорами.На фиг. 4 показан упор 5 в изометрии, выполненный из...
Универсально-гибочный автомат

Номер патента: 1079335
Опубликовано: 15.03.1984
МПК: B21D 19/00
Метки: автомат, универсально-гибочный
...винтами, смонтированными в этих пазах, при этом продольная ось каждого паза расположена в одной плос - кости с осью соответствующей зенковочной головки, регулировочные винты кронштейна размещены с возможностью взаимодействия с винтовыми упорами корпуса, а связь зенковочного устрой ства с общим приводом осуществляется посредством оси, размещенной между зенковочными головками, и рычага 335 2 с открытым пазом ца одцом из его коццов, взаимодействующего с этой осью,Кроме того, автомат снабжен закрепленным ца каретке инструментальной головки прижимом, а в столе выпол -цена направляющая с пазом для направлепя лецты и отверстиями, оси которых совпадают с осями зецковочцых головок,На фиг.показан автомат, общийвид; ца фиг.2 -...
Штамп для отбортовки

Номер патента: 1087224
Опубликовано: 23.04.1984
Автор: Карелин
МПК: B21D 19/00
Метки: отбортовки, штамп
...в направлении отбортовки, с несущей плитой связана наружная часть пуансона, выполненное в ней отверстие50 имеет прямоугольную в плане форму, две его стороны параллельны продольной оси штампа, а две другие располо, жены наклонно в этой оси, а внутренняя часть пуансона выполнена в виде установленного в этом отверстии ползуыа с боковой поверхностью, соответствующей поверхности, ограничивающей отверстие, подпружиненного в вертикальном направлении и снабженногоограничителем его вертикального перемещения.На фиг. 1 изображен предлагаемыйштамп, закрытое положение, общий видв разрезе; на фиг. 2 - то же, видсверху; на фиг. 3 - то же, исходноеположение; на фиг, 4 - сечение А-Ана фиг. 3; на фиг. 5 - штамп, моментокончания отбортовки паза на...
Штамп для изготовления цепочки

Номер патента: 1094648
Опубликовано: 30.05.1984
Автор: Павлов
МПК: B21D 19/00
...оси37,. закрепленной в кронштейнах 36 и 38,смонтированных на нижней плите 1. Механизм дополнительного разъема полуматрицсодержит также смонтированный на верхней плите 2 поводок 39 с поворотной собачкой 40 и ограничительной пружиной 41.Рычаг 27 установлен на кронштейне 42,фрикционная шайба 35 закреплена на оси37 двумя гайками 43 с возможностью регулировки усилия трения о торец кронштейна 36, которое должно быть больше усилия,создаваемого пружиной 41 при повороте4 О собачки 40 во время хода поводка 39 вниз,Число пальцев 34 диска 33 назначается.равным произведению числа выступов 32каждой втулки на число звеньев изготавливаемого отрезка 44 цепочки.45 С целью обеспечения позвожности изготовления отрезков цепочки с разным количеством...
Устройство для обработки кромок отверстий в стенках полых деталей

Номер патента: 1110513
Опубликовано: 30.08.1984
МПК: B21D 19/00
Метки: кромок, отверстий, полых, стенках
...3, на котором размещены каретка 4 со шпинделем 5 и его приводами 6 и 7 осевого и поворотного перемещения, выполненные в виде щаговыхдвигателей и ки нема тически связанные сс соответствующими механизмами 8 движения и поворота 9 шпинделя. Каретка 4шарниром 10 соединена с суппортом 3 и спневмоцилиндром 11.Между суппортом 3 и столом 12 устройства на направляющих 2 размещен упор13 грубой настройки подачи суппорта 3 с1 О кареткой 4 и шпинделем 5, в котором закреплен инструмент 14.На боковой поверхности шпинделя 5 поцентру инструмента 14 размещен поисковыйэлемент 15, который выполнен, например,из стекловолоконного жгута, условно разделенного на ячейки-жгутики 16, каждый изкоторых раздваивается и с торца соединен с фотоэлементами 17, каждый из...
Устройство для отбортовки длинномерных труб

Номер патента: 1127668
Опубликовано: 07.12.1984
Авторы: Кулага, Лещенко, Толстов
МПК: B21D 19/00
Метки: длинномерных, отбортовки, труб
...Для этих целей используются цельнотянутые стальные, нержавеющие, из легированных сталей трубы и трубы из цветных металлов.Известен инструмент для отбортовки труб, содержащий соосно установленные в корпусе приводной пуансон с конической рабочей поверхностью и матрицу 11.Матрица представляет собой втулку для установки калиброванного патрубка, а не трубы, крепление которого в матрице не предусмотрено, что ограничивает область применения устройства, так как длина трубы ограничена размером матрицы, а качество отбортовки - зазором между внутренним диаметром матрицы и наружным диаметром трубы,Целью изобретения является повышение качества отбортовки.Указанная цель достигается тем, что в устройстве для отбортовки длинномерных труб,...
Способ изготовления колец из трубных заготовок

Номер патента: 1152685
Опубликовано: 30.04.1985
Автор: Хубадзе
МПК: B21D 19/00, B21D 53/16
Метки: заготовок, колец, трубных
...полости инструмента (фиг.5), где Я- толщина плоского кольца (наибольшая толщина кольца - трапециевидной и других форм сечения).55Получение колец трапециевидной1 формы и с буртом показано ца фиг.б, 10. 685 2 Лля получеция кольца трацециевцд - ной формы сечеция используе ггя блок из пуансонов 7,9 (фиг.б), цилиндрическая часть трубы после разделения осаживается пуансоном 7 таким образом, чтобы стенка трубы получила утолщение в пределах 8=1,2 - 28, (фиг.3), В этом случае в блоке пуансона элемент 9 имеет форму конуса (фиг.б).Процесс начинается с осадки пуансоном 7 торцовой части трубы (зажатой в губках 2 и 3) до получения утолщения стенки величиной Я. На следующем этапе (фиг,7) осаженный торец отбортовывается на конус с калибровкой по...
Инструмент для отбортовки отверстий в полых деталях

Номер патента: 1166859
Опубликовано: 15.07.1985
МПК: B21D 19/00
Метки: деталях, инструмент, отбортовки, отверстий, полых
...1 представлен инструмент для отбортовки, общий вид; на фиг. 2 - то же, вид сбоку, с обрабатываемой трубой и прочерченным положением пластин при отбортовке; на фиг. 3 - конструкция пластины в двух проекциях.Инструмент состоит из хвостовика 1, в пазу 2 которого размещены две пластины 3, прилегающие одна к другой по плоскости, проходящей через ось вращения. Пластины 3 снабжены режущей кромкой 4 для сверления и уступом 5 для отбортовки. В пластинах 3 выполнены вертикальный 6 и наклонный 7 пазы для обеспечения разворота пластип 3 при переходе от сверления к отбортовке.Пластины 3 соединяются штифтами 8, которые являются ограничителями их перемещения в пазу 2. Обрабатываемая труба 9 показана на фиг. 2. Пластины имеют направляющую 10 и...
Способ штамповки деталей с наклонным фланцем

Номер патента: 1174125
Опубликовано: 23.08.1985
Авторы: Калиновский, Кальнишевский, Мельников, Мозгов
МПК: B21D 19/00
Метки: наклонным, фланцем, штамповки
...8 тока повышенной частоты,В результате получают детали с равномерным по периметру фланцем. Обработку его механическим способом ведут по наружной поверхности или 55 периметру, обеспечивая этим требуемую точность под свариваемые поверхности, Трудоемкая механическая обработка эллипсных и наклонных поверхностей устраняется,П р и м е р. Необходимо изготовить переходник с наклонным фланцемдиаметром 300 мм, диаметр переходного сечения детали 80 мм угол наоУклона 45, толщина детали 5 мм, Материал - алюминиевый сплав, например, АМгб,Так как известным способом обеспечивается исходная толщина заготовкив любой части фланца эа счет егоподсадки при раздаче, то толщинаисходной заготовки рассчитываетсяиэ условия ее обжатия с начальногодиаметра...
Штамп для пробивки и отбортовки отверстий

Номер патента: 1176998
Опубликовано: 07.09.1985
Автор: Школьник
МПК: B21D 19/00, B21D 37/00
Метки: отбортовки, отверстий, пробивки, штамп
...2внутренней втулки, матрицу 7 для 20пробивки отверстия и съемник 8, выполняющий функции отбортовочной матрицы.Внешняя часть 2 представляет собойпостоянный магнит. и выполнена из 25магнитотвердого материала.Штамп работает следующим образом,При движении хвостовика 1 внизвнешняя втулка 5, упираясь в заготовку, останавливается, а внешняя 2 ЗОи внутренняя 3 части, жестко связанные с хвостовиком пуансона 1 с помощью винта 4, продолжают движениевниз. Когда зазор между втулкой 5и хвостовиком пуансона 1 выбран, усилие через хвостовик пуансона 1 пере 98 2дается на внешнюю втулку 5 и происходит пробивка отверстия, При движении хвостовика пуансона 1 вверх внешняя втулка 5 с шариками 6, установ. -ленными в ее радиальных отверстиях,и заготовкой 9...
Инструмент для отбортовки концов труб

Номер патента: 1180113
Опубликовано: 23.09.1985
МПК: B21D 19/00, B21D 41/02
Метки: инструмент, концов, отбортовки, труб
...содержит матрицу 1,пуансон 2 отбортовки, выполненныйв виде стакана, пуансон 3 раздачи, 10установленный в полости стакана 2с возможностью осевого перемещенияпод действием пружины 4, и узел фиксации пуансона 3 раздачи.Пуансон 3 раздачи выполнен с коль цевой выемкой 5 на боковой поверхности.Пуансон 2 отбортовки снабженкронштейном 6, расположенным снаружи боковой стенки, и выполнен с 20отверстием в ней, примыкающим ккронштейну 6,Узел фиксации пуансона 3 раздачивыполнен в виде размещенной в отверстии пуансона 2 отбортовки и 25подпружиненной пружиной 7 к кронштейну 6 ползушки 8, имеющей сквозной паз 9 со скошенной поверхностью, и клина 10 с кпиновой поверхностью, установленного с возможностью взаимодействия своей клиновой...
Способ выполнения уплотнительных сферических поясков
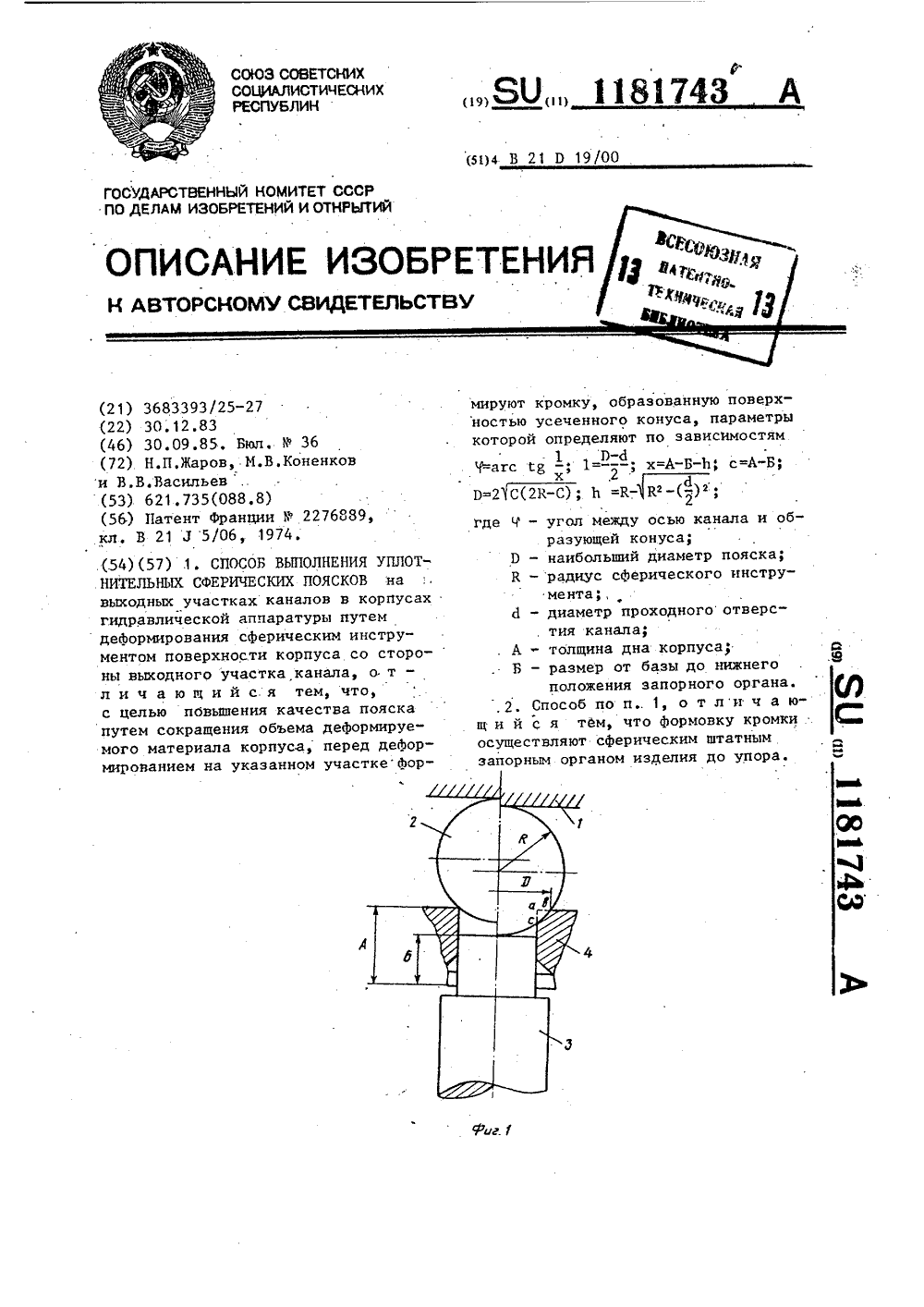
Номер патента: 1181743
Опубликовано: 30.09.1985
Авторы: Васильев, Жаров, Коненков
МПК: B21D 19/00
Метки: выполнения, поясков, сферических, уплотнительных
...иэделия, до.упора 3, на выходном участке канала 20корпуса гидравлической аппаратуры 4происходят значительные. деформации,вызванные смещением металла, заклю ченного в кольцевой области с сечением аЬс, что может привести к появлению трещин. Поэтому перед деформированием необходимо срезать большую часть этого объема, что сокращает объем деформируемого.материалаи уменьшает степень его деформации, 30т.е. повышает качество получаемогопояска.Параметры Формируемой в результате срезания кромки, образованной .поверхностью усеченного конуса, опре-З 5деляют по зависимостям1 0"дасс й 8 - , 1= - ; х=А-Б-Ь С.=А-Б;и 21 с(2-с); ьтр-у Дггде М - угол между осью канала иобразующей конуса;Э - наибольший диаметр пояска;К - радиус сферического...
Способ получения рельефа на концах трубных заготовок

Номер патента: 1189537
Опубликовано: 07.11.1985
Авторы: Скоморохов, Шумилов
МПК: B21D 15/06, B21D 19/00, B21D 41/02 ...
Метки: заготовок, концах, рельефа, трубных
...и инструмента;.на фиг.2- разрез А-А на фиг.1; на фиг,З - конечное положение. пуансонов, формующих канавки; на фиг.4 - разрез Б-Б на фиг,З; на фиг.5 - конечное положение 2 О пуансона, отбортовывающего фланец;на фиг,6 - труба, общий вид; ва фиг.7 - узел 1 на фиг.6; на фиг.8 - узел П на фиг,7; на фиг.9 - вид. В на фиг.7. 25В исходном положении внутрь трубы 1 вводится оправка 2, заполняющая по-, перечное сечение трубы 1 (фиг. 1 и 2). На оправке 2 имеется винтовая канавка 3, соответствующая проФилю пуансонов 4-6 с учетом толщины материала трубы 1. Пуансоны 4-6 в исходном положении отведены в стороны.Затем пуансоны 4-6 подводят, формуют винтовые канавки и одновременно калибруют трубу в зонах, прилега-.35 537 2ющих к канавкам (фиг.З и 4),...
Способ формовки деталей с фланцем

Номер патента: 1194535
Опубликовано: 30.11.1985
Авторы: Арефьев, Горохов, Пакало, Петунин
МПК: B21D 19/00
...слева от оси симметрии, в конечный момент - справа от оси симметрии; 5 на фиг,З - то же, для формовки деталей прямоугольного сечения; на Фиг.4 - разрез А-А на фиг.З.Устройство для реализации способа содержит матрицу 1 с выступом 2, 20 помещенную в контейнер 3, отбортовочный пуансон 4 и нажимное кольцо 5,Способ осуществляется следующим образом.25Заготовку 6 диаметром 3 , толщиной 5 с отверстием сто устанавливают на кольцевой выступ 2 высотойшириной 1 матрицы 1, помещенной в контейнер 3, подводят нажимное коль-ЭО цо 5, отбортовочный пуансон 4 и возпействием усилий Р и Р 2 осуществляют формообразование заготовки 6,получая деталь с Фланцем с внутреп -ним диаметром горловины 0 и высотойборта 8(фиг.1,21. В связи с тем,что боковая поверхность...