Способ изготовления колец из трубных заготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1152685
Автор: Хубадзе



Текст
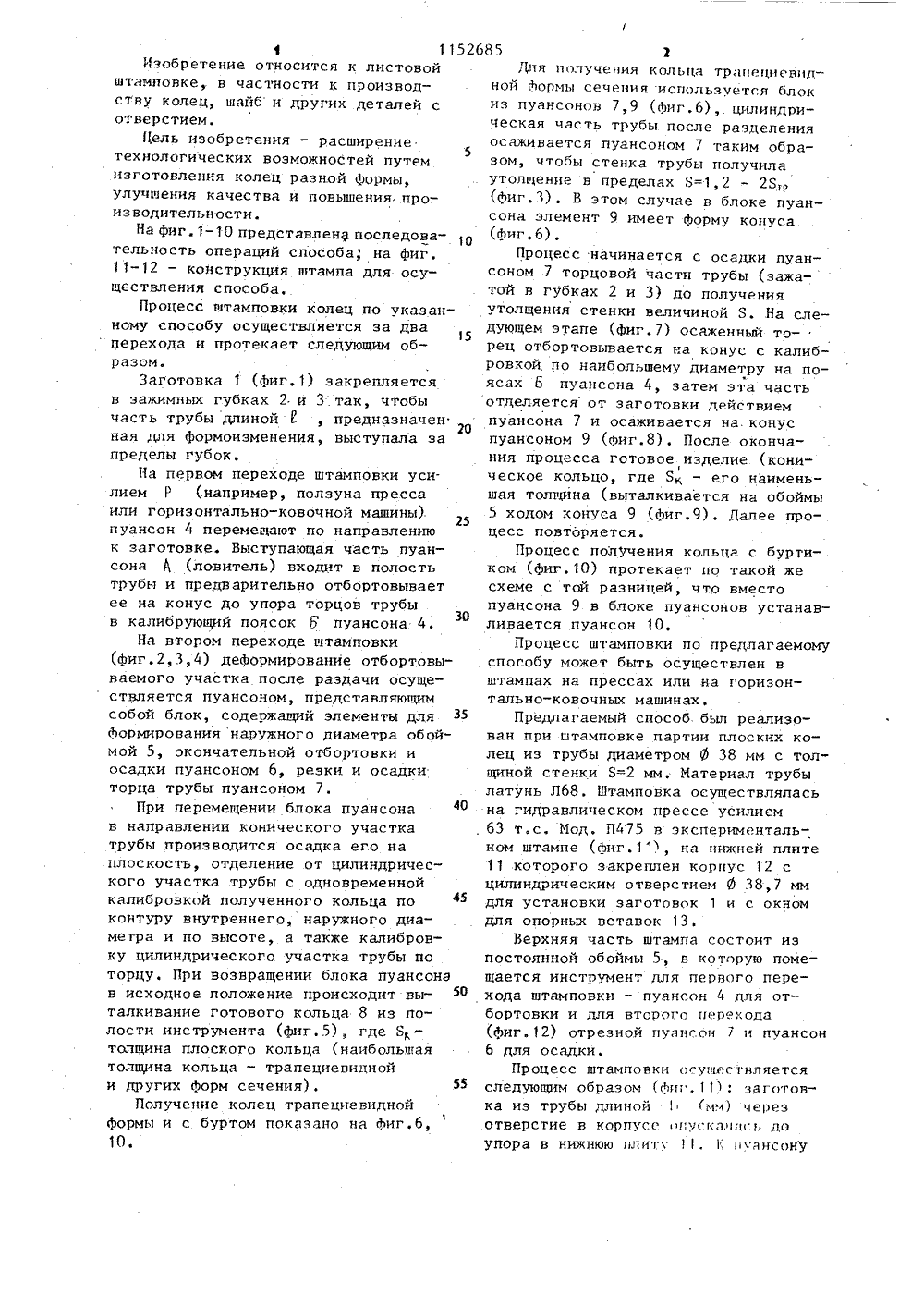
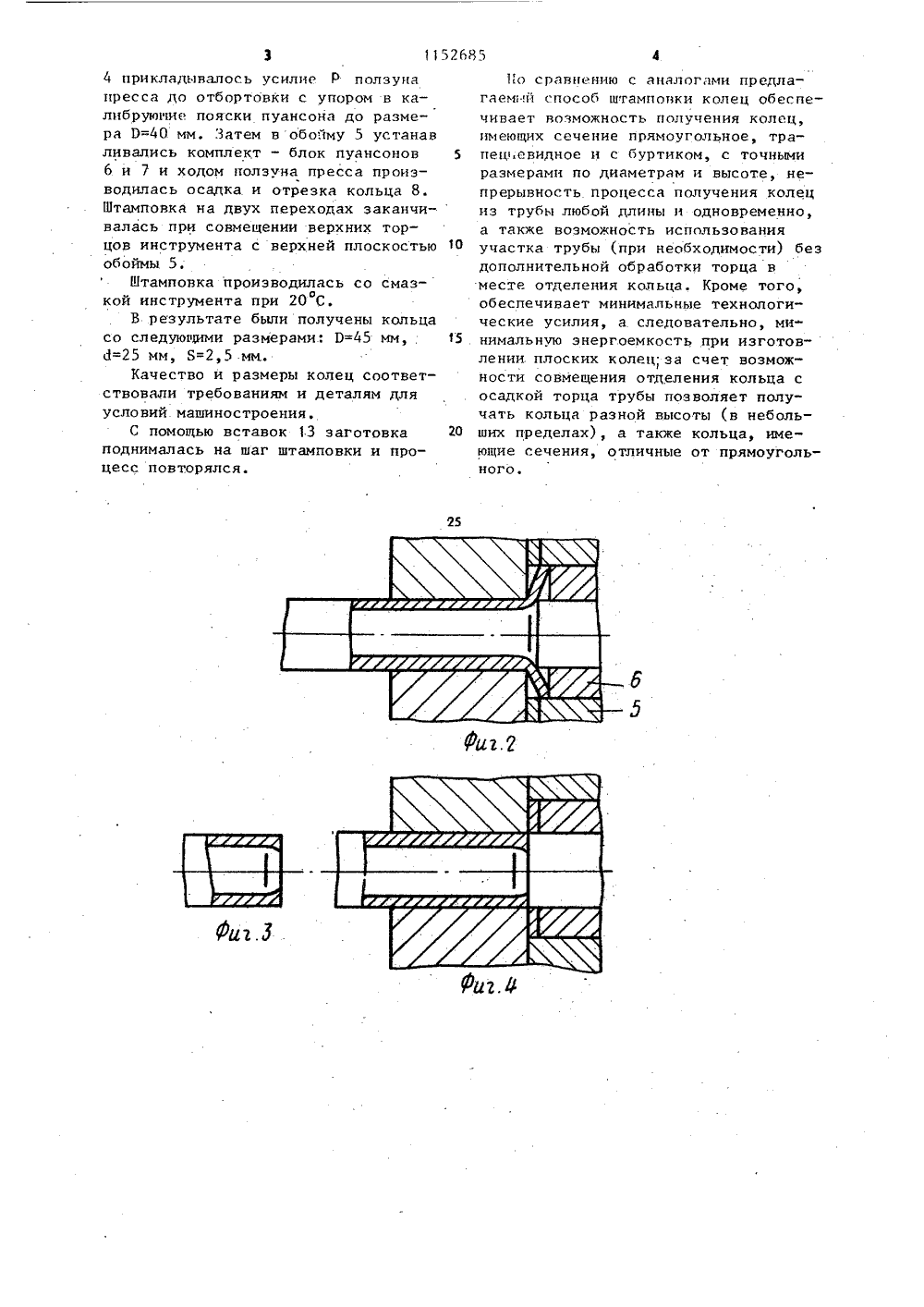
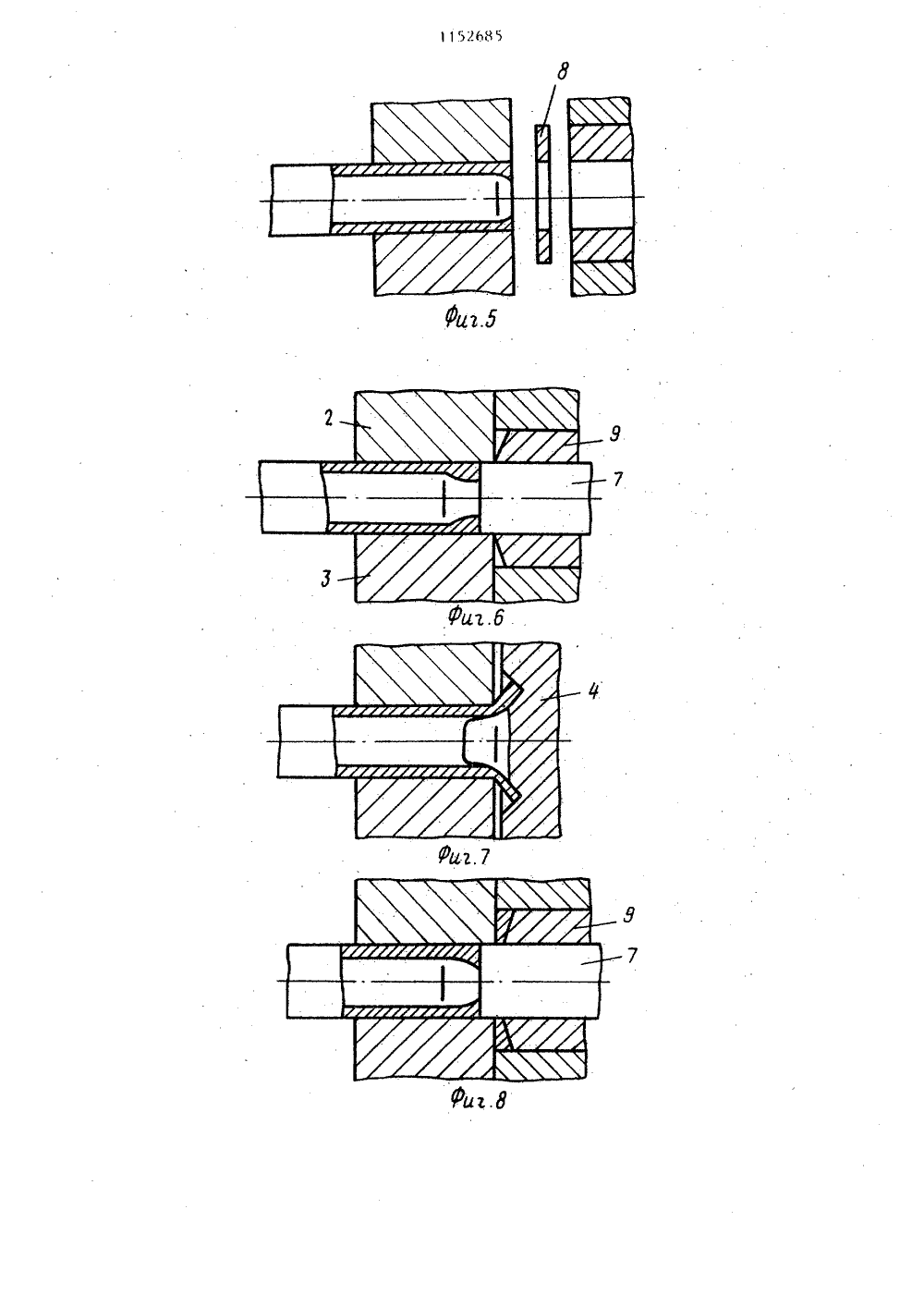
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН ОПИСАНИЕ ИЗОБРЕТЕНИЯН АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ЙСЕ 1."СРЕЗЕ ;р ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬПИЙ(56) 1, Авторское свидетельство СССРР 656711, кл. В 21 В 53/00,04.10.77.(54)(57) 1. СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ТРУБНЫХ ЗАГОТОВОК путем раздачи конца трубной заготовки до размера наружного диаметра кольца споследующим отделением заготовки поконтуру, соответствующему внутреннему диаметру кольца, о т л и ч а ю -щ и й с я тем, что, с целью расширения технологических возможностейпутем изготовления колец разной формы, улучшения качества и повышенияпроизводительности, в процессе раз(51) В 21 Р 19/00; В 21. 0 53/1 дачи производят калибровку торца за"готовки, а в процессе отделения заготовки осуществляют осадку раздаваемого участка заготовки.2, Способ по п.1, о т л и ч а ю -щ и й с я тем, что, с целью изготовления колец одинаковой высотыпо сечению, после осадки производятутонение стенки торца цилиндрического участка трубы в переходнойзоне до величины, равной толщине стенки трубы.3. Способ по п.1, о т л и ч а ющ и й с я тем, что, с целью получения колец с переменной высотой,перед раздачей производят осадкуторцовой части трубы с образованиемутолщения величиной, равной Я =1,5 "28 где 8 - толщина стенки трубыфа в процессе осадки отделяемой заго-.товки от трубы осуществляют ее формоизменение,1 1152Изобретение относится к листовой штамповке, в частности к производству колец, шайб и других деталей с отверстием.Цель изобретения - расширение5 технологических воэможностей путем изготовления колец разной формы, улучшения качества и повышения производительности.На фиг. 1-10 представлена последова 10 тельность операций способа, на фиг.11- 12 - конструкция штампа для осуществления способа.Процесс штамповки колец по указанному способу осуществляется за два перехода и протекает следующим образом.Заготовка 1 (фиг,1) закрепляетсяв зажимцых губках 2 и 3 так, чтобы часть трубы длиной 1 , предназначен ная для формоизменения, выступала за пределы губок.На первом переходе штамповки усилием 1 (например, ползуна пресса или горизонтально-ковочной машины) пуансон 4 перемещают по направлению к заготовке. Выступающая часть пуансона ц (ловитель) входит в полость трубы и предварительно отбортовывает ее на конус до упора торцов трубы в калибрующий поясок Е пуансона 4.ЗОНа втором переходе штамповки (фиг,2,3,4) деформирование отбортовываемого участка после раздачи осуществляется пуансоном, представляющим собой блок, содержащий элементы для З 5 формирования наружного диаметра обоймой 5, окончательной отбортовки и осадки пуансоном 6, резки и осадки торца трубы пуансоном 7.При перемещении блока пуансона 40 в направлении конического участка трубы производится осадка его на плоскость, отделение от цилиндрического участка трубы с одновременной калибровкой полученного кольца по контуру внутреннего, наружного диаметра и по высоте, а также калибровку цилиндрического участка трубы по торцу. При возвращении блока пуансона в исходное положение происходит выталкивание готового кольца 8 из полости инструмента (фиг.5), где Я- толщина плоского кольца (наибольшая толщина кольца - трапециевидной и других форм сечения).55Получение колец трапециевидной1 формы и с буртом показано ца фиг.б, 10. 685 2 Лля получеция кольца трацециевцд - ной формы сечеция используе ггя блок из пуансонов 7,9 (фиг.б), цилиндрическая часть трубы после разделения осаживается пуансоном 7 таким образом, чтобы стенка трубы получила утолщение в пределах 8=1,2 - 28, (фиг.3), В этом случае в блоке пуансона элемент 9 имеет форму конуса (фиг.б).Процесс начинается с осадки пуансоном 7 торцовой части трубы (зажатой в губках 2 и 3) до получения утолщения стенки величиной Я. На следующем этапе (фиг,7) осаженный торец отбортовывается на конус с калибровкой по наибольшему диаметру на по -ясах Б пуансона 4, затем эта часть отделяется от заготовки действием пуансона 7 и осаживается ца. конус пуансоном 9 (йиг.8). После окончания процесса готовое изделие (кони ческое кольцо, где Я - его наименьшая толщина (выталкивается на обоймы 5 ходом конуса 9 (фиг.9). Лалее процесс повторяется.Процесс получения кольца с буртиком (фиг. 10) протекает по такой же схеме с той разницей, что вместо пуансона 9 в блоке пуансонов устанавливается пуансон 10. Процесс штамповки по предлагаемому способу может быть осуществлен в штампах ца прессах или ца горизонтально-ковочных машинах,Предлагаемый способ был реализован при штамповке партии плоских колец из трубы диаметром И 38 мм с толщиной стенки 8=2 мм, Материал трубы латунь Л 68. Штамповка осуществлялась на гидравлическом прессе усилием 63 т.с. Мод. П 475 в экспериментальном штампе (фиг.11, на нижней плите 11 которого закреплен корпус 12 с цилиндрическим отверстием И 38,7 мм для установки заготовок 1 и с. окном для опорных вставок 13Верхняя часть штампа состоит иэ постоянной обоймы 5, в которую помещается инструмент для первого перехода штамповки - пуансон 4 для отбортовки и для второго перехода (фиг. 12) отрезной пуансон 7 и пуансон 6 для осадки.Процесс штамповки огушестцляется следующим образом (фи",111: заготовка из трубы длиной 1 мм) через отверстие в корпусе чгуекацгц ь до упора в нижнюю плиту 11, 11 пуансону1152685 10 г.2 Фи 4 прикладывалось усилие Р ползунапресса до отбортовки с упором в калибруюшие пояски пуансона до размера П=40 мм. Затем в обойму 5 устанавливались комплект - блок пуансоновб и 7 и ходом полэуна пресса производилась осадка и отрезка кольца 8.Штамповка на двух переходах заканчивалась при совмещении верхних торцов инструмента с верхней плоскостьюобоймы 5.Штамповка производилась со смазкой инструмента при 20 С,В результате были получены кольцасо следующими размерами: 0=45 мм,4=25 мм, 8=2,5 мм.Качество и размеры колец соответствовали требованиям и деталям дляусловий машиностроения.С помощью вставок 1.3 заготовкаподнималась на шаг штамповки и процесс повторялся. 11 о сравнению с аналогами предлагаем 41 способ штамповки колец обеспе чивает возможность получения колец,имеющих сечение прямоугольное, трапец.евидное и с буртиком, с точнымиразмерами по диаметрам и высоте, непрерывность процесса получения колециз трубы любой длины и одновременно,а также воэможность использованияучастка трубы (при необходимости) бездополнительной обработки торца вместе отделения кольца. Кроме того,обеспечивает минимапьные технологические усилия, а следовательно, ми нимальную энергоемкость при изготовлении плоских колец;за счет возможности совмещения отделения кольца с осадкой торца трубы позволяет получать кольца разной высоты (в неболь ших пределах), а также кольца, имеющие сечения, отличные от прямоугольного.152685 ставитель Н.Чернилевскаяхред С,Мигунова Коррек едактор М.Товт Заказ 2382/8ВНИИ исн Ое Госуделам 13035,скв лиал ППП "Патент", г. Ужгород, ул. Проектная Тираж 775арственногоизобретенийЖ, Рауш Поомитета СССРоткрытийая иаб., д. 4/5
СмотретьЗаявка
3601742, 08.06.1983
ВОРОНЕЖСКИЙ ЗАВОД ГОРНООБОГАТИТЕЛЬНОГО ОБОРУДОВАНИЯ
ХУБАДЗЕ БОРИС ИУСТИНОВИЧ
МПК / Метки
МПК: B21D 19/00, B21D 53/16
Метки: заготовок, колец, трубных
Опубликовано: 30.04.1985
Код ссылки
<a href="https://patents.su/6-1152685-sposob-izgotovleniya-kolec-iz-trubnykh-zagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец из трубных заготовок</a>
Изложница для отливки заготовок, раскатных колес, труб, колец
Номер патента: 1817879
Опубликовано: 10.03.1995
Автор: Игнатов
МПК: B22D 7/06
Метки: заготовок, изложница, колес, колец, отливки, раскатных, труб
ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ ЗАГОТОВОК, РАСКАТНЫХ КОЛЕС, ТРУБ, КОЛЕЦ, выполненная в виде цилиндра с переменной по высоте толщиной стенки с отношением толщины стенки верха к толщине стенки низа 1,3 - 4,0 и объемом и высотой прибыльной части, соответственно равными 7 - 10% и 12 - 17% объема и высоты всей изложницы, отличающаяся тем, что, с целью получения высококачественных индивидуальных заготовок типа раскатных колес, колец, труб за счет направленной кристаллизации, прибыльная часть выполнена в виде конфузора с углом конуса 30 - 45o.
Пуансон для штамповки обкатыванием на сферодвижном прессователе

Номер патента: 1163940
Опубликовано: 30.06.1985
Авторы: Агеев, Амбалов, Ревизцев
МПК: B21D 37/12
Метки: обкатыванием, прессователе, пуансон, сферодвижном, штамповки
...д. 4/5Подписное Филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 Изобретение относится к кузнечно-прессовому машиностроению, а именно к устройствам, предназначенным для объемной штамповки обкатыванием на сферодвижном прессователе.Пелью изобретения является расширение технологических возможностей процесса штамповки путем увеличения глубины выдавливаемых полостей деталей и обеспечения возможности штамповки деталей сложной конфигурации.На чертеже изображен пуансон пля штамповки обкатыванием на сферопвижном прессователе.Пуансон выполнен в виде стержня 1 с торцовой 2 и боковой 3 рабочими поверхностями а также крепежной частью 4 служащей для крепления пуансона на вопиле сферодвижного механизма (не показан), при этом боковая рабочая...
Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов

Номер патента: 1588479
Опубликовано: 30.08.1990
Авторы: Гедгафов, Кочевадов, Привалов, Пучин, Соколова, Черных, Яйленко
МПК: B21J 13/02, B21J 5/02
Метки: осесимметричных, поковок, пустотелых, совмещенный, уклонов, штамп, штамповочных
...пуансона смещена относительно режущей кромки матрицы в сторону нижней плиты на величину, большую расстояния Н от плоскостиразъема поковки до меньшего ее основания . на 0,30,8 высоты К режущего пояска матрицы. На наружной поверхности пуансона 4 свободно установлен выталкиватель 6, связанный с верхней плитой 1 посредством траверсы 7 тяг 8 и скоб 9.Обрезной пуансон выполнен с выступающей над режущей кромкой центральной частью. Калибрующий участок матрицы выполнен диаметром, определяемым выражениемОк =(О, - 28 зпа) 1+2 10 (1,149+ + 0,685г 1до - 2 1 з 1 п а- 1,476 " + 0,07 а,Оо - 21 зпагде Оо - диаметр режущей кромки матрицы, мм;В- протяженность конического заходного участка матрицы, мм;а - угол наклона конического заходного участка...
Устройство для осадки полой конической заготовки в плоское кольцо

Номер патента: 1107929
Опубликовано: 15.08.1984
Автор: Кейльман
МПК: B21D 22/00
Метки: заготовки, кольцо, конической, осадки, плоское, полой
...подвижной плите, выполнена цилиндрической с диаметром, соответствующим внутреннему диаметру готового изделия, меньшая ступень имеет высоту, равную высоте конической заготовки, и криволинейную боковую поверхность, радиус кривизны которой равен ширине готового кольца.Угол наклона образующих конических поверхностей секторов и подвижной плиты равен углу пружинения детали.На фиг. 1 изображен штамп, продольный разрез, причем слева от оси симметрии штамп показан в исходном положении, справа - в конечный момент штамповки; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А А на фиг. 1. 5 10 5 20 25 30 35 40 45 50 55 Штамп содержит неподвижную плиту 1, несушую средство торцового подпора заготовки, выполненное в виде обоймы 2, внутри которой...
Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления

Номер патента: 1503945
Опубликовано: 30.08.1989
Авторы: Брагин, Кобышев, Судариков, Шарапенко
МПК: B21D 37/20
Метки: гидравлической, заготовок, осадкой, полых, трубчатых, штамповки
...заготовки создают гидростатическоедавление р, а к торцам заготовки спомощью пуансонов прикладывают усилие осевого сжатия Р , При этом навыступы 12 действуют противоположнонаправленные усилия Г, создающиекрутящий момент. Под действием крутящего момента пуансон проворачивается вокруг своей оси в подшипниках17 вместе с размещенным в ручье 11-участком заготовки. При этом прилегающие участки заготовки изгибаютсяпо радиусу К ручьев, образованных канавками 7 и 10,Вращение ролика продолжают до тех пор, пока выступы 12 ролика не втянутся в упоры 6 матрицы. После этого отводят пуансоны 14 и раскрывают части 1 и 2 матрицы и 8 и 9 пуансона и извлекают иэделие.П р и м е р, Деформируют трубчатую заготовку из стали 12 Х 18 Н 10 Т длиной 180 мм,...
Предыдущий патент: Устройство для гибки труб
Следующий патент: Способ выворота трубчатой заготовки
Случайный патент: Устройство для растаривания бумажных мешков с сыпучим материалом