Патенты с меткой «торцов»
Устройство для ориентации деталей, преимущественно в виде стержня с различной формой торцов

Номер патента: 1182697
Опубликовано: 30.09.1985
Авторы: Злаказов, Сторчевой, Шинкевич
МПК: H05K 13/02
Метки: виде, ориентации, преимущественно, различной, стержня, торцов, формой
...4 неподвижноустановлен контактный датчик 5 дляконтроля формы торцов ориентируемых 30деталей. Контактный датчик 5 содержитдве пары нормально разомкнутых контактов 6 и 7 и нажимные элементы:основной 8 и дополнительный 9 нажимные элементы, кажцый из которых выполЗ 5нен в виде штифтов, расположенных вотверстиях, выполненных в стенкецилиндрического корпуса 4 и установ"ленных с возможностью взаимодействияс соответствующими парами контактов 406 и 7. Основной нажимной элемент 8контактного датчика для контроля формы торцов деталей расположен по осисимметрии загрузочного лотка 1, адополнительный нажимной элемент 9 - 45эксцентрично. Устройство предназначено для ориентации деталей 10 ввиде стержней с различной формойторцов, например, для ориентации...
Устройство для выравнивания торцов пакета лесоматериалов

Номер патента: 1183436
Опубликовано: 07.10.1985
Авторы: Кошкин, Фадеев, Фадеева, Щенов
МПК: B65G 57/18, B65G 69/00
Метки: выравнивания, лесоматериалов, пакета, торцов
...наклон и большой угол наклона к вертикали. Малая грань препятствует скольжению торцов вверх по щиту и изменяет направление скольжения торцов. На каретке закреплен канат 17, который пропущен через ролики 18, Перемещение каретки осуществляют краном, на крюк которого надевают канат.Торцеватель работает следующим образом.Перед началом работы каретку устанавливают на длину, равную длине бревен в пачке. Для этого сначала надевают один конец каната 17 на крюк крана, Натяжением каната 17 перемещают каретку 2 в сторону неподвижной опоры 3, ослабляя тем самым цепь 10. Выниманием пальцев 11 освобождают звенья цепи от проушины 8 и вставляют в проушину звенья, которые соответствуют 5 10 15 20 25 30 35 40 длине выравниваемых бревен. Затем снимают...
Станок для обработки торцов и фасок на цилиндрических деталях

Номер патента: 1187932
Опубликовано: 30.10.1985
Авторы: Муратов, Наследников
МПК: B23C 3/00
Метки: деталях, станок, торцов, фасок, цилиндрических
...с быстрого подвода на рабочую подачу фрезерной головки 3, 50Двуплечее коромысло 7 в серединешарнирно соединено посредством тяги11 с рычагом 12. Последний однимконцом закреплен шарниром В к неподвижному основанию зажимного приспособления 4. Второй конец одностороннего рычага 12 закреплен шарниром Г с самоцентрирующей призмой 5,932 2Для обеспечения точности работы механизма переключения подачи с быстрого подвода на рабочую подачу Фрезерной головки 3 соотношение плеч О и Ф одностороннего рычага 12 равно половине синуса половины угла с самоцентрирующих призм 5 и 6При зажиме различных деталей каждому диаметру детали 13 соответствует определенное положение самоцентрирующих призм 5 и 6 и, соответственно, определенное положение шарниров Д, Г и Е...
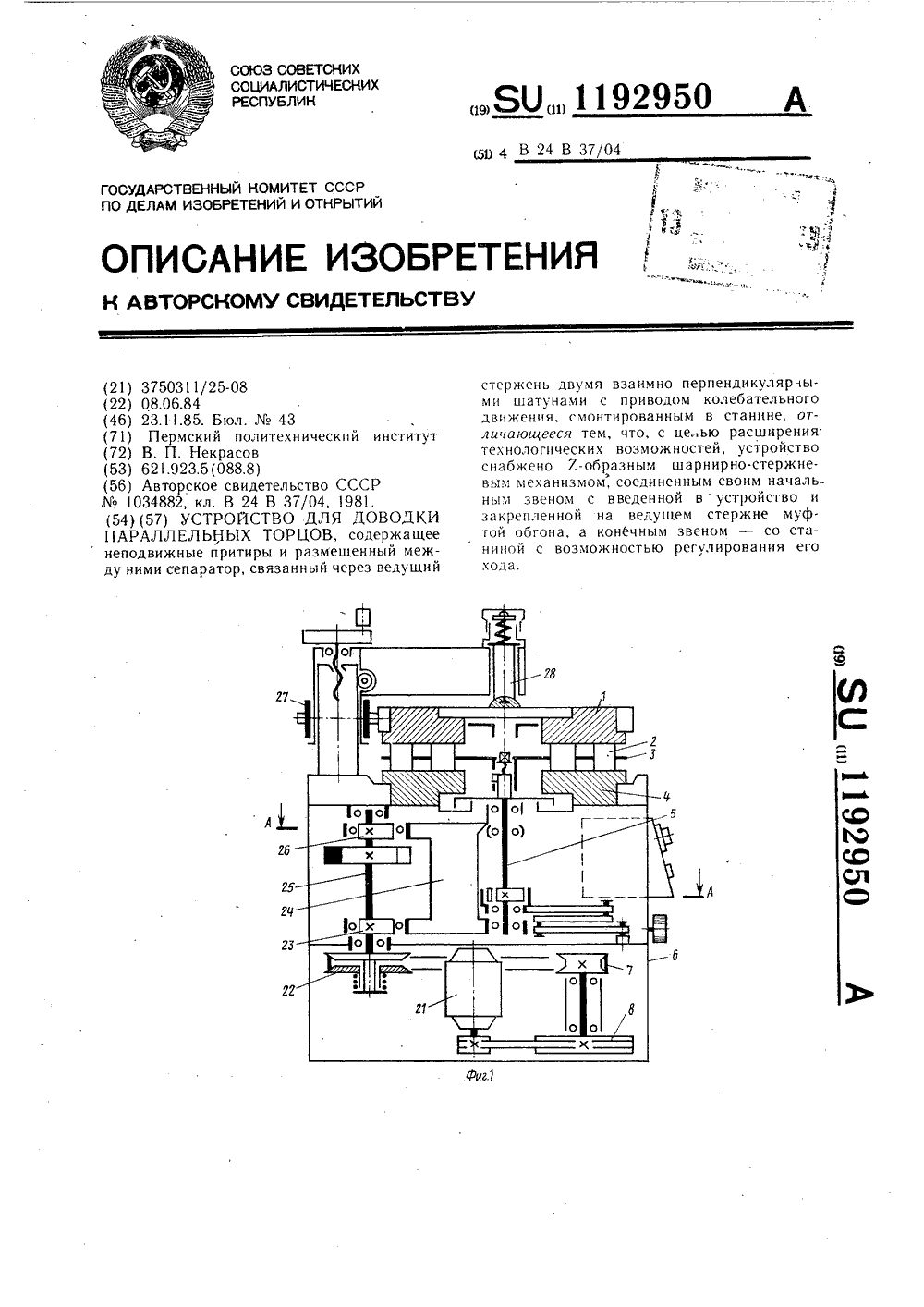
Устройство для доводки параллельных торцов
Номер патента: 1192950
Опубликовано: 23.11.1985
Автор: Некрасов
МПК: B24B 37/04
Метки: доводки, параллельных, торцов
...21. Клино ременный вариатор 22 служит лля изменения скорости вращения одного из приводных валов, на другом валу расположен нерегулируемый шкив. На эксцентрике 23 установлена нижняя опора выполненного в виде рамы шатуна 24, а верхняя его опора, связана с приводным валом 25 через идентичный эксцентрик 26. В противоположных двух опорах шатуна 24 смонтирован на подшипникахах ведущий стержень 5.Подъемно-поворотное устройство 27 ласт возможность выводить верхний притирцз зоны обработки и поворацивать его вокруг вертикальной и горизонтальной осей лля удобства обслуживания станка. Нажцмцос40 45 50 5 О 15 20 25 30 35 устройство 28 создает необходимое рабочее давление на детали 2 в процессе их обработки.При работе станка движение от...
Устройство для выравнивания торцов пакета длинномерных изделий

Номер патента: 1206218
Опубликовано: 23.01.1986
МПК: B65G 69/00
Метки: выравнивания, длинномерных, пакета, торцов
...и другихотраслях народного хозяйства и явля 5ется усовершенствованием известногоустройства по авт. св. Р 1 105431,Цель изобретения - повышение качества торцования.Па фиг. 1 показано предлагаемоеустройство, общий вид; на фиг. 2то же, в положении, соответствующемокончанию торцования; на фиг. 3разрез А-А на фиг. 1; на фиг,разрез Б-Б на фиг. 1; на фиг, 5 -разрез В-В на,фиг. 1.Устройство для выравнивания торцовпакета длинномерных изделии содержитраму 1 с направляющими 2, выполненными из швеллера, на которых размещены две шарнирно-рьиажные системы 3(фиг.1), Каждая шарнирно-рычажнаясистема 3, представляющая собойсдвоенный параллелограмм, включаетперекрещивающиеся рычаги 4 и 5, паралпельно-сдвоенные между собой назаданном расстоянии и...
Форма для образования продольных торцов дорожных покрытий из бетонных смесей

Номер патента: 1209735
Опубликовано: 07.02.1986
Автор: Дмитриев
МПК: E01C 19/48
Метки: бетонных, дорожных, образования, покрытий, продольных, смесей, торцов, форма
...выпол еченииФиг. Г Составитель Е.ШуленинаТехред А,Кикемезей Корректор Г.Решетник Редактор А.Шишкина Тираж 515 Подписносударственного комитета СССРлам изобретений и открытийсква, Ж, Раушская наб., д.4/5 каз 475 ИИПИ 113035,Филиал ППП "Патент", г.ужгород, ул,Проектная,1 12097Изобретение относится к строитель-ству, а именно к строительству автодорог, аэродромов, площадей,Цель изобретения - обеспечение удобства эксплуатации.5На фиг 1 показана П-образная скоба, приваренная к швеллеру; на фиг. 2 - приспособление для фиксации.Форма для образования продольных торцов дорожных покрытий из бетон О ных смесей содержит кромкообраэующую обечайку 1,выполненную С-образной в поперечном сечении, и приспособление для ее фиксации на основании в виде...
Способ шлифования сферических торцов конических роликов и устройство для его осуществления

Номер патента: 1212764
Опубликовано: 23.02.1986
Авторы: Долгинцева, Еремин
МПК: B24B 11/00
Метки: конических, роликов, сферических, торцов, шлифования
...роликаотносительно ведущих дисков, чтообеспечивает стабильное получениезаданной величины радиуса сферы впределах поля допуска.На фиг.1 и 2 показана схема, иллюстрирующая способ шлифования; нафиг.З - устройство для его осуществления,Ось вращения ролика 1 проходитчерез центр круговой подачи О. Радиус обработки Й соответствует расстоянию между центром круговой подачи О и образующей 2 рабочей поверхности шлифовального круга 3.Устанавливается радиус обработки,который меньше требуемого на величину ЬВ , по следующей зависимости= К - ЬК,где К - радиус обработки, мм;Кс- радиус сферы, мм;АК - величина компенсации погреш-,ности, мм.Погрешность профиля сферы происходит за счет того, что вращаясь, деталь взаимодействует с кругом по полоске, в...
Полуавтомат для обработки торцов витых ленточных магнитопроводов

Номер патента: 1216808
Опубликовано: 07.03.1986
Авторы: Зубов, Моськин, Хлыстикова
МПК: H01F 41/02
Метки: витых, ленточных, магнитопроводов, полуавтомат, торцов
...рычаг 46, кинематически связывающий гайку 45 с тягой 38.5 10 15 20 25 30 35 45 50 55 Кронштейн 30 установлен на каретке 47 с возможностью регулировки зазора относительно торцовых рабочих поверхностей абразивных кругов 14. Каретка 47 установлена на направляющих элементах 48 и соединена со штоком устройства 2 подъема.Для подачи магнитопроводов 49 (Фиг.2) в автомат служат направляющие 50.Полуавтомат работает следующим образом.Разрезанные магнитопроводы 49 по направляющим 50 подают до упора 1 О. Датчик 11 контроля наличия магнитопроводов подает команду на срабатывание механизма 6 загрузки, Механизм б загрузки по системе 9 направляющих перемеща.ет магнитопроводы на рабочие плоскости кронштейнов 30.Двигаясь до упора, механизм 6 подачи...
Способ электрохимического заострения торцов деталей

Номер патента: 1220909
Опубликовано: 30.03.1986
Авторы: Геворкян, Дадаян, Ландау
МПК: B23H 9/08
Метки: заострения, торцов, электрохимического
...7. Токоподвод 8 выполнен штыревым и подключен к положительному полюсу источника питания, Электроды 1 и 2 подключены к отрицательному полюсу источника (не показан).На чертеже обозначены размеры, характеризующие взаимное расположение электродов 1, 2 и детали 3:ОС - угол схождения рабочих гранейэлектродов;- угол заострения торца детали;г 1 - длина грани заострения;1 п - длина рабочей грани электрода;расстояние от торца заготовкидо края грани электродов. Рабочие грани электродов 1 и 2 установлены под сходящимся углом,она 15-25 большим, чем угол требуемого заострения (угол М больше угла заостренияна 15-25 ).Электроды 1 и 2 относительно детали 3 установлены так, что торец заготовки детали 3 выступает за край электродов на величину среднего...
Устройство для одновременной раскатки отверстия и его торцов

Номер патента: 1225769
Опубликовано: 23.04.1986
Авторы: Вадивасов, Слюсаренко, Хохлов, Шашкин
МПК: B24B 39/02, B24B 39/06
Метки: одновременной, отверстия, раскатки, торцов
...9, которые выполнены равными, но противоположные рабочим граням центральной призмы 8. Ролкконесущие призмы имеют ниши, в которых на осях 13 установлены ролики, состоящие из двух (половинок) частей4 и 15, имеющих перемещение друг относительно друга, обеспечивающее пружинами 16 через упорные 1 пайбы 17. На каждой из частей 14 и 15 ролика (фиг, 2) выполнен уступ 18, причем на левой части 4 ролика расположен уступ 18 с винтовой линией левого направления, на правоЙ часк 15 ролика расположен 8 с винтовой линией правого направления. Внутренние торцы 19 частей 14 и 15 скошены под углом к Оси вращения3. На обеих час зо 35 40 тях 4 и 15 выполнены пояски 20 с диаметром, больше диаметра частей 14 и 15 на величину, необходимую для обработки детали с...
Устройство автоматического управления летучими ножницами для резки передних торцов проката

Номер патента: 1228978
Опубликовано: 07.05.1986
Авторы: Животов, Кузнецов, Олевский
МПК: B23D 25/00
Метки: летучими, ножницами, передних, проката, резки, торцов
...суммированию импульсногокода угла поворота в счетчик с фиксирдванным поло жением запятой;Лч - остаток угла поворота назадней обрезиьц =-, ц1Я, - полный расчетный угол поворота валков выходной клетии на предыдущем раскате;2 " - сумма всех резов на -м31раскате(предполагается, что скорость отводящего рольганга синхронизирована слинейной скоростью ножниц). По временному интервалу и фиксированномупути ножниц между двумя резами 2 цпвычислительное устройство 16 определяет необходимую скорость ножницМ = и выдает установку скорости27Тв привод 4, который перестраиваетскорость ножниц. При появлении переднего торца проката под индикатором14 осуществляется первая коррекция скорости ножниц из принципа равенст 1228978 4ва оставшихся времен...
Полуавтомат для подрезки торцов

Номер патента: 1240499
Опубликовано: 30.06.1986
МПК: B23B 5/00
Метки: подрезки, полуавтомат, торцов
...8 через. редуктор 9.На кривошипе. 7 закреплен зубчатыйсектор. 10, который периодически входит в зацепление с шестерней 11 подающего механизма, содержащего поворотный на 180 клещевой захват 12, закрепленный на валу 13 и подпружиненныйпружиной 14 относительно его опоры 15.На валу 13 установлен шкив 16, З 0,связанный упругой связью 17 со шкивом 18, закрепленным на валу 19, накотором установлена шестерня 11 ипредохранительная муфта 20.Настакане 4 закреплен клин 21,который взаимодействует в момент:съема изделия 22 с губками 23 захвата 12, рычаги которого подпружиненыодин относительно другого пружиной 24. 40Для обеспечения съема изделия состакана на станке установлен выталкиватель 25. Полуавтомат дляподрезки торцоьработает следующим...
Устройство для обработки торцов зубьев зубчатых колес

Номер патента: 1247143
Опубликовано: 30.07.1986
Авторы: Басинюк, Дубовский, Сверчков, Соболев, Янков
МПК: B21H 5/02, B24B 39/00
Метки: зубчатых, зубьев, колес, торцов
...9 служит для установки обрабатываемогоколеса 10 в определенном положенииотносительно синхронизирующей шестерни 1 на оправке 11 с быстросменной шайбой 12,Устройство работает следующим об"разом,Обрабатываемое колесо 10 устанавливается на оправку 11 и фиксируется по зубу в требуемом .положениификсатором 9. Устанавливается быстросменная шайба 12, оправка с помощью, например, пневмоцилиндра подается вниз, и обрабатываемое колесо10 зажимается в приспособлении.Конические шестерни 5, на которыхустановлены накатники 2, вводятсяв зацепление с синхрониэирующей шестерней, причем каждая из конических шестерен жестко связана с соответствующим накатником,3, Устройство по п.1, о т л и - ч а ю щ е е с я тем, что на торце зубьев накатника выполнены...
Шликер для защиты торцов керамических конденсаторов

Номер патента: 1252310
Опубликовано: 23.08.1986
Авторы: Костомаров, Прищепов, Самойлов, Смольская, Харламова
Метки: защиты, керамических, конденсаторов, торцов, шликер
...предлагаемого шпикера, представлены в табл. 1Т а б л и ц а 1 1Та блица Содержание компонентов,час.в фритте Состав фритты В 1 О, 7 п 0 СцО В,0, 1 Б 10,т Получают предлагаемый шликер следуютцим образом.Предварительно изготовленную иззаданных исходных компонентов стеклянную фритту измельчают способоммокрого помола в шаровых мельницахпри соотношении М;Ш;В = 1:1:0,3 втечение 24 ч до удельной поверхности1не менее 2700 см/г. В полученную 20суспецзцю стеклообразующей основыдобавляют 2,4,6-трис-(диметиламино)- -метил(фенол) в заданном соотношении Содержание компонентовмас,7. в составе Компонентышликера 123 Стекляннаяфритта 79,96 82,475 84,99 2,4,6-трис-(Диметиламино)-метил(фенол) и перемешивают до получения однородного продукта. Готовый...
Резцовая наладка для расточки и подрезки торцов

Номер патента: 1253742
Опубликовано: 30.08.1986
Автор: Бумагин
МПК: B23B 29/034
Метки: наладка, подрезки, расточки, резцовая, торцов
...9 цпацпайбы 4.Б конусцую часть 6 отверстия 5 державки 1 в;тавпеца с натягом конуснаячасть 10 державки 11 с подрезцымирезПми 1., причем на державке 11са "тараны радиального суппорта 9установлен зубчатьй сектор 13 перемеццога радиуса посредством подшипника 14, шпанки 15, тарелгнатой пружиы 16 и гайс 1 17, при помощи КОторых Обеспечивается натяг в конусном соединении державок 1 и 11.С эубчатьгм секторам 13 сцепленазубчатая рейка 18, установленнаявдоль хода радиального суцгорта 9 вргзйкадержстеле 19, жестко соединенном с радиальным суппортам 9. Рейка18 Ориентируется в рейкадержателе19 направляющими 20 и 21, а присимается х зубчатому сектору 13 пружинамц 22. Зубчатый сектор 13 имееткриволинейный зубчатый венец 23,1 ачицающийся с...
Устройство для контроля неперпендикулярности торцов трубы

Номер патента: 1254281
Опубликовано: 30.08.1986
Авторы: Дворкин, Земченко, Михеев, Овчаров, Сидоренко, Тыртов
МПК: G01B 5/245
Метки: неперпендикулярности, торцов, трубы
...4 жестко закреплено 40 основание 6 с базовой плоскостью 7.На базовой плоскости 7 расположены два измерительных узла 8 карданного типа, каждый из которых выполнен из отсчетного диска 9 с расположенными 45 по окружности отсчетного диска 9электроконтактами 10, плоскость которого перпендикулярна базовой плоскости 7, и установочный диск 11, связанный с отсчетным диском 9 с по мощью шарового шарнира 12, и два базирующих узла 13, оси которых параллельны базовой плоскости, выполненных каждый в виде конуса 14 с цилиндрическим пояском 15, жестко прикреп ленным к установочному диску 11.Измерительные узлы 8 вместе с базирующими узлами 13 выполнены с воэможностью перемещения вдоль базовойплоскости 7 основания 6.Устройство работает...
Устройство для обработки торцов и фасок листового стекла

Номер патента: 1255399
Опубликовано: 07.09.1986
Автор: Хомих
МПК: B24B 9/08
Метки: листового, стекла, торцов, фасок
...в виде замкнутого гибкого рукава с поперечным сечением большой площади так, что является единым ресивером для всех вакуум-присосок 5. Линия 9 отсоса через один или несколько распределителей 10 соединена с источником 11 вакуума.Устройство работает следующим образом.Лист стекла 12 устанавливается рабочим на столики 4 и удерживается на них вакуум-присосками 5, При движении конвейера 2 нижний торец листа 12 обрабатывается шлифовальными и полировальными инструментами 1, На каждом прямолинейном участке обрабатывается один торец листа 12. При подходе каждого столика 4 к участку поворота конвейера 2 особым приспособлением (не показан) пневмозолотник-переключатель 6 отключает отсос воздуха иэ вакуум-присосок 5 и соеди. няет их с...
Устройство для растачивания и подрезки торцов

Номер патента: 1256870
Опубликовано: 15.09.1986
Автор: Бумагин
МПК: B23B 29/034
Метки: подрезки, растачивания, торцов
...паза предназначены для взаимодействия с боковыми гранями сухаря 7. При этом сухарь 7 выполнен таким образом, что тупой угол в основании параллелепипеда равен углам, образованным средним 9 и наклонными 10 участками копирного паза толкателя 8. В корпусе 1 выполнен продольный паз 11, а в толкателе 8 - продольный паз 12 с клиновым дном. Указанные пазы 11 и 12 предназначены для установки в них с возможностью перемещения клиновой шпонки 13. Причем продольный паз 12 в толкателе 8 выполнен диаметрально противоположно среднему участку 9 копирного паза, а копирный паз толкателя 8 выполнен таким образом, что длина 1. его среднего участка 9 больше длины 1 соответствующих боковых граней сухаря 7. Клиновая шпонка 13 выполнена с Г-образным концом...
Головка для подрезки торцов деталей типа труб

Номер патента: 1263428
Опубликовано: 15.10.1986
Авторы: Бронштейн, Двинина, Дерганов, Ериклинцев, Лаховинин, Лихтенштейн, Толстиков
МПК: B23B 5/00
Метки: головка, подрезки, типа, торцов, труб
...установлены на осях с помощью подшипников, поэтому свободно вращаются.Установка на заданный размер производится с помощью червяков посредством эксцентриковых осей. Поворот червяков осуществляется поворотом головки 10,Настройка головки для работы.Установочный угол наклона режущей кромки (Л) заключен между касательной к режущей кромке в заданной точке и линией, , проводимой через эту же точку режущей кромки, параллельной основной плоскости.Увеличениеугла (Х - Х) приводиткувеличению длины контакта режущей кромки с обрабатываемой поверхностью трубы, где Иь. - ширина контакта режущей кромки.Учитывая биение трубы относительно резца, происходит изменение угла Х, ширины срезаемого слоя, а также направления вектора скорости резания, который в...
Устройство для герметизации торцов полых заготовок при пневмотермической формовке избыточным давлением газа в состоянии сверхпластичности

Номер патента: 1269886
Опубликовано: 15.11.1986
Авторы: Ватковский, Горленко, Кулаченков, Орехов, Пашкевич
МПК: B21D 26/02
Метки: газа, герметизации, давлением, заготовок, избыточным, пневмотермической, полых, сверхпластичности, состоянии, торцов, формовке
...выполнен или шестигранной, иликвадратной формы в плане. Одно изколец 1 имеет осевое отверстие 425для подачи газа в полость заготовкипри формовке.Наружная боковая поверхность каждого кольца 2 выполнена коническойс наименьшим диаметром, со сторонырабочего торца, соответствующим внут- ЗОреннему диаметру полой заготовки,Кольца 2 выполнены с внутренней резьбой. Одно из колец 2 выполнено с осевым отверстием 5 для подачи газа вполость заготовки при формовке. 35Заглушки связаны между собойстержнем 6 с резьбовыми концами и сообщающимися между собой осевым 7 ирадиальным 8 каналами для подачи газа в полость заготовки при формовке. 40 Наружное кольцо выполнено из материала с коэффициентом термического расшйрения меньшим, а внутреннее - с...
Устройство для шлифования сферических торцов роликов

Номер патента: 1278188
Опубликовано: 23.12.1986
Авторы: Долгинцева, Еремин
МПК: B24B 11/00
Метки: роликов, сферических, торцов, шлифования
...в виде втулки, размещенной внутри ведущей части и установленной , с возможностью независимого проворота.На фиг, 1 изображено предлагаемоеустройство,Устройство состоит иэ ведущихдисков 1 и 2, неподвижно закрепленных соответственно на полых валах3 и 4, на конце каждого из которыхустановлены звездочки 5 и б, Нарабочей торцовой поверхности диска1 имеется наружный выступ 7, а наторцовой поверхности диска 2 - выступ 8,предназначенные для взаимодействия с образующей ролика 9, Вполости ведущего диска 1 размещенас возможностью независимого провертывания втулка 10 с выступом 11 нарабочей торцовой поверхности, а вполости ведущего диска 2 - втулка12 с выступом 13. Между дисками 1и 2 на центральном валу 14 с воэможностью вращения установлен...
Автомат афанасьева для мерной резки и обработки торцов проката

Номер патента: 1289611
Опубликовано: 15.02.1987
Автор: Афанасьев
МПК: B23B 5/16
Метки: автомат, афанасьева, мерной, проката, резки, торцов
...ввод проката, Скос можетбыть плоским или воронкообразным.Планки перемещаются радиально по отношению к изделию 10 с помощью упругих элементов 60,61 и контактируютс внутренней стенкой 62 корпуса 52для предупреждения от разворота планок 55, 56 во время зажима иэделий.Планки 55, 56 жестко связаны соскалками 63, 64, которые входят вотверстия направляющих втулок 65, 66корпуса 52,На внутренних поверхностях планоквыполнены радиусные пазы 67, 68, Ди-аметр, обраэуемьж радиусными пазами67, 68, должен быть равен среднемудиаметру между минимальными и максимальными размерами диаметров обрабатываемых изделий.На одной иэ стоек 69 суппорта 4с противоположной стороны от механизма 1 подачи закреплен регулируемыйупор 70 (фиг. 7).На стойке 34 суппорта...
Способ установки деталей типа диска при обработке торцов

Номер патента: 1292922
Опубликовано: 28.02.1987
Авторы: Грузин, Князев, Марочкин, Орлов, Сенцов
МПК: B23B 1/00
Метки: диска, обработке, типа, торцов, установки
...план- шайбы 2 наносят метку 3 в месте максимального значения торцового биения, а на образующую диска наносят метку 4, пересекаюшуюся с диаметральной линией в направлении проката материала. При установке диска на планшайбу метки 3 и 4. совмешак)т. В процессе токарной обработки диска с учетом торцового биения планшайбы глубина резания в месте максимального значения биения планшайбы максимальна. Следовательно, после обработки диска глубина дефектного слоя и возникшие внутренние напряжения максимальны в месте максимального значения торцового биения планшайбы. Возникшие внутренние напряжения стремятся изогнуть диск, причем наибольшим образом в месте максимального значения биения планпайбы. Заготовка, полученная из прокатанно. го...
Устройство для заделки торцов упаковки

Номер патента: 1293073
Опубликовано: 28.02.1987
Авторы: Белов, Сапежинский, Чуркина
МПК: B65B 11/28
Метки: заделки, торцов, упаковки
...поворотными секторами 14, каждый из которых закреплен на оси 15 формующего элемента 1, рейкой 16 для взаимодействия с секторами 14 и дополнительнойнаправляющей 17 с ползуном 18, взаимодействующим с копиром 4 для подвода формующих элементов 1 и упаковкой 19, расположенной на транспортере 20. Тяга 2 30связана с ползуном 21, перемещающимсяпо направляющей 3,Устройство для заделки торцов упаковки работает следующим образом.От транспортера 20, на котором уста- Ы новлены упаковки 19, ползун 21 перемещается по копиру 4 и неподвижной направляющей 3, подводя формующие элементы 1 к упаковке 19. Далее движение механизма 2подвода прекращается,ползун 18, перемещаясь по копиру 5 и дополнительной направляющей 17, сообщает рейке 16 поступательное...
Устройство для ориентации цилиндрических деталей с различным диаметром торцов

Номер патента: 1301635
Опубликовано: 07.04.1987
Автор: Малыхин
МПК: B23Q 7/08
Метки: диаметром, ориентации, различным, торцов, цилиндрических
...когда деталь из питателя движется торцом с большим диаметром; на фиг. 3 - вид А на фиг, 1.Устройство для ориентации цилиндрических деталей содержит подводящий коробчатый лоток 1 (фиг, 1) переменного сечения и сложной формы. Лоток 1 имеет криволинейную вогнутую направляющую поверхность 2, выполненную в виде сочетания прямого и радиусного участков, на пути которого размещен ориентирующий участок 3, сопряженный с участком разворота неправильно ориентированных деталей, выполненным в виде возвратного гравитационного лотка 4, и с отводящим лотком 5: В верхней части коробчатого лоткаустановлен отсека- тель 6, равномерно пропускающий по лотку 1 ориентируемую деталь 7 из питателя (не показан),Размеры прямого участка (высота), величины...
Станок для шлифования торцов пружин

Номер патента: 1306693
Опубликовано: 30.04.1987
МПК: B24B 7/16
Метки: пружин, станок, торцов, шлифования
...вращения и перевода их с одного ряда обработки на другой введено устройство, содержащее пару червяков 3 и 4, кинематически связанных между собой, один из которых имеет привод 15. Кинематическая связь может быть осуществлена с помошью шарниров, Каждый червяк выполнен в виде винтовой поверхности, образованной пружиной 16, имеюшей прямоугольный профиль в осевом сечении и установленной на валу 17. Между витками пружины 16 закреплена эластичная лента 18, концы которой жестко закреплены на шайбах 19. Зажим эластичной ленты 18 между витками пружины происходит с помощью гайки 20, для предотвращения самоотвинчивания которой служит контргайка 21. Червяки 3 и 4 установлены по высоте, равной диаметру пружины 11 в регулируемых по высоте опорах 22,...
Устройство для шлифовки торцов пружин

Номер патента: 1310172
Опубликовано: 15.05.1987
Авторы: Аксенов, Крепак, Попко, Рыжов, Хандюк
МПК: B24B 7/16
Метки: пружин, торцов, шлифовки
...50, в которых установлены сменные держатель и кассета.Для перемещения держателей 30 и снеподвижных направляющих 50 на направляющую 29 установлены два пневмоцилиндра 51,На верхней части корпуса 1 с помощью опор 52 установлен вал 53, накотором на длинной втулке 54 жесткозакреплены фиксаторы 55 пружин, Втулка на валу установлена на шпонке 56.Для вывода фиксаторов при загрузкепружин на валу 53 закреплен рычаг57, соединенный пальцем 58 со штоком 59 пневмоцилиндра 60.Полость шлифовальных кругов закрыта ограждением 61, имеющим окномдля ввода механизма 23 загрузки, закрытое эластичными шторками 62. Назадней стенке ограждения 61 установлен механизм 63 правки алмазных кругов, На станке имеются автономнаяпомпа для подачи охлаждающей жидкости н...
Устройство для шлифования торцов деталей

Номер патента: 1315252
Опубликовано: 07.06.1987
Авторы: Антонян, Баламцарашвили, Вашаломидзе, Тедешвили, Цховребашвили, Якушев
МПК: B24B 19/24, B24B 21/02
Метки: торцов, шлифования
...смещения центра тяжести надувного ролика) к минимуму. Это при значительной частоте вращения кожуха (и = 1000 об/мин) имеет существенное значение.Указанные зависимости установлены и подобраны опытным путем на основании многочисленных экспериментов.Использование контактного ролика без губчатой резины требует большего чем 02-0,5 кг/см усилия давления на контактный ролик и не обеспечивает полного облегания абразивной лентой сферического торца обрабатываемой заготовки, вследствие чего имеют место как недошлифовки, так и неравномерный износ абразивной ленты.Воздух накачивается в камеру через клапан 12. Вал 4 и шкив 13, закрепленный на другом конце вала, образуют независимый привод контактного ролика 8. Кожух 1 установлен на подшипниках 14,...
Устройство для выравнивания торцов бревен

Номер патента: 1323498
Опубликовано: 15.07.1987
Автор: Николенко
МПК: B65G 57/18
Метки: бревен, выравнивания, торцов
...с фундаментной рамой 1 с помощью штанг 9 в форме параллелограмма, т.е, приемное п риспособление расгголокено параллельно фундаментной раме, а штанги, соединяющие их, параллельны между собой.Приемное устройство уравновешено с помощью противовеса 10, подвешенного на тросе 11, перекичутом через блок 12, и закреп ленного вторым концом к приемному приспособлению 7.Вес противовеса выбирается с таким расчетом, чтобы приемное устройство без нагрузки находилось в верхнем исходном положении.Устройство работает следующим образом.Пакет леса укладывается в приемное приспособление (лоток) 7. При этом ликвидируется кострение бревен (свойство лотка). Под действием веса бревегг приемное при О способлеиие 7 опускается вниз, одновременно...
Устройство для формирования торцов металлорукава

Номер патента: 1329867
Опубликовано: 15.08.1987
Автор: Сазонов
МПК: B21D 22/02
Метки: металлорукава, торцов, формирования
...с зубчатой рейкой 12, с которой связана губка 6. Согласование хода штока пневмоцилиндра 3 с ходом подвижной губки 6 осуществляется пневмоэлектросхемой, управл яюще й через м икропереключатели 13 и 14 работой двухпозиционньх пневмоэлектроклапанов Р 1 и Р 2 (не показаны), подающих последовательно в полости пневмоцилиндра 3 воздух и выпускающих его (фиг. 1). Матрица 4, состоящая из губок 5 и 6, выполнена с отверстием 15, имеющим винтовую нарезку, профиль которой соответствует профилю навивки металлорукава, и заплечики 16 (фиг. 3 и 5). Пуансон 2 имеет калибрующую часть 17 и заплечики 18. В устройстве предусмотрена возможность формирования торцов металло- рукавов разных типоразмеров, При смене ти.поразмера металлорукава заменяют...