Устройство для формирования торцов металлорукава
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1329867
Автор: Сазонов

Текст
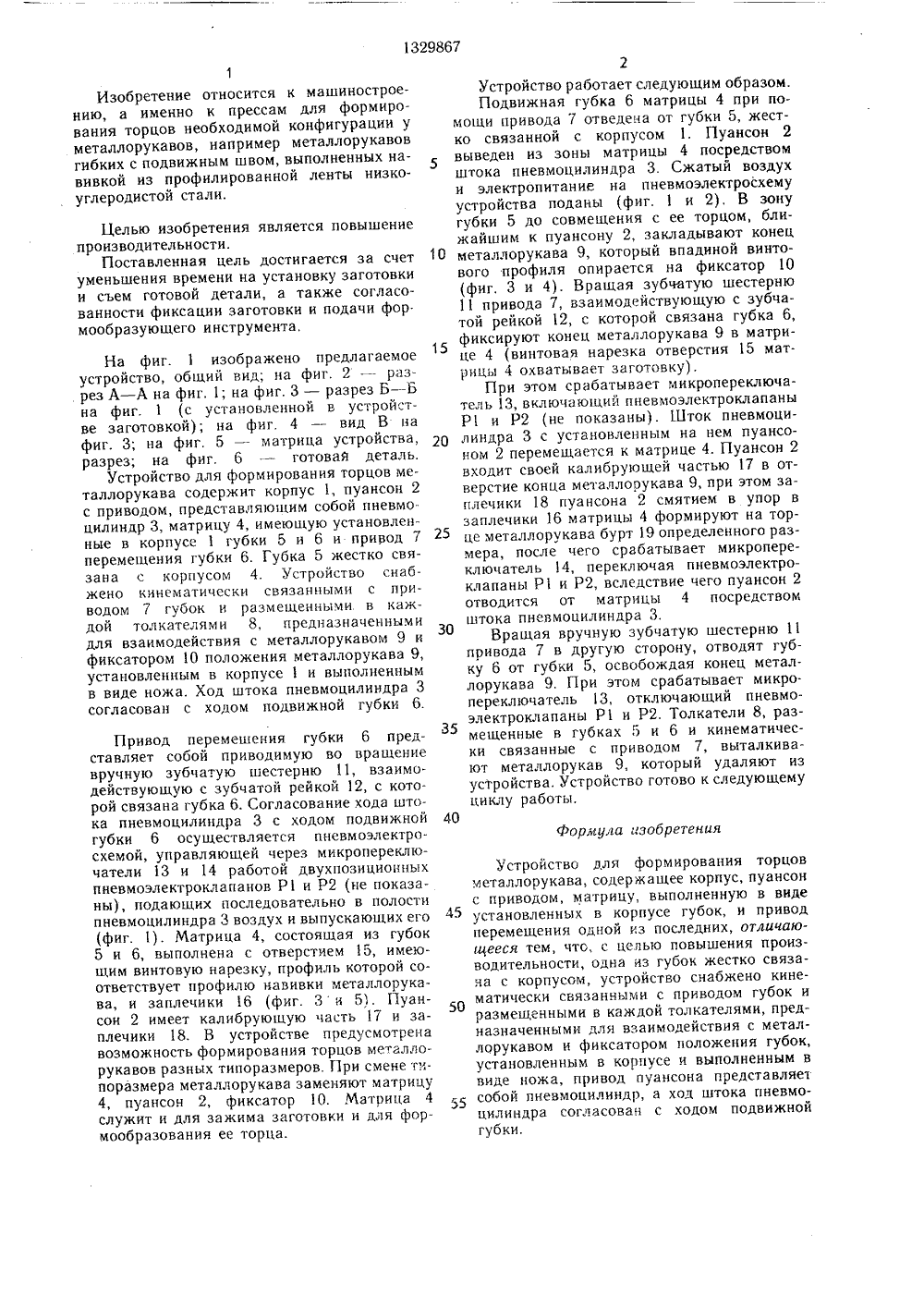
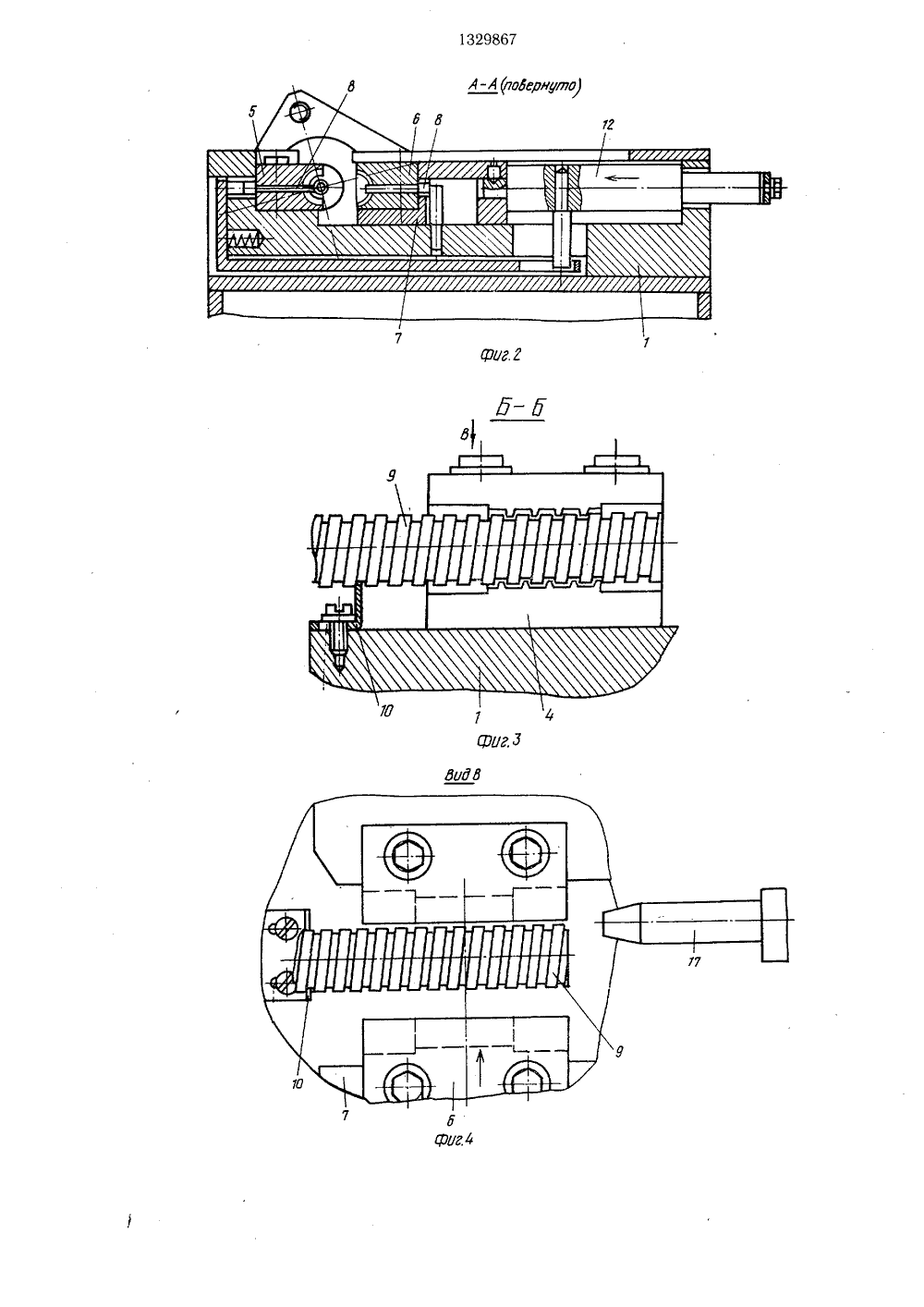
:)д ОПИСАНИЕ ИЗОБРЕТЕНИЯ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ пег ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Курское отделение Всесоюзного научно-исследовательского, проектно-конструкторского и технологического институтанизковольтного аппаратостроения(54) УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТОРЦОВ МЕТАЛЛОРУКАВА(57) Изобретение относится к машиностроению, а именно к прессам для формирования торцов необходимой конфигурации уметаллорукавов. Целью изобретения является повышение производительности. Поставленная цель достигается за счет уменьшения времени на установку заготовки и съем готовой детали, а также согласованности фиксации заготовки и подачи формообразующего инструмента. В зону неподвижной губки 5 закладывают конец металлорукава 9, который впадиной винтового профиля опирается на фиксатор 10, выполненный в виде ножа. Привод 7, подвигая губку 6 к губке 5 матрицы, фиксирует конец металлорукава в последней, при этом срабатывает микро- переключатель 13, включающий пневмоэлектроклапаны, которые подают воздух в пневмоцилиндр 3, и из него шток последнего с пуансоном перемещается к матрице. После формирования бурта отводят приводом 7 губку 6 от губки 5 матрицы, при этом толкатели, кинематически связанные с приводом 7, выталкивают из губок 5 и 6 металлорукав. 6 ил,1Изобретение относится к машиностроению, а именно к прессам для формирования торцов необходимой конфигурации у металлорукавов, например металлорукавов гибких с подвижным швом, выполненных навивкой из профилированной ленты низко- углеродистой стали.Целью изобретения является повышение производительности.Поставленная цель достигается за счет уменьшения времени на установку заготовки и съем готовой детали, а также согласованности фиксации заготовки и подачи фор. мообразующего инструмента,На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг, 2 - разрез А - А на фиг, 1; на фиг. 3 - разрез Б - Б на фиг. 1 (с установленной в устройстве заготовкой); на фиг. 4 - вид В на фиг. 3; на фиг. 5 - матрица устройства, разрез; на фиг. 6 - готовая деталь.Устройство для формирования торцов металлорукава содержит корпус 1, пуансон 2 с приводом, представляющим собой пневмоцилиндр 3, матрицу 4, имеющую установленные в корпусе 1 губки 5 и 6 и привод 7 перемещения губки 6. Губка 5 жестко связана с корпусом 4. Устройство снабжено кинематически связанными с приводом 7 губок и размещенными в каждой толкателям и 8, предназначенным и для взаимодействия с металлорукавом 9 и фиксатором 10 положения металлорукава 9, установленным в корпусе 1 и выполненным в виде ножа. Ход штока пневмоцилиндра 3 согласован с ходом подвижной губки 6.Привод перемещения губки 6 представляет собой приводимую во вращение вручную зубчатую шестерню 11, взаимодействующую с зубчатой рейкой 12, с которой связана губка 6. Согласование хода штока пневмоцилиндра 3 с ходом подвижной губки 6 осуществляется пневмоэлектросхемой, управл яюще й через м икропереключатели 13 и 14 работой двухпозиционньх пневмоэлектроклапанов Р 1 и Р 2 (не показаны), подающих последовательно в полости пневмоцилиндра 3 воздух и выпускающих его (фиг. 1). Матрица 4, состоящая из губок 5 и 6, выполнена с отверстием 15, имеющим винтовую нарезку, профиль которой соответствует профилю навивки металлорукава, и заплечики 16 (фиг. 3 и 5). Пуансон 2 имеет калибрующую часть 17 и заплечики 18. В устройстве предусмотрена возможность формирования торцов металло- рукавов разных типоразмеров, При смене ти.поразмера металлорукава заменяют матрицу 4, пуансон 2, фиксатор 10. Матрица 4 служит и для зажима заготовки и для формообразования ее торца. 2Устройство работает следующим образом.Подвижная губка 6 матрицы 4 при помощи привода 7 отведена от губки 5, жестко связанной с корпусом 1. Пуансон 2выведен из зоны матрицы 4 посредством5штока пневмоцилиндра 3, Сжатыи воздухи электропитание на пневмоэлектросхемуустройства поданы (фиг. 1 и 2), В зонугубки 5 до совмещения с ее торцом, ближайшим к пуансону 2, закладывают конец10 металлорукава 9, который впадиной винтового профиля опирается на фиксатор 10(фиг. 3 и 4). Вращая зубчатую шестерню11 привода 7, взаимодействующую с зубчатой рейкой 12, с которой связана губка 6,фиксируют конец металлорукава 9 в матрице 4 (винтовая нарезка отверстия 15 матрицы 4 охватывает заготовку).При этом срабатывает микропереключатель 13, включающий пневмоэлектроклапаныР и Р 2 (не показаны). Шток пневмоци 20 линдра 3 с установленным на нем пуансоном 2 перемещается к матрице 4. Пуансон 2входит своей калибрующей частью 17 в отверстие конца металлорукава 9, при этом заплечики 18 пуансона 2 смятием в упор взаплечики 16 матрицы 4 формируют на торце металлорукава бурт 19 определенного размера, после чего срабатывает микропереключатель 14, переключая пневмоэлектроклапаны Р 1 и Р 2, вследствие чего пуансон 2отводится от матрицы 4 посредствомштока пневмоцилиндра 3.Вращая вручную зубчатую шестерню 11привода 7 в другую сторону, отводят губку 6 от губки 5, освобождая конец металлорукава 9. При этом срабатывает микропереключатель 13, отключающий пневмоэлектроклапаны Р 1 и Р 2. Толкатели 8, размещенные в губках 5 и 6 и кинематически связанные с приводом 7, выталкивают металлорукав 9, который удаляют изустройства. Устройство готово к следующемуциклу работы,40Формула изобретения Устройство для формирования торцовметаллорукава, содержащее корпус, пуансон с приводом, матрицу, выполненную в виде 45 установленных в корпусе губок, и приводперемещения одной из последних, отличаю- иееся тем, что, с целью повышения производительности, одна из губок жестко связана с корпусом, устройство снабжено кинематически связанными с приводом губок и 50размещенными в каждои толкателями, прединазначенными для взаимодействия с металлорукавом и фиксатором положения губок, установленным в корпусе и выполненным в виде ножа, привод пуансона представляет собой пневмоцилиндр, а ход штока пневмоцилиндра согласован с ходом подвижной губки.Составитель Л. ЗугаевРедактор Т. Парфенова Техред И. Верес Корректор М. ШарошиЗаказ 3518/12 Тираж 73 ПодписноеВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж - 35, Раущская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3882806, 11.04.1985
КУРСКОЕ ОТДЕЛЕНИЕ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО, ПРОЕКТНО-КОНСТРУКТОРСКОГО И ТЕХНОЛОГИЧЕСКОГО ИНСТИТУТА НИЗКОВОЛЬТНОГО АППАРАТОСТРОЕНИЯ
САЗОНОВ ИВАН АФАНАСЬЕВИЧ
МПК / Метки
МПК: B21D 22/02
Метки: металлорукава, торцов, формирования
Опубликовано: 15.08.1987
Код ссылки
<a href="https://patents.su/4-1329867-ustrojjstvo-dlya-formirovaniya-torcov-metallorukava.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для формирования торцов металлорукава</a>
Штамп для штамповки полых листовых деталей методом обжатия жидкостной или резиновой матрицей по жесткому пуансону с автоматическим регулированием давления со стороны матрицы

Номер патента: 94666
Опубликовано: 15.09.1978
МПК: B21D 22/12
Метки: автоматическим, давления, жесткому, жидкостной, листовых, матрицей, матрицы, методом, обжатия, полых, пуансону, регулированием, резиновой, стороны, штамп, штамповки
...полых листовых деталей методом обжатия жидкостной или резиновой матрицей по жесткому пуансону с ввтс матическим регулированием давления со стороны матрицы при помощи копирв,Известен штамп для штамповки деталей жидкостной матрицей с регулированием давпения клапаном гидросистем, находящимся под воздействием кулачкового валаПредлагаемый штамп отличается от известных тем, что с целью обеспечения автоматического изменения давления по заданному закону применены укрепленный на контейнере пресса копир, ролик и шестеренчато-реечный механизм, воздействующий на регулировочный клапан гидросисте мы.На фиг. 1 показан предлагаемый штамп разрез; на фиг. 2 - шестеренчато-реечный механизм для автоматического управления.давлением гидросистемы, вид...
Способ электроискровой обработки пуансона и матрицы вырубного штампа

Номер патента: 150745
Опубликовано: 01.01.1962
Автор: Алексеев
МПК: B23H 9/12
Метки: вырубного, матрицы, пуансона, штампа, электроискровой
...прошивки.Заготовки 1 и 2 матрицы и пуансона устанавливаются параллельно друг другу на некотором расстоянии О. Затем режущим инструментом, которым служит электрод-проволока 3 с диаметром г 1, известными способами одновременно вырезается по заданному контуру матрица 4 и пуансон б с таким расчетом, чтобы зазор между ними был равен нулю, Г 1 ри этом электрод-проволока 3, двигаясь по периметру вырезаемого контура, наклонена под некоторым углом а к нормали, проходящей через плоскости заготовок 1 и 2. Таким образом, получаются матрица и пуансон, режущие кромки которых имеют одинаковую конусность, а зазор между ними равен нулю.Для того, чтобы получить необходимый рабочий зазор й между матрицей 4 и пуансоном 5, полученную матрицу прошивают...
Способ формирования матрицы стопы

Номер патента: 852326
Опубликовано: 07.08.1981
Авторы: Афанасьев, Высоцкий, Грачев, Гринблат, Нехамкин, Питкин
МПК: A61F 13/00
Метки: матрицы, стопы, формирования
...пропитывания ткани в течение 5 - 7 минут и полного отверждения в течение 10 - 15 мин, берут в следующем соотношении, мас, ч.:Пол иметилсилоксановыйкаучук с концевымигидроксильными группамин вязкостью 20 - 40 Пз(СКТН) 100 Наполнитель 10 Октоат олова 1,8 - 2 Этнлсиликат 40 1,6 - 2,2 Перед началом вулканизации стопу устанавливают в корригированное положение под нагрузкой, и компаунд формуют по стопе руками, защищенными от соприкосновения с компаундом полимерной пленкой, поРедактор Е. Хейфиц Заказ 4831 Изд. 461 Тираж 694 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Подписное Загорская типография Упрполиграфиздата Мособлисполкома 3крывающей многослойный носок из ткани...
Способ центрирования пуансона относительно матрицы

Номер патента: 1639837
Опубликовано: 07.04.1991
Авторы: Джангиров, Нурмухамедов, Салеев, Шамсутдинов
МПК: B21D 37/00
Метки: матрицы, относительно, пуансона, центрирования
...и от приемника совпадают, т.е. разность фаз между ними равна нулю,В случае смещения пуансона относительно матрицы в любую сторону амплитуда сигнала падает, частота повышается и увеличивается значение.разности фаз.Устройство состоит из пуансона 1, матрицы 2, передающего 3 и приемного 4 дат,чиков, акустической жидкости 5, подставки 6. К передающему датчику 3 подсоединен ультразвуковой генератор 7, а к приемному датчику 4 подсоединены усилитель 8, милливольтметр 9 и осциллограф 10. Способ центрирования пуансона относительно матрицы показывается следующим примером,Необходимо выставить пуансон диаметром 20 мм относительно матрицы с зазором 0,05 мм. С внешней стороны матрицы диагонально устанавливают пьезодатчики 3 и 4, например, из...
Способ штамповки деталей из листового материала пуансоном из эластичной среды по жесткой матрице и штамп для его осуществления

Номер патента: 1811941
Опубликовано: 30.04.1993
Авторы: Ахмеров, Втулкин, Котов, Махмудов, Панин
МПК: B21D 26/02
Метки: жесткой, листового, матрице, пуансоном, среды, штамп, штамповки, эластичной
...контакта аЬ с поверхностью отверстия в прижиме 3, имеющего профиль Е) возникает равнодействующая сил нормального давления Й, которая создает силу трения Гтр (Етр = Ю), Из условия равновесия -Ер = Е 1, следует, что к прижиму приложена сила Е 1 по местной касательной в точке С действия равнодействующей сил нормального давления Й. Разложение.силы Р 1 дает силу прижима 0.Задавая нужный профиль Е(2), при известных ц или Р и жесткости эластомера, управляюг далее силой Ор.Устройство для реализации предлагаемого способа содержит корпус 5 матриц, пуансон 6 из эластичной среды, заготовку 7,Корпус 1 штампа размещен на основании установки соосно со стволом и соединен с ним, В корпусе размещена жесткая матрица, прижим, отверстие в котором...
Предыдущий патент: Устройство для отбортовки цилиндрических изделий
Следующий патент: Способ вытяжки изделий и штамп для его осуществления
Случайный патент: Буровая коронка