Патенты с меткой «сварки»
Приспособление к газогенераторам автогенной сварки для автоматического прекращения выпуска ацетилена при обратном движении кислорода

Номер патента: 25382
Опубликовано: 29.02.1932
Автор: Берлин
МПК: B23K 5/00, C10H 21/08, F16L 55/16 ...
Метки: автогенной, ацетилена, выпуска, газогенераторам, движении, кислорода, обратном, прекращения, сварки
...чертеже фиг. 1 изображает вид приспособления сбоку; фиг. 2 - .вид его спереди; фиг. 3 - вид его сверху.Над выходным отверстием трубки 10 (фиг, 1 - 3) водозатвора газогенератора расположена крышка 9, укрепленная на конце двуплечего рычага, поворотного на оси 1.Другой койец указанного двуплечего рычага снабжен лапкой 2, удерживающей при нормальной работе газогенератора ручку 3 крана в штуцере 11 в открытом положении. Пробка крана штуцера 11 снабжена блоком 4, к ободу которого прикреплен шнур, огибающий направляющий ролик 5 и несущий на конце;груз 7,При нормальной работе газогенератора нраи щтуцера 11 открыт вследтого, что его ручка 3 удерживается й 2 двуплечего рычага. Когда же убки 10 водозатвора вытекает вода, а поднимает...
Способ автогенной сварки трубчатых деталей металлических конструкций

Номер патента: 26893
Опубликовано: 30.06.1932
Автор: Зыбин
МПК: B21D 39/04, B23K 31/06, B23K 5/08 ...
Метки: автогенной, конструкций, металлических, сварки, трубчатых
...отверстий 1 и 2, делится на две части. Часть шва 1 - 3 - 2 заваривается нижним швом внутри трубопровода и через отверстия 1 и 2 этот шов выводится на наружную поверхность трубопровода, при чем отверстия 1 и 2 тщательно завариваются, После этой операции производится сварка второй части шва 1 - 4 - 2 также нижним швом, но уже по наружной поверхности трубопровода.В случаяхметра, в целяхподлежащих с зы 4 - 5 (фиг. 3 и 4), через которые нижняя часть шва 1 - 3 - 2 заваривается сварщиком, находящимся вне трубопровода, также нижним швом и по внутренней поверхности трубопровода. Затем сварочный,шов в бочках 1 и 2 выводится на наружную поверхность трубопровода, накладывается вставка б и сварка продолжается по линиям 1 - 5 - 2 и 1 - 4 - 2 также...
Способ электрической дуговой сварки металлическим электродом

Номер патента: 27749
Опубликовано: 30.09.1932
Автор: Гулякин
МПК: B23K 9/235
Метки: дуговой, металлическим, сварки, электрической, электродом
...на электрод в жидком виде, после чего электоод высушивается и затем уже употребляется в работу. При электросварке с применением существующих плавней всегда получается более или менее значительное количество твердого шлака, для удаления которого приходится пользоваться зубилом и молотком, а,кроме того, и в толще шва часто получаются раковины и скопления шлака.Предлагаемое изобретение касается способа электрической дуговой сварки металлическим электродом и имеет целью устранение вышеупомянутых недостатков путем нанесения на металлический элек.трод непосредственно перед сваркой 1 тонкого слоя мыла.Способ этот заключается в следующем,Металлический электрод, непосредственноперед сваркой, покрывается тонким слоем обыкновенного мьла и затем...
Способ электрической дуговой сварки закрытой вольтовой дутой

Номер патента: 28601
Опубликовано: 31.12.1932
Автор: Великсон
МПК: B23K 35/38, B23K 9/00
Метки: вольтовой, дуговой, дутой, закрытой, сварки, электрической
...трансформаторного масла, путем приведения соприкасающихся друг с другом и соединенных с одним из полюсов источника тока свариваемых предметов в соединении с другим электродом, например, ртутным, расположенным под указанным слоем.На чертеже изображена схема устройства для электросварки, выполненногопо предлагаемому способу.Устройство состоит из резервуара 9, в который налита ртуть 8,а сверху нее . какая-либо не проводящая электрического тока трудновоспламеняемая жид. кость 7 (например, трансформаторное масло). Постоянный ток одним полюсом тся от зажимовчерез р бпредохранитель 3 и рео к проводнику, опущенному до д р зервуара 9.Другой же полюс приключается к зажиму 5, к которому и присоединяются подлежащие сварке предметы. Для...
Устройство для многопостной дуговой электрической сварки

Номер патента: 28983
Опубликовано: 31.01.1933
Автор: Каплянский
МПК: H01F 30/10
Метки: дуговой, многопостной, сварки, электрической
...обмотки трансформатора, которая вместе с основным источником дает напряжение, обеспечивающее хорошее зажигание дуги (порядка 60 вольт), После зажигания дуги цепь замыкается. Проходя по вторичной обмотке 2 трансформатора, постоянный ток насыщает его магнитную цепь 3 Благодаря этому возрастает рассеяние трансформатора, а следовательно, уменьшается основной поток, что может быть;достигнуто расположением двух обмотоктрансформатора на разных, в силу указанных причин, стержнях и применениеми агнитного шунта. Вторичное напряжение вольтодобавочного трансформатора резко падает и на дуге остаетсяпочти только напряжение постоянноготока, равное напряжению источника 4,за вычетом омического падения напряжения в обмотке 2.Если в первичную обмотку...
Устройство для дуговой электрической сварки

Номер патента: 29559
Опубликовано: 31.03.1933
МПК: B23K 9/10
Метки: дуговой, сварки, электрической
...иг. 1, АВ 1, обиться тактку Ь авточеского соорая запитоку в обПредмет изобретения. ЙФ Настоящее изобретение относится к типу устройств для дуговой электрической сварки, в которых питание дуги производится одновременно от двух источников - источника переменного тока и источника постоянного тока, с целью получения пульсирующего напряжения. В таких устрой. ствах может быть применен, например, генератор переменно постоянного тока (см. герм, патент519083 от 1931 г. по кл. 21 Ь, 30), Предложение заключается в том, что в качестве подобного генератора применен генератор пульсирующего тока с коллектором и одним контактным кольцом.На чертеже фиг. 1 изображает схему предлагаемого устройства; фиг, 2 - кривую тока сварочной цепи,В устройстве примен...
Приспособление для включения и выключения электрического тока в электросварочном станке для стыковой сварки

Номер патента: 29904
Опубликовано: 30.04.1933
Автор: Улицкий
МПК: B23K 11/04, B23K 11/24
Метки: включения, выключения, сварки, станке, стыковой, электрического, электросварочном
...вторичной обмотки сварочного трансформатора. После сварки рычаг принимает положение, указанное на чертеже, муфта 7 выходит из гнезда 6, и ток размыкается. Предлагаемое изобретение применяется на электросварочном станке для электросварки проволочных изделий и представляет собой автоматический выключатель, размыкающий цепь тока, когда происходит вставка в станоМ частей проволочных изделий, подлежащих сварке, и замыкающий цепь тока, когда обе части соприкасаются между собой.На прилагаемом чертеже, частичнр изображающем разрез электросварочного станка, цифрамии 2 обозначены зажимы упомянутого выключателя, которыми он включается в разрез одногоиз проводов первичной цепи сварочного трансформатора. Зажимсоединен эле. ктрически и механически с...
Электрододержатель для дуговой сварки
Номер патента: 29905
Опубликовано: 30.04.1933
Автор: Попов
МПК: B23K 9/28
Метки: дуговой, сварки, электрододержатель
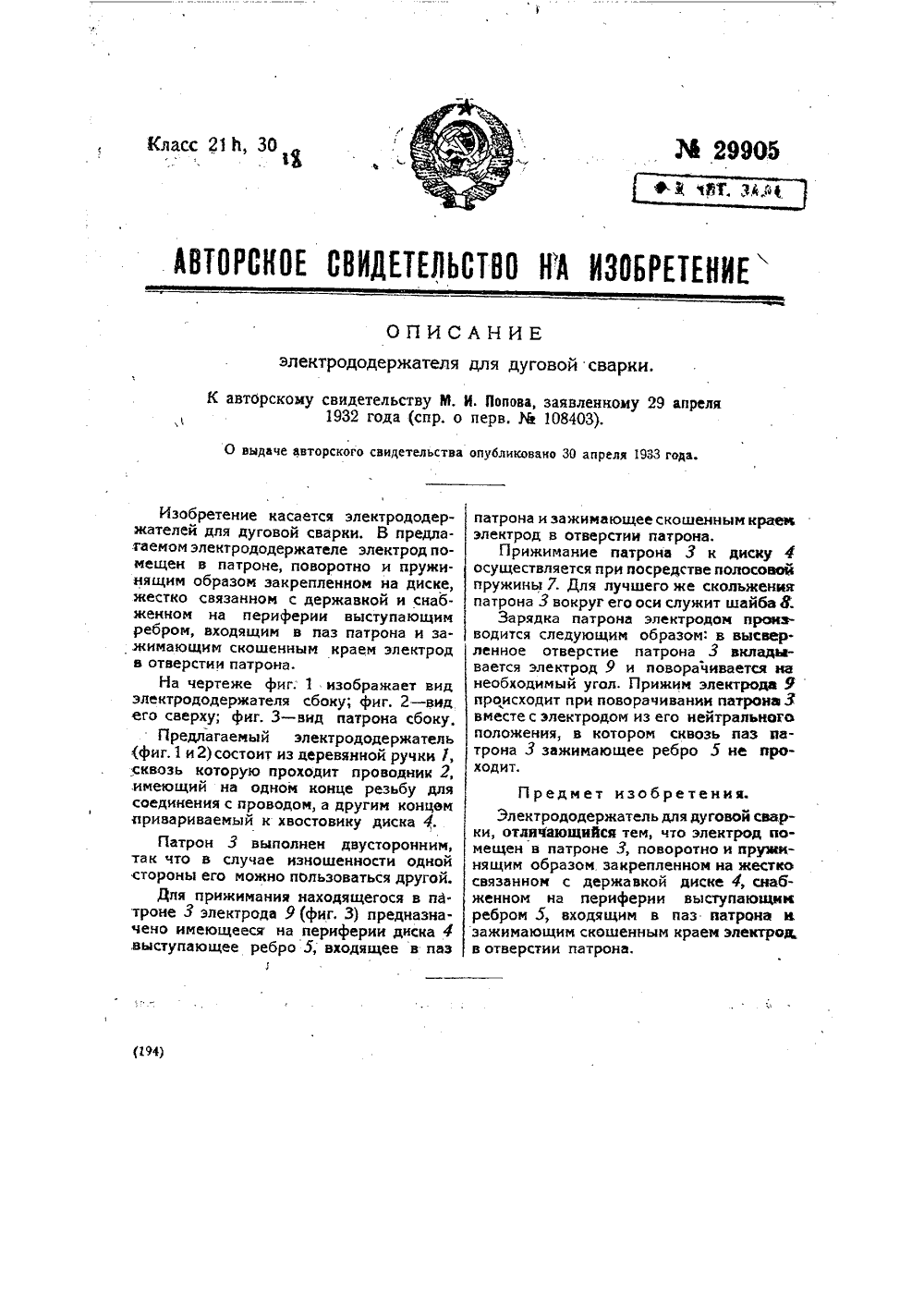
...чертеже фиг; 1 изображает вид электрододержателя сбоку; фиг. 2 - вид его сверху; фиг, 3 в в патрона сбоку,Предлагаемый электрододержатель (фиг. 1 и 2) состоит из деревянной ручки Г, сквозь которую проходит проводник 2, .имеющий на одном конце резьбу для соединения с проводом, а другим концом привариваемый к хвостовику диска 4.Патрон 3 выполнен двусторонним, так что в случае изношенности одной стороны его можно пользоваться другой.Для прижимания находящегося в патроне 3 электрода 9 (фиг. 3) предназначено имеющееся на периферии диска 4 ,выступающее ребро 5, входящее в паз патрона и зажимающее скошенным раек электрод в отверстии патрона.Прижимание патрона 3 к диску 4 осуществляется при посредстве полосовой пружины 7. Для лучшего же...
Электрододержатель для дуговой сварки
Номер патента: 29906
Опубликовано: 30.04.1933
Автор: Попов
МПК: B23K 9/28
Метки: дуговой, сварки, электрододержатель
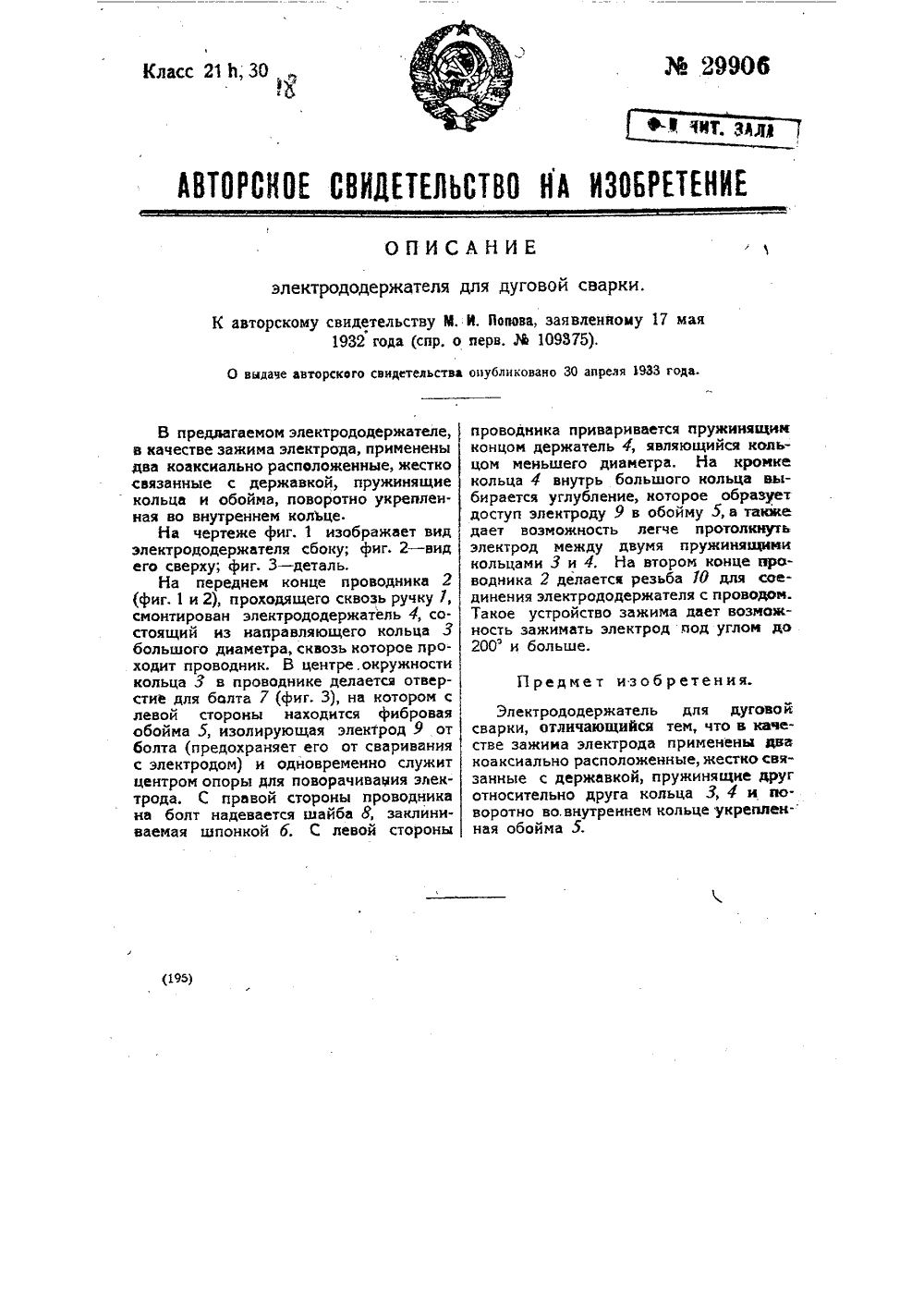
...качестве зажима электрода, примененыдва коаксиально расположенные, жесткосвязанные с державкой, пружинящиекольца и обойма, поворотно укрепленная во внутреннем кольцеНа чертеже фиг. 1 изображает видэлектрододержателя сбоку; фиг. 2 - видего сверху; фиг. 3 - деталь,На переднем конце проводника 2(фиг. 1 и 2), проходящего сквозь ручку 7,смонтирован электрододержатель 4, состоящий из направляющего кольца 3большого диаметра, сквозь которое проходит проводник, В центре, окружностикольца 3 в проводнике делается отверстие для балта 7 (фиг. 3), на котором слевой стороны находится фиброваяобойма 5, изолирующая электрод 9 отболта (предохраняет его от свариванияс электродом) и одновременно служитцентром опоры для поворачиваыия электрода....
Электрододержатель для дуговой сварки

Номер патента: 30778
Опубликовано: 30.06.1933
МПК: B23K 9/28
Метки: дуговой, сварки, электрододержатель
...в питающую цепь. Зачищенный конец подводящего электрический ток кабеля 11 заведен внутрь трубки 1 и закреплен в ней винтами б, б, Для возможности зажатия электрода не только в положении 13, т,-е. перпендикулярно к оси держателя, но и под различными к этой оси угла ми, поперек трубки 3, у ее конца, расположены упоры 9, 9, снабженные соответственно скошенными срезами. Ползунну 7 придана форма угольникас той целью, чтобы при зажатии электрода в положении 13, т,-е, между торцевой частью 10 трубки и ползунком 7, этот последний мог свободно проходить мимо выступающих упоров 9, Дляболееустойчивого зажатия электрода в одном из наклонных положений нижняя полка ползунка 7 с внутренней стороны тоже имеет срез.В верхней части трубки 3 сделан...
Электрододержатель для дуговой электрической сварки

Номер патента: 30779
Опубликовано: 30.06.1933
Автор: Пятин
Метки: дуговой, сварки, электрической, электрододержатель
...и состоит о нении,Начертеже фиг. 1электрододержателя сбоего сверху с частичнымдля закрепления ручек3 в разр видоизмененнручек.Электрод зажимается между двумя медными или латунными подушками 7, 1, поворотными на железных пальцах 2, укрепленных на губках щипцов. Упру- гие пружинящие ручки 3, 3 этих щипцов, изолированные прорезиненной тканью, снабжены на концахдвумя навинтованными полуцилиндрами 4, в сложенном виде представляющими разрезанный болт. Ручки закрепляются в свободном конце кабельной муфты 5,5 имеющем внутреннюю нарезку, путем ввинчивания сложенных полуцилиндров. С целью осуществления прочного закрепления нижний конец муфты снабжен конической выточкой, а концам полуцилиндров 4 соответственно придана несколько коническая форма, В...
Клещи для электрической сварки проводов

Номер патента: 31520
Опубликовано: 31.08.1933
Автор: Дубровин
МПК: B23K 11/02, B23K 11/28
Метки: клещи, проводов, сварки, электрической
...из подвижных зажимающих губок по линии АВ на фиг, 2,В ранце сварщика помещен трансформатор, от которого идут толстые гибкие кабели 1 и 2 и тонкий гибкий кабель 3; последний подведен к кнопочному выключателю 4, снабженному кнопкой 5. Кабель 3 подвязывается к кабелю 1 по всей длине; кнопочный выключатель 4 укреплен на неподвижной рукоятке 16 клещей. Конец одного из свариваемьх проводов закладывается в выемку б или 7 (в зависимости от толщины провода) неподвижной колодки 17, а конец другого провода в соответствующую выемку б или 7 подвижной колодки 18 клещей. Выемки б, 7 сделаны на внутренних гранях трапецоидального углубления неподвижных губок колодок 17, 1 о, служащего для вмещения подвижных губок 8,9, для отжатия которых служат...
Устройство для подачи электрода в автоматах для сварки вольтовой дугой

Номер патента: 31522
Опубликовано: 31.08.1933
Автор: Зыбин
МПК: B23K 37/02, B23K 9/12
Метки: автоматах, вольтовой, дугой, подачи, сварки, электрода
...держатель электрода подвижно закрепляется на подающем приспособлении с той целью, чтобы, при перемещении держателя, рабочий конец электрода перемещался вдоль свариваемого шва,.На чертежеффиг. 1 изображает схемудействия устройства; фиг. 2 - общий вид устройства; фиг. 3 - деталь.Электроду 1, закрепленному в точке а ;(фиг. 1), под требуемым условиями сварки углом а к линии шва, Ь - Ьсообщается движение со скоростью Р, автоматически регулируемой в зависимбсти от длины дуги, и в направлении а, - а, являющемся суммарным от направления скоростей подачи электрода Ч, и направления валика . Продвижение электрода 1 в направлении а, - а (фиг, 1) осуществляется держателем 2 (фиг. 2) с укрепленным в нем электродом 1, скользящим по...
Электрододержатель для дуговой сварки

Номер патента: 31871
Опубликовано: 30.09.1933
Автор: Фаддеев
МПК: B23K 9/28
Метки: дуговой, сварки, электрододержатель
...1 кладок меля и вклапримене жду те дышем. иг.1 Малевский Редактор сИск Предлагаемое изобретение состоит в конструктивном оформлении электрододержателя для дуговой сварки.На чертеже фиг. 1 изображает общий вид электрододержателя сбоку с частичным разрезом и фиг. 2 - вид его сверху.Корпус 7 электрододержателя, выполненный в виде усеченного-полого конуса, снабжен в месте соединения его, с трубчатой рукояткой 2 отверстием для токо- подводящего провода 7. Провод 7 присоединяется к разрезному коническому вкладышу б, служащему для подвода тока к электроду и зажатия его в электрододержателе. Вкладыш б укладывается внутрь кожуха на пружину 1 О, снабженную асбестовой шайбой 9, и изолируется от стенок кожуха изоляционными прокладками 8. Сверху...
Электрод для автоматической дуговой сварки криволинейных швов

Номер патента: 32648
Опубликовано: 31.10.1933
Автор: Зыбин
МПК: B23K 35/02
Метки: автоматической, дуговой, криволинейных, сварки, швов, электрод
...вдоль линии шва.Электрод отличается тем, что, с цельюдостижения прямолинейной подачи еголишь в направлении к свариваемомупредмету, электроду придана формарастянутой винтовой линии, проекциякоторой совпадает с осевой линиейкриволинейного шва.На чертеже фиг. 1 и 2 изображаютэлектрод со свариваемыми предметамив двух проекциях,В данном случае, предметы 7,2 должны быть сварены друг с другом по кольцевому шву 3, поэтому, согласно изобретению, электрод 4 выполнен в виде растянутой цилиндрической винтовой.линии с углом подъема, определяемым условиями сварки, и с диаметром винта, равным диаметру кольцевого шва.При работе электрод располагается над швом, как своей проекцией и, после зажигания, безразлично каким способом, вольтовой дуги между...
Способ электрической контактной сварки

Номер патента: 32649
Опубликовано: 31.10.1933
МПК: B23K 11/10, B23K 11/18
Метки: контактной, сварки, электрической
...авторского свидетельства о Известен уже способ электриче контактной сварки тонких листов из миниевых сплавов типа дюралюм согласно которому между электро сварочного аппарата и свариваем деталями помещают прокладки,Предлагаемое изобретение касается такого способа и состоит в том, что в качестве упомянутых выше прокладок при свари вании тонких алюминиевых листов используются прокладки, выполненные из луженого железа,На чертеже изображена схема взаим. ного расположения электродов, свариваемых листов и прокладок при сварке по предлагаемому способу.Свариваемые листы накладываются друг на друга в нахлестку, затем сверху и снизу стыка накладываются прокладки 7 и 2 из жести толщиной 0,3 - 0,4 мм, покрытые оловом. В таком вида детали Балковец и...
Обмазка для металлических электродов для дуговой сварки

Номер патента: 34093
Опубликовано: 31.01.1934
Автор: Лемхен
МПК: B23K 35/04, B23K 35/365
Метки: дуговой, металлических, обмазка, сварки, электродов
...оп ов масса на металли Изобретение касается состава обмазкиметаллических электродов для дуговой сварки, не допускающей окисления металла во времй сварки и дающей высококачественный сварной шов, не требующий отжига.Масса для обмазки состоит из 10 весовых. 4 астей гидрата окиси кальцияи 1 части казеина и приготовляется следующим образом: тощий творог, приготовленный из сепарированного молока, тщательно растирается (напр на краскотерке) . и смешивается в указанной выше пропорции с гашеной до густоты сме аны известью.осится обычны ескнй электрод аком ви пособом дмет изобр и их электроичающаяся рата окиси до густоты в виде рас-, пропорции н 1 часть Обмазка для металличес дов для дуговой сварки, отл тем, что она состоит из ги кальция в...
Включающее приспособление для производства электрической сварки по методу сопротивления короткими импульсами тока

Номер патента: 34663
Опубликовано: 28.02.1934
МПК: B23K 11/24, H02M 7/145
Метки: включающее, импульсами, короткими, методу, производства, сварки, сопротивления, электрической
...на чертеже, состоит и источника тока 1, цепь которого замы. мыкается через свариваемый предмет 2 и тиратрон 3. Последний управляется коммутатором 4, составляющим предмет настоящего изобретения. Коммутатор 4 состоит из ряда контактов 5, б, 7, 8, 9 и 1 О и щетки вращающейся, синхронно по отношению к сварочному току. С контактом 7 связано пусковое приспособление 11, управляемое рабочим.Все время, пока выключатель 11 разомкнут, сетка тиратрона не получает напряжения, и цепь сварочного тока разъединена. При замыкании контакта 11 конденсатор 12 получит заряд от батареи 13 в тот момент, когда щеткакоммутатора замкнет контакты 7 и 8; при дальнейшем вращении щетки соединяются контакты б и 7; сетка тира- трона получит положительный...
Форма для термитной сварки труб

Номер патента: 34895
Опубликовано: 28.02.1934
Автор: Фюнер
МПК: B23K 23/00
Метки: сварки, термитной, труб, форма
...труб и фиг.12 - форму, снабженную козырьком.Существовавшие до сего времени формы для термитной сварки труб. имеют целый ряд существенных недостатков, благодаря которым сваренный трубный стык получается в сечении не в виде правильного круглого кольца 3, как схематически показано на фиг. 1 и 2, а в виде того или иного вида искажения" 3, этого кольца (фигЗ, 4 и 5),Существовавшие до сего времени формы обычно имели в поперечном сечении вид, изображенный на фиг. б, причем с боков, считая по оси трубы, они снабжены соответствующе устроенными и уплотненными на трубе попе- (609) НА ИЗОБРЕТЕНИЕ рки труб.аявленному 31 октября117944),о 28 февраля 1934 года,ис 4 г.З б- Й нг.4з: Эксперт М, Г. ЕвангуловРедактор И, Ф. Альтшулер Ленпромпечатьсоюз,...
Способ атомно-водородной сварки

Номер патента: 35304
Опубликовано: 31.03.1934
МПК: B23K 9/16
Метки: атомно-водородной, сварки
...том, что дуга переменного токагорит в атмосфере водорода между двумявольфрамовыми электродами, расположенными под углом друг к другуМолекула водорода, попадая в областьвысокфй температурй вольтовой дуги,распада тся на атомы. Диссоциированный водород направляется на шов, гдепроисходит обратный процесс: атомыводорода соединяются в молекулу. Теплота рекомбинации передается шву. Таким образом, сварка происходит за счеттепла дуги, перенесенного к шву водородом без доступа воздуха,Все существующие типы горелок даютотносительно широкую зону нагревау шва, что неблагоприятно отражаетсяна микроструктуре металла и делает невозможной сварку в телесных углах.Авторами разработан новый метод распределения и подачи водорода, обеспечивающий центральный...
Электрододержатель для дуговой сварки

Номер патента: 35305
Опубликовано: 31.03.1934
Автор: Фамильцев
МПК: B23K 9/28
Метки: дуговой, сварки, электрододержатель
...щеки стержней. При действии рукой на на. клонную плоскость в направлении, показанном стрелкой, электрод может быть сменен,Предмет изобретения. 1. Электрододержатель для дуговой сварки в виде щипцов, отличающийся тем, что верхнее плечо щипцов, прижимзющее посредством пружины электрод к нижнему плечу, при зажатом электсперт и редактор В. И. Юрье роде имеет точку опоры на внутреннем ребре двухгранлого угла покрышки, неподвижно связанной с нижним плечом при сжатом же электроде точка опоры переходит в другое место на нижнем рычаге.2. Форма выполнения электрододержателя по п. 1, отличающаяся тем, что для подвоаа тока служат оба плеча щипцов, а пружина расположена на диагонали электрического мостика, образуемого частями плеч щипцов, с той...
Способ электрической сварки

Номер патента: 35932
Опубликовано: 30.04.1934
Автор: Кузнецов
МПК: B23K 9/00
Метки: сварки, электрической
...подводится токчерез плоскость 5 от провода 7. В местесоприкосновения листов 3 с порошком 4края листов раскаляются и, сплавляясь,соединяются в одно целое,На фиг, 5 показана сварка цилиндрови барабанов. На огнеупорной кладке 1, имеющей посредине канал с металличе-ской пластиной 2 на дне, кладется сва-риваемый предмет 3,Канал кладки 1 заполнен порошком 4,Один провод с током б подводитсяк свариваемому предмету 3 второй про.вод с током 7 - к пластине 2.Погруженные в канал с порошком 4края цилиндра 3 раскаляются и, сплав.ляясь, соединяются в одно целое,На схеме фиг.б изображена приварка плоскостей к плоскостям.Свариваемые плоскости 4 и 5 лежатна огнеупорной кладке 1, имеющей посредине канал с металлическим листом 2на дне, Канал заполнен...
Устройство для электрической сварки продольного шва металлических кабельных оболочек

Номер патента: 36507
Опубликовано: 31.05.1934
Автор: Идельчик
МПК: B21C 37/08, H01B 13/22
Метки: кабельных, металлических, оболочек, продольного, сварки, шва, электрической
...другой охла кдающейжидкости или смеси от специальногоисточника 12.Дополнительный роликовый элек-трод 13 располагается между двумя осноз- .ными против шва и имеет возможность нродвигаться во время установки его вдоль шва, что необходимо для отрегулировкы правильного режима, в зависимости от материала, качества, толщины оболочки и вида соединения кромок. Другой конец вторичной обмотки трансформатора присоединяется к дополнительному ролику, что дает возможность экоиомичио расходовать электрическую энергию и направлять сварочный жар по своему усмотрению вдоль кромок, поперек по поверхности и т. д,Для более правильного распределения нагрузки фаз при сварке оболочек трубчатых проводов, вместо однофазного трансформатора берется трехфазный и...
Флюс для сварки алюминия

Номер патента: 36774
Опубликовано: 31.05.1934
МПК: B23K 35/362
...на оба соединяемые края и одновременно расплавляет их; облегающая тонким слоем оба конца детали пленка окиси алюминия разрушается флюсом, Последний, реагируя с ним, переводиг тугоплавкий окисел в легкоподвижцые стекающие шлаки на поверхности свари ваемых еталей с одной стороны и с другой - флюс, взаимодействуя с окисью алюмия, о разует ряд летучих: продук. тов, Таким образом, понижается температура плавления тугоплавкой окиси алюминия (А 1.,0,), Флюс на свариваемые поверхности вводится помощью приса дочного материала, который при достаточной степени нагрева 300 - 350 хорошо обволакивается флюсом и в нужной мере наносится на свариваемые места. Приса. дочиый материал должен соответство. вать по своему химическому составу основному,...
Приспособление для сварки в стык цистерн и баков

Номер патента: 37450
Опубликовано: 30.06.1934
МПК: B23K 37/04
Метки: баков, сварки, стык, цистерн
...дет способления,Существенными частями присособл ляются зажимы 5 и 1, связанные собой тонкой пластинкой 2. Один ее заклепкой 4 укреплен в проболта 7, ввинченного в зажим 1, й проходит через щель в зажиме 5 иняется с последним посредством б (фиг. 3, 4).способление в разобранном виде жима 5) накладывают на стыкод стык при- плая для наде- детаез 3 ния явмеждуконецрезиа другои саедвилкиП устанам скобы й через нке прие чего с ягивают, шва. бражают роекциях али привой шов таким образом, чтобы пластинка 2 проходила через щель шва. Снизу подводят зажим 5 и надевают его на пластинку 2 так, чтобы его отверстия совпали с отверстиями в пластинке 2, после чего через эти отверстия вкладывают вилку б и при помощи болта 1 прижимают зажим 5 к зажиму 1....
Устройство для продольной сварки труб

Номер патента: 37591
Опубликовано: 31.07.1934
Автор: Игнатьев
МПК: B21C 37/08, B23K 11/00
Метки: продольной, сварки, труб
...ток проходит в напзав 1 ении, перпендикулярном к направлению давления, производимому на сва иваемые части, причем ток распространяется не по всей толще псследних, а лишь по их поверхности, что вед т к существенному уменьшению расхода тока при сварке.В предлагаемм согласно изобретению устройстве вышеуказанный способ применен для продольной сварки труб,На схематическом чертеже фиг. 1 изображает предлагаемое устройство и фиг. 2 - его попере ный разрез,Цифрой 1 обозначены нажимные ро лики, обжимающие свариваемую трубу 2 в плоскости, перпендикулярной в плоскости шва. Для подвода тока применены две пары контактных роликов 3 и 4, располагаемых по два по каждой стороне свариваемого шва,Благодаря такому устройству линии тока располагаются вдоль...
Обмазка металлических электродов для дуговой сварки

Номер патента: 37779
Опубликовано: 31.07.1934
Автор: Алов
МПК: B23K 35/04, B23K 35/365
Метки: дуговой, металлических, обмазка, сварки, электродов
...обмазки (с введенными в нее дополнительно крокусом и декстрином) были получены следующие результаты; удлинение от 20 до 35%, временное сопротивление раз;ыву в пределах от 31 до 41 кгммз при э 1 ектроде из мягкой стали (марка2 по ОСТУ). Остающийся шлак не превышал по количеству шлака, получаемого при применении нормальной меловой обмазки.Предлагаемая обмазко, кроме того, дает возможность легко вести вертикалбвув и потолочную сварку, чго невозможно при применении шлакующнхся обмазок первой группы.Предмет изобретения.Обмазка металлических электродов для дуговой, сварки с г.рименением добавок, например, из угля и графита, никеля, хрома, ванадия, и либдена, марганца и т. п., отличающаяся тем, что в качестве основного компонента взята...
Оправка для установки листов при изготовлении полых изделий путем сварки

Номер патента: 38409
Опубликовано: 31.08.1934
Автор: Эрис
МПК: B23K 37/04
Метки: изготовлении, листов, оправка, полых, путем, сварки, установки
...по другой и раздвигаемых и стягиваемых при помощи связывающих их планок 8, через которые пропущен натяжной болт 5,приводимый во вращение рукояткой б.При вращении рукояткой б болта 5 части 7 и 3 перемещаются в одну сторону, получая правильное движение от направляющих планок 7, а части 2 и 4 перемещаются в противоположную сторону.Раздвижение частей приводит к тому,что размеры оправки по ширине и высоте уменьшаются (при увеличении длины),что позволяет вынуть всю оправку из сваренного изделия.Обжимная наружная рама 70 для удержания на оправке свариваемых листов состоит из решетчатой коробки. которая после заложения в нее оправкиИ свариваемых ЛИСТОВ затягивается на-тяжками 77 при помощи упорных затягивающих винтов 73.Круглая раздвижная...
Форма для термитной сварки труб

Номер патента: 38410
Опубликовано: 31.08.1934
Автор: Фюнер
МПК: B23K 37/04
Метки: сварки, термитной, труб, форма
...сечения трубы более интенсивна, чем от шлаков, то вполне естественно, что для равномерности нагрева стыка по оси трубы необходимо, чтобы наружный диаметр термита железного кольца 5 цилиндра был меньше, чем у шлакового кольца 7.С другой стороны; так как железа по объему всегда меньше, чем шлаков, то по оси трубы термита железное кольцо при цилиндрической форме, конечно, имеет всегда меньшую величину, чем шлаковое; таким образом, при старой цилиндрической форме наиболее интенсивный нагрев происходил там, где это не нужно, т. е. под стыком, вызывая здесь местное утолщение, так называемую грушу" (фиг. 5), т, е. утолщение 71 одной половины стыка, являющееся искажением стыка и, кроме того, самый стык здесь получал меньше тепла и,...
Устройство для регулирования продолжительности сварки

Номер патента: 38952
Опубликовано: 30.09.1934
Автор: Джон
МПК: B23K 11/24, H01H 19/34
Метки: продолжительности, сварки
...стержню 7 электрода 5, отжим а емый нормально вверх винтовой пружиной 55. Под влиянием втягивающего усилия электромагнита сердечник 54 быстро опускается на электрод 5, по прекращении же тока в электромагните сердечник 54 оттяги. вается вверх пружиной.Работа производится следующим образом, Для того, чтобы осуществить точечную сварку изделия б, устройство приключается к источнику тока 9, рукоятку 30 вращают, чтобы отрегулировать положение щетки 15 и заранее устано. вить продолжительность сварки. Затем регулируется напряжение трансформатора при помощи переключателя 56 и устанавливается требуемое напряжение для вторичной цепи 3 трансформатора.Двигатель 29, приводяший во вращение коммутаторы 11 и 12, пускается в ход включением рубильника,...